ГОСТ Р 57897-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АГРЕГАТЫ ДЛЯ УДАЛЕНИЯ КЕРАМИЧЕСКИХ СТЕРЖНЕЙ
Общие требования
Units for ceramic cores removal. General requirements
ОКС 25.160.01
Дата введения 2018-06-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) и Публичным акционерным обществом "Электромеханика" (ПАО "Электромеханика")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 210 "Технологическое обеспечение создания и производства изделий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 2 ноября 2017 г. N 1632-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
1 Область применения
Настоящий стандарт распространяется на агрегаты для обработки литых изделий в условиях высоких давлений и температур в щелочной среде. Агрегаты для химико-термобарической обработки литых изделий могут применяться на моторостроительных заводах и заводах общего машиностроения, где необходимо использовать различные схемы литья, например, для производства турбинных лопаток.
Наряду с производственными применениями агрегаты для удаления керамических стержней (далее, агрегаты УКС) могут использоваться для научно-экспериментальной отработки сложных технологий литья и проведения научных исследований.
Настоящий стандарт устанавливает общие требования к агрегатам УКС.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.106 Единая система конструкторской документации. Текстовые документы
ГОСТ 2.114 Единая система конструкторской документации. Технические условия
ГОСТ 2.601 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0 Система стандартов безопасности труда. Изделия электромеханические. Общие требования безопасности
ГОСТ 12.2.007.9 Безопасность электротермического оборудования. Часть 1. Общие требования
ГОСТ 12.2.007.13 Система стандартов безопасности труда. Лампы электрические. Требования безопасности
ГОСТ 12.2.049 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 27.002 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 1908 Бумага конденсаторная. Общие технические условия
ГОСТ 3282 Проволока стальная низкоуглеродистая общего назначения
ГОСТ 3560 Лента стальная упаковочная. Технические условия
ГОСТ 10198 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 10923 Рубероид. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранение и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16272 Пленка поливинилхлоридная пластифицированная техническая. Технические условия
ГОСТ 17516.1 Изделия электротехнические. Общие требования в части стойкости к механическим внешним воздействующим факторам
ГОСТ 21130 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры
ГОСТ 24686 Оборудование для производства изделий электронной техники и электротехники. Общие технические требования
ГОСТ 57178-2016* Метод электроконтактного упрочнения поверхностей деталей. Типовой технологический процесс
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 57178-2016, здесь и далее по тексту. - .
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального органа по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1
технологический процесс: Организованный процесс изготовления продукции (изделий) или оказания услуг заданного качества, состоящий из отдельных технологических операций, выполняемых людьми с применением материально-технических средств в соответствии с определенной технологией. [ГОСТ 57178-2016, статья 3.7] |
3.1.2 лопатка турбинного двигателя: Деталь газотурбинного двигателя, предназначенная для изменения в нем параметров газа.
3.1.3 шина электроснабжения: проводник с низким сопротивлением. Размеры (поперечное сечение) шин определяются рабочими токами, а расстояние между фазами и опорными изоляторами - токами короткого замыкания.
3.1.4 промышленный компьютер: Компьютер, предназначенный для обеспечения работы программных средств в производственном процессе.
3.2 Сокращения
ПК - промышленный компьютер;
ТП - технологический процесс;
УКС - удаление керамических стержней;
СУ - система управления;
МП1 - мультипликатор 1;
МП2 - мультипликатор 2;
ГС - гидростанция;
ГР1 - гидрораспределитель 1;
ГР2 - гидрораспределитель 2;
ГБС 1 - газобаллонная станция;
РК1 - рабочая камера 1;
РК2 - рабочая камера 2;
ГКС - газокомпрессорная система;
К - клапаны;
ЕСКД - Единая система конструкторской документации;
ЕСТД - Единая система технологической документации;
ЕСПД - Единая система программной документации.
4 Общие сведения о химико-термобарической обработке литых изделий
4.1 Побочным сопровождающим эффектом технологий литья турбинных лопаток является наличие в их структуре керамических стержней.
4.2 Керамические стержни служат для формирования внутренней полости охлаждаемых турбинных лопаток. Стержни должны быть химически стойкими к заливаемому расплаву. После получения отливок стержни необходимо удалить, чтобы на их месте образовались полости для охлаждения лопаток.
4.3 Агрегаты для химико-термобарической обработки литых изделий применяют для удаления керамических стержней из внутренней полости лопатки в условиях повышенных температур до 450°C и давлении до 30 МПа в растворах щелочей KOH или NaOH.
5 Технические требования
5.1 Общие требования
5.1.1 Агрегаты УКС должны соответствовать требованиям настоящего стандарта.
5.1.2 Конструкторская, технологическая и программная документация на агрегаты УКС должна соответствовать ЕСКД, ЕСТД, ЕСПД.
5.2 Назначение и область применения
Агрегаты УКС предназначены для разрушения и удаления керамических стержней из каналов охлаждения турбинных лопаток в условиях температур до 450°C и давлении до 30 МПа в растворах щелочей KOH или NaOH разливной концентрации.
5.3 Конструкция агрегата
5.3.1 Агрегат УКС относится к химически опасным производственным объектам и должен рассматриваться в единстве с помещением, в котором он эксплуатируется. Помещение для размещения агрегата УКС должно проектироваться в соответствии с положениями [1], [2].
5.3.2 Естественное и искусственное освещение помещения для размещения агрегата УКС должно проектироваться в соответствии с [3].
5.3.3 Гигиенические требования к организации технологических процессов, производственному оборудованию и рабочему инструменту должны соответствовать [4].
5.3.4 Схема размещения и кинематическая схема силового модуля агрегата УКС с обозначениями составных частей приведены на рисунках 1, 2.
5.3.5 Перечень составных частей агрегата УКС приведен в таблицах 1 и 2.
Таблица 1 - Основные составные части агрегата УКС
Наименование и позиция на рисунке 1 | Принятые обозначения |
1 Реакторное помещение | РП |
2 Операторское помещение | ОП |
3 Разделительная стена | - |
4 Дверь реакторного помещения | - |
5 Дверь операторского помещения | - |
6 Туалет | - |
7 Душевая | - |
8 Кладовая расходных материалов | - |
8* Силовой модуль | СМ |
10 Шкаф управления | ШУ |
11 Электрораспределительный щит | ЭРЩ |
12 Трансформатор силовой 1 | Тр1 |
13 Трансформатор силовой 2 | Тр2 |
14 Газокомпрессорная система | ГКС |
14.1 Газобаллонная станция | ГБС |
13.2* Газовая панель | ГП |
14.3 Мультипликатор 1 | МП1 |
14.4 Мультипликатор 2 | МП2 |
14.5 Гидростанция | ГС |
15 Система водоохлаждения | СВО |
________________ * Нумерация соответствует оригиналу. - . | |
Таблица 2 - Обозначения на кинематической схеме силового модуля
Наименование и позиция на рисунке 2 | Принятые обозначения |
1 Рама | - |
2 Силовая рама (левая и правая) | РСЛ и РСП |
3 Направление перемещения РСЛ в реакторную зону | - |
4 Верхняя пробка (левая и правая) | ПВЛ и ПВП |
5 Контейнер | - |
6 Теплоизоляционный колпак | - |
7 Рабочая камера | - |
8 Нагреватель | - |
9 Нижняя пробка (левая и правая) | ПНЛ и ПНП |
10 Пластина | - |
11 Механизм перемещения нижних пробок | - |
12 Направление перемещения нижних пробок в реакторную зону | - |
13 Тележка | - |
14 Направление перемещения тележки под реакторную зону | - |
5.4 Требования к конструкции агрегата УКС
5.4.1 Агрегат предназначен для эксплуатации в закрытых помещениях производственных цехов высотой не менее 3 м.
5.4.2 Агрегат должен монтироваться на фундамент 1, выполненный в соответствии с конструкторской документацией.
5.4.3 Монтаж и эксплуатация электрооборудования агрегата должны вестись в соответствии с [5], [6].
5.4.4 Конструкция, электроснабжение, электроосвещение, заземление и монтаж резистивного нагревателя должны соответствовать ГОСТ Р 51330.0, ГОСТ Р 51330.3, ГОСТ Р 51330.17, ГОСТ 12.2.007.13, ГОСТ 21130.
5.4.5 Загрузка и разгрузка агрегата осуществляется механизмом перемещения нижней пробки.
|
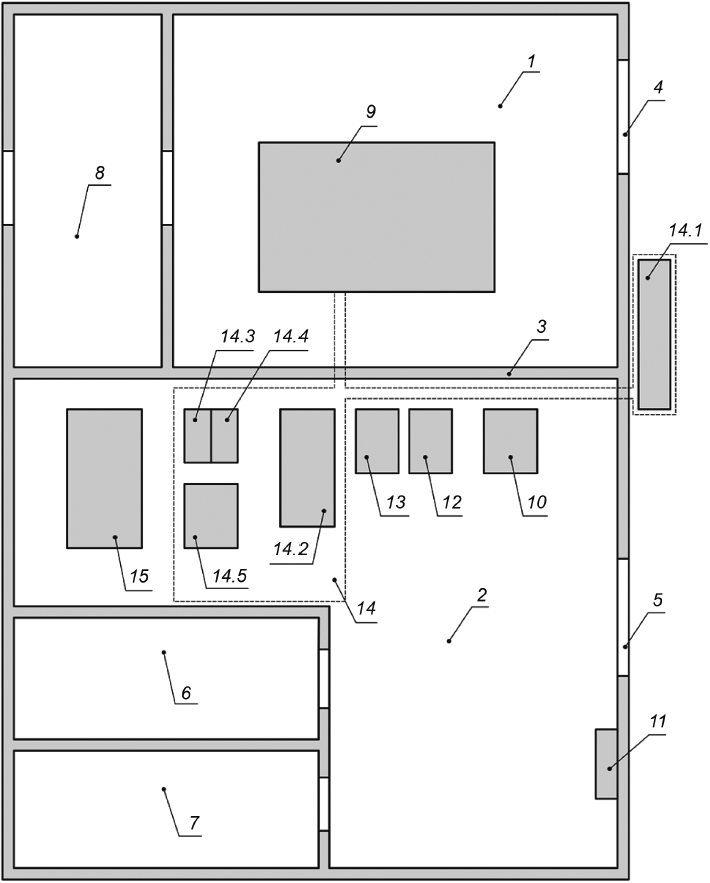
Рисунок 1 - Схема размещения агрегата УКС
(позиции обозначения - в соответствии с таблицей 1)
|
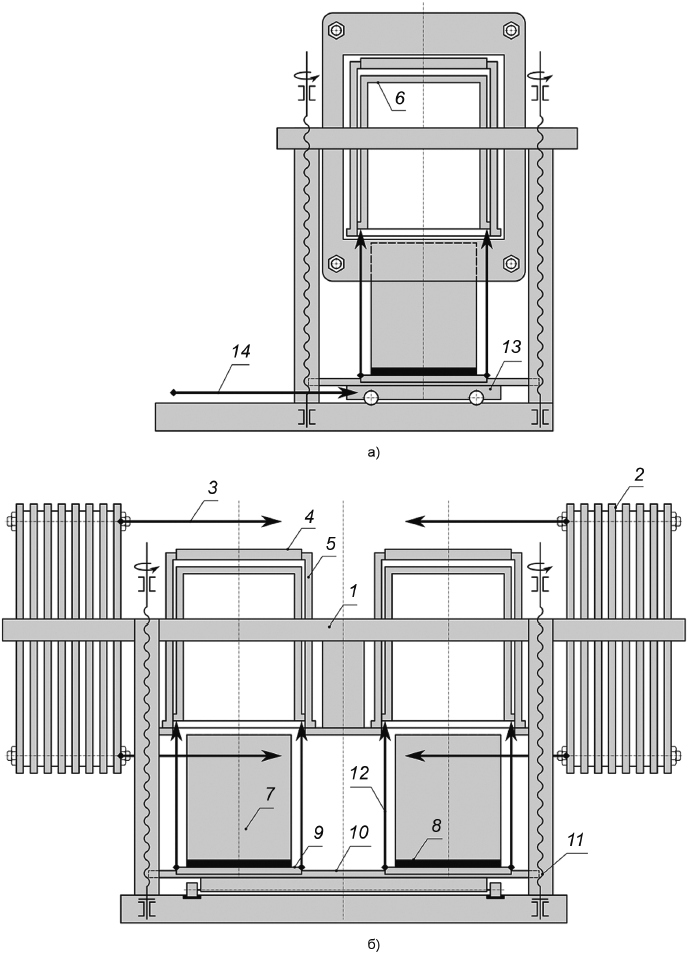
Рисунок 2 - Кинематическая схема силового модуля:
а) вид сбоку; б) вид фронтальный (позиции обозначения - в соответствии с таблицей 2)
5.4.5.1 Привод нижней пробки состоит из винтовых домкратов, приводимых в действие электродвигателем через муфты, валы и редукторы. Домкраты закреплены на стойках. Для контроля крайних положений нижней пробки используются путевые выключатели.
5.4.5.2 Управление приводом нижней пробки осуществляется от кнопочной станции, установленной непосредственно у агрегата.
5.4.5.3 При перемещении нижней пробки вверх или вниз она останавливается либо после того, как оператор прекратил удержание кнопки в нажатом состоянии, либо по сигналу соответствующего путевого выключателя.
5.4.6 Рамы установлены на колесах. Привод рам осуществляется электродвигателем через редуктор и червячно-винтовую пару.
5.4.6.1 Для контроля исходного и рабочего положений рам применены путевые выключатели.
5.4.6.2 Управление приводом рам осуществляется оператором с кнопочной станции.
5.4.6.3 При перемещении рамы вперед-назад она останавливается после того как оператор прекратил удержание кнопки в нажатом состоянии либо по сигналу соответствующего путевого выключателя.
5.4.7 Газокомпрессорная система (ГКС) предназначена для изменения давления рабочей среды в рабочей камере агрегата. Состав ГКС представлен в таблице 3 и на рисунке 3.
Таблица 3 - Обозначения на пневмогидравлической схеме агрегата УКС
Наименование и поз. на рисунке 3 | Принятые обозначения |
1 Газобаллонная станция | ГБС |
2 Запорный проходной клапан с ручным приводом | К0 |
3 Рабочая камера 1 | РК1 |
4 Рабочая камера 2 | РК2 |
5 Гидростанция | ГС |
6 Гидрораспределитель 1 | ГР1 |
7 Запорный проходной клапан 7 с электромагнитным приводом | К7 |
8 Запорный проходной клапан 8 с электромагнитным приводом | К8 |
9 Гидрораспределитель 2 | ГР2 |
10 Мультипликатор 1 | МП1 |
11 Газовый поршень | ПГ |
12 Масляный поршень | ПМ |
13 Газовая камера | - |
14 Масляная камера | - |
15 Обратный клапан выходной | - |
16 Обратный клапан входной | - |
17 Мультипликатор 2 | МП2 |
18 Запорный проходной клапан 1 с электромагнитным приводом | К1 |
19 Запорный проходной клапан 2 с электромагнитным приводом | К2 |
20 Запорный проходной клапан 3 с электромагнитным приводом | К3 |
21 Запорный проходной клапан 4 с электромагнитным приводом | К4 |
22 Запорный проходной клапан 5 с электромагнитным приводом | К5 |
23 Запорный проходной клапан 6 с электромагнитным приводом | К6 |
5.4.7.1 Рабочая жидкость (масло) в гидравлические полости МП1 и МП2 подается из ГС насосом. Переключение подачи жидкости между полостями масляной камеры выполняется ГР1, ГР2 по сигналу реле давления или реле времени.
5.4.7.2 Процесс подъема давления в контейнере начинается с выравнивания давления в ГБС 1 и РК1, РК2; при этом газ самотеком заполняет полости ГКС.
5.4.7.3 При включении электродвигателя ГС 5 масло поступает в поршневую полость масляной камеры 14, а из штоковой - уходит на слив. Газ из газовой камеры 13 выжимается в РК1, РК2.
|
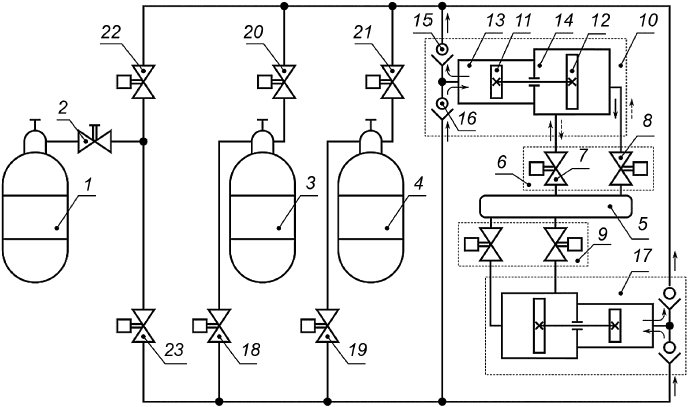
Рисунок 3 - Пневмогидравлическая схема газокомпрессорной системы агрегата УКС
5.4.7.4 После достижения штоком МП1, МП2 крайнего положения ГР1, ГР2 переключают электромагниты, и масло от насоса поступает в штоковую полость, а из поршневой - сливается. Газовая полость ГБС 1 заполняется газом.
5.4.7.5 При достижении штоком компрессора крайнего положения ГР1, ГР2 по сигналу реле давления или реле времени переключается. Схема управления возвращается в исходное состояние и цикл повторяется.
5.4.7.6 Блоки клапанов предназначены для направления потоков рабочей среды в газокомпрессорной системе агрегата.
5.4.7.7 Блоки разбиты на три группы. Каждая из трех групп содержит по два клапана (К1-К2, К3-К4, К5-К6) соответственно.
5.4.7.8 Управление клапанами К7, К8 осуществляется от ГР1, ГР2.
5.4.7.9 Открытое состояние каждого клапана индицируется своим светодиодом на мнемосхеме (положению "открыто" соответствует включение соответствующего светодиода, положению "закрыто" - его отключение).
5.4.7.10 Одновременное открытие двух и более клапанов не допускается.
5.4.7.11 Рабочее управление клапанами осуществляется автоматически или по командам оператора.
5.4.8 Система водоохлаждения предназначена для подачи охлаждающей жидкости ко всем нагревающимся узлам и элементам агрегата: верхней и нижней пробкам, контейнеру, поршневому компрессору и силовым трансформаторам.
5.4.8.1 Все вышеупомянутые узлы и элементы агрегата охлаждаются жидкостью замкнутого контура системы охлаждения. В замкнутом контуре используется дистиллированная вода с добавлением 15 объемных процентов этиленгликоля и 0,05 объемных процента хромпика (KOHCrO7).
5.4.8.2 В качестве агрегата охлаждения используется чиллер с холодопроизводительностью 19 кВт или более.
5.4.9 Система нагрева должна обеспечивать нагрев рабочей камеры до 450°C и состоит из:
- нагревателя;
- силового трансформатора;
- источника питания;
- блока управления.
5.4.9.1 Контроль температуры в рабочей камере осуществляется термопарами. Общее количество термопар 6, из них 3 используются для управления. В случае выхода из строя одной из термопар управления предусмотрена возможность использования четвертой термопары в качестве управляющей.
5.4.9.2 На верхней пробке установлены две термопары, контролирующие температуру уплотнения.
5.4.9.3 При нагреве верхней пробки свыше допустимого уровня 100-110°C должна срабатывать защита, что приводит к прекращению нагрева.
5.4.10 Система электроснабжения предназначена для питания и управления агрегатом.
5.4.10.1 Электрическая схема защиты должна предусматривать звуковую и световую сигнализации при нарушении работы подсистем агрегата.
5.5 Требования к системе управления
5.5.1 Наряду с основными функциональными блоками агрегат содержит СУ, подсистемы, модули и коммуникации которой распределены по всем основным функциональным блокам.
5.5.2 Автоматизированное рабочее место оператора реализуется на базе ПК. Задание управляющих воздействий и ввод программируемых параметров технологического процесса осуществляется с помощью виртуальных кнопок, отображаемых на мониторе.
5.5.3 Для визуального наблюдения за состоянием механизмов газокомпрессорной системы и значениями контролируемых параметров используется мнемосхема, на которой отображаются состояния ТП.
5.5.4 Система обозначений мнемосхемы должна соответствовать операциям технологического цикла.
5.5.5 СУ обеспечивает проведение технологического процесса в следующих режимах:
а) наладочный - управление механизмами и устройствами агрегата для выполнения наладочных, ремонтно-профилактических работ;
б) ручной - управление системами агрегата для доведения ТП в случае сбоя автоматического режима;
в) автоматический режим - автоматический цикл работы при отсутствии аварийных блокировок;
г) диагностика элементов установки.
5.5.6 ПО нижнего информационного уровня должно обеспечивать:
- сбор и обработку информации от датчиков температуры, давления и положения. Каждый контролируемый параметр на стадии его определения подвергается стандартной математической обработке, которая включает: масштабирование измеренных сигналов, контроль достоверности логического анализа значений взаимосвязанных параметров, выбраковку ложных измерений, контроль нарушения заданного диапазона измерения;
- автономную работу системы управления без верхнего уровня.
5.5.7 ПО верхнего информационного уровня должно иметь графический многооконный интерфейс; интеллектуальную поддержку функций управления:
- отображение состояния механизмов и датчиков на экране ПК;
- индикацию текущих параметров агрегата в реальном масштабе времени;
- ввод и коррекцию параметров, отображение "истории" значений параметров агрегата;
- автоматическое формирование записей базы данных, конвертирование сформированной базы данных в форматы наиболее употребительных систем работы с базами данных.
Верхний информационный уровень охватывает задачи терминального уровня СУ.
5.6 Общие требования к агрегатам УКС
5.6.1 Размещение основных частей агрегата УКС должно соответствовать рисункам 1, 2.
5.6.2 Общие требования безопасности к агрегатам УКС должны соответствовать ГОСТ 12.2.003, общие эргономические требования - ГОСТ 12.2.049, общие требования пожарной безопасности - ГОСТ 12.1.004.
5.6.3 Требования к органам управления и автоматики агрегата УКС должны выполняться в соответствии с функциональным назначением по ГОСТ 24686.
5.6.4 Покрытия должны быть выполнены в соответствии с требованиями, указанными в конструкторской документации.
5.6.5 Отделка и окраска агрегата УКС должна выполняться в соответствии с функциональным назначением по ГОСТ 24686.
5.6.6 Окраска поверхностей должна соответствовать классу IV по ГОСТ 9.032.
5.6.7 Корпуса агрегата УКС должны быть изолированы от токоведущих частей и заземлены. Сопротивление изоляции между токоведущими частями и корпусом агрегата должно быть не менее 500 кОм согласно ГОСТ 12.2.007.9.
5.6.8 Материалы, применяемые для изготовления деталей оборудования, должны соответствовать требованиям стандартов и технических условий.
5.6.9 Твердость термически обработанных деталей оборудования должна соответствовать требованиям конструкторской документации.
5.7 Порядок работы агрегата УКС
5.7.1 Загрузка изделий в контейнер
1) В исходном положении устанавливают на нижнюю пробку рабочую камеру, загружают в нее кассеты с лопатками, заливают щелочным раствором и устанавливают крышку на рабочую камеру.
2) Перемещают тележку с загрузкой в рабочее положение (под контейнерами).
3) Поднимают плиту с нижней пробкой и рабочей камерой вверх.
4) Фиксируют нижнюю пробку в контейнере с помощью механических зажимов.
5) Опускают пробку вниз.
6) Надвигают рамы на контейнеры. Надвинутое положение рам снимает блокировку с системы нагрева и газокомпрессорной системы.
7) Подсоединяют штуцеры подвода-отвода воды для охлаждения нижней пробки.
8) Подсоединяют термопары и шины электроснабжения.
9) Включают чиллер системы охлаждения и проверяют циркуляцию воды в системе.
10) Включают систему нагрева и плавно увеличивают мощность до 4 кВт. Выключают нагрев и систему охлаждения.
5.7.2 Агрегат готов к проведению технологического цикла.
5.7.3 Проведение технологического цикла (см. таблицы 1, 4 и рисунок 3).
Таблица 4 - Проведение технологического цикла агрегата УКС
Наименование и позиция в таблице 1 и на рисунке 3 | Действия | |||
1 К1...К6, К7, К8 | - | |||
2 ГС | + | |||
3 К6, К1, К2 | + | |||
4 ГР1, ГР2 | + | |||
5 МП1, МП2 | + | |||
6 Давление в РК1, РК2 | до 16 МПа | |||
7 МП1, МП2 | - | |||
8 ГР1, ГР2 | - | |||
9 К6, К1, К2 | - | |||
10 ГС | - | |||
11 Насос СВО | + | |||
12 Мощность нагревателя | до 4 кВт | |||
13 Давление в РК1, РК2 | до 24 МПа | |||
14 ГС | + | |||
15 Температура в РК1, РК2 | до 400°C | |||
16 К5, К3, К4 | + | |||
17 Давление в РК1, РК2 | до 24 МПа в ГВС | |||
18 К5, К3, К4 | - | |||
19 ГС | - | |||
20 Рабочий режим: | Температура в РК1, РК2 | 400°C | ||
Давление в РК1, РК2 | 24 МПа | |||
20.1 Пилообразное давление в РК1, РК2 4...8 ч: | ||||
20.2 Забор газа в МП1, МП2: | К1, К2 | + | ||
К3, К4 | - | |||
20.3 Выброс газа из МП1, МП2: | К1, К2 | - | ||
К3, К4 | + | |||
21 Завершение: | ||||
21.1 Мощность нагревателя | - | |||
21.2 Температура в РК1, РК2 | до 180°С | |||
21.3 МП1, МП2 | - | |||
21.4 К6, К1, К2 | - | |||
21.5 К5, К3, К4 | + | |||
21.6 Давление в РК1, РК2 | Сбросить в ГБС | |||
21.7 К3, К4, К6 | - | |||
21.8 К5 | + | |||
21.9 Забор газа в МП1, МП2: | К1, К2 | + | ||
21.10 Выброс газа из МП1, МП2 в ГБС: | К1, К2 | - | ||
21.11 Давление в РК1, РК2 | до 2 МПа | |||
21.12 Давление в РК1, РК2 Р | Остатки газа сбросить в атмосферу | |||
21.13 К1...К6, К7, К8 | - | |||
21.14 ГС | - | |||
21.15 Насос СВО | - | |||
21.16 К1...К6, К7, К8 | - | |||
21.17 ГС | - | |||
21.18 Насос СВО | - | |||
Условные обозначения: - Закрыть (отключить); + Открыть (включить);
| ||||
5.7.4 Разгрузка контейнера осуществляется в следующей последовательности:
1) Отсоединяют шины электроснабжения и термопары.
2) Отсоединяют штуцеры подвода воды для охлаждения нижней пробки.
3) Сдвигают рамы в нерабочее положение.
4) Поднимают нижнюю пробку вверх.
5) Освобождают нижнюю пробку в контейнере от зажимов.
6) Опускают нижнюю пробку на тележку.
7) Выдвигают тележку с нижней пробкой и рабочей камеры в нерабочее положение (перед силовым модулем).
8) Вынимают кассету с лопатками из рабочей камеры.
5.8 Техника безопасности
5.8.1 Технологии УКС являются взрывоопасными: ТП предполагает использование щелочей при высоких давлениях и температурах, поэтому их проектирование, устройство, монтаж, эксплуатация и обслуживание должны вестись в соответствии с [1], [2], [6].
5.8.2 Гидроксиды натрия и калия - токсичные вещества, разрушающие слизистую оболочку и кожные покровы. Ожоги от этих щелочей очень медленно заживают, оставляя рубцы. Попадание вещества в глаза чаще всего приводит к потере зрения.
5.8.3 При попадании щелочи на слизистые оболочки, необходимо тщательно промыть пораженный участок водой. При попадании щелочи на кожные покровы следует промыть пораженные области струей воды или слабым раствором уксусной кислоты. При попадании внутрь организма щелочи вызывает ожоги гортани, полости рта, желудка и пищевода.
5.8.4 Все работы со щелочами надо проводить в химических брызгозащитных очках для защиты глаз, резиновых перчатках для защиты рук и химически стойкой одежде, пропитанной винилом, или прорезиненных костюмах для защиты тела.
5.8.5 Эксплуатация электрической части агрегата УКС должна соответствовать [7], [8].
5.8.6 По способу защиты от поражения электрическим током агрегаты УКС должны относиться к классу I по ГОСТ 12.2.007.0.
5.8.7 Перед включением агрегата оператор должен убедиться в исправном состоянии оборудования и в отсутствии посторонних предметов, из-за которых возможна поломка механизмов или короткое замыкание.
5.8.8 При проведении любых работ, связанных с ремонтом агрегата, дежурный электрик обязан его обесточить, а на вводном автомате повесить плакат "Не включать! Работают люди!".
5.8.9 Всем работникам, обслуживающим агрегат, должны быть присвоены соответствующие квалификационные группы после обучения и сдачи экзаменов.
5.8.10 Безопасность труда при проведении испытаний и эксплуатации агрегата должна соответствовать ГОСТ 12.2.007.9.
5.8.11 При проведении испытаний и эксплуатации агрегата для обработки металлических деталей необходимо обеспечить бесперебойное электроводоснабжение во избежание создания аварийной ситуации и выхода агрегата из строя.
5.8.12 Давление воды должно быть не менее 0,2 МПа.
5.9 Правила приемки
Для проверки соответствия агрегатов требованиям настоящего стандарта, стандартов и технических условий на конкретные виды оборудования предприятие-изготовитель должно проводить типовые, приемо-сдаточные, периодические и сертификационные испытания. Правила построения, изложения и оформления правил и методик испытаний следует проводить по ГОСТ 2.114, ГОСТ 2.106.
5.10 Основные нормируемые параметры, размеры и характеристики:
- напряжение питающей сети, В;
- номинальная частота, Гц;
- число фаз;
- осевое усилие, Н;
- диаметр контейнера, мм;
- высота контейнера, мм;
- диаметр рабочей камеры, мм;
- высота рабочей камеры, мм;
- рабочая газовая среда;
- максимальное рабочее давление, МПа;
- давление гидравлических испытаний, МПа;
- произведение рабочего давления на вместимость, МПа·м;
- скорость подъема давления, МПа/мин;
- максимальная рабочая температура, °C;
- максимальная скорость нагрева, °C/мин;
- максимальная скорость охлаждения, °C/мин;
- расчетное базовое число циклов нагружения агрегата при длительности цикла 5 час;
- мощность агрегата, кВт:
- установленная,
- потребляемая;
- масса силового модуля, кг, не более;
- масса агрегата, кг, не более;
- габаритные размеры силового модуля, мм, не более:
- длина,
- ширина,
- высота;
- тип загрузки заготовки (снизу/сверху/сбоку);
- расход охлаждающей воды (расчетный), м/ч;
- уровень звука, дБ, не более.
5.11 Требования устойчивости к внешним воздействиям
Оборудование должно сохранять свои параметры в пределах норм, установленных настоящим стандартом после воздействия механических факторов внешней среды по группе М1 ГОСТ 17516.1 и после воздействия климатических факторов по ГОСТ 15150.
5.12 Требования надежности
5.12.1 Нормируемые показатели надежности агрегата УКС должны быть не менее:
- средний срок службы, лет | 5 |
- средний ресурс до списания, ч | 20000 |
- средний ресурс до капитального ремонта, ч | 6000 |
- наработка на отказ, ч | 300 |
- средний ресурс нагревателей, ч | 2000 |
5.12.2 Надежность и долговечность работы оборудования определяются работоспособностью деталей и сборочных единиц, уплотнений, подвижных элементов, электроизоляционных материалов, токоподводов, термопар, затворов газокомпрессорной системы, комплектующих изделий.
5.12.3 Критериями списания должны быть создание и освоение нового технологического оборудования с более высокими технико-экономическими показателями и выработка ресурса.
5.12.4 Критерием для проведения капитального ремонта является замена силовых трансформаторов, нагревателей, комплектующих, выработавших требуемый ресурс и т.д.
5.13 Требования к составным частям агрегата
5.13.1 Габаритные размеры оборудования должны соответствовать габаритным размерам для транспортировки.
5.13.2 Масса отдельных сборочных единиц оборудования должна соответствовать возможностям транспортировки их в процессе сборки и разборки в цехах предприятия-изготовителя и проведения монтажных (сборочных) работ у потребителя.
6 Комплектность
В комплект поставки оборудования входит:
- агрегат УКС в сборе;
- ЗИП в соответствии с требованиями заказчика;
- эксплуатационная документация:
- чертежи и схемы,
- руководство по эксплуатации на оборудование,
- руководство оператора.
7 Маркировка
7.1 Агрегат должен иметь производственную марку предприятия-изготовителя с обозначением номера изделия и краткой технической характеристики, выполненную на металлической пластине фотохимическим способом - травлением.
7.2 Производственная марка предприятия-изготовителя должна быть закреплена на изделии.
7.3 Маркировка, наносимая на оборудование, должна быть четкой и не смываемой. Способ нанесения маркировки выбирает предприятие-изготовитель.
7.4 Маркировку тары производят по ГОСТ 14192. На ящиках должны быть нанесены несмываемой краской манипуляционные знаки или предупредительные надписи "ВЕРХ", "МЕСТО СТРОПОВКИ", "ХРУПКОЕ, ОСТОРОЖНО", "ЦЕНТР ТЯЖЕСТИ". Краска для маркировки должна быть водостойкой, быстровысыхающей и светостойкой.
8 Упаковка
8.1 Агрегат для отправки заказчику упаковывается по сборочным единицам на салазки и в ящики.
8.2 Оборудование упаковывают в тару в соответствии с требованиями ГОСТ 10198 для грузов до 20000 кг, тип ящиков II-1, III-1, VI-1. Покупные изделия упаковывают в тару предприятия-изготовителя этих изделий.
8.3 Перед упаковкой оборудование рассоединяют на части, удобные для упаковки, транспортировки и монтажа. Отсоединяют вставки газо- пневмо- электроразводок от штепсельных разъемов, со штуцеров снимают шланги, снимают выступающие за габариты ящиков фонари, смотровые окна, приборы, термопары, датчики вакуума и т.д., отсоединяют электроразводки от шкафов и пультов электрооборудования.
8.4 Упаковочная тара должна обеспечить сохранность частей оборудования от влаги и механических повреждений при транспортировке и погрузочно-разгрузочных работах.
8.5 Внутри ящики обивают поливинилхлоридной пленкой ГОСТ 16272, сверху ящики покрывают рубероидом РК-420 ГОСТ 10923, углы ящиков обивают стальной лентой 0,520 по ГОСТ 3560.
8.6 Для крепления от перемещения используют проволоку диаметром 1,6-О-Ч по ГОСТ 3282.
8.7 Перед упаковкой механические и пневматические сборочные единицы консервируют сроком на один год по ГОСТ 9.014.
8.8 Вариант временной защиты ВЗ-1.
8.9 Неокрашенные обработанные металлические поверхности покрывают консервационным маслом НГ-203А с барьерной упаковкой конденсаторной бумагой КОН-3-10 ГОСТ 1908.
8.10 Упаковочный лист с описью упакованных частей оборудования и техническую документацию вкладывают в конверт из поливинилхлоридной пленки по ГОСТ 16272.
9 Утилизация
9.1 Отходы щелочей являются опасными как для окружающей среды, так и для здоровья человека, поэтому должны подлежать тщательной переработке или утилизации.
9.2 Гидроксиды натрия и калия - щелочи, которые относятся ко второму классу опасности.
9.3 Утилизация отходов II класса опасности проводится по утвержденным правилам. Емкости с такими веществами не подлежат длительному хранению на предприятии. Следует проводить регулярный вывоз опасных материалов на основании договора со специализированной организацией, оказывающей услуги в сфере утилизации промышленных отходов I-IV классов опасности.
9.4 Несанкционированный вывоз и транспортировка отходов II класса опасности недопустим. Транспортировать химикаты и вредные вещества следует в специально оборудованных автомобилях с герметично закрывающимся грузовым объемом.
9.5 Деятельность по сбору, использованию, обезвреживанию и размещению отходов I-IV классов опасности подлежит лицензированию на основании Статьи 12 N 99-ФЗ [9].
9.6 Лицензирование деятельности по сбору, использованию, обезвреживанию и размещению отходов I-IV классов опасности осуществляется Федеральной службой по надзору в сфере природопользования (Росприроднадзор - федеральный орган исполнительной власти России, находящийся в ведении Министерства природных ресурсов и экологии РФ) на основании СанПиН [10], [11].
Библиография
[1] | Правила безопасности химически опасных производственных объектов. Утверждены Приказом Федеральной службы по экологическому, технологическому и атомному надзору от 21 ноября 2013 г. N 559 | |
[2] | ПОТ РО 14000-005-98 | Положение. Работы с повышенной опасностью. Организация проведения. Утверждено Департаментом экономики машиностроения Министерства экономики Российской Федерации 19 февраля 1998 г. |
[3] | СП 52.13330.2011 | Свод правил. Естественное и искусственное освещение. УТВЕРЖДЕН приказом Министерства регионального развития Российской Федерации от 27 декабря 2010 г. N 783 |
[4] | СП 2.2.2.1327-03 | Гигиенические требования к организации технологических процессов, производственному оборудованию и рабочему инструменту. Утверждены Главным государственным санитарным врачом России 25 июля 2003 г.* |
________________ * Вероятно, ошибка оригинала. Следует читать: Утверждены Главным государственным санитарным врачом Российской Федерации 23 мая 2003 г. - . | ||
[5] | ПУЭ | Правила устройства электроустановок. Издание 7. Утверждены Приказом Минэнерго России от 08.07.2002 N 204 |
[6] | ФНП | Федеральные нормы и правила в области промышленной безопасности. "Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением". Утверждены приказом Федеральной службы по экологическому, технологическому и атомному надзору от 25 марта 2014 г. N 116 |
[7] | ПТЭ | Правила технической эксплуатации электроустановок потребителей - 2003 г. Утверждены Минэнерго России 13 января 2003 г. Приказ N 6 |
[8] | ПОТ ЭЭ | Правила по охране труда при эксплуатации*. Утверждены приказом Минтруда России от 24.07.2013 г. N 328н (ред. от 19.02.2016) |
________________ * Вероятно, ошибка оригинала. Следует читать: Правила по охране труда при эксплуатации электроустановок. - . | ||
[9] | ФЗ N 99 | Федеральный закон "О лицензировании отдельных видов деятельности" N 99-ФЗ от 4 мая 2011 г. |
[10] | СП 2.1.7.1322-03* | Гигиенические требования к размещению и обезвреживанию отходов производства и потребления. Введены в действие Главным государственным санитарным врачом России 30 апреля 2003 г. Постановлением N 80 |
________________ * Вероятно, ошибка оригинала. Следует читать: СанПин 2.1.7.1322-03. - . | ||
[11] | СП 2.1.7.1386-03 | Определение класса опасности токсичных отходов производства и потребления. Введены в действие Главным государственным санитарным врачом России 16 июня 2003 г. Постановлением N 144 |
УДК 621.745.552:006.354 | ОКС 25.160.01 |
Ключевые слова: технологическое оборудование, лопатки ГТД, керамические стержни, выщелачивание отливок | |
Электронный текст документа
и сверен по:
, 2017
{kind=link}