ГОСТ 27387-87
Группа Е73
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РОБОТЫ ПРОМЫШЛЕННЫЕ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
Основные параметры и размеры
Industrial robots for contact spot welding.
Basic parameters and dimensions
ОКП 34 4148
Срок действия с 01.01.89
до 01.01.94*
_________________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильной промышленности
ИСПОЛНИТЕЛИ
В.П.Лысенко, М.А.Гамеров (руководитель темы), О.В.Борисенко, М.И.Гончар, Е.Л.Узоровский, В.А.Цапов, Ю.В.Вассерман
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31.08.87 N 3437
3. Срок первой проверки 1992 г.; периодичность проверки 5 лет.
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 4.140-85 | 4 |
ГОСТ 8032-84 | 2 |
ГОСТ 25378-82 | 4 |
ГОСТ 26054-85 | 3 |
1. Настоящий стандарт распространяется на промышленные роботы для контактной точечной сварки (далее - ПР КТС), предназначенные для работы в гибких производственных системах.
Стандарт распространяется на вновь разрабатываемые ПР КТС.
2. Основные параметры и размеры ПР КТС должны соответствовать указанным в таблице.
Наименование показателя | Значение для ПР КТС | |
работающих в прямоугольной системе координат | работающих в криволинейной системе координат | |
1. Геометрическая характеристика рабочей зоны | ||
1.1. Номинальный объем рабочей зоны, м | Определяют расчетом на основании выбранных значений показателя по п.1.3 | 0,10; 0,20; 0,40; 0,80; 1,60; 3,15; 6,30; 12,50; 20,00; 31,50; 50,00; 80,00 |
1.2. Номинальная площадь рабочей зоны, м | То же | 0,16; 0,25; 0,40; 0,63; 1,00; 1,60; 2,50; 4,00; 6,30; 10,00; 12,50; 16,00; 20,00; 25,00; 32,00 |
1.3. Максимальное линейное перемещение рабочего органа, м | 0,25; 0,40; 0,63; 1,00; 1,25; 1,60; 2,00; 2,50; 3,15; 4,00; 5,00; 6,30; 8,00; 10,00 | 0,25; 0,40; 0,63; 1,00; 1,25; 1,60; 2,00 |
1.4. Максимальное угловое перемещение рабочего органа | 15°, 30°, 45°, 60°, 90°, 120°, 180°, 210°, 240°, 260°, 300°, 360°, 400°, 450°, 540° | |
2. Номинальная мощность источника сварочного тока, кВ·А | 10, 16, 25, 40, 63, 100, 160 | |
3. Номинальная грузоподъемность, кг | 16, (20), 25, (32), 40, (50), 63, (80), 100, (125), 160, 200 | |
Примечания:
1. Показатель по п.1.1 нормируют для ПР КТС с пространственной рабочей зоной. Отклонение фактического значения показателя от указанного допускается в пределах ±20%.
2. Показатель по п.1.2 нормируют для ПР КТС с плоской рабочей зоной. Отклонение фактического значения показателя от указанного допускается в пределах ±20%.
3. Отклонение фактического значения показателя по п.2 от указанного допускается в пределах ±20% при продолжительности включения источника сварочного тока 50%.
4. Значения показателей пп.1.1-1.3, увеличенные по сравнению с наибольшим указанным, следует выбирать из ряда R 10 по ГОСТ 8032-84.
5. Значения показателей п.3, заключенные в скобки, следует применять только при наличии технико-экономического обоснования.
3. Параметры и технические требования ПР КТС должны соответствовать ГОСТ 26054-85.
4. Номенклатура показателей, не указанных в настоящем стандарте, но обязательных для включения в конструкторскую документацию, должна соответствовать требованиям ГОСТ 4.140-85 и ГОСТ 25378-82.
5. Примеры компоновок ПР КТС - в соответствии с приложением.
ПРИЛОЖЕНИЕ
Справочное
ПРИМЕРЫ КОМПОНОВОК ПР КТС
Напольный ПР КТС с пространственной рабочей зоной,
работающей в криволинейной системе координат
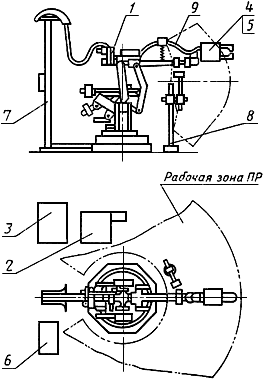
1 - исполнительное устройство ПР; 2 - устройство управления ПР; 3 - силовой шкаф ПР;
4 - сварочный инструмент; 5 - источник сварочного тока; 6 - система управления сварочным током;
7 - панель энергоснабжения; 8 - стойка исходного положения; 9 - система энергоподвода
Черт.1
Подвесной ПР КТС с пространственной рабочей зоной, работающий в криволинейной системе координат
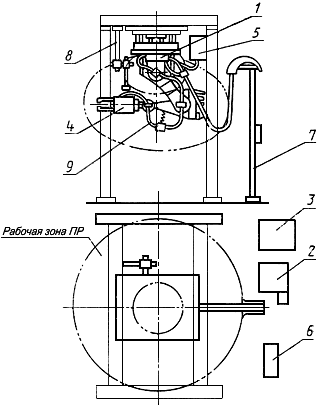
1 - исполнительное устройство ПР; 2 - устройство управления ПР; 3 - силовой шкаф ПР;
4 - сварочный инструмент; 5 - источник сварочного тока; 6 - система управления сварочным током;
7 - панель энергоснабжения; 8 - стойка исходного положения; 9 - система энергоподвода
Черт.2
Напольный ПР КТС с пространственной рабочей зоной,
работающий в прямоугольной системе координат
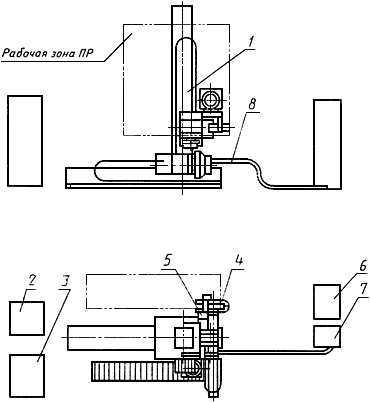
1 - исполнительное устройство ПР; 2 - устройство управления ПР; 3 - силовой шкаф ПР;
4 - сварочный инструмент; 5 - источник сварочного тока; 6 - система управления
сварочным током; 7 - панель энергоснабжения; 8 - система энергоподвода
Черт.3
Напольный ПР КТС с плоской рабочей зоной, работающий в прямоугольной системе координат
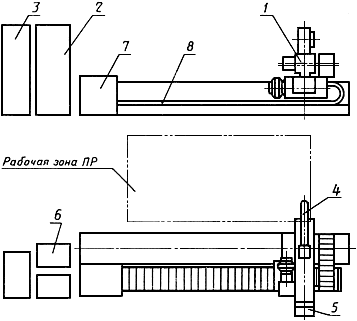
1 - исполнительное устройство ПР; 2 - устройство управления ПР; 3 - силовой шкаф ПР;
4 - сварочный инструмент; 5 - источник сварочного тока; 6 - система управления
сварочным током; 7 - панель энергоснабжения; 8 - система энергоподвода
Черт.4
Примечание. Черт.1-4 не определяют конструкцию ПР КТС.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1987
{kind=link}