ГОСТ Р ИСО 2560-2009/
ИСО 2560:2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ СВАРОЧНЫЕ. ЭЛЕКТРОДЫ ПОКРЫТЫЕ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ НЕЛЕГИРОВАННЫХ И МЕЛКОЗЕРНИСТЫХ СТАЛЕЙ. КЛАССИФИКАЦИЯ
Welding consumables. Covered electrodes for manual metal arc welding of non-alloy and fine grain steels. Classification
ОКС 25.160.20
Дата введения 2011-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ НУЦСК при МГТУ им.Н.Э.Баумана), национальным агентством контроля и сварки (НАКС) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1076-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 2560:2009 "Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация" (ISO 2560:2009 "Welding consumables - Covered electrodes for manual metal arc welding of non-alloy and fine grain steels - Classification", ITD).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
Настоящий стандарт устанавливает требования к классификации покрытых электродов и наплавленному металлу в состоянии после сварки и послесварочной термообработки для ручной дуговой сварки нелегированных и мелкозернистых сталей с минимальным пределом текучести до 500 МПа или минимальным пределом прочности при растяжении до 570 МПа.
Настоящий стандарт содержит технические требования для классификации по пределу текучести металла шва и средней энергии удара 47 Дж (метод А) и по пределу прочности при растяжении металла шва и средней энергии удара 27 Дж (метод В).
Примечания
1 Разделы, подразделы и таблицы, номера которых заканчиваются буквой "А", применимы только для покрытых электродов, классифицированных по пределу текучести металла шва и средней энергии удара 47 Дж.
2 Разделы, подразделы и таблицы, номера которых заканчиваются буквой "В", применимы только для покрытых электродов, классифицированных по пределу прочности при растяжении металла шва и средней энергии удара 27 Дж.
3 Разделы, подразделы и таблицы, номера которых не имеют буквенных обозначений "А" или "В", применимы для всех покрытых электродов, которые классифицируются согласно настоящему стандарту.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 544, Welding consumables - Technical delivery conditions for filler materials and fluxes - Type of product, dimensions, tolerances and markings (Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукта, размеры, допуски и маркировка)
ISO 2401, Welding consumables - Covered electrodes - Determination of the efficiency, metal recovery and deposition coefficient (Электроды покрытые. Метод определения КПД коэффициента перехода металла стержня в шов и коэффициента наплава)
ISO 3690, Welding and allied processes - Determination of hydrogen content in arc weld metal (Сварка и родственные процессы. Определение содержания водорода в металле шва при дуговой сварке ферритной стали)
ISO 6847, Welding consumables - Deposition of a weld metal pad for chemical analysis (Материалы сварочные. Наплавка слоя металла для химического анализа)
ISO 6947, Welding and allied processes - Welding positions (Швы сварные. Рабочие положения. Определение углов наклона и поворота)
ISO 13916, Welding - Measurement of preheating temperature, interpass temperature and preheat maintenance temperature (Сварка. Руководство по измерению температуры предварительного подогрева, температуры металла между проходами сварки и температуры сопутствующего подогрева)
ISO 14344, Welding consumables - Procurement of filler materials and fluxes (Сварка и родственные процессы. Процессы электрической сварки под флюсом и в защитных газах. Рекомендации по приобретению сварочных материалов)
ISO 15792-1:2000, Welding consumables - Test methods - Part 1: Test methods for all-weld metal test specimens in steel, nickel and nickel alloys (Материалы сварочные. Методы испытаний. Часть 1. Методы испытаний образцов наплавленного металла при сварке стали, никеля и никелевых сплавов)
ISO 15792-3:2000, Welding consumables - Test methods - Part 3: Classification testing of positional capacity and root penetration of welding consumables in a fillet weld (Материалы сварочные. Методы испытаний. Часть 3. Классификационные испытания сварочных материалов по положению сварки и провару корня шва в угловых швах)
ISO 80000-1, Quantities and units - Part 1: General (Величины и единицы. Часть 1. Общие положения)
3 Классификация
В настоящем стандарте используются два метода классификации для указания свойств металла шва при растяжении и ударе. Оба метода включают в себя дополнительные обозначения для указания некоторых других требований классификации, как видно из следующих подпунктов. В большинстве случаев электрод может быть классифицирован обоими методами. В этих случаях можно применять либо одно из классификационных обозначений, либо одновременно оба.
Классификация включает свойства металла шва, полученного при сварке покрытым электродом, как приведено ниже. Она основана на использовании электрода диаметром 4,0 мм, применяемого по ИСО 15792-3. Если электрод указанного диаметра не выпускается, для испытаний металла шва должен быть использован электрод диаметром, ближайшим к 4,0 мм.
3А Классификация по пределу текучести и энергии удара 47 Дж Классификационное обозначение состоит из восьми символов: 1) первый - символ покрытого электрода; 2) второй - символ прочности и относительного удлинения металла шва (см. таблицу 1А); 3) третий - символ свойств металла шва при ударе (см. таблицу 2А); 4) четвертый - символ химического состава металла шва (см. таблицу 3А); 5) пятый - символ типа покрытия электрода (см. 4.5А); 6) шестой - символ эффективного переноса металла электрода (отношение массы металла, наплавленного при стандартных условиях, к массе электродного стержня) и рода тока (см. таблицу 5А); 7) седьмой - символ положения сварки (см. таблицу 6А); 8) восьмой - символ содержания диффузионного водорода в наплавленном металле (см. таблицу 7). Классификационное обозначение состоит из двух частей: a) обязательная часть В эту часть включены символы, указывающие электрод, прочность и относительное удлинение, свойства при ударе, химический состав и тип покрытия электрода (см. 4.1, 4.2A, 4.3A, 4.4A и 4.5A); b) дополнительная часть В эту часть включены символы, указывающие эффективный перенос металла электрода, род тока, положения сварки для применяемого электрода и содержание диффузионного водорода (см. 4.7А, 4.8А и 4.9). | 3В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Классификационное обозначение состоит из семи символов: 1) первый - символ покрытого электрода; 2) второй - символ прочности металла шва (см. таблицу 1В); 3) третий - символ типа покрытия электрода, рода тока и положения сварки (см. таблицу 4В); 4) четвертый - символ химического состава металла шва (см. таблицу 3В); 5) пятый - символ условий послесварочной термической обработки, после которой испытывался металл шва (см. 4.6В); 6) шестой - символ указывает, что электрод удовлетворяет требованию по энергии удара в 47 Дж при температуре, которую обычно используют при требовании по энергии удара в 27 Дж; 7) седьмой - символ содержания диффузионного водорода в наплавленном металле (см. таблицу 7). Классификационное обозначение состоит из двух частей: a) обязательная часть В эту часть включены символы, указывающие электрод, прочность, тип покрытия, род тока, положение сварки, химический состав и условия термической обработки (см. 4.1, 4.2В, 4.4В, 4.5В и 4.6В); b) дополнительная часть В эту часть включены: символ дополнительного обозначения энергии удара 47 Дж, который определен в 4.3В, и символ содержания диффузионного водорода, который определен в 4.9. |
Обозначение (см. раздел 11), включающее в себя обязательную часть и любые выбранные элементы дополнительной части, должно быть указано на упаковках и в технической документации производителя. Схема полного обозначения электродов, классифицируемых по пределу текучести и энергии удара 47 Дж, приведена на рисунке А.1 (метод А). Схема полного обозначения электродов, классифицируемых по пределу прочности при растяжении и энергии удара 27 Дж, приведена на рисунке А.2 (метод В).
4 Символы и требования
4.1 Символ покрытого электрода
Символом покрытого электрода для ручной дуговой сварки является буква "Е", расположенная в начале обозначения.
4.2 Символы прочности и относительного удлинения металла шва
4.2А Классификация по пределу текучести и энергии удара 47 Дж | 4.2В Классификация по пределу прочности при растяжении и энергии удара 27 Дж | |||||
Символы предела текучести, предела прочности и относительного удлинения при растяжении металла шва в состоянии после сварки, определенные в соответствии с разделом 5, указаны в таблице 1А. | Символы предела прочности при растяжении металла шва в состоянии после сварки или послесварочной термической обработки, определенного в соответствии с разделом 5, указаны в таблице 1В. | |||||
Таблица 1А - Символ прочности и относительного удлинения металла шва (классификация по пределу текучести и энергии удара 47 Дж) | Таблица 1В - Символ прочности металла шва (классификация по пределу прочности при растяжении и энергии удара 27 Дж) | |||||
Сим- | Мини- | Предел прочности при растяжении, МПа | Мини- | Символ | Минимальный предел прочности при растяжении, МПа | |
35 | 355 | От 440 до 570 включ. | 22 | 43 | 430 | |
38 | 380 | От 470 до 600 включ. | 20 | 49 | 490 | |
42 | 420 | От 500 до 640 включ. | 20 | 55 | 550 | |
46 | 460 | От 530 до 680 включ. | 57 | 570 | ||
50 | 500 | От 560 до 720 включ. | 18 | |||
| ||||||
4.3 Символ свойств металла шва при ударе
4.3А Классификация по пределу текучести и энергии удара 47 Дж Символы, указывающие температуру, при которой достигнуто среднее значение энергии удара 47 Дж при соблюдении условий, приведенных в разделе 5, представлены в таблице 2А. Испытаниям должны быть подвергнуты три образца, при этом только одно значение энергии удара может быть ниже 47 Дж, но не ниже 32 Дж. Если металл шва классифицирован по определенной температуре, то, в соответствии с таблицей 2А эта классификация автоматически распространяется и на любую более высокую температуру. | 4.3В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Специальный символ для свойств при ударе не установлен. Полная классификация в таблице 8В определяет температуру, при которой достигается значение энергии удара 27 Дж в состоянии после сварки или послесварочной термической обработки при соблюдении условий, приведенных в разделе 5. Испытаниям должны быть подвергнуты пять образцов. При этом два значения энергии удара, минимальное и максимальное, не учитывают. Два из трех оставшихся значений должны быть более 27 Дж, одно из трех значений может быть ниже, но не менее 20 Дж. Среднее из трех оставшихся значений должно быть не менее 27 Дж. | ||
Таблица 2А - Символ свойств металла шва при ударе (классификация по пределу текучести и энергии удара 47 Дж) | Введение дополнительного символа "U" после символа условий термической обработки указывает, что дополнительное требование по энергии удара в 47 Дж при температуре испытания, соответствующей энергии удара 27 Дж, также было | ||
Символ | Температура для минимального среднего значения энергии удара 47 Дж, °С | удовлетворено. В случае требования по энергии удара в 47 Дж количество испытанных образцов и полученные значения должны отвечать требованиям 4.3А. | |
Z | Не регламентировано | ||
А | 20 | ||
0 | 0 | ||
2 | минус 20 | ||
3 | минус 30 | ||
4 | минус 40 | ||
5 | минус 50 | ||
6 | минус 60 | ||
4.4 Символ химического состава металла шва
4.4А Классификация по пределу текучести и энергии удара 47 Дж Символы химического состава металла шва, определенного в соответствии с разделом 6, указаны в таблице 3А. | 4.4В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Символы основных легирующих элементов и, в некоторых случаях номинальный уровень наиболее важного легирующего элемента металла шва, определенных в соответствии с разделом 6, указаны в таблице 3В. Символ химического состава следует непосредственно за символом типа покрытия, а не за символом прочности. Полная классификация, приведенная в таблице 10В, определяет конкретные требования к химическому составу для определенной классификации электродов. | ||||||
Таблица 3А - Символ химического состава металла шва (классификация по пределу текучести и энергии удара 47 Дж) | Таблица 3В - Символ химического состава металла шва (классификация по пределу прочности при растяжении и энергии удара 27 Дж) | ||||||
Символ сплава | Химический состав | Символ сплава | Химический состав | ||||
Mn | Мо | Ni | Основной легирующий элемент | Номинальный уровень, | |||
Без символа | 2,0 | - | - | Без символа, -1, -Р1 или -Р2 | Mn | 1,0 | |
Мо | 1,4 | 0,3-0,6 | -1М3 | Мо | 0,5 | ||
МnМо | 1,4-2,0 | -3М2 | Mn | 1,5 | |||
1Ni | 1,4 | - | 0,6-1,2 | Мо | 0,4 | ||
Mn1Ni | 1,4-2,0 | -3М3 | Mn | 1,5 | |||
2Ni | 1,4 | 1,8-2,6 | Мо | 0,5 | |||
Mn2Ni | 1,4-2,0 | 1,2-2,6 | -N1 | Ni | 0,5 | ||
3Ni | 1,4 | 2,6-3,8 | -N2 | 1,0 | |||
1NiMo | 0,3-0,6 | 0,6-1,2 | -N3 | 1,5 | |||
Z | Любой другой согласованный состав | -3N3 | Mn | ||||
| Ni | ||||||
V и Nb - не более 0,05 для каждого элемента. | -N5 | Ni | 2,5 | ||||
| -N7 | 3,5 | |||||
| -N13 | 6,5 | |||||
отсутствует в таблице, можно обозначать аналогично с добавлением впереди буквы "Z". | -N2M3 | Ni | 1,0 | ||||
Химические диапазоны состава не определены, поэтому два электрода с одинаковым символом Z | Мо | 0,5 | |||||
могут быть не взаимозаменяемыми. | -NC | Ni | 0,5 | ||||
Cu | 0,4 | ||||||
-СС | Cr | 0,5 | |||||
Cu | 0,4 | ||||||
-NCC | Ni | 0,2 | |||||
Cr | 0,6 | ||||||
Cu | 0,5 | ||||||
-NCC1 | Ni | 0,6 | |||||
Cr | 0,6 | ||||||
Cu | 0,5 | ||||||
-NCC2 | Ni | 0,3 | |||||
Cr | 0,2 | ||||||
Cu | 0,5 | ||||||
-G | Любой другой согласованный состав | ||||||
4.5 Символ типа покрытия электрода
4.5А Классификация по пределу текучести и энергии удара 47 Дж Тип покрытия электрода существенно зависит от состава шлакообразующих компонентов. Символы типа покрытия должны соответствовать символам, приведенным в таблице 4А. | 4.5В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Тип покрытия электрода существенно зависит от типа шлакообразующих компонентов. Тип покрытия также определяет подходящее положение сварки и род тока в соответствии с таблицей 4В. | |
Таблица 4А - Символ типа покрытия (классификация по пределу текучести и энергии удара 47 Дж) | Таблица 4В - Символ типа покрытия (классификация по пределу прочности при растяжении и энергии удара 27 Дж) |
Символ | Тип покрытия | Символ | Тип покрытия | Положение сварки | Род тока | |
А | Кислый | 03 | Рутило-основной | Все | а.с. и d.c. (+) | |
С | Целлюлозный | 10 | Целлюлозный | Все | d.c. (+) | |
R | Рутиловый | 11 | а.с. и d.c. (+) | |||
RR | Рутиловый толстый | 12 | Рутиловый | Все | а.с. и d.c. (-) | |
RC | Рутило-целлюлозный | 13 | а.с. и d.c. (±) | |||
RA | Рутило-кислый | 14 | Рутиловый + железный порошок | |||
RB | Рутило-основной | 15 | Основное | d.c. (+) | ||
В | Основной | 16 | а.с. и d.c. (+) | |||
Примечание - Описание характеристик каждого из этих типов покрытия приведено в приложении В. | 18 | Основной + железный порошок | а.с. и d.c. (+) | |||
19 | Ильменитовое | а.с. и d.c. (±) | ||||
20 | Оксид железа | РА, РВ | а.с. и d.c. (-) | |||
24 | Рутиловый + железный порошок | а.с. и d.c. (±) | ||||
27 | Оксид железа + железный порошок | |||||
28 | Основной + железный порошок | РА, РВ, PC | а.с. и d.c. (+) | |||
40 | Не определено | По рекомендациям производителя | ||||
45 | Основное | Все | d.c. (+) | |||
48 | а.с. и d.c. (+) | |||||
Примечание - Описание характеристик каждого из этих типов покрытия приведено в приложении С. | ||||||
4.6 Символ условий послесварочной термической обработки металла шва
4.6А Классификация по пределу текучести и энергии удара 47 Дж Классификация основана на механических свойствах металла шва только в состоянии после сварки, поэтому нет символа условий послесварочной термической обработки. | 4.6В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Если электрод классифицирован в состоянии после сварки, то к обозначению следует добавить символ "А". Если электрод классифицирован в состоянии послесварочной термической обработки, то к классификации следует добавить символ "Р". При классифицировании в состоянии послесварочной термической обработки температура термической обработки должна быть (620±15)°С, за исключением химических составов N5 и N7, для которых температура должна быть (605±15)°С, и N13, для которого температура должна быть (600±15)°С. Время выдержки при температуре послесварочной термической обработки должно быть Если электрод классифицирован по обоим методам, то к обозначению следует добавить символ "АР". Когда испытуемый образец помещают в печь, температура печи должна быть не более 300°С. Скорость нагрева от этой точки до указанной температуры выдержки должна быть в диапазоне от 85°С/ч до 275°С/ч. После завершения выдержки образец следует охладить в печи до температуры ниже 300°С со скоростью не более 200°С/ч. Образец может быть удален из печи при любой температуре ниже 300°С и охлажден на открытом воздухе до комнатной температуры. |
4.7 Символ эффективного переноса металла электрода и рода тока
4.7А Классификация по пределу текучести и энергии удара 47 Дж Символы эффективного переноса металла электрода, определенного в соответствии с ИСО 2401, и рода тока указаны в таблице 5А. | 4.7В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Нет специального символа эффективного переноса металла электрода и рода тока. Род тока включен в символ типа покрытия (см. таблицу 4В). Эффективный перенос металла электрода не указывается. | |||
Таблица 5А - Символ номинальной эффективности электрода и рода тока (классификация по пределу текучести и энергии удара 47 Дж) | ||||
Символ | Эффективный перенос металла электрода | Род тока | ||
1 | До 105 включ. | а.с. и d.c. | ||
2 | ||||
3 | Св. 105 до 125 включ. | |||
4 | ||||
5 | Св. 125 до 160 включ. | |||
6 | ||||
7 | Св. 160 | |||
8 | ||||
| ||||
4.8 Символ положения сварки
4.8А Классификация по пределу текучести и энергии удара 47 Дж Символы положения сварки, при которых электрод испытывается в соответствии с ИСО 15792-3, указаны в таблице 6А. Требования к испытаниям (см. раздел 7). | 4.8В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Нет специального символа положения сварки. Требования по положению сварки следуют из символа типа покрытия (см. таблицу 4В). | ||
Таблица 6А - Символ положения сварки (классификация по пределу текучести и энергии удара 47 Дж) | |||
Символ | Положение сварки в соответствии с ИСО 6947 | ||
1 | PA, РВ, PC, PD, РЕ, PF, PG | ||
2 | РА, РВ, PC, PD, РЕ, PF | ||
3 | РА, РВ | ||
4 | PA | ||
5 | PA, РВ, PG | ||
4.9 Символ содержания диффузионного водорода в наплавленном металле
В таблице 7 приведены символы содержания диффузионного водорода в наплавленном металле при использовании электрода диаметром 4,0 мм, определенного методом, описанным в ИСО 3690.
Используемый ток должен быть от 70% до 90% максимальной величины, рекомендуемой производителем. Электроды, рекомендуемые для использования на переменном и постоянном токах, должны быть испытаны на переменном токе. Электроды, рекомендуемые для использования только на постоянном токе, должны быть испытаны на постоянном токе обратной полярности.
Производитель должен предоставить информацию о рекомендуемом роде тока и условиях повторной сушки для достижения допустимого уровня содержания диффузионного водорода.
Таблица 7 - Символ содержания диффузионного водорода в наплавленном металле
Символ | Содержание водорода, мл/100 г наплавленного металла, не более |
Н5 | 5 |
Н10 | 10 |
Н15 | 15 |
Примечание - Дополнительная информация о диффузионном водороде приведена в приложении D.
5 Механические испытания
5А Классификация по пределу текучести и энергии удара 47 Дж Испытания на растяжение и удар, а также любые необходимые повторные испытания должны быть выполнены в состоянии после сварки, используя образец из металла шва типа 1.3 в соответствии с ИСО 15792-1, при условиях сварки, приведенных в 5.1 и 5.2 настоящего стандарта. | 5В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Испытания на растяжение и удар, а также любые необходимые повторные испытания должны быть выполнены в состоянии после сварки и/или послесварочной термической обработки, используя образец из металла шва типа 1.3 в соответствии с ИСО 15792-1, при условиях сварки, приведенных в 5.1 и 5.2 настоящего стандарта. Если предписана обработка для удаления диффузионного водорода, механические испытания следует производить в соответствии с ИСО 15792-1. |
5.1 Температура предварительного подогрева и температура между проходами
Температура предварительного подогрева металла и температура между проходами должны быть измерены с применением термокарандашей, контактных термометров или термопар (см. ИСО 13916).
5.1А Классификация по пределу текучести и энергии удара 47 Дж Предварительный подогрев не требуется, сварку можно начинать при комнатной температуре. Температура между проходами должна находиться в диапазоне от 90°С до 175°С. Если после какого-либо прохода температура между проходами превышена, то испытуемый образец должен быть охлажден на воздухе до температуры ниже указанного верхнего предела. Для того чтобы одновременно достичь требуемые свойства при растяжении и ударе, возможно потребуется поддерживать температуру между проходами в более узком диапазоне. | 5.1В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Температура предварительного подогрева и между проходами для электродов, не имеющих символа химического состава или с символом "-1" (см. таблицы 3В и 8В), должна быть от 100°С до 150°С. Температура предварительного подогрева и между проходами для всех других химических составов должна быть от 90°С до 110°С. |
Таблица 8В - Требования к механическим испытаниям (классификация по пределу прочности при растяжении и энергии удара 27 Дж)
Классификация | Предел прочности при растяжении | Предел текучести | Относительное удлинение | Температура испытания образца с V-образным надрезом по методу Шарпи |
Е4303 | 430 | 330 | 20 | 0 |
Е4310 | -30 | |||
Е4311 | ||||
Е4312 | 16 | - | ||
Е4313 | ||||
Е4316 | 20 | -30 | ||
Е4318 | ||||
Е4319 | -20 | |||
Е4320 | - | |||
Е4324 | 16 | |||
Е4327 | 20 | -30 | ||
Е4340 | 0 | |||
Е4903 | 490 | 400 | ||
Е4910 | От 490 до 650 включ. | -30 | ||
Е4911 | ||||
Е4912 | 490 | 16 | - | |
Е4913 | ||||
Е4914 | ||||
Е4915 | 20 | -30 | ||
Е4916 | ||||
Е4916-1 | -45 | |||
Е4918 | -30 | |||
Е4918-1 | -45 | |||
Е4919 | -20 | |||
Е4924 | 16 | - | ||
Е4924-1 | 20 | -20 | ||
Е4927 | -30 | |||
Е4928 | -20 | |||
Е4948 | -30 | |||
Е5716 | 570 | 490 | 16 | |
Е5728 | -20 | |||
Е4910-Р1 | 490 | 420 | 20 | -30 |
Е5510-Р1 | 550 | 460 | 17 | |
Е5518-Р2 | ||||
Е5545-Р2 | ||||
Е4910-1М3 | 490 | 420 | 20 | - |
Е4911-1М3 | 400 | |||
Е4915-1М3 | ||||
Е4916-1М3 | ||||
Е4918-1М3 | ||||
Е4919-1М3 | ||||
Е4920-1М3 | ||||
Е4927-1М3 | ||||
Е5518-3М2 | 550 | 460 | 17 | -50 |
Е5516-3М3 | ||||
Е5518-3М3 | ||||
E4916-N1 | 490 | 390 | 20 | -40 |
E4928-N1 | ||||
E5516-N1 | 550 | 460 | 17 | |
E5528-N1 | ||||
E4916-N2 | 490 | 390 | 20 | |
E4918-N2 | 490 | 390 | 20 | -50 |
E5516-N2 | 550 | От 470 до 550 включ. | -40 | |
E5518-N2 | ||||
E4916-N3 | 490 | 390 | ||
E5516-N3 | 550 | 460 | 17 | -50 |
E5516-3N3 | ||||
E5518-N3 | ||||
E4915-N5 | 490 | 390 | 20 | -75 |
E4916-N5 | ||||
E4918-N5 | ||||
E4928-N5 | -60 | |||
E5516-N5 | 550 | 460 | 17 | |
E5518-N5 | ||||
E4915-N7 | 490 | 390 | 20 | -100 |
E4916-N7 | ||||
E4918-N7 | ||||
E5516-N7 | 550 | 460 | 17 | -75 |
E5518-N7 | ||||
E5516-N13 | -100 | |||
E5518-N2M3 | -40 | |||
E4903-NC | 490 | 390 | 20 | 0 |
E4916-NC | ||||
E4928-NC | ||||
E5716-NC | 570 | 490 | 16 | |
E5728-NC | ||||
Е4903-СС | 490 | 390 | 20 | |
Е4916-СС | ||||
Е4928-СС | ||||
Е5716-СС | 570 | 490 | 16 | |
Е5728-СС | ||||
E4903-NCC | 490 | 390 | 20 | |
E4916-NCC | ||||
E4928-NCC | ||||
E5716-NCC | 570 | 490 | 16 | |
E5728-NCC | ||||
E4903-NCC1 | 490 | 390 | 20 | |
E4916-NCC1 | ||||
E4928-NCC1 | ||||
E5516-NCC1 | 550 | 460 | 17 | -20 |
E5518-NCC1 | ||||
E5716-NCC1 | 570 | 490 | 16 | 0 |
E5728-NCC1 | ||||
E4916-NCC2 | 490 | 420 | 20 | -20 |
E4918-NCC2 | ||||
E49XX-G | 400 | - | ||
E55XX-G | 550 | 460 | 17 | |
E57XX-G | 570 | 490 | 16 | |
| ||||
5.2 Последовательность выполнения проходов
Последовательность выполнения проходов должна соответствовать указанной в таблице 9.
Направление сварки при выполнении прохода не должно изменяться. Каждый проход должен быть выполнен при токе, составляющем от 70% до 90% максимального значения, рекомендованного производителем. Независимо от типа покрытия сварка должна осуществляться на переменном токе, если применим и переменный и постоянный ток, и на постоянном токе рекомендуемой полярности, если требуется постоянный ток.
Таблица 9 - Последовательность выполнения проходов
Диаметр электрода | Многослойный шов | ||
Номер слоя | Количество проходов на слой | Количество слоев | |
4,0 | От первого до последнего | 2 | 7-9 |
| |||
6 Химический анализ
Химический анализ может быть проведен на любом соответствующем образце. Однако в спорных случаях следует использовать образцы, изготовленные в соответствии с ИСО 6847. Может быть использован любой аналитический метод, но в спорных случаях следует использовать общепринятые опубликованные методы.
6А Классификация по пределу текучести и энергии удара 47 Дж Результаты химического анализа должны удовлетворять требованиям, приведенным в таблице 3А. | 6В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Результаты химического анализа должны удовлетворять требованиям, приведенным в таблице 10В. |
Таблица 10В - Требования к химическому составу металла шва (классификация по пределу прочности при растяжении и энергии удара 27 Дж)
Содержание элементов приведено в процентах по массе
Класси- | С | Mn | Si | Р | S | Ni | Cr | Мо | V | Cu | AI |
Е4303 | 0,20 | 1,20 | 1,00 | - | - | 0,30 | 0,20 | 0,30 | 0,08 | - | - |
Е4310 | |||||||||||
Е4311 | |||||||||||
Е4312 | |||||||||||
Е4313 | |||||||||||
Е4316 | |||||||||||
Е4318 | 0,03 | 0,60 | 0,40 | 0,025 | 0,015 | ||||||
Е4319 | 0,20 | 1,20 | 1,00 | - | - | ||||||
Е4320 | |||||||||||
Е4324 | |||||||||||
Е4327 | |||||||||||
Е4340 | - | - | - | - | - | - | - | ||||
Е4903 | 0,15 | 1,25 | 0,90 | 0,30 | 0,20 | 0,30 | 0,08 | ||||
Е4910 | 0,20 | 0,035 | 0,035 | ||||||||
Е4911 | |||||||||||
Е4912 | 1,20 | 1,00 | - | - | |||||||
Е4913 | |||||||||||
Е4914 | 0,15 | 1,25 | 0,90 | 0,035 | 0,035 | ||||||
Е4915 | |||||||||||
Е4916 | 1,60 | 0,75 | |||||||||
Е4916-1 | |||||||||||
Е4918 | 0,90 | ||||||||||
Е4918-1 | |||||||||||
Е4919 | 1,25 | ||||||||||
Е4924 | |||||||||||
Е4924-1 | |||||||||||
Е4927 | 1,60 | 0,75 | |||||||||
Е4928 | 0,90 | ||||||||||
Е4948 | |||||||||||
Е5716 | 0,12 | 0,030 | 0,030 | 1,00 | 0,30 | 0,35 | - | ||||
Е5728 | |||||||||||
Е4910-Р1 | 0,20 | 1,20 | 0,60 | 0,50 | 0,10 | ||||||
Е5510-Р1 | |||||||||||
Е5518-Р2 | 0,12 | 0,90-1,70 | 0,80 | 0,20 | 0,05 | ||||||
Е5545-Р2 | |||||||||||
Е4910-1М3 | 0,60 | 0,40 | - | - | 0,40-0,65 | - | |||||
Е4911-1М3 | |||||||||||
Е4915-1М3 | 0,90 | 0,60 | |||||||||
Е4916-1М3 | |||||||||||
Е4918-1М3 | 0,80 | ||||||||||
Е4919-1М3 | 0,40 | ||||||||||
Е4920-1М3 | 0,60 | ||||||||||
Е4927-1М3 | 1,00 | ||||||||||
Е5518-3М2 | 1,00-1,75 | 0,80 | 0,90 | 0,25-0,45 | |||||||
Е5516-3М3 | 1,00-1,80 | 0,40-0,65 | |||||||||
Е5518-3М3 | |||||||||||
E4916-N1 | 0,60-1,60 | 0,90 | 0,30-1,00 | 0,35 | 0,05 | ||||||
E4928-N1 | |||||||||||
E5516-N1 | |||||||||||
E5528-N1 | |||||||||||
E4916-N2 | 0,08 | 0,40-1,40 | 0,50 | 0,80-1,10 | 0,15 | ||||||
E4918-N2 | |||||||||||
E5516-N2 | 0,12 | 0,40-1,25 | 0,80 | ||||||||
E5518-N2 | |||||||||||
E4916-N3 | 0,10 | 1,25 | 0,60 | 1,10-2,00 | - | - | |||||
E5516-N3 | - | ||||||||||
E5516-3N3 | 1,60 | ||||||||||
E5518-N3 | 1,25 | 0,80 | |||||||||
E4915-N5 | 0,05 | 0,50 | 2,00-2,75 | ||||||||
E4916-N5 | |||||||||||
E4918-N5 | |||||||||||
E4928-N5 | 0,10 | 1,00 | 0,80 | 0,025 | 0,02 | ||||||
E5516-N5 | 0,12 | 1,25 | 0,60 | 0,030 | 0,030 | ||||||
E5518-N5 | 0,80 | ||||||||||
E4915-N7 | 0,05 | 0,50 | 3,00-3,75 | ||||||||
E4916-N7 | |||||||||||
E4918-N7 | |||||||||||
E5516-N7 | 0,12 | 0,80 | |||||||||
E5518-N7 | |||||||||||
E5516-N13 | 0,06 | 1,00 | 0,60 | 0,025 | 0,020 | 6,00-7,00 | |||||
E5518-N2M3 | 0,10 | 0,80-1,25 | 0,020 | 0,80-1,10 | 0,10 | 0,40-0,65 | 0,02 | 0,10 | 0,05 | ||
E4903-NC | 0,12 | 0,30-1,40 | 0,90 | 0,030 | 0,030 | 0,25-0,70 | 0,30 | - | - | 0,20-0,60 | - |
E4916-NC | |||||||||||
E4928-NC | |||||||||||
E5716-NC | |||||||||||
E5728-NC | |||||||||||
Е4903-СС | - | 0,30-0,70 | |||||||||
Е4916-СС | |||||||||||
Е4928-СС | |||||||||||
Е5716-СС | |||||||||||
Е5728-СС | |||||||||||
E4903-NCC | 0,05-0,45 | 0,45-0,70 | 0,30-0,70 | ||||||||
E4916-NCC | |||||||||||
E4928-NCC | |||||||||||
E5716-NCC | |||||||||||
E5728-NCC | |||||||||||
E4903-NCC1 | 0,50-1,30 | 0,35-0,80 | 0,40-0,80 | 0,30-0,75 | |||||||
E4916-NCC1 | |||||||||||
E4928-NCC1 | 0,80 | ||||||||||
E5516-NCC1 | 0,35-0,80 | ||||||||||
E5518-NCC1 | |||||||||||
E5716-NCC1 | |||||||||||
E5728-NCC1 | 0,80 | ||||||||||
E4916-NCC2 | 0,40-0,70 | 0,40-0,70 | 0,025 | 0,025 | 0,20-0,40 | 0,15-0,30 | 0,08 | 0,30-0,60 | |||
E4918-NCC2 | |||||||||||
E49XX-G | - | - | - | - | - | - | - | - | - | ||
E55XX-G | |||||||||||
E57XX-G | |||||||||||
| |||||||||||
7 Испытание углового сварного шва
Образец для испытания углового сварного шва должен соответствовать образцу, приведенному на рисунке 1 ИСО 15792-3.
7А Классификация по пределу текучести и энергии удара 47 Дж Материал пластины должен быть выбран из ряда материалов, для которых электрод рекомендован производителем. Поверхность должна быть очищена от окалины, ржавчины и других загрязнений. Толщина пластины | 7В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Материал пластины должен быть из нелегированной стали с содержанием углерода не более 0,30 г/100 г. Свариваемые поверхности должны быть очищены. Толщина пластины |
Таблица 11А - Требования к испытанию угловых сварных швов (классификация по пределу текучести и энергии удара 47 Дж)
Размеры в миллиметрах
Символ положения сварки для классификации | Тип покрытия | Положение сварки | Диаметр электрода | Теоретическая толщина углового шва | Разность катетов | Выпуклость |
1 или 2 | С | РВ | 6,0 | 4,5 мин. | 1,5 макс. | 2,5 макс. |
RX | 5,0 мин. | 2,0 макс. | 3,0 макс. | |||
В | То же | То же | То же | |||
3 | А | 5,0 мин. | 2,0 макс. | 3,0 макс | ||
5 | R | 4,5 мин. | 1,5 макс. | 2,5 макс. | ||
5,0 | ||||||
1 или 2 | С | PF | 4,0 | 4,5 макс. | - | 2,0 макс. |
RX | То же | |||||
В | 5,5 макс. | |||||
1 или 2 | С | PD | 4,5 макс. | 1,5 макс. | 2,5 макс. | |
RX | То же | То же | То же | |||
В | 5,5 макс. | 2,0 макс. | 3,0 макс. | |||
5 | В | PG | 5,0 мин. | - | 1,5 макс. | |
| ||||||
Таблица 11В - Требования к испытанию угловых сварных швов (классификация по пределу прочности при растяжении и энергии удара 27 Дж)
Размеры в миллиметрах
Тип покрытия | Род тока и полярность | Диаметр электрода | Положение сварки | Минимальная ширина пластины, | Минимальная длина пластины, | Размер катета углового сварного шва |
03 | а.с. и d.c. (+) | 5,0 | PF, PD | 75 | 300 | 10,0 макс. |
10 | d.c. (+) | 8,0 макс. | ||||
11 | а.с. и d.c. (+) | |||||
12 | а.с. и d.c. (-) | 10,0 макс. | ||||
13 | а.с., d.c. (-) и d.c. (+) | |||||
14 | 4,0 | 8,0 макс. | ||||
15 | d.c. (+) | |||||
16 | а.с. и d.c. (+) | |||||
18 | ||||||
19 | 5,0 | 10,0 макс. | ||||
20 | а.с. и d.c. (-) | 6,0 | РВ | 400 | 8,0 мин. | |
24 | а.с. и d.c. (-) и d.c. (+) | 400 или 650 | ||||
27 | а.с. и d.c. (-) | |||||
28 | а.с. и d.c. (+) | |||||
40 | - | - | - | - | - | |
45 | d.c. (+) | 4,0 | РЕ, PG | 300 | 8,0 макс. | |
48 | а.с. и d.c. (+) | PD, PG | 300 | |||
| ||||||
Таблица 12В - Допустимая разность катетов и допустимая максимальная выпуклость
Размеры в миллиметрах
Измеренный катет углового сварного шва | Максимальная разность катетов | Максимальная выпуклость |
Не более 4,0 | 1,0 | 2,0 |
4,5 | 1,5 | |
5,0 или 5,5 | 2,0 | |
6,0 или 6,5 | 2,5 | |
7,0; 7,5 или 8,0 | 3,0 | 2,5 |
8,5 | 3,5 | |
Не менее 9,0 | 4,0 |
8 Требования к округлению величин
При определении соответствия требованиям настоящего стандарта реальные величины, полученные при испытании, должны подвергаться округлению в соответствии с правилами, изложенными в ИСО 80000-1 (В.3, правило А).
Если измеренные величины получены на оборудовании, калиброванном в единицах, отличных от единиц настоящего стандарта, то измеренные величины перед их округлением должны быть переведены в единицы настоящего стандарта. Если средняя арифметическая величина должна сравниваться с требованиями настоящего стандарта, то округление должно быть выполнено только после расчета этой средней арифметической величины.
Если какой-либо из приведенных в разделе 2 стандартов на методы испытания содержит инструкции по округлению, противоречащие требованиям настоящего стандарта, то должны быть выполнены требования по округлению в соответствии со стандартом на методы испытания. Результаты округления должны удовлетворять требованиям соответствующей таблицы.
9 Повторные испытания
Если проведенное испытание не подтвердило соответствие требованиям, указанным в настоящем стандарте, то его следует повторить дважды. Результаты обоих повторных испытаний должны удовлетворять необходимым требованиям. Образцы для повторных испытаний могут быть взяты из первичного соединения или из нового сварного соединения. Для химического анализа повторное испытание необходимо лишь для тех отдельных элементов, которые не отвечают требованиям испытаний. Если результаты одного или обоих повторных испытаний не отвечают требованиям настоящего стандарта, то испытуемый материал следует рассматривать как не удовлетворяющий требованиям этой классификации.
В случае если при подготовке или после завершения любого испытания точно установлено, что предписанные или соответствующие методики нарушены при подготовке сварного соединения или образца(ов) к испытанию, или при проведении испытания, то такое испытание следует считать недействительным независимо от того, что это испытание фактически выполнено, а его результаты отвечают или не отвечают требованиям настоящего стандарта. Такое испытание следует повторить с соблюдением требований предписанных методик. В этом случае не требуется удвоения количества образцов для испытания.
10 Технические условия на поставку
Технические условия на поставку должны отвечать требованиям стандартов ИСО 544 и ИСО 14344.
11 Примеры обозначения
11А Классификация по пределу текучести и энергии удара 47 Дж Обозначение покрытого электрода включает номер настоящего стандарта, букву "А" и должно следовать принципу, приведенному в примере 1А. | 11В Классификация по пределу прочности при растяжении и энергии удара 27 Дж Обозначение покрытого электрода включает номер настоящего стандарта, букву "В" и должно следовать принципу, приведенному в примере 1В. Пример 1В | |
Обозначение такого электрода: Е - покрытый электрод для ручной дуговой сварки (см. 4.1); 46 - предел текучести и относительное удлинение (см. таблицу 1А); 3 - свойства при ударе (см. таблицу 2А); 5 - эффективный перенос металла электрода и род тока (см. таблицу 5А); 3 - положение сварки (см. таблицу 6А); | Обозначение такого электрода: Е - покрытый электрод для ручной дуговой сварки (см. 4.1); 55 - предел прочности при растяжении (см. таблицу 1В); 18 - основной тип покрытия с железным порошком для сварки на переменном токе и постоянном токе обратной полярности во всех положениях, за исключением вертикальной сверху вниз (см. таблицу 4В); E5518-N2 А - полное описание требований к предельным значениям элементов химического состава и механическим свойствам (см. таблицы 8В и 10В) в состоянии после сварки; U - дополнительное требование по энергии удара в 47 Дж при основной температуре испытания, соответствующей энергии удара 27 Дж; |
Приложение А
(справочное)
Методы классификации
А.1 ГОСТ Р ИСО 2560-А
Метод классификации покрытых электродов для сварки нелегированных и мелкозернистых сталей по пределу текучести и минимальной энергии удара 47 Дж в соответствии с ГОСТ Р ИСО 2560-А показан на рисунке А.1.
А.2 ГОСТ Р ИСО 2560-В
Метод классификации покрытых электродов для сварки нелегированных и мелкозернистых сталей по пределу прочности при растяжении и минимальной энергии удара 27 Дж в соответствии с ГОСТ Р ИСО 2560-В показан на рисунке А.2.
|
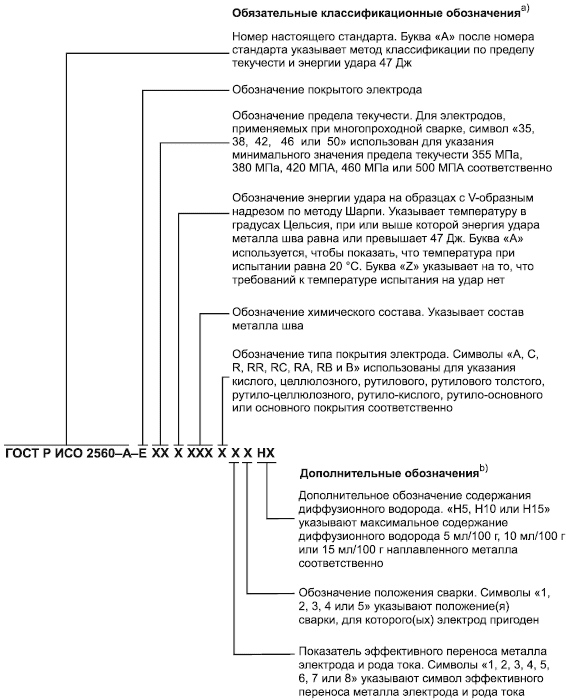
Рисунок А.1 - Обозначение электродов по ГОСТ Р ИСО 2560-А (классификация по пределу текучести и энергии удара 47 Дж)
_______________
Совокупность этих обозначений составляет классификацию покрытых электродов.
Эти обозначения как необязательные не являются составляющей частью классификации покрытых электродов.
|
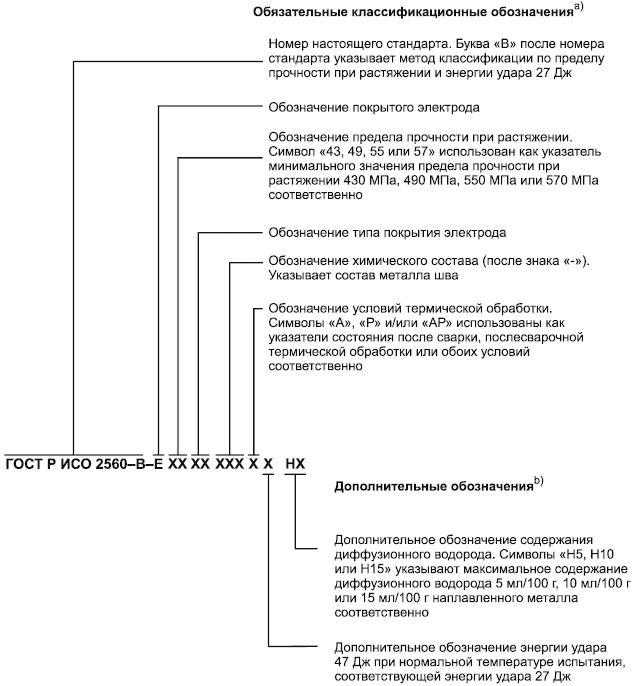
Рисунок А.2 - Обозначение электродов по ГОСТ Р ИСО 2560-В (классификация по пределу прочности при растяжении и энергии удара 27 Дж)
_______________
Совокупность этих обозначений составляет классификацию покрытых электродов.
Эти обозначения как необязательные не являются составляющей частью классификации покрытых электродов.
Приложение В
(справочное)
Описание типов покрытия электрода
(классификация по пределу текучести и энергии удара 47 Дж)
В.1 Общие положения
Сварочно-технологические свойства покрытого электрода и механические свойства металла шва в значительной степени зависят от его покрытия. Однородная смесь веществ покрытия обычно содержит следующие шесть главных составляющих:
- шлакообразующие материалы;
- раскислители;
- защитные газообразующие материалы;
- ионизирующие вещества;
- связующие;
- легирующие элементы (при необходимости).
Кроме того, может быть добавлен железный порошок для увеличения эффективного переноса металла электрода (см. 4.6А), который может оказывать влияние на сварочно-технологические свойства в зависимости от положения сварки.
Термин "толстое покрытие" подразумевает покрытие, у которого отношение диаметра покрытия к диаметру электродного стержня больше или равно 1,6.
В.2 Электроды с кислым покрытием
Покрытие этого типа характеризуется содержанием большого количества оксида железа и, как следствие, высокой окислительной способностью по отношению к раскислителям (ферромарганец). В электродах с толстым покрытием кислый шлак обеспечивает мелкокапельный перенос и формирует плоские и гладкие сварные швы. Тем не менее, электроды с кислым покрытием имеют ограниченное применение для сварки в различных пространственных положениях и более чувствительны к кристаллизационным трещинам, чем другие типы электродов.
В.3 Электроды с целлюлозным покрытием
Покрытие этого типа содержит большое количество горючих органических веществ, в особенности целлюлозу. Благодаря глубоко проникающей дуге электроды с таким покрытием особенно подходят для сварки в вертикальном положении сверху вниз.
В.4 Электроды с рутиловым покрытием
Электроды с этим типом покрытия обеспечивают крупнокапельный перенос металла, благодаря чему они подходят для сварки листового металла, а также для сварки во всех пространственных положениях, за исключением вертикального сверху вниз.
В.5 Электроды с рутиловым толстым покрытием
Электроды с таким типом покрытия имеют отношение диаметра покрытия к диаметру стержня, равное 1,6 и более. Их характерными особенностями являются высокое содержание рутила в покрытии, хорошие характеристики повторного возбуждения дуги и равномерные мелкочешуйчатые сварные швы.
В.6 Электроды с рутило-целлюлозным покрытием
Электроды с таким типом покрытия подобны электродам с рутиловым типом покрытия, за исключением содержания большего количества целлюлозы. Электроды с этим типом покрытия подходят для сварки в вертикальном положении сверху вниз.
В.7 Электроды с рутило-кислым покрытием
Сварочные характеристики электродов с покрытием смешанного типа сопоставимы с электродами, имеющими кислое покрытие.
Однако в покрытии этих электродов существенная часть оксида железа заменена рутилом. Поэтому эти электроды, имеющие в основном толстое покрытие, пригодны для всех положений сварки, за исключением вертикального сверху вниз.
В.8 Электроды с рутило-основным покрытием
Характерными особенностями этого типа покрытия являются большое количество рутила и увеличенное содержание компонентов основного вида. Такие электроды, имеющие в основном толстое покрытие, характеризуются высокими механическими свойствами. Они обладают одинаковыми сварочно-технологическими свойствами при сварке во всех положениях, за исключением вертикального сверху вниз
В.9 Электроды с основным покрытием
Характерной особенностью толстого покрытия этих электродов является содержание большого количества карбонатов щелочноземельных металлов, например, мрамора (карбоната кальция), а также плавикового шпата (фтористого кальция). Для улучшения сварочно-технологических свойств может быть необходима более высокая концентрация компонентов неосновного вида (например, рутила и/или кварца), особенно при сварке на переменном токе.
Электроды с основным типом покрытия имеют два отличительных свойства: а) энергия удара металла шва, выполненного этими электродами, выше, особенно при низких температурах, чем энергия удара шва, выполненного электродами другого типа; б) металл шва, выполненный этими электродами, обладает более высокой стойкостью против образования трещин, чем выполненный электродами всех других типов.
Стойкость сварных швов против образования кристаллизационных трещин обусловливается высокой металлургической чистотой металла шва. Низкая вероятность образования холодных трещин обусловливается низким содержанием водорода, что обеспечивается применением просушенных электродов. Содержание водорода в наплавленном металле ниже, чем при использовании электродов всех других типов, и не должно превышать допустимый верхний предел, равный 15 мл/100 г наплавленного металла.
Обычно электроды с основным типом покрытия применяют для сварки во всех пространственных положениях, за исключением вертикального сверху вниз. Электроды с основным типом покрытия, специально предназначенные для сварки в вертикальном положении сверху вниз, имеют особый состав шлака.
Приложение С
(справочное)
Описание типов покрытия электродов
(классификация по пределу прочности при растяжении и энергии удара 27 Дж)
С.1 Общие положения
Сварочно-технологические свойства покрытого электрода и механические свойства металла шва в значительной степени зависят от его покрытия. Однородная смесь веществ покрытия обычно содержит следующие шесть главных составляющих:
- шлакообразующие материалы;
- раскислители;
- защитные газообразующие материалы;
- ионизирующие вещества;
- связующие;
- легирующие элементы (при необходимости).
Кроме того, может быть добавлен железный порошок для увеличения номинальной эффективности электрода, который может оказывать влияние на сварочно-технологические свойства в зависимости от положения сварки.
Некоторые марки электродов, которые пригодны для сварки, как на переменном, так и на постоянном токах одной или обеих полярностях, могут быть оптимизированы производителем для конкретного рода тока в зависимости от требований рынка.
С.2 Покрытие типа 03
Покрытие этого типа содержит смесь диоксида титана (рутила) и карбоната кальция (мрамора), поэтому электроды с этим типом покрытия обладают некоторыми характеристиками электродов с рутиловым покрытием и некоторыми характеристиками электродов с основным покрытием (см. С.6 и С.9).
С.3 Покрытие типа 10
Покрытие этого типа содержит большое количество горючих органических веществ, в особенности целлюлозу. Благодаря глубоко проникающей дуге электроды с таким покрытием пригодны для сварки в вертикальном положении сверху вниз. Дуга стабилизируется в первую очередь за счет присутствия натрия, поэтому эти электроды преимущественно пригодны для сварки на постоянном токе, и, как правило, обратной полярности (плюс на электроде).
С.4 Покрытие типа 11
Покрытие этого типа содержит большое количество горючих органических веществ, в особенности целлюлозу. Благодаря глубоко проникающей дуге, электроды с таким покрытием пригодны для сварки в вертикальном положении сверху вниз. Дуга стабилизируется в первую очередь за счет присутствия калия, поэтому электроды пригодны для сварки как на переменном токе, так и на постоянном обратной полярности (плюс на электроде).
С.5 Покрытие типа 12
Покрытие этого типа содержит большое количество диоксида титана (обычно в форме минерала рутила). Электроды с таким покрытием обеспечивают мягкую дугу и пригодны для соединения корневых швов при больших зазорах в условиях некачественного монтажа.
С.6 Покрытие типа 13
Покрытие этого типа содержит большое количество диоксида титана (рутила) и стабилизировано калием. Электроды с таким покрытием обеспечивают мягкую спокойную дугу на более низких токах, чем электроды с покрытием типа 12, и особенно пригодны для сварки листового металла.
С.7 Покрытие типа 14
Электроды с таким типом покрытия подобны электродам с покрытиями типа 12 и 13, за исключением того, что они имеют небольшие добавки железного порошка, которые позволяют увеличивать ток и повышать производительность наплавки. Электроды с этим типом покрытия могут быть использованы во всех положениях сварки.
С.8 Покрытие типа 15
Покрытие этого типа является высокоосновным и содержит большое количество мрамора и плавикового шпата. Стабилизация дуги обеспечивается в основном за счет присутствия натрия, и электроды с таким типом покрытия обычно пригодны для использования на постоянном токе обратной полярности (плюс на электроде). Электроды с таким покрытием обеспечивают металл шва высокого металлургического качества при низком содержании диффузионного водорода.
С.9 Покрытие типа 16
Покрытие этого типа является высокоосновным и содержит большое количество мрамора и плавикового шпата. Стабилизация дуги обеспечивается в основном за счет присутствия калия, что позволяет использовать эти электроды для сварки на переменном токе. Они обеспечивают металл шва высокого металлургического качества при низком содержании диффузионного водорода.
С.10 Покрытие типа 18
Электроды с таким типом покрытия подобны электродам с покрытием типа 16, за исключением того, что они имеют несколько большую толщину покрытия с добавлением железного порошка, который позволяет увеличить ток и повысить производительность наплавки по сравнению с электродами с покрытием типа 16.
С.11 Покрытие типа 19
Покрытие этого типа содержит оксиды титана и железа обычно в виде минерала ильменита. Хотя электроды с таким типом покрытия не являются низководородными основными, они обеспечивают получение металла сварного шва с относительно высокой ударной вязкостью.
С.12 Покрытие типа 20
Покрытие этого типа содержит большое количество оксида железа. Шлак очень жидкотекучий, поэтому сварка электродами с таким типом покрытия возможна только в нижнем и горизонтальном положениях. Электроды разработаны в первую очередь для сварки тавровых и нахлесточных соединений.
С.13 Покрытие типа 24
Электроды этого типа подобны электродам с покрытием типа 14, за исключением того, что это покрытие толще и содержит большую долю железного порошка. Они в основном пригодны для сварки в нижнем и горизонтальном положениях тавровых и нахлесточных соединений.
С.14 Покрытие типа 27
Электроды с таким типом покрытия подобны электродам с покрытием типа 20, за исключением того, что покрытие имеет большую толщину и содержит в больших количествах железный порошок в добавление к оксиду железа в покрытии типа 20. Электроды с покрытием 27 разработаны для сварки тавровых и нахлесточных соединений с большой скоростью.
С.15 Покрытие типа 28
Электроды с таким типом покрытия подобны электродам с покрытием типа 18, за исключением того, что покрытие имеет большую толщину и содержит в больших количествах железный порошок. В связи с этим их использование обычно ограничено нижним и горизонтальным положениями. Электроды обеспечивают металл шва высокого металлургического качества при низком содержании водорода.
С.16 Покрытие типа 40
Электроды с таким типом покрытия, в отличие от других, не могут быть классифицированы по настоящему стандарту. Они изготавливаются по требованиям потребителя. Положение сварки определяется по договоренности между поставщиком и потребителем. Конкретным примером может служить электрод, специально разработанный для сварки внутри отверстий (заварка отверстий) или пазов.
Так как покрытие типа 40 не специфицировано, электроды с покрытиями такого типа могут весьма сильно отличаться друг от друга.
С.17 Покрытие типа 45
Электроды с таким типом покрытия подобны электродам с покрытием типа 15, за исключением того, что покрытие специально разработано для сварки в вертикальном положении сверху вниз.
С.18 Покрытие типа 48
Электроды с таким типом покрытия подобны электродам с покрытием типа 18, за исключением того, что покрытие специально разработано для сварки в вертикальном положении сверху вниз.
Приложение D
(справочное)
Примечания по диффузионному водороду и предотвращению образования холодных трещин
При допущении, что внешние условия являются удовлетворительными (зона сварки чистая и сухая), водород переходит в металл сварного шва из водородосодержащих химических веществ в сварочных материалах и из окружающего воздуха. При использовании электродов с основным покрытием, где главным источником водорода является вода, содержащаяся в покрытии, диссоциация воды в дуге вызывает повышение содержания атомарного водорода, который поглощается металлом сварного шва. Для данного материала и напряженного состояния опасность образования холодных трещин снижается с уменьшением содержания водорода в металле сварного шва.
При понижении содержания диффузионного водорода в шве до допустимого уровня для предотвращения образования трещин используются предварительный подогрев соединения до заданной температуры и сопутствующий подогрев при температуре, не ниже заданной. Допустимый уровень водорода зависит от конкретных условий применения электродов. Для обеспечения этого уровня должны выполняться условия транспортирования, хранения и сушки, рекомендуемые производителем электродов.
Для испытания партии электродов могут использоваться и другие методы сбора и измерения диффузионного водорода, если они имеют такую же воспроизводимость и калиброваны по методу, приведенному в ИСО 3690. Содержание диффузионного водорода в металле шва зависит от рода тока.
Трещины в сварных соединениях могут быть вызваны диффузионным водородом или в значительной мере определяются его влиянием. Такие трещины в основном развиваются после охлаждения соединения и поэтому названы холодными трещинами.
При сварке углеродистых марганецсодержащих сталей наиболее вероятно образование трещин в зоне термического влияния. Эти трещины располагаются приблизительно параллельно границе сплавления. Опасность образования трещин, вызванных диффузионным водородом, растет с увеличением количества легирующих и уровня напряжений. С увеличением количества легирующих более вероятным местом образования трещин становится металл шва. В этом случае трещины ориентированы в основном перпендикулярно к направлению сварки и поверхности основного металла.
Приложение ДА
(обязательное)
Сведения о соответствии ссылочных международных стандартов ссылочным межгосударственным и национальному стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 544 | MOD | ГОСТ Р 53689-2009 (ИСО 544:2003) "Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка" |
ISO 2401 | - | * |
ISO 3690 | MOD | ГОСТ 34061-2017 (ISO 3690:2012) "Сварка и родственные процессы. Определение содержания водорода в наплавленном металле и металле шва дуговой сварки" |
ISO 6847 | - | * |
ISO 6947 | IDT | ГОСТ Р ИСО 6947-2017 "Сварка и родственные процессы. Положения при сварке" |
ISO 13916 | - | * |
ISO 14344 | - | * |
ISO 15792-1:2000 | IDT | ГОСТ Р ИСО 15792-1-2009 "Материалы сварочные. Методы испытаний. Часть 1. Методы испытаний образцов наплавленного металла из стали, никеля и никелевых сплавов" |
ISO 15792-3:2000 | IDT | ГОСТ Р ИСО 15792-3-2010 "Материалы сварочные. Методы испытаний. Часть 3. Классификационные испытания сварочных материалов по положению сварки и глубине проплавления корня уголового" |
ISO 80000-1 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Библиография
[1] | EN 499:1994 | Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация (Welding consumables - Covered electrodes for manual metal arc welding of non alloy and fine grain steels - Classification). |
________________
Заменен на EN ISO 2560:2009.
УДК 621.791.04:006.354 | ОКС 25.160.20 |
Ключевые слова: сварка, материалы сварочные, электроды покрытые, ручная дуговая сварка нелегированной и мелкозернистой сталей, классификация, символы и требования, технические условия на поставку, примеры обозначения электродов | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}