ГОСТ Р 57549-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОБОРУДОВАНИЕ ДЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЛАВКИ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ПОЛИКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ
Технические требования
Vacuum induction melting for obtaining products with polycrystalline structure. Technical requirements
ОКС 25.160.01
Дата введения 2017-12-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ФГУП "ВНИИНМАШ") и Публичным акционерным обществом "Электромеханика"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 210 "Технологическое обеспечение создания и производства изделий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 20 июля 2017 г. N 729-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Февраль 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на технологическое оборудование для получения изделий с поликристаллической структурой методом вакуумной индукционной плавки (далее - оборудование ВИППС).
Настоящий стандарт устанавливает основные технические требования к оборудованию ВИППС.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.9 (МЭК 519-1-84) Безопасность электротермического оборудования. Часть 1. Общие требования
ГОСТ 12.2.033 Система стандартов безопасности труда. Рабочее место при выполнении работ стоя. Общие эргономические требования
ГОСТ 12.2.061 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 27.002 Надежность в технике. Термины и определения
ГОСТ 1908 Бумага конденсаторная. Общие технические условия
ГОСТ 3282 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560 Лента стальная упаковочная. Технические условия
ГОСТ 10198 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 10923 Рубероид. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16272 Пленка поливинилхлоридная пластифицированная техническая. Технические условия
ГОСТ 16382 Оборудование электротермическое. Термины и определения
ГОСТ 17516.1 Изделия электротехнические. Общие требования в части стойкости к механическим внешним воздействующим факторам
ГОСТ 24686 Оборудование для производства изделий электронной техники и электротехники. Общие технические требования. Маркировка, упаковка, транспортирование и хранение
ГОСТ 30852.0 (МЭК 60079-0:1998) Электрооборудование взрывозащищенное. Часть 0. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения, сокращения и обозначения
3.1 В настоящем стандарте применены термины по ГОСТ 16382, ГОСТ 27.002, ГОСТ 15150, а также следующие термины с соответствующими определениями:
3.1.1 оборудование для вакуумной индукционной плавки: Оборудование, предназначенное для реализации технологической операции плавки металла методом индукционного нагрева в вакууме.
3.1.2 вакуумная станция: Комплекс взаимосвязанных устройств (насосов, запорной аппаратуры, трубопроводов, фильтров, ловушек), предназначенный для создания и поддержания необходимого вакуума в рабочем объеме оборудования, приборов для измерения вакуума, средств контроля и управления.
3.1.3
технологический процесс: Организованный процесс изготовления продукции (изделий) или оказания услуг заданного качества, состоящий из отдельных технологических операций, выполняемых людьми с применением материально-технических средств в соответствии с определенной технологией. [ГОСТ 57178-2016, статья 3.7] |
3.1.4 установка полунепрерывного действия: Установка, в которой загрузка-выгрузка литейных форм осуществляется оператором через шлюзовую камеру без разгерметизации плавильной камеры.
3.1.5 жаропрочные сплавы: Металлические материалы, устойчивые к окислению и сохраняющие свои физико-механические свойства при высоких температурах.
3.1.6 поликристаллическая структура: Структура отливки, состоящая из множества произвольно расположенных зерен.
3.1.7 преобразователь частоты; ПЧ: Преобразователь частоты, применяемый в качестве источника питания для индукционного нагрева металлов.
3.1.8 нагревательный индуктор: Соленоид с водяным охлаждением, предназначенный для создания переменного магнитного поля.
3.1.9 плавильный тигель: Сосуд для удержания расплавленного металла.
3.1.10 шихта: Исходный материал, предназначенный для плавления.
3.1.11 коаксиальный токовый подвод: Токовый подвод, выполненный в виде труб, одна из которых является центральной и проходит внутри внешней трубы, выполняющей функции экрана.
3.1.12 оборотная система водоснабжения: Охлаждающие оборотные системы водоснабжения характеризуются многократным использованием охлаждающей воды с ее промежуточным охлаждением; отведение нагретой воды в емкость-охладитель происходит внутри охлаждающей системы.
3.1.13 промышленный компьютер: Компьютер, предназначенный для обеспечения работы программных средств в промышленном производственном процессе.
3.1.14 терминал управления: Оконечное сетевое устройство, подключенное к вычислительной системе и предназначенное для ввода и вывода данных.
3.2 Сокращения и обозначения
3.2.1 Сокращения
ВИППС - оборудование для вакуумной индукционной плавки изделий с поликристаллической структурой;
ЕСКД - Единая система конструкторской документации;
ЕСТД - Единая система технологической документации;
ЕСПД - Единая система программной документации;
ТП - технологический процесс;
СУ - система управления;
ППФ - печь подогрева форм;
ИН - источник индукционного нагрева.
3.2.2 Обозначения
рН - водородный показатель кислотности.
4 Общие сведения о получении изделий из жаропрочных сплавов с поликристаллической структурой
4.1 Основными параметрами, характеризующими процесс получения изделий с поликристаллической структурой методом вакуумной индукционной плавки, являются: температура расплавленного металла в тигле, скорость заливки расплавленного металла из тигля в форму, температура печи подогрева форм, давление в плавильной камере.
4.2 Конструкция литникового узла должна обеспечивать плавное заполнение литейной формы и питание отливок в процессе кристаллизации металла.
4.3 Плавка жаропрочных сплавов при литье изделий ответственного назначения осуществляется в условиях вакуума или инертной атмосферы.
4.4 Шихтовая заготовка вакуумной выплавки должна удовлетворять требованиям технических условий на шихтовую заготовку, ограничивающим содержание кислорода, азота, водорода, других растворенных газов.
4.5 Содержание кислорода и азота определяется их парциальным давлением в атмосфере печи, т.е. давлением разрежения, величиной натекания, температурой расплава, взаимодействием расплава с материалом тигля, диссоциацией и растворением тугоплавких нитридов и другими факторами.
4.6 При вакуумной плавке содержание кислорода снижается вследствие его взаимодействия с углеродом, присутствующим в сплавах в качестве легирующего элемента.
4.7 Для получения изделий ответственного назначения методом вакуумной индукционной плавки применяется плавильное оборудование с ППФ, размер которых определяется объемом тигля. ППФ применяется для уменьшения брака по непроливам и усадочным трещинам.
4.8 Натекание в плавильной камере должно быть не более 25 мкм рт.ст.л/с.
5 Технические требования
5.1 Оборудование ВИППС должно соответствовать требованиям настоящего стандарта.
5.1.1 Конструкторская, технологическая и программная документация на оборудование ВИППС должна соответствовать ЕСКД, ЕСТД, ЕСПД.
5.2 Назначение и область применения
5.2.1 Оборудование ВИППС предназначено для литья изделий из обычных и специальных жаропрочных сплавов, кристаллизирующихся с низкими скоростями без термических градиентов.
5.2.2 Оборудование ВИППС может применяться на моторостроительных заводах и заводах общего машиностроения, где необходимо применять различные схемы литья, например, для производства турбинных лопаток с поликристаллической структурой.
5.2.3 Наряду с производственными применениями оборудование ВИППС может использоваться для научно-экспериментальной отработки сложных технологий литья и проведения научных исследований.
5.2.4 Условия эксплуатации оборудования ВИППС должны соответствовать климатическому исполнению У, категории 4.2 по ГОСТ 15150.
5.3 Требования к составу оборудования
5.3.1 Функциональная схема оборудования ВИППС с обозначением ее составных частей приведена на рисунке 1.
5.3.2 Оборудование ВИППС состоит из следующих основных функциональных единиц (см. таблицу 1 и функциональную схему на рисунке 1):
Таблица 1 - Состав оборудования ВИППС
Наименование единиц оборудования | Условные обозначения |
1 Фундамент | Ф |
2 Рельсовый путь | РП |
3 Блок керамических форм | БФ |
4 Плавильная камера | ПК |
5 Печь подогрева форм | ППФ |
6 Индукционная печь | ИП |
7 Загрузочное устройство | ЗУ |
8 Шлюзовая камера | ШК |
9 Технологический затвор | ТЗ |
10 Система управления | СУ |
11 Вакуумная станция | ВС |
12 Станция водоохлаждения | |
13 Источник индукционного нагрева | ИН |
|
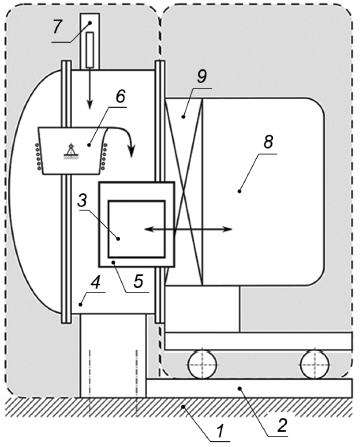
Рисунок 1 - Функциональная схема оборудования ВИППС (позиции обозначения - в соответствии с таблицей 1)
5.4 Требования к конструкции оборудования ВИППС (см. рисунок 1)
5.4.1 Оборудование должно быть установлено на фундамент 1, выполненный в соответствии с конструкторской документацией.
5.4.2 На фундамент 1 должны быть установлены рельсовый путь 2, плавильная камера 4 и шлюзовая камера 8 на тележке.
5.4.3 Плавильная камера 4 представляет собой горизонтальный водоохлаждаемый цилиндр с торцевыми фланцами, в котором выполняется технологический процесс литья ТП.
5.4.3.1 На плавильную камеру 4 сверху должно быть установлено загрузочное устройство 7, механизм вертикального перемещения шихтовой заготовки, механизм перемещения погружной термопары, пирометр, иллюминаторы.
5.4.3.2 Загрузочное устройство 7 должно обеспечивать загрузку шихты из камеры загрузки в плавильную камеру 4.
5.4.3.3 ТП должен выполняться в плавильной камере 4 с использованием двух печей: индукционной 6 и подогрева форм 5.
5.4.3.4 Индукционная печь 6 включает индуктор, концентратор магнитного поля и плавильный тигель, в который загружают мерную шихтовую заготовку. Питание индуктора осуществляется через коаксиальный токовый подвод.
5.4.3.5 Визуальное наблюдение за процессами, происходящими в плавильной камере 4, осуществляется через иллюминаторы.
5.4.3.6 Контроль температуры в печи подогрева форм осуществляется с помощью группы термопар в зонах ППФ 5, контроль температуры расплавленного металла в тигле - погружной термопарой и пирометром.
5.4.3.7 Пирометр служит для непрерывного оперативного контроля температуры расплава в плавильном тигле.
5.4.3.8 Погружная термопара предназначена для кратковременного высокоточного измерения температуры расплава в плавильном тигле и калибровки пирометра.
5.4.3.9 Мерную шихтовую заготовку следует загружать в плавильный тигель, индуктор которого питается через коаксиальный токовый подвод от источника индукционного нагрева.
5.4.3.10 Наклон плавильного тигля обеспечивается механизмом поворота и является программно управляемым.
5.4.3.11 Двухзонная ППФ 5 должна обеспечивать нагрев блока керамических форм 3 до заданной температуры.
5.4.4 Шлюзовая камера 8 с технологическим затвором 9 должна быть установлена на тележку.
5.4.4.1 Технологический затвор шиберного типа 9 с приводом должен разделять плавильную 4 и шлюзовую 8 камеры. Уплотнения затвора должны быть закрыты корпусом.
5.4.4.2 Горизонтальное перемещение блока керамических форм 3 из шлюзовой камеры 8 в плавильную камеру 4 должно осуществляться поворотным механизмом.
5.4.5 Источник индукционного нагрева 13 должен включать в себя ПЧ и конденсаторную батарею и обеспечивать питание индуктора тигля.
5.4.6 Вакуумная станция 11 должна обеспечивать давление в плавильной камере 4, равное 665·10 Па (5·10
мм рт.ст.), и давление в шлюзовой камере 8, равное 138·10
Па (1·10
мм рт.ст.).
5.4.7 Станция оборотного водяного охлаждения 12 должна обеспечить охлаждение узлов оборудования с повышенной тепловой нагрузкой. Вода из бака насосами должна подаваться в теплообменники и через раздаточный коллектор - на отдельные узлы оборудования. Через приемные коллекторы вода поступает обратно в бак. Температура охлаждающей воды - не более 25°С. На входе в теплообменники со стороны цеховой воды должны быть установлены механические фильтры для снижения содержания в воде взвешенных частиц.
5.4.8 Требования к качеству охлаждающей воды:
- значение составляет от 7-8 рН;
- содержание механических взвесей - не более 20 мг/л;
- содержание солей - не более 300 мг/л;
- в том числе сульфатов - не более 60 мг/л;
- хлоридов - не более 30 мг/л.
5.4.9 Температура охлаждающей воды должна быть не ниже 15°С, но не выше 25°С на входе и не более 50°С на выходе из оборудования при использовании прямоточной или оборотной системы водоснабжения.
5.4.10 Электрическая защита должна предусматривать звуковую и световую сигнализации при нарушении работы вакуумной станции 11, при движении шлюзовой камеры 8 на тележке и падении вакуума в плавильной камере 4.
5.5 Требования к системе управления
5.5.1 Наряду с основными функциональными блоками оборудование должно быть оснащено системой управления 10 (см. рисунок 1).
5.5.2 Автоматизированное рабочее место плавильщика реализуется на базе промышленного компьютера или панели оператора и должно удовлетворять эргономическим требованиям по ГОСТ 12.2.033 и требованиям безопасности по ГОСТ 12.2.061.
5.5.3 Для визуального наблюдения за состоянием механизмов вакуумной системы и значениями контролируемых параметров ТП должна использоваться мнемосхема оборудования.
5.5.4 Интерфейс оператора должен содержать основное окно, на котором выделено несколько областей, соответствующих основным элементам оборудования.
5.5.5 СУ должна обеспечивать наличие блокировок, гарантирующих безопасную работу всех узлов и элементов оборудования, перевод оборудования в безопасное состояние при возникновении внештатной ситуации.
5.5.6 СУ должна обеспечивать проведение технологического процесса в следующих режимах:
а) наладочном - управление механизмами и устройствами печи для выполнения наладочных, ремонтно-профилактических работ;
б) ручном - управление механизмами и устройствами печи для доведения цикла плавки в случае сбоя автоматизированного режима;
в) автоматизированном - необходимым условием разрешения на проведение технологического процесса является ввод плавильщиком паспортных данных;
г) диагностическом.
5.5.7 Программное обеспечение СУ должно обеспечивать:
- сбор и обработку информации от датчиков температуры и положения. Контролируемые параметры на стадии их определения должны подвергаться математической обработке (масштабирование измеренных сигналов, выбраковка ложных измерений, контроль нарушения заданного диапазона измерения);
- регулирование контуров нагрева печи подогрева форм, контура наклона тигля для слива металла в формы.
5.5.8 Программное обеспечение верхнего уровня СУ должно иметь графический многооконный интерфейс и обеспечивать отображение состояния механизмов и датчиков на экране промышленного компьютера, индикацию текущих параметров оборудования в реальном масштабе времени, формирование записей базы данных.
5.6 Общие требования к оборудованию ВИППС
5.6.1 Размещение основных частей оборудования ВИППС должно соответствовать рисунку 1.
5.6.2 Должно быть обеспечено плавное регулирование (с шагом не более 1% всего диапазона регулирования) мощности на плавильном индукторе, а также на печи подогрева форм.
5.6.3 Плавка и заливка металла должны сопровождаться записью значений физических значений вакуума, температуры металла, температуры печи подогрева форм: на электронный носитель или диск в зависимости от требований заказчика.
5.6.4 Общие требования безопасности к оборудованию ВИППС должны соответствовать ГОСТ 12.2.003.
5.6.5 По способу защиты человека от поражения электрическим током оборудование ВИППС должно соответствовать классу I по ГОСТ 12.2.007.0.
5.6.6 Корпуса оборудования ВИППС должны быть изолированы от токоведущих частей и заземлены. Сопротивление изоляции между высокочастотными токоподводами и корпусом печи, между печью нагрева форм и корпусом печи должно быть не менее 500 кОм, ГОСТ 12.2.007.9.
5.6.7 Требования к органам управления и автоматики оборудования ВИППС должны выполняться в соответствии с функциональным назначением по ГОСТ 24686.
5.6.8 Покрытия должны быть выполнены в соответствии с требованиями, указанными в конструкторской документации.
5.6.9 Отделка и окраска оборудования ВИППС должны выполняться в соответствии с функциональным назначением по ГОСТ 24686.
5.6.10 Окраска поверхностей должна соответствовать классу IV по ГОСТ 9.032.
5.6.11 Материалы, применяемые для изготовления деталей оборудования, должны соответствовать требованиям стандартов и технических условий.
5.6.12 Твердость термически обработанных деталей оборудования должна соответствовать требованиям соответствующей конструкторской документации.
5.7 Алгоритм работы оборудования для вакуумной индукционной плавки для получения изделий с поликристаллической структурой
5.7.1 Исходное (начальное) состояние: система водяного охлаждения включена; вакуумные насосы подготовлены к работе; шлюзовая, загрузочная и плавильная камеры - под атмосферой и открыты.
5.7.2 Первый плавильный цикл
5.7.2.1 Проводят чистку или замену (при необходимости) плавильного тигля. Замену тигля проводят согласно его паспорту в зависимости от числа произведенных плавильных циклов или в зависимости от технического состояния (размеров и числа трещин).
5.7.2.2 Загружают шихту в тигель.
5.7.2.3 Закрывают дверь плавильной камеры, загрузочный и технологический затворы.
5.7.2.4 Проводят откачку плавильной камеры до рабочего вакуума (значение устанавливается конкретным ТП для данной детали).
5.7.2.5 Включают источник индукционного нагрева и во избежание растрескивания плавильного тигля медленно, не быстрее чем за 20 мин, разогревают и расплавляют шихту.
5.7.2.6 Параллельно с выполнением операции по плавлению шихты загружают форму в ППФ, закрывают шлюзовую камеру и проводят откачку до рабочего вакуума.
5.7.2.7 Проводят калибровку пирометра по погружной термопаре:
- устанавливают погружную термопару в загрузочном устройстве;
- протирают стекло иллюминатора пирометра бязевой салфеткой (протирку иллюминатора пирометра следует проводить не реже одного раза за плавильный цикл);
- закрывают дверь загрузочного устройства и проводят откачку до рабочего вакуума;
- открывают загрузочный затвор и погружают термопару на глубину 40±5 мм в расплавленный металл;
- ждут, пока показания погружной термопары стабилизируются, и устанавливают показание пирометра на значение температуры, совпадающее с показанием термопары (путем изменения его коэффициента усиления);
- выводят термопару из плавильной камеры, закрывают загрузочный затвор, проводят напуск воздуха в загрузочную камеру и извлекают термопару;
- калибровку пирометра по погруженной термопаре проводят через каждые 3-5 плавильных циклов.
5.7.2.8 Проводят перегрев металла на заданное значение с заданной скоростью.
5.7.2.9 Выдерживают металл при температуре перегрева в течение заданного времени и снижают его температуру до температуры слива с заданной скоростью, переключают ИН на малую мощность, достаточную для поддержания температуры металла.
5.7.2.10 Разгоняют плены (при необходимости) путем наклона тигля и "развешивания" плен на холодной части тигля на стороне, противоположной направлению слива металла.
5.7.2.11 Прогревают носок тигля.
5.7.2.12 Выключают откачку шлюзовой камеры, открывают технологический затвор, переводят ППФ вместе с формой в положение заливки металла, понижают мощность источника индукционного нагрева до минимума и сливают металл в форму.
5.7.2.13 Выдерживают ППФ вместе с залитой формой в положении заливки до полной кристаллизации металла.
5.7.2.14 В процессе кристаллизации металла выполняют загрузку шихты для следующего плавильного цикла и переключают источник индукционного нагрева на мощность, обеспечивающую скорость расплава металла порядка 1-2 кг/мин.
5.7.2.15 Переводят ППФ в шлюзовую камеру, закрывают технологический затвор, проводят напуск воздуха в шлюзовую камеру и открывают ее.
5.7.2.16 Извлекают залитую форму из ППФ и устанавливают ее в термостат.
5.7.3 Второй плавильный цикл
5.7.3.1 Устанавливают в ППФ следующую форму. Форма должна иметь температуру (950-1000)°С и иметь возможность установки в ППФ.
5.7.3.2 Проводят перегрев уже расплавленного металла на заданное значение с заданной скоростью.
5.7.3.3 Выдерживают металл при температуре перегрева в течение заданного времени и снижают его температуру до температуры слива с заданной скоростью, переключают ИН на малую мощность, достаточную для поддержания температуры металла.
5.7.3.4 Разгоняют плены (при необходимости) путем наклона тигля и "развешивания" плен на холодной части тигля на стороне, противоположной направлению слива металла.
5.7.3.5 Прогревают носок тигля.
5.7.3.6 Выключают откачку шлюзовой камеры, открывают технологический затвор, переводят ППФ вместе с формой в положение заливки металла, понижают мощность источника индукционного нагрева до минимума и сливают металл в форму.
5.7.3.7 Выдерживают ППФ вместе с залитой формой в положении заливки до полной кристаллизации металла.
5.7.3.8 В процессе кристаллизации металла выполняют загрузку шихты для следующего плавильного цикла и переключают источник индукционного нагрева на мощность, обеспечивающую скорость расплава металла порядка 1-2 кг/мин.
5.7.3.9 Переводят ППФ в шлюзовую камеру, закрывают технологический затвор, проводят напуск воздуха в шлюзовую камеру и открывают ее.
5.7.3.10 Извлекают залитую форму из ППФ и устанавливают ее в термостат.
5.8 Техника безопасности
5.8.1 Эксплуатация оборудования ВИППС должна соответствовать [1]-[4].
5.8.2 Корпус и металлические конструкции оборудования, кабели, металлорукава, шкафы управления, шкаф силовой, электродвигатели и другое электрооборудование должны быть заземлены.
5.8.3 Перед включением оборудования оператор должен убедиться в исправном состоянии оборудования и в отсутствии посторонних предметов, из-за которых возможна поломка механизмов или короткое замыкание.
5.8.4 При проведении любых работ, связанных с ремонтом на печи, дежурный электрик обязан обесточить оборудование, а на вводном автомате повесить плакат "Не включать! Работают люди!".
5.8.5 Всем работникам, обслуживающим оборудование, должны быть присвоены соответствующие квалификационные группы после обучения и сдачи экзаменов.
5.8.6 Технологии ВИППС являются взрывоопасными: следует исключить конструктивную и технологическую возможности попадания воды из системы водоохлаждения в расплав металла с последующим выделением взрывоопасного водорода в высокотемпературную среду оборудования. Конструкция и электрическая часть оборудования ВИППС должны быть взрывозащищенными и выполняться в соответствии с ГОСТ Р 30852.0.
5.9 Основные нормируемые параметры, размеры и характеристики:
- напряжение питающей сети, В;
- номинальная частота, Гц;
- число фаз;
- рабочая среда - вакуум, Па (мм рт.ст.);
- натекание, лПа/с (мкм рт.ст.л/с);
- емкость тигля плавильного (по стали), кг;
- температура расплава, °С, не более;
- температура печи нагрева форм, °С, не более;
- габаритные размеры рабочего пространства печи нагрева форм, мм, не менее:
- длина,
- ширина,
- высота;
- мощность оборудования, кВт:
- установленная,
- потребляемая;
- расход охлаждающей воды (расчетный), м/ч;
- габаритные размеры оборудования, мм, не более:
- длина,
- ширина,
- высота;
- уровень звука, дБ, не более;
- масса, кг, не более.
5.10 Требования устойчивости к внешним воздействиям
5.10.1 Оборудование должно сохранять свои параметры в пределах норм, установленных настоящим стандартом, после воздействия механических факторов внешней среды по группе М1 ГОСТ 17516.1 и после воздействия климатических факторов по ГОСТ 15150.
5.11 Требования надежности
5.11.1 Показатели надежности оборудования должны быть не менее:
- средний срок службы, лет | 10 |
- средний ресурс до списания, ч | 40000 |
- средний ресурс до капитального ремонта, ч | 12000 |
- наработка на отказ, ч | 500 |
- средний ресурс индуктора, ч | 4000 |
- средний ресурс нагревателей печи нагрева, ч | 3000 |
5.11.2 Надежность и долговечность работы оборудования определяются работоспособностью деталей и сборочных единиц, вакуумных уплотнений, подвижных элементов, электроизоляционных материалов, токоподводов, термопар, затворов вакуумной системы, комплектующих изделий.
5.11.3 Критериями списания оборудования должны быть создание и освоение нового технологического оборудования с более высокими технико-экономическими показателями и выработка ресурса.
5.11.4 Критерием для проведения капитального ремонта является замена плавильного индуктора, нагревателей печи нагрева форм, комплектующих, выработавших требуемый ресурс, и т.д.
6 Комплектность
6.1 В комплект поставки оборудования входят:
- оборудование ВИППС в сборе;
- запасные части и приспособления в соответствии с требованиями заказчика;
- эксплуатационная документация:
- чертежи и схемы,
- руководство по эксплуатации на оборудование,
- руководство оператора,
- руководство по эксплуатации на преобразователь частоты.
7 Маркировка
7.1 На оборудование должна быть нанесена производственная марка предприятия-изготовителя с обозначением номера изделия и краткой технической характеристики, выполненная на металлической пластине фотохимическим способом - травлением.
7.2 Производственная марка предприятия-изготовителя должна быть закреплена на изделии.
7.3 Маркировка, наносимая на оборудование, должна быть четкой и несмываемой. Способ нанесения маркировки выбирает предприятие-изготовитель.
7.4 Маркировку тары проводят по ГОСТ 14192. На ящиках несмываемой краской должны быть нанесены манипуляционные знаки или предупредительные надписи "ВЕРХ", "МЕСТО СТРОПОВКИ", "ХРУПКОЕ, ОСТОРОЖНО", "ЦЕНТР ТЯЖЕСТИ". Краска для маркировки должна быть водостойкой, быстровысыхающей и светостойкой.
8 Упаковка
8.1 Оборудование для отправки заказчику упаковывают по сборочным единицам на салазки и в ящики.
8.2 Оборудование упаковывают в тару в соответствии с требованиями ГОСТ 10198 для грузов до 20000 кг, тип ящиков II-1, III-1, VI-1. Покупные изделия упаковывают в тару предприятия - изготовителя этих изделий.
8.3 Перед упаковкой оборудование рассоединяют на части, удобные для упаковки, транспортирования и монтажа. Отсоединяют вставки газо- пневмо-, электроразводок от штепсельных разъемов, со штуцеров снимают шланги, снимают выступающие за габариты ящиков фонари, смотровые окна, приборы, термопары, датчики вакуума и т.д., отсоединяют электроразводки от шкафов и пультов электрооборудования.
8.4 Упаковочная тара должна обеспечивать сохранность частей оборудования от влаги и механических повреждений при транспортировании и погрузочно-разгрузочных работах.
8.5 Внутри ящики обивают поливинилхлоридной пленкой ГОСТ 16272, сверху ящики покрывают рубероидом РК-420 по ГОСТ 10923, углы ящиков обивают стальной лентой 0,5x20 по ГОСТ 3560.
8.6 Для крепления от перемещения используют проволоку диаметром 1,6 мм по ГОСТ 3282.
8.7 Перед упаковкой механические и пневматические сборочные единицы консервируют сроком на один год по ГОСТ 9.014.
Вариант временной защиты ВЗ-1.
8.8 Неокрашенные обработанные металлические поверхности покрывают консервационным маслом НГ-203А с барьерной упаковкой конденсаторной бумагой КОН-3-10 по ГОСТ 1908.
8.9 Упаковочный лист с описью упакованных частей оборудования и техническую документацию вкладывают в конверт из поливинилхлоридной пленки по ГОСТ 16272.
Библиография
[1] | ПБ 11-242-90 | Правила безопасности в литейном производстве. Утв. 19 ноября 1998 г. Постановлением Госгортехнадзора России N 95*. |
________________ * Вероятно, ошибка оригинала. Следует читать: ПБ 11-242-98 Правила безопасности в литейном производстве. Утв. 19 ноября 1998 г. Постановлением Госгортехнадзора России N 65. - . | ||
[2] | ПТЭ Правила технической эксплуатации электроустановок потребителей. Утв. Приказом Минэнерго России от 13 января 2003 г. N 6 | |
[3] | СП 52.13330.2011 | Естественное и искусственное освещение. Актуализированная редакция СНиП 23-05-95. |
[4] | СП 2.2.2.1327-03 | Гигиенические требования к организации технологических процессов, производственному оборудованию и рабочему инструменту. Утв. Главным государственным санитарным врачом России 25 июля 2003 г. |
УДК 621.745.552.006.354 | ОКС 25.160.01 |
Ключевые слова: технологическое оборудование, вакуумная индукционная плавка, печь, кристаллизация, поликристаллическая структура | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}