ГОСТ 15164-78
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Electroslag welding. Welded joints.
Main types, design elements and dimensions
Дата введения 1980-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 28 июля 1978 г. N 2036
ПРОВЕРЕН в 1983 г. Постановлением Госстандарта от 14.11.83 N 5365 срок действия продлен до 01.01.90*
____________
* Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации. (ИУС N 4, 1994 год). - Примечание "КОДЕКС"
ПЕРЕИЗДАНИЕ (август 1992 г.) с Изменением N 1, утвержденным в июне 1989 г. (ИУС 8-89)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей. Стандарт не устанавливает размер зазора между свариваемыми деталями перед сваркой.
Стандарт не распространяется на сварные соединения из коррозионно-стойких сталей.
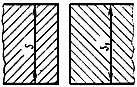
2. В стандарте приняты следующие обозначения способов электрошлаковой сварки:
- проволочным электродом;
- плавящимся мундштуком;
- электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства.
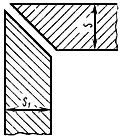
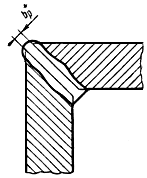
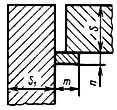
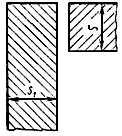
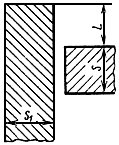
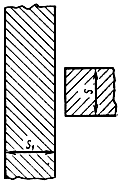
Для конструктивных элементов сварных соединений приняты следующие обозначения:
,
- толщина свариваемых деталей;
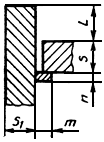
- длина шва;
- расстояние от торца полки тавра до верхней поверхности ребра;
- ширина разделки кромок;
- высота выпуклости сварного шва;
- ширина остающейся подкладки;
- высота остающейся подкладки;
- толщина электрода, сечение которого соответствует по форме поперечному сечению сварочного пространства;
- толщина плавящегося мундштука (большая из толщин пластины или канала);
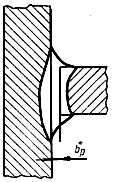
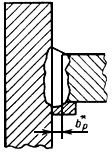
- расчетный зазор - условный зазор между двумя собранными под электрошлаковую сварку деталями без учета сближения или расхождения свариваемых деталей при усадке сварного шва, на основании которого рассчитывают размеры свариваемых деталей.
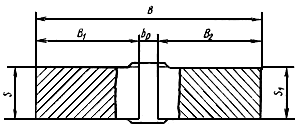
Черт.1
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Таблица 1
Тип соеди- нения | Форма подготовленных кромок и характер выполненного шва | Форма поперечного сечения |
| Условное обозначение сварного соединения | |||
|
| подготовленных кромок | выполненного шва |
|
| ||
| Без |
|
| 30-450 | Св. 30 | 30-800 | |
Стыковое | Без |
|
| 30-450 | Св. 30 | 30-800 | |
| С криволинейным скосом двух кромок |
|
| 30-200 | 30-200 | - | |
| Без скоса кромок; |
|
| 30-450 | Cв. 30 | - | |
| Со скосом двух кромок |
|
| 30-300 | Cв. 30 | - | |
Угловое | Без скоса кромок на остающейся подкладке |
|
| 30-450 | Cв. 30 | 30-800 | |
| Без скоса кромок; с увеличенной галтелью |
|
| 30-450 | Св. 30 | - | |
| Без скоса кромок; с нормальной галтелью |
|
| 30-450 | Св. 30 | - | |
Тавровое | Без скоса кромок; |
|
| 30-450 | Св. 30 | - | |
| Без скоса кромок; |
|
| 30-450 | Св. 30 | - | |















4. Конструктивные элементы продольных сечений швов должны соответствовать указанным в табл.2.
Таблица 2
Способ сварки | Конфигурация выполненного шва | Форма продольного сечения |
| ||
|
| не более |
| ||
|
| ||||
Прямолинейный | - | - | 5000 | ||
|
|
| 1500 | ||
Кольцевой |
| - | - | 10000 | |
|
|
| 10000 | ||
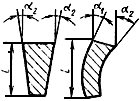
Переменного сечения |
| 35° | 20° | 5000 | |
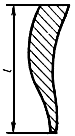
Переменной кривизны |
| - | - | 5000 | |


Примечание. Сварные соединения переменного сечения и переменной кривизны допускается спаривать с выравниванием до прямоугольника.
5. Конструктивные элементы сварных соединений, их размеры и предельные отклонения должны соответствовать указанным в табл.3-12.
Таблица 3
мм
Услов- | Конструктивные элементы | Способ сварки |
|
| |||
соеди- | подготовленных кромок свариваемых деталей | сварного швa |
| Но- | Пред. откл. | ||
| От 30 до 80 | 25 |
|
| |||
| Св. 80 до 450 | 28 | 3 | -3 | |||
Св. 30 | 20+ | 5 | ±2 | ||||
|
|
| От 30 до 800 | 20+ | 10 | ±2 | |
_______________
* Размер для справок.
Таблица 4
мм
Услов- | Конструктивные элементы | Способ сварки |
|
|
|
| |||
соеди- нения | подготовленных кромок свариваемых деталей | сварного швa |
|
| Но- | Пред. откл. |
|
| |
|
|
|
| От 30 до 80 | 25 | 60 | 40 | ||
|
| Св. 80 до 450 | 28 | 3 | +2 |
|
| ||
|
|
| Св. 30 | 20+ | 5 | ±2 | 80 | 60 | |
|
|
| От 30 до 800 | 20+ | 10 | ±2 |
|
| |
________________
* Размер для справок.
Таблица 5
мм
Услов- | Конструктивные элементы | Способ сварки |
|
|
| |||
свар- | подготовленных кромок свариваемых деталей | сварного швa |
|
|
| Но- | Пред. откл. | |
|
|
| От 30 до 200 | 28 | 14 | 3 | +2 | |
|
| От 30 до 200 | 20+ |
| 5 | ±2 | ||
_______________
* Размер для справок.
Таблица 6
мм
Услов- | Конструктивные элементы | Способ сварки |
|
|
| |||
свар- | подготовленных кромок свариваемых деталей | сварного швa |
|
| Но- | Пред. откл. | ||
|
|
|
| От 30 до 80 | 25 |
|
| |
|
|
| Св. 80 до 450 | 80 | 28 | 3 | +2 | |
|
|
| Св. 30 до 80 |
|
|
| ||
|
|
| Св. 80 | 80 | 20+ | 5 | ±2 | |
_______________
* Размер для справок.
Таблица 7
мм
Условное обозна- чение сварного соеди- нения | Конструктивные элементы | Способ сварки |
|
| |
| подготовленных кромок свариваемых деталей | сварного швa |
|
| |
|
|
| Св. 30 до 300 | 28 | |
|
| Св. 30 | 20+ | ||
_______________
* Размер для справок.
Примечание. Соединение следует применять при нагружениях, создающих опасность расслоения свариваемых кромок.
Таблица 8
мм | ||||||||||
Ус- | Конструктивные элементы | Спо- |
|
|
|
| ||||
свар- | подготовленных кромок свариваемых деталей | сварного швa |
| Но- | Пред. откл. |
|
| |||
|
| От 30 до 80 | 25 | 60 | 40 | |||||
|
| Св. 80 до 450 | 80 | 28 | 3 | +2 |
|
| ||
| Св. 30 до 80 |
|
|
|
|
| ||||
|
|
| Св. 80 | 80 | 20+ | 5 | ±2 |
|
| |
|
| От 30 до 80 | 1,5 |
|
|
| 80 | 60 | ||
|
|
|
| Св. 80 до 800 | 120 | 20+ | 10 | ±2 |
|
|
___________
* Размер для справок.
Таблица 9
мм | ||||||||
Услов- | Конструктивные элементы | Способ сварки |
|
|
| |||
свар- | подготовленных кромок свариваемых деталей | сварного швa |
|
| Но- | Пред. откл. | ||
|
|
|
| От 30 до 80 | 25 | |||
|
|
| Св. 80 до 450 | 80 | 28 | 3 | +2 | |
|
|
| Св. 30 до 80 |
|
|
| ||
|
|
| Св. 80 | 80 | 20+ | 5 | ±2 | |
_______________
* Размер для справок.
Таблица 10
мм | |||||||
Услов- | Конструктивные элементы | Способ сварки |
|
|
|
| |
| подготовленных кромок свариваемых деталей | сварного швa |
|
| |||
|
|
|
| От 30 до 80 | 25 |
| |
|
|
| Св. 80 до 450 | 80 | 28 | Не более 250 | |
|
|
| Св. 30 до 80 |
|
| ||
|
|
| Св. 80 | 80 | 20+ | Без огра- ниче- ния | |
_______________
* Размер для справок.
Таблица 11
мм | ||||||
Условное обозна- чение сварного соеди- нения | Конструктивные элементы | Способ сварки |
|
|
| |
| подготовленных кромок свариваемых деталей | сварного швa |
|
| ||
|
|
|
| От 30 до 80 | 25 | |
|
|
| Св. 80 до 450 | 80 | 28 | |
|
|
| Св. 30 до 80 |
| ||
|
|
| Св. 80 | 80 | 20+ | |
________________
* Размер для справок.
Таблица 12
мм | |||||||||
Условное обозна- чение сварного соеди- нения | Конструктивные элементы | Способ сварки |
|
|
|
|
|
| |
| подготовленных кромок свариваемых деталей | сварного швa |
|
|
|
| |||
|
|
|
| От 30 до 80 | 25 |
|
|
| |
|
|
| Св. 80 до 450 | 80 | 28 |
|
| Не бо- лее 250 | |
|
|
| Св. 30 до 80 |
| 80 | 60 |
| ||
|
|
| Св. 80 | 80 | 20+ |
|
| Без огра- ниче- ния | |
_______________
* Размер для справок.
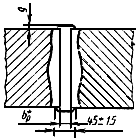
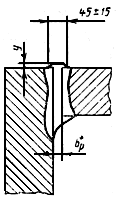
Черт.2
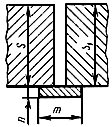
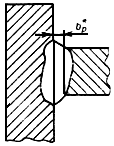
Черт.3
6. Допускается увеличивать высоту выпуклости сварных швов для соединений, выпуклости которых снимают при механической обработке изделия.
(Измененная редакция, Изм. N 1).
7. (Исключен, Изм. N 1).
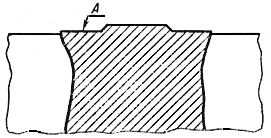
8. Допускается выступание поверхности шва между основанием выпуклости шва и границей провара (поверхность А) над поверхностью основного металла до 2 мм (черт.2).
(Измененная редакция, Изм. N 1).
9. В соединениях ,
,
остающуюся подкладку после сварки рекомендуется удалять.
10, 11. (Исключены, Изм. N 1).
12. Точность размеров свариваемых деталей изделия в зависимости от заданных, а также конструкция и размеры рабочей части формирующих устройств приведены в рекомендуемом приложении.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
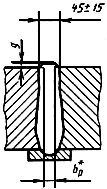
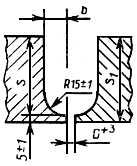
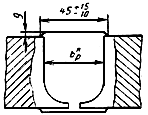
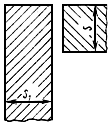
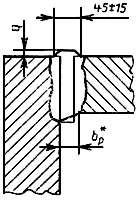
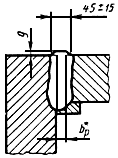
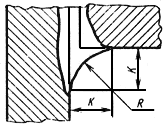
1. Рабочая поверхность формирующих устройств приведена на чертеже
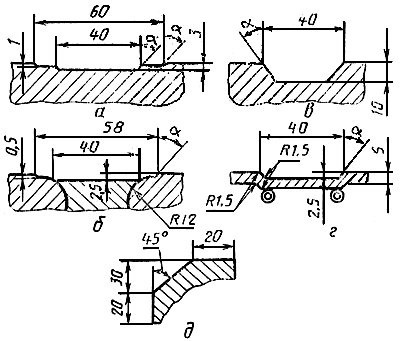
а - жесткое формирующее устройство с противоподрезной канавкой; б - эластичное (шарнирное)
формирующее устройство с противоподрезной канавкой; в - жесткое формирующее устройство
для увеличенной выпуклости шва; г - медная водоохлаждаемая накладка с канавкой под
выпуклость шва, выполненной штамповкой; д - жесткое формирующее
устройство для углового шва.
Примечание. Угол - от 45° до 60°.
(Измененная редакция, Изм. N 1).
2. Точность размеров свариваемых деталей изделий, собираемых на привариваемых пластинах или скобах, приведена в табл.1.
Таблица 1
мм | ||||
Заданное отклонение размера изделия | ±4 | ±6 | ±8 | ±10 |
Допуски на размер свариваемой детали | +1 | +1 | +2 | +2 |
-3 | -7 | -10 | -15 | |
3. Точность размеров свариваемых деталей изделий при сварке с дозированным противодействием, собираемых по контрольным точкам с компенсацией отклонений размеров деталей за счет изменения зазоров, приведена в табл.2.
Таблица 2
мм | ||||
Заданное отклонение размера изделия | ±0,5 | ±1 | ±2 | Более |
Допуски на размер свариваемой детали | +1 | +1 | +2 | +2 |
-3 | -7 | -10 | -15 | |
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
М.: Издательство стандартов, 1992
{kind=link}