ГОСТ 21548-76*
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПАЙКА
Метод выявления и определения толщины прослойки
химического соединения
Brazing and soldering.
Method for detecting and determination of chemicals interlayer thickness
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 05.02.76 N 346 дата введения установлена 01.01.77
Ограничение срока действия снято Постановлением Госстандарта СССР от 15.08.91 N 1356
* ПЕРЕИЗДАНИЕ (январь 2001 г.) с Изменениями N 1, 2, утвержденными в августе 1981 г., апреле 1988 г. (ИУС 10-81, 7-86)
РАЗРАБОТАН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)**
И.о. директора, канд. техн. наук Н.Н.Герасимов
Руководитель темы, д-р техн. наук, профессор С.В.Лашко
Исполнители: канд. техн. наук Н.Н.Сирченко, В.М.Пичугин
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)**
И.о. директора Н.Н.Герасимов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 5 февраля 1976 г. N 346**
________________
** Информационные данные приведены из официального издания, М.: Издательство стандартов, 1976. - .
Настоящий стандарт устанавливает металлографический метод выявления и определения толщины прослойки химического соединения на границе паяемый материал - паяный шов или луженый слой.
Контроль наличия и толщины прослойки химического соединения производят при выборе припоя и материала изделия, выборе и изменении режима технологического процесса пайки и лужения и параметров паяного соединения, а также определении периода активации и скорости роста прослойки (см. приложение 1).
(Измененная редакция, Изм. N 2).
1. ОТБОР ОБРАЗЦОВ
1.1. Шлифы для выявления и определения толщины прослойки химического соединения на границе паяемый материал - паяный шов или луженый слой изготовляют из паяных внахлестку или луженых образцов.
1.2. Число образцов для испытаний должно быть не менее пяти для каждого режима и сочетания материалов и припоя.
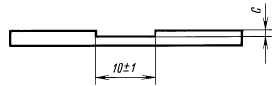
1.3. Форма и размеры образцов, паяемых внахлестку, должны соответствовать указанным на черт.1.
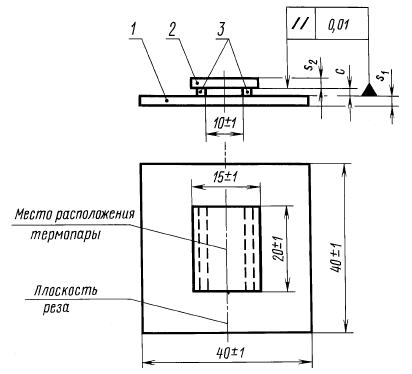
1 - нижняя пластина; 2 - верхняя пластина; 3 - прокладки
Черт.1
Толщина нижней и верхней
пластин образца - [(1,0...2,0)±0,1] мм.
При толщине паяемого материала более 2,0 мм допускается обработка пластин до требуемой толщины со стороны, не подлежащей пайке.
Примечание. В случае определения толщины прослойки химического соединения в паяном шве, соединяющем металлокерамический твердый сплав с металлом, толщина пластины 2 твердого сплава - [(1,0...6,0)±0,1] мм.
1.4. Для воспроизведения условий лужения или пайки погружением используют образцы, форма и размеры которых должны соответствовать указанным на черт.2.
Образец из полосы
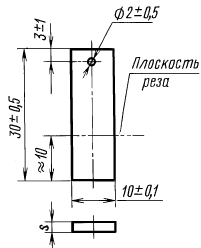
Образец из трубы
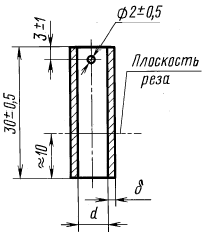
Образец из проволоки
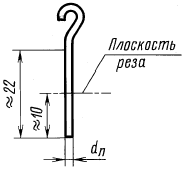
[(0,5…2,0)±0,1] мм;
[(0,5...2,0)±0,1] мм;
[(0,5…2,0)±0,1] мм;
[(2,0…10,0)±0,1] мм
Черт.2
Для драгоценных и редких металлов допускается применение образцов меньшей толщины при условии сохранения равномерности зазора при пайке.
1.5. Образцы следует вырезать любым способом, не вызывающим изменений в их структуре.
1.6. Образцы маркируют номером партии или условным индексом на нерабочей части, к образцу из проволоки крепят бирку для маркировки.
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Подготовка к испытанию образца внахлестку
2.1.1. Способ подготовки поверхности образцов, форму и размещение припоя и величину зазора устанавливают в соответствии с технологическим процессом изготовления паяного изделия.
При отсутствии регламентированной подготовки поверхности выбор способа подготовки и шероховатости поверхности - по результатам испытаний ГОСТ 20485-75, ГОСТ 23904-79 и настоящего стандарта.
Примечание. При укладке припоя у зазора его следует размещать у меньшей стороны верхней пластины.
2.1.2. Зазор () между пластинами (черт.1) следует устанавливать прокладками (
) - проволокой или полосками.
Допускается устанавливать зазор путем изготовления паза на одной из пластин как указано в п.1.5. Форма и размеры паза должны соответствовать указанным на черт.3.
Предельное отклонение размера ±0,01 мм
Черт.3
2.1.3. Пластины фиксируют в заданном положении струбциной или другим способом.
2.1.4. Материал прокладок и фиксирующего приспособления при пайке не должен плавиться автономно или в контакте с материалом образца или припоем.
2.1.5. Объем припоя для пайки образцов внахлестку должен составлять 150% от объема зазора.
2.1.6. Пайку образцов, установленных в горизонтальном положении, следует проводить в газовой среде, вакууме или с флюсом по режимам, применяемым в соответствующих технологических процессах.
2.1.7. Для измерения температуры надлежит использовать термопары и приборы по ГОСТ 7164-78.
2.1.8. Рабочий конец термопары следует крепить в центре наружной поверхности одной из пластин (черт.1) зачеканкой, точечной сваркой или другим методом, обеспечивающим надежный тепловой контакт с образцом.
Прямое воздействие источника нагрева на термопару не допускается.
2.2. Подготовка к испытанию образцов из полосы, трубы и проволоки
2.2.1. Подготовка поверхности полосы, трубы и проволоки должна быть как указано в п.2.1.1.
2.2.2. Подготовленную полосу, трубу или проволоку необходимо погрузить в тигель с расплавленным припоем на глубину не менее 20 мм. Нижний конец образца не должен касаться дна тигля. Объем припоя должен быть не менее 6 см.
Примечания:
1. Материал тигля не должен заметно взаимодействовать с припоем.
2. Каждый образец следует погружать в новую порцию припоя.
2.2.3. Процесс лужения следует проводить в газовой среде, вакууме или под флюсом по режимам, применяемым в соответствующих технологических процессах.
2.2.4. Измерение температуры - согласно п.2.1.7.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Для изготовления шлифов образцы следует разрезать способом, указанным в п.1.5. Плоскость реза указана на черт.1 и 2.
3.2. Способ изготовления шлифов не регламентируется.
3.3. Плоскость шлифа должна быть перпендикулярна к паяным или луженым поверхностям образца. Завал кромок не допускается.
В случае малой толщины прослоек химических соединений рекомендуется проводить замеры на косых шлифах.
3.4. Выявление структуры паяного соединения следует производить химическим, электрохимическим или другим методом, не вызывающим изменений в его структуре и выбираемым в зависимости от химического состава паяемого материала и припоя. Реактивы для химического травления шлифов приведены в приложении 1 к ГОСТ 21549-76.
3.5. При изготовлении шлифов и выявлении их структуры не допускается повреждение паяного соединения - выкрашивание, выгорание или вытравливание его составляющих.
3.6. Измерение толщины прослойки проводят под металлографическим микроскопом при увеличении 300-500. Допускается увеличение до 1000
.
3.7. Толщину прослойки в капиллярном участке шва (II зона) и в галтелях (I и III зоны) следует определять раздельно.
3.8. Измерение следует проводить в пяти равномерно расположенных по длине прослойки точках капиллярного участка и не менее чем в трех точках галтели паяного шва.
Примечания:
1. При наличии в шве нескольких прослоек химических соединений следует измерять толщину каждой прослойки в отдельности и суммарную их толщину.
2. В случае пайки разнородных материалов толщину прослоек следует измерять на обеих границах шва.
3. На луженой пластине, трубе или проволоке измерения толщины прослойки производят по периметру сечения в пяти точках.
3.9. При дендритном характере роста прослойки измерению подлежат две величины: толщина сплошной части прослойки и высота дендритов
как показано на черт.4.
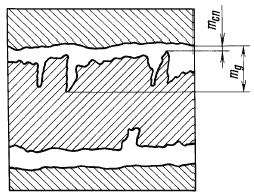
Черт.4
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Толщину прослойки химического соединения следует определять в микронах с погрешностью не более 1 мкм.
4.2. Толщину прослойки определяют как среднеарифметическое значений, определенных для каждого образца.
4.3. За толщину прослойки следует брать среднеарифметическое пяти измерений в капиллярном участке шва, трех измерений - в галтели шва. При переменной толщине прослойки по длине шва следует брать максимальное ее значение. При дендритном строении прослойки следует брать среднеарифметическое пяти измерений толщины сплошной части прослойки и максимальное значение измерений высоты дендритов.
4.4. При степени дисперсности результатов испытаний более 20%, выходе из строя термопары или обнаружении непропая более 5% от площади нахлестки испытания должны быть повторены, при этом количество образцов должно соответствовать числу недействительных результатов испытаний.
4.5. Результаты испытаний каждого образца необходимо внести в протокол, форма которого приведена в приложении 2.
ПРИЛОЖЕНИЕ 1
Справочное
ОПРЕДЕЛЕНИЕ ПЕРИОДА АКТИВАЦИИ И СКОРОСТИ РОСТА
ПРОСЛОЙКИ ХИМИЧЕСКОГО СОЕДИНЕНИЯ
МЕТОДОМ ПОСЛЕДОВАТЕЛЬНЫХ ПРИБЛИЖЕНИЙ
1. Определение периода активации
Процесс пайки образцов ведут в изотермических условиях, начиная с времени выдержки образца . Если за время выдержки
при заданной температуре прослойка обнаруживается, следующий образец паяют с выдержкой
![]() и т.д. до
и т.д. до ![]() , при которой прослойка не обнаруживается. Затем исследуют образцы после выдержки, равной
, при которой прослойка не обнаруживается. Затем исследуют образцы после выдержки, равной ![]() ,
, ![]() , пока не будет определено максимальное время контакта паяемого материала с жидким припоем, при котором прослойка еще не обнаруживается металлографически при заданном увеличении. Это время принимают за период активации
, пока не будет определено максимальное время контакта паяемого материала с жидким припоем, при котором прослойка еще не обнаруживается металлографически при заданном увеличении. Это время принимают за период активации .
Проведением аналогичных испытаний при различных температурах определяют зависимость периода активации от температуры пайки
.
2. Определение скорости роста прослойки химического соединения
Процесс пайки ведут в изотермических условиях с выдержками, превышающими период активации при заданной температуре. По полученным данным (не менее пяти выдержек) строят зависимость "толщина прослойки - время", ![]() .
.
Исследование роста прослоек в зависимости от температуры при заданной выдержке позволяет построить зависимость "толщина прослойки
- температура
",
![]() . Одновременно с образцами, предназначенными для определения скорости роста прослойки при пайке, по тем же режимам паяют образцы внахлестку для определения сопротивления срезу паяного соединения по мере возникновения и роста прослойки.
. Одновременно с образцами, предназначенными для определения скорости роста прослойки при пайке, по тем же режимам паяют образцы внахлестку для определения сопротивления срезу паяного соединения по мере возникновения и роста прослойки.
По изменению сопротивления срезу устанавливают допустимую толщину прослойки для данного сочетания паяемый материал - припой.
Пример.
Определение периода активации и скорости роста прослойки.
Тип образца - пластина. Паяемый материал - медь M1. Припой: олово; олово +5% кадмия.
Подготовка поверхности образцов: зачистка наждачной бумагой N 00, обезжиривание спиртом, травление в 5%-ном растворе персульфата аммония, промывка в воде, сушка при 100 °С, флюсование.
Режим пайки: подогрев в электропечи до температуры 120 °С, погружение в ванну с припоем, температура пайки 250, 280, 300 °С, охлаждение на воздухе.
Металлографический анализ
Результаты испытаний представлены на черт.1 и 2.
Зависимость периода активации образования прослойки от температуры пайки
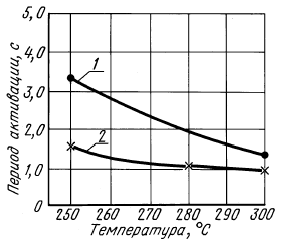
1 - припой олово - кадмий; 2 - припой олово
Черт.1
Скорость роста прослойки химического соединения при различных температурах пайки
(припой - олово)
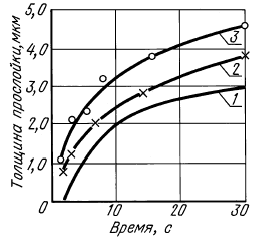
1 - температура пайки 250 °С; 2 - температура пайки 280 °С; 3 - температура пайки 300 °С
Черт.2
ПРИЛОЖЕНИЕ 2
Обязательное
ПРОТОКОЛ
металлографического анализа паяных и луженых образцов
1. Тип образца -
2. Паяемый материал: | 1 - |
2 - |
3. Марка или химический состав припоя -
4. Температура начала и конца плавления припоя -
5. Подготовка поверхности образца:
а) способ удаления загрязнений и окислов -
б) параметр шероховатости рабочей поверхности образца -
6. Способ пайки:
а) по удалению окисной пленки -
б) по получению припоя -
в) по источнику нагрева -
(Измененная редакция, Изм. N 1).
7. Марка или химический состав флюса, газовая среда, вакуум -
8. Термический цикл пайки:
Температура пайки | Время подогрева | Время выдержки | Время охлаждения |
9. Металлографический анализ:
а) результаты измерений образца N ______
Зона | Деталь образца | Толщина прослойки, мкм | Толщина образца, мм | Глубина эрозии, мм | |||||||||
до пайки | после пайки | ||||||||||||
I | 1 | ||||||||||||
2 | |||||||||||||
II | 1 | ||||||||||||
2 | |||||||||||||
III | 1 | ||||||||||||
2 | |||||||||||||
б) микроструктура исследуемых зон:
I зона
II зона
III зона
10. Заключение
Дата | Подписи: | |
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2001
{kind=link}