ГОСТ IEC 60974-7-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
Часть 7
Горелки
Arc welding equipment. Part 7. Toches
МКС 25.160
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана" (ФГАУ "НУЦ СК при МГТУ им.Н.Э.Баумана"), Национальным агентством контроля сварки (СРО НП "НАКС"), Научно-производственной фирмой "Инженерный и технологический сервис" (НПФ "ИТС"), Обществом с ограниченной ответственностью "Шторм" (ООО "Шторм") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 мая 2016 г. N 301-ст межгосударственный стандарт ГОСТ IEC 60974-7-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт идентичен международному стандарту IEC 60974-7:2013* "Оборудование для дуговой сварки. Часть 7. Горелки" ("Arc welding equipment - Part 7: Toches", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом по стандартизации IEC ТС 26 "Электросварка".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Международная электротехническая комиссия (МЭК) является всемирной организацией по стандартизации, включающей в себя все национальные комитеты (национальные комитеты МЭК). Целью МЭК является развитие международного сотрудничества по всем вопросам стандартизации в области электрической и электронной аппаратуры.
Международный стандарт IEC 60974-7 был подготовлен техническим комитетом МЭК N 26: Электрическая сварка.
1 Область применения
В настоящем стандарте установлены требования к безопасности и конструкции горелок для дуговой сварки и родственных процессов. Стандарт применятся к ручным горелкам, автоматическим горелкам, горелкам с воздушным и жидкостным охлаждением, а также к механизированным горелкам с катушками и к горелкам, имеющим систему удаления дыма.
Стандарт определяет, что в состав горелки входит корпус горелки, кабель-шланговый пакет и прочие детали.
Стандарт также распространяется на кабель-шланговый пакет, расположенный между источником сварочного тока и вспомогательным оборудованием.
Настоящий стандарт не распространяется на держатели электродов для ручной дуговой сварки, а также на горелки для воздушно-дуговой резки/строжки.
Примечание 1 - Родственными процессами являются электродуговая резка и электродуговое напыление.
Примечание 2 - Прочие детали перечислены в таблице А.1.
Примечание 3 - В стандарте термины "горелка" и "сварочный пистолет" являются взаимозаменяемыми. Для удобства в тексте стандарта используется термин "горелка".
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
IEC 60050, (all parts) International Electrotechnical [Международный электротехнический словарь (все части)]
IEC 60529, Degrees of protection provided by enclosures (IP Code) [Степени защиты, обеспечиваемые корпусами (код IP)]
IEC 60664-1, Insulation coordination for equipment within low-voltage systems - Part 1: Principles, requirements and tests (Координация изоляции для оборудования в низковольтных системах. Часть 1. Принципы, требования и испытания)
IEC 60695-11-10, Fire hazard testing - Part 11-10: Test flames - 50 W horizontal and vertical flame test methods (Испытания на пожароопасность. Часть 11-10. Пламя для испытания. Методы испытания горизонтальным и вертикальным пламенем мощностью 50 Вт)
IEC 60974-1:2012, Arc welding equipment - Part 1: Welding power sources (Оборудование для дуговой сварки. Часть 1. Источники сварочного тока)
________________
Заменен на IEC 60974-1:2019.
3 Термины и определения
В настоящем стандарте применены термины в соответствии с IEC 60050, IEC 60664-1 и IEC 60974-1, а также следующие термины и определения.
Примечание - Дополнительная терминология приведена в приложении А.
3.1 горелка (torch): Устройство подачи средств, необходимых для выполнения дуговой сварки, резки или родственных процессов (например, ток, газ, охлаждающая жидкость, проволочный электрод).
3.2 пистолет (gun): Горелка с рукояткой, расположенная почти перпендикулярно по отношению к корпусу горелки.
3.3 корпус горелки (torch body): Основная часть горелки, к которой подсоединяются кабель-шланговый пакет и другие детали.
3.4 рукоятка (handle): Часть горелки, которая располагается в руке оператора.
3.5 газовое сопло (gas nozzle): Деталь, расположенная на выходном конце горелки, которая направляет поток защитного газа вокруг дуги в зоне сварки.
3.6 неплавящийся электрод (non-consumable electrode): Электрод дуговой сварки, не расплавляющийся при сварке.
3.7 проволочный электрод (wire electrode): Проволока сплошного сечения или трубчатая проволока, по которой проходит сварочный ток.
3.8 токоподводящий наконечник (contact tip): Сменная металлическая деталь, закрепленная в передней части горелки, которая подводит сварочный ток и направляет проволочный электрод.
3.9 кабель-шланговый пакет (cable-hose assembly): Гибкая связка кабелей и шлангов и их соединительных элементов, подключенная к горелке или вспомогательному оборудованию.
3.10 горелка ручная (manual torch): Горелка, удерживаемая и управляемая рукой оператора во время работы.
3.11 горелка автоматическая (mechanically guided torch): Горелка, закрепленная в механическом устройстве и перемещаемая им во время работы.
3.12 горелка с воздушным охлаждением (air-cooled torch): Горелка, охлаждаемая окружающим воздухом и, при необходимости, защитным газом.
3.13 горелка с жидкостным охлаждением (liquid-cooled torch): Горелка, охлаждаемая потоком циркулирующей жидкости.
3.14 горелка механизированная (motorized torch): Горелка, содержащая механические устройства для подачи проволочного электрода.
3.15 горелка с катушкой (spool-on torch): Механизированная горелка, имеющая в составе катушку со сварочной проволокой.
3.16 напряжение зажигания и стабилизации дуги (arc striking and stabilizing voltage): Напряжение, подаваемое в сварочную цепь для зажигания дуги или ее поддержания, а также для обоих режимов вместе.
3.17 присадочный металл (filler metal): Добавляемый металл, заполняющий сварочный шов во время сварки или родственных процессов.
[IEC 60050-851:2008, 851-14-43]
3.18 присадочная проволока (filler wire): Присадочный металл в виде проволоки сплошного сечения или трубчатой порошковой проволоки, который может являться частью сварочной цепи.
3.19 сопло плазменное (plasma tip): Деталь, имеющая отверстие, сжимающее проходящую через него плазменную дугу.
3.20 внешний осмотр (visual inspection): Визуальный осмотр, проводимый для того, чтобы убедиться в отсутствии каких-либо отклонений от требований соответствующего стандарта.
[IEC 60974-1:2012, 3.7]
3.21 система плазменной резки (plasma cutting system): Комплект из источника питания, горелки и соответствующих предохранительных устройств для плазменной резки/строжки.
3.22 источник питания для плазменной резки (plasma cutting power source): Оборудование (источник тока и напряжения), обладающее заданными характеристиками для выполнения плазменной резки/строжки, подачи газа и охлаждающей жидкости.
Примечание - Источник питания для плазменной резки может также обеспечивать обслуживание другого и вспомогательного оборудования, например, обеспечивать подачу энергии, направляемую на внутренние нужды, подачу охлаждающей жидкости и защитного газа.
[IEC 60974-1:2012, 3.55]
3.23 соединительное устройство горелки (torch coupling device): Деталь горелки, соединяющая кабель-шланговый пакет со сварочным оборудованием.
Примечание - Соединительное устройство горелки может содержать несколько соединительных деталей.
3.24 горелка с системой удаления дыма (fume extraction torch): Горелка, оснащенная системой удаления дыма, образующегося во время сварки.
4 Условия окружающей среды
Горелки должны обеспечивать работоспособность при следующих условиях окружающей среды:
a) температура окружающего воздуха:
в процессе работы от -10°C до +40°C;
b) относительная влажность воздуха:
до 50% при 40°C;
до 90% при 20°C.
Горелки должны выдерживать хранение и транспортирование при температуре окружающего воздуха от -20°C до +55°C без нарушения работоспособности и производительности.
Примечание - Между производителем и потребителем оборудования могут оговариваться другие условия эксплуатации. Примером таких условий может служить: высокая влажность, наличие дыма, газа и паров с высокой коррозийной активностью, чрезмерный объем паров масла, чрезмерная вибрация или ударная нагрузка, чрезмерное количество пыли, суровые погодные условия, особые морские или прибрежные условия, условия нашествия вредителей и паразитов, условия воздушной среды, способствующие образованию плесени.
5 Классификация
5.1 Общие положения
Классификация горелок производится в соответствии:
a) с процессом, для которого они предназначены, см. 5.2;
b) со способом, который применяется для их управления, см. 5.3;
c) с типом системы охлаждения, см. 5.4;
d) с методом зажигания дуги для процессов с использованием плазмы, см. 5.5.
5.2 Процесс
Горелки могут иметь конструкцию, предназначенную для:
a) сварки MIG/MAG;
b) дуговой сварки плавящейся самозащитной порошковой проволокой;
c) сварки TIG;
d) плазменной сварки;
e) дуговой сварки под флюсом;
f) плазменной резки/строжки.
5.3 Управление
Способы управления горелкой:
a) ручной;
b) автоматический.
5.4 Охлаждение
Методы охлаждения горелки:
a) окружающим воздухом или защитным газом, см. 3.12;
b) жидкостью, см. 3.13.
5.5 Зажигание рабочей дуги для плазменных процессов
Методы зажигания рабочей дуги:
a) с использованием напряжения зажигания дуги;
b) с использованием дежурной дуги;
c) контактным способом.
6 Условия испытаний
6.1 Общие положения
Все испытания должны выполняться на одной и той же новой и полностью собранной горелке, оснащенной кабель-шланговым пакетом, входящим в комплект поставки.
Все испытания должны проводиться при температуре окружающего воздуха, указанной в разделе 4, перечисление a).
Требования к точности измерительных приборов:
a) электроизмерительные приборы: класс 1 (±1% от полного значения шкалы), за исключением измерения сопротивления изоляции и диэлектрической прочности, в отношении которых точность приборов не определена, но должна учитываться в результатах измерений;
b) приборы для измерения температуры: ±2 К.
6.2 Типовые испытания (периодические испытания продукции)
Все испытания, указанные ниже, должны выполняться на одном и том же образце в следующей последовательности:
a) общий внешний осмотр;
b) измерение сопротивления изоляции без ее увлажнения (предварительные испытания), см. 7.2;
c) измерение сопротивления ударной нагрузке, см. 11.1;
d) измерение устойчивости изоляции к воздействию горячих предметов, см. раздел 10;
e) проверка защиты от поражения электрическим током при прямом контакте, см. 7.4;
f) измерение сопротивления изоляции, см. 7.2;
g) измерение диэлектрической прочности, см. 7.3;
h) общий внешний осмотр.
Тепловые испытания в соответствии с 8.3 могут проводиться на отдельном образце, после чего следует провести испытание на герметичность системы охлаждения в соответствии с разделом 9. Прочие испытания, включенные в настоящий стандарт и не перечисленные здесь, могут проводиться в любой удобной последовательности.
6.3 Контрольные испытания (приемо-сдаточные испытания)
Указанные контрольные испытания должны выполняться на каждой горелке в следующей последовательности:
a) общий внешний осмотр;
b) функциональные испытания, указанные производителем, например проверка на отсутствие утечки жидкости или газа, правильность работы триггера.
7 Защита от поражения электрическим током
7.1 Номинальное напряжение
Горелки должны быть рассчитаны в зависимости от классификации и назначения, как показано в таблице 1.
Таблица 1 - Номинальное напряжение горелок
Классификация | Номи- | Сопро- | Диэлект- | Степень защиты в соответствии с IEC 60529 | |||
Отверстие сопла | Рукоятка | Соедини- | Прочие детали | ||||
Ручные горелки, кроме плазменной резки | 113 | 1 | 1000 | IP0X | IP3X | IP2X | IP3X |
Автоматические горелки, кроме плазменной резки и сварки под флюсом | 141 | 1 | 1000 | IP0X | Не применимо | IPXX | IP2X |
Автоматические горелки для сварки под флюсом | 141 | 1 | 1000 | IP0X | Не применимо | IPXX | IPXX |
Ручные горелки для плазменной резки | 500 | 2,5 | 2100 | Плазменное сопло, см. 7.4.2 | IP4X | IP3X | IP3X |
Автоматические горелки для плазменной резки | 500 | 2,5 | 2100 | IP0X | Не применимо | IP2X | IP2X |
| |||||||
7.2 Сопротивление изоляции
Сопротивление изоляции новой горелки после увлажнения не должно быть меньше значений, указанных в таблице 1.
Соответствие требованиям необходимо проверить посредством проведения следующего испытания:
a) Увлажнение
Температура t в камере для увлажнения должна поддерживаться между 20°C и 30°C при относительной влажности от 91% до 95%.
Горелка, к которой подсоединен кабель-шланговый пакет (без охлаждающей жидкости в горелках с жидкостным охлаждением), выдерживается при температуре между t и (t+4)°C, после чего на 48 часов помещается в камеру для увлажнения.
b) Измерение сопротивления изоляции
Сразу же после завершения операции увлажнения рукоятку горелки и по одному метру с каждого конца кабель-шлангового пакета тщательно протирают и плотно обертывают металлической фольгой, покрывающей наружную поверхность изоляции.
Сопротивление изоляции измеряется путем прикладывания напряжения постоянного тока 500 В между:
- всеми цепями и металлической фольгой;
- между всеми проводами и цепями, которые имеют изоляцию друг от друга внутри горелки.
Измерение производится после стабилизации показаний прибора.
7.3 Диэлектрическая прочность
7.3.1 Общие требования
Изоляция должна выдерживать испытательное напряжение, приведенное в таблице 1, без электрического разряда или пробоя.
Испытательное напряжение переменного тока должно иметь приближенную к синусоидальной форму с амплитудным значением, не превышающим значения таблицы 1 более чем в 1,45 раза, и частоту около 50 или 60 Гц. Допускается испытательное напряжение постоянного тока, в 1,4 раза превышающее среднеквадратичное значение испытательного напряжения.
Соответствие должно быть проверено путем следующего испытания.
Испытание горелок с жидкостным охлаждением проводится без охлаждающей жидкости.
Рукоятки горелок плотно обертываются металлической фольгой. Кабель-шланговый пакет располагается таким образом, чтобы обеспечить контакт с проводящей поверхностью по всей длине, например, путем намотки на металлический цилиндр или раскладывания в виде спирали на плоской металлической поверхности. Металлическая фольга и проводящая поверхность должны иметь электрический контакт.
Полное испытательное напряжение должно прикладываться в течение 60 сек между:
a) проводящей поверхностью и каждой изолированной цепью;
b) всеми цепями, которые имеют изоляцию друг от друга внутри горелки (например, триггер или другие цепи дистанционного управления).
По усмотрению производителя испытательное напряжение может медленно увеличиваться до максимальной величины.
Максимально допустимое значение тока срабатывания реле защиты от перегрузки должно составлять 100 мА. Высоковольтный трансформатор должен обеспечивать подачу указанного напряжения до отключения тока. Срабатывание реле защиты от перегрузки рассматривается как неудовлетворительный результат испытаний.
7.3.2 Дополнительные требования к горелкам для плазменной резки
У горелок для плазменной резки изоляция между рукояткой и электрической цепью резки должна выдерживать испытательное среднеквадратическое напряжение величиной 3750 В. Во время испытаний горелок для плазменной резки на диэлектрическую прочность электрод и плазменное сопло должны иметь электрический контакт.
Соответствие должно быть проверено путем проведения испытания, описанного в 7.3.1.
7.3.3 Дополнительные требования к напряжению зажигания и стабилизации дуги
Для горелок, используемых с устройствами зажигания и стабилизации дуги, должно указываться напряжение зажигания и стабилизации дуги.
Для горелок для плазменной сварки и сварки вольфрамовым электродом в среде инертного газа (TIG) напряжение зажигания и/или стабилизации дуги определяется производителем.
Напряжение зажигания и/или стабилизации дуги горелок для плазменной резки должно определяться следующим образом:
a) работа с каждым источником тока должна соответствовать требованиям, предъявляемым к безопасным системам [см. пункт o) раздела 13], согласно рекомендациям производителя оборудования, например, с использованием соответствующих расходных материалов и газов, а также при условии единственной неисправности;
b) измерение напряжения зажигания и/или стабилизации дуги производится на каждом конце горелки;
c) наибольшее значение напряжения, полученное от всех источников тока, проверяемых по пункту a), принимается как напряжение зажигания и/или стабилизации дуги.
Изоляция горелки должна выдерживать испытательное напряжение без пробоя или поломки. Коронные разряды допускаются.
Испытание горелок с жидкостным охлаждением может проводиться без охлаждающей жидкости.
Соответствие должно быть проверено путем следующего испытания.
Рукоятки горелок плотно обертывают металлической фольгой. Кабель-шланговый пакет располагают таким образом, чтобы обеспечить контакт с проводящей поверхностью по всей длине, например, путем намотки на металлический цилиндр или раскладывания в виде спирали на плоской металлической поверхности. Металлическая фольга и проводящая поверхность должны иметь электрический контакт.
Испытательное напряжение с пиковым значением, на 20% превышающим номинальное напряжение зажигания и стабилизации дуги, прикладывается в течение 2 с между электродом горелки и проводящей поверхностью, а также между электродом и другими изолированными цепями. В качестве испытательного напряжения могут использоваться:
a) высокочастотные импульсы длительностью от 0,2 мкс до 8 мкс с частотой повторения от 50 до 300 Гц; или
b) напряжение переменного тока с приближенной к синусоидальной формой и частотой 50 или 60 Гц.
7.4 Защита от поражения электрическим током в режиме штатной эксплуатации (прямой контакт)
7.4.1 Требования к степени защиты
Горелки должны соответствовать требованиям к степени защиты, приведенным в таблице 1. Кроме того, кабель-шланговый пакет должен иметь степень защиты IP3X. Горелки не предназначены для эксплуатации во время дождя или снега и в аналогичных условиях.
Соответствие должно быть проверено согласно стандарту IEC 60529.
7.4.2 Дополнительные требования к горелкам для плазменной резки
Горелка для плазменной резки, ее детали (например, заменяемые по причине износа) и источник питания для плазменной резки, рекомендованные производителем, должны образовывать безопасную систему.
Дополнительные требования к горелкам для плазменной резки приведены в 6.3.4 IEC 60974-1:2012.
8 Термостойкость
8.1 Общие положения
Ручные горелки должны быть, как минимум, рассчитаны на работу с рабочим циклом 100%, 60% или 35%.
Автоматические горелки должны быть, как минимум, рассчитаны на рабочий цикл 100%.
Горелки с системой удаления дыма должны быть рассчитаны на объем удаляемого дыма, определенный производителем.
8.2 Повышение температуры
Повышение температуры ручных горелок в любой точке внешней поверхности рукоятки, которая охватывается рукой оператора, не должно превышать 30°C.
Повышение температуры в любой точке внешней поверхности кабель-шлангового пакета не должно превышать 40°C.
После завершения испытаний безопасность и эксплуатационные характеристики горелки не должны ухудшиться.
Соответствие должно быть проверено путем проведения испытаний на нагрев согласно 8.3.
8.3 Тепловые испытания
8.3.1 Общие положения
На горелки должны подаваться все значения номинальных токов при соответствующих номинальных рабочих циклах, см. 8.1.
Среднее значение постоянного тока и полярность электрода выбираются в соответствии с 8.3.2 и 8.3.3.
Измерение температуры производится в наиболее горячей точке рукоятки ручной горелки, на участке, который наиболее часто охватывается рукой оператора.
Измерение температуры производится в наиболее горячей точке кабель-шлангового пакета.
Приборы для измерения температуры, рукоятка и кабель-шланговый пакет должны быть защищены от сквозняков и источников теплового излучения.
Зажимное приспособление, используемое для крепления горелки, не должно оказывать существенного влияния на результаты испытаний, например, из-за тепловых потерь.
Горелки с жидкостным охлаждением должны постоянно охлаждаться жидкостью при минимальном расходе с минимальной охлаждающей способностью, как указано производителем [см. перечисление h), раздел 13].
Примечание - Охлаждающая способность определена в IEC 60974-2.
Каждое испытание на нагрев выполняется не менее 30 минут и продолжается до тех пор, пока скорость повышения температуры не превысит 2 К/ч.
Время цикла испытаний должно составлять 10 минут.
Измерение температуры окружающего воздуха и горелки должно производиться одновременно в течение последних 10 минут в случае непрерывной нагрузки (рабочий цикл 100%). При меньшем рабочем цикле температура измеряется в середине времени работы под нагрузкой в последнем рабочем цикле.
Температура окружающего воздуха измеряется прибором, расположенным на высоте расположения горелки и на расстоянии 2 м от нее, при наличии средств защиты от сквозняков и источников теплового излучения.
8.3.2 Горелка для дуговой сварки в среде инертного/активного газа (MIG/MAG) или дуговой сварки, плавящейся самозащитной порошковой проволокой
В поворотном устройстве горизонтально закрепляется предназначенная для сварки металлическая труба соответствующей длины и диаметра, например диаметром 400 мм и длиной 500 мм. Внутренняя часть трубы охлаждается водой.
Горелка должна располагаться в плоскости, перпендикулярной по отношению к оси трубы таким образом, чтобы проволочный электрод отклонялся на угол 15 градусов относительно вертикали (см. рисунок В.1). Кроме того, для ручных горелок рукоятка должна находиться на более холодной стороне трубы.
Движение горелки должно выполняться параллельно осевой линии трубы, чтобы сформировать сварной шов.
a) Условия проведения испытаний для дуговой сварки алюминиевых сплавов металлическим электродом в среде инертного газа (MIG) приведены ниже и в таблице 2:
- проволочный электрод .................................................... алюминий с присадкой от 3% до 5% магния; | ||||
- род тока ..............................................................................................................................................постоянный; | ||||
- полярность ................................................................................................................................................прямая; | ||||
- защитный газ .................................................................................................................................................аргон; | ||||
- материал трубы ............................................................................................................... алюминиевый сплав; | ||||
- напряжение под нагрузкой и скорость сварки............................................................................ | регулируется для получения устойчивой дуги и непрерывной сварочной ванны. | |||
Таблица 2 - Значения для испытаний при дуговой сварке металлическим электродом в среде инертного газа (MIG) алюминиевых сплавов
Сварочный ток, A | Номинальный диаметр проволочного электрода, мм | Расстояние между токоподводящим наконечником и металлической трубой ±20%, мм | Максимальный расход газа, л/мин |
До 150 | 0,8 | 10 | 10 |
От 151 до 200 | 1 | 15 | 12 |
От 201 до 300 | 1,2 | 18 | 15 |
От 301 до 350 | 1,6 | 22 | 18 |
От 351 до 500 | 2 | 26 | 20 |
Более 500 | 2,4 | 28 | 20 |
b) Условия проведения испытаний для дуговой сварки низкоуглеродистых сталей металлическим электродом в среде активного газа (MAG) приведены ниже и в таблице 3:
- проволочный электрод ............................. мягкая с медным покрытием (низкоуглеродистая) сталь; | ||||
- род тока ............................................................................................................................................. постоянный; | ||||
- полярность ................................................................................................................................................ прямая; | ||||
- защитный газ ................................................................... газовая смесь аргон/CO | ||||
- материал трубы ...................................................................................... мягкая (низкоуглеродистая) сталь; | ||||
- напряжение под нагрузкой и скорость сварки .......... | регулируется для получения устойчивой дуги и непрерывной сварочной ванны. | |||
Если в инструкции по эксплуатации указаны дополнительные значения для защитного газа СО, то необходимо выполнить дополнительные испытания с этим газом с условиями испытаний, приведенными в таблице 3.
Таблица 3 - Значения для испытаний при дуговой сварке в среде активного газа (MAG) низкоуглеродистых сталей
Сварочный ток, A | Номинальный диаметр проволочного электрода, мм | Расстояние между токоподводящим наконечником и металлической трубой ±20%, мм | Максимальный расход газа, л/мин |
До 150 | 0,8 | 10 | 10 |
От 151 до 250 | 1 | 15 | 13 |
От 251 до 350 | 1,2 | 18 | 15 |
От 351 до 500 | 1,6 | 22 | 20 |
Более 500 | 2 | 26 | 25 |
c) Условия проведения испытаний для дуговой сварки металлов порошковой проволокой в среде активного газа (MAG) приведены ниже и в таблице 4:
- проволочный электрод .................................................................................................................... рутиловый; | ||||
- род тока .............................................................................................................................................. постоянный; | ||||
- полярность ................................................................................................................................................ прямая; | ||||
- защитный газ ............................................................... газовая смесь аргон/CO | ||||
- материал трубы ...................................................................................... мягкая (низкоуглеродистая) сталь; | ||||
- напряжение под нагрузкой и скорость сварки ............... | регулируется для получения устойчивой дуги и непрерывной сварочной ванны. | |||
Таблица 4 - Значения для испытаний при дуговой сварке металлов порошковой проволокой в среде активного газа (MAG)
Сварочный ток, A | Номинальный диаметр проволочного электрода, мм | Расстояние между токоподводящим наконечником и металлической трубой ±20%, мм | Максимальный расход газа, л/мин |
От 251 до 350 | От 1,2 до 1,4 | 25 | 15 |
От 351 до 500 | От 1,6 до 2 | 30 | 18 |
Более 500 | 2,4 | 35 | 20 |
d) Условия проведения испытаний для дуговой сварки низкоуглеродистых сталей порошковой проволокой без защитного газа приведены ниже и в таблице 5:
- проволочный электрод ................................ | тип 1: проволока с быстрым затвердеванием шлака для сварки в любых пространственных положениях; тип 2: проволока, обеспечивающая высокую производительность сварки в нижнем пространственном положении и в нижнем пространственном положении швов тавровых соединений; | |||
- род тока ............................................................ | постоянный; | |||
- полярность ..................................................... | проволочный электрод, тип 1: обратная; проволочный электрод, тип 2: прямая; | |||
- материал трубы ............................................. | мягкая (низкоуглеродистая) сталь; | |||
- напряжение под нагрузкой и скорость сварки ................................................................. | регулируется для получения устойчивой дуги и непрерывной сварочной ванны. | |||
Таблица 5 - Значения для испытаний при дуговой сварке плавящейся самозащитной порошковой проволокой низкоуглеродистых сталей
Сварочный ток, A | Тип проволочного электрода | Номинальный диаметр электрода, мм | Расстояние между токоподводящим наконечником и металлической трубой ±20%, мм |
До 250 | 1 | До 1,2 | 20 |
От 251 до 350 | 2 | От 1,6 до 2,0 | 50 |
От 351 до 500 | 2 | От 2,4 до 3,0 | 50 |
Более 500 | 2 | 3,2 и более | 60 |
8.3.3 Горелка для сварки вольфрамовым электродом в среде инертного газа (TIG) и плазменной дуговой сварки
Для проведения испытаний используют медный блок с водяным охлаждением или без него (см., например, приложение C), при этом горелку располагают перпендикулярно по отношению к верхней горизонтальной поверхности медного блока (см. рисунки B.2 и B.3).
Расход защитного газа для горелок плазменной сварки определяется производителем в инструкциях по эксплуатации.
Оборудование для испытаний должно быть собрано, как показано на рисунке A.5.
Номинальное значение переменного сварочного тока горелки определяется на уровне 70% относительно номинального значения постоянного тока.
a) Условия проведения испытаний для сварки вольфрамовым электродом в среде инертного газа (TIG) приведены ниже и в таблице 6:
- тип электрода ................................................. | вольфрамовый сплав; | |||
- диаметр электрода ....................................... | максимальный для выбранного значения испытательного тока согласно рекомендациям производителя; | |||
- род тока ............................................................ | постоянный; | |||
- полярность ...................................................... | обратная; | |||
- защитный газ .................................................. | аргон; | |||
- напряжение под нагрузкой ....................... | регулируется для получения устойчивой дуги и непрерывной сварочной ванны. | |||
Таблица 6 - Значения для испытаний сварки вольфрамовым электродом в среде инертного газа (TIG)
Сварочный ток, A | Максимальный расход газа, л/мин | Расстояние между соплом и медным блоком ±1 мм, мм | Расстояние между электродом и медным блоком ±1 мм, мм |
До 150 | 7 | 8 | 3 |
От 151 до 250 | 9 | 10 | 5 |
От 251 до 350 | 11 | 10 | 5 |
От 351 до 500 | 13 | 10 | 5 |
Более 500 | 15 | 10 | 5 |
b) Условия проведения испытаний для плазменной сварки приведены ниже и в таблице 7:
- род тока ............................................................ | постоянный; | |||
- полярность ..................................................... | обратная; | |||
- газы и их расход .............................................. | определяются производителем. | |||
Таблица 7 - Значения для испытаний плазменной сварки
Сварочный ток, A | Расстояние между плазменным соплом и медным блоком, ±1 мм |
До 30 | 3 |
От 31 до 50 | 3 |
От 51 до 100 | 3 |
От 101 до 150 | 4 |
От 151 до 200 | 6 |
От 201 до 250 | 8 |
От 251 до 280 | 8 |
Более 280 | 10 |
8.3.4 Горелка для плазменной резки
Горелку подвергают испытаниям:
a) при номинальном токе с соответствующим номинальным рабочим циклом, см. 8.1;
b) в зависимости от типа газа и расхода, указанных производителем;
c) на расстоянии между плазменным соплом и рабочей деталью, которое указано производителем, по одной из следующих схем испытаний:
1) медным блоком с отверстием, приведенным в приложении D или аналогичным (для тока до 75 A): горелка должна располагаться перпендикулярно горизонтальной поверхности медного блока и по центру отверстия;
2) медными стержнями со щелью, приведенными в приложении E, или аналогичным устройством (для тока до 200 A): горелка должна располагаться перпендикулярно верхней горизонтальной поверхности медных стержней, по центру между ними и перемещаться на расстояние примерно 500 мм вперед и назад;
3) резка (для любых значений тока): горелка должна располагаться перпендикулярно поверхности листа из низкоуглеродистой стали или трубы, с максимальной толщиной, указанной производителем для номинального значения тока. Скорость резки должна быть достаточной для прохождения плазмы сквозь материал. Для снижения количества отходов допускается производить резку таким образом, чтобы смещение дуги было примерно равно ширине реза за один проход.
Для рабочих циклов менее 100% после каждой остановки следует начинать новый разрез. Все разрезы должны начинаться от края стального листа;
4) другие средства, эквивалентные указанным в перечислениях 1), 2) или 3).
8.3.5 Горелка для дуговой сварки под флюсом
В поворотном устройстве горизонтально закрепляется металлическая труба соответствующей длины и диаметра, например диаметром 400 мм и длиной 500 мм. Внутренняя часть трубы охлаждается водой.
Горелка должна располагаться в плоскости, перпендикулярной оси трубы таким образом, чтобы проволочный электрод отклонялся на угол 15 градусов от вертикали (см. рисунок В.1). Кроме того, для ручных горелок рукоятка должна находиться на более холодной стороне трубы.
Движение горелки должно происходить параллельно осевой линии трубы, чтобы сформировать сварной шов.
Горелку подвергают испытаниям:
a) при номинальном токе с соответствующим номинальным рабочим циклом, см. 8.1;
b) в зависимости от типа проволоки и флюса, указанных производителем; и
c) с родом тока и полярностью электрода, указанными производителем.
9 Давление в системе жидкостного охлаждения
Система жидкостного охлаждения горелок должна выдерживать минимальное давление 0,5 МПа (5 бар) при минимальной температуре 70°C без протечек.
Соответствие должно быть проверено путем измерений и внешнего осмотра сразу после испытаний на нагрев согласно 8.3.
10 Стойкость изоляции к воздействию горячих предметов
Изоляция рукоятки и кабель-шлангового пакета должна выдерживать воздействие горячих объектов и попадание обычного количества сварочных брызг без возгорания или снижения уровня безопасности.
Данное требование не распространяется:
a) на соединительное устройство горелки;
b) соединительное устройство кабель-шлангового пакета для подключения к источнику сварочного тока и вспомогательному оборудованию;
c) автоматические горелки, имеющие защиту в основной установке;
d) кабель-шланговый пакет, подключенный между источником сварочного тока и вспомогательным оборудованием со встроенным сварочным кабелем;
e) кабель-шланговый пакет, который не является частью сварочной цепи.
Соответствие должно быть проверено с помощью устройства, приведенного на рисунке 1.
Размеры в миллиметрах
|
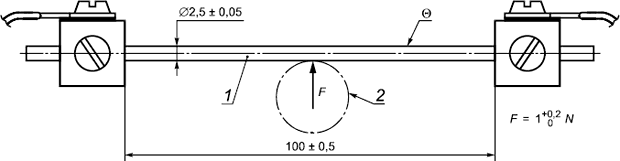
1 - хромоникелевая сталь 18/8; 2 - рукоятка горелки; - температура испытания
Рисунок 1 - Устройство для проверки стойкости изоляции к воздействию горячих предметов
Через стержень пропускается электрический ток (приблизительно 23 А), пока не будет достигнута устойчивая температура 250
°C. Во время испытаний значение температуры горячего стержня должно оставаться неизменным. Измерение температуры производится контактным термометром или термопарой. Горячий горизонтальный стержень прикладывается с усилием на две минуты к изоляции в наиболее уязвимой точке (например, в точке с наименьшей толщиной изоляции и как можно ближе к токоведущим частям). Горячий стержень не должен проходить сквозь изоляцию и вступать в контакт с токоведущими частями. При испытаниях рукоятки стержень должен прикладываться в месте, имеющем наименьшую толщину, где токоведущие детали расположены наиболее близко к поверхности рукоятки. Следует произвести попытку зажигания газов, которые могут образовываться в точке контакта с горячим стержнем, с помощью электрической искры или небольшого источника пламени. Если эти газы являются горючими, то их горение должно прекращаться сразу же после удаления стержня.
После испытаний рукоятка и кабель-шланговый пакет должны соответствовать требованиям раздела 7.
11 Механические требования
11.1 Ударопрочность
Ручные горелки должны обладать механической прочностью, достаточной для того, чтобы при эксплуатации в соответствии с установленными требованиями не допускать возникновения повреждений, которые могут повлиять на безопасность и эксплуатационные характеристики.
После окончания испытаний хрупкие детали, такие как керамические сопла и т.д., повреждение которых ухудшает эксплуатационные характеристики, но не ухудшает безопасность, могут быть заменены.
Раздел 11 не распространяется на горелки с катушками, автоматические горелки и механизированные горелки.
Соответствие требованиям должно быть проверено путем внешнего осмотра и проведения следующего испытания ударным нагрузкам.
Горелка, вытянутая на полную длину кабель-шлангового пакета (3 м), поднимается на высоту 1 м при измерении от рукоятки, т.е. на 0,2 м выше уровня точки подключения разъемов кабель-шлангового пакета, как показано на рисунке 2.
|
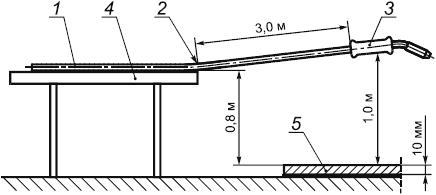
1 - кабель-шланговый пакет; 2 - точка крепления; 3 - рукоятка горелки; 4 - стол; 5 - стальная плита
Рисунок 2 - Устройство для испытаний ударной нагрузке
Рукоятка горелки отпускается без придания ей начальной скорости и падает на твердую и жесткую поверхность, например на стальную плиту. Данная процедура повторяется 10 раз и проводится так, чтобы горелка ударялась разными сторонами.
После испытания горелка должна отвечать требованиям раздела 7 и быть в рабочем состоянии.
11.2 Открытые детали
Открытые детали не должны иметь острых краев, шероховатых поверхностей или выступающих частей, которые создают большую вероятность получения травм.
Соответствие требованиям должно быть проверено путем внешнего осмотра.
11.3 Материал рукоятки
В соответствии с требованиями IEC 60695-11-10 рукоятки ручных горелок для плазменной резки должны иметь класс огнестойкости НВ или выше.
Соответствие требованиям должно быть проверено контролем в соответствии с техническими условиями на неметаллические материалы.
12 Маркировка
Горелка должна иметь четкую нестираемую маркировку, содержащую следующую информацию:
a) наименование производителя, дистрибьютора, импортера или зарегистрированный товарный знак;
b) тип (идентификационные данные), как указано производителем;
c) ссылку на настоящий стандарт, подтверждающую, что горелка соответствует его требованиям.
Пример:
Производитель - тип - стандарт
XXX - YYY - IEC 60974-7
Соответствие требованиям должно быть проверено внешним осмотром и испытаниями, приведенными в разделе 15 IEC 60974-1:2012.
13 Инструкция по эксплуатации
Каждая горелка должна поставляться в комплекте с инструкцией. Данная инструкция, как минимум, должна содержать следующую информацию (если применимо):
a) процесс, см. 5.2;
b) способ управления горелкой, см. 5.3;
c) напряжение зажигания и стабилизации дуги, см. 7.3.3;
d) номинальный ток и соответствующий рабочий цикл, см. 8.1;
e) тип защитного газа (например, аргона, CO или газовой смеси с указанием процентного содержания) или, для горелок для плазменной резки, тип газа, его расход и/или рабочее давление;
f) длина кабель-шлангового пакета;
g) тип и диапазон диаметров электродной проволоки или, для горелок для плазменной резки, соответствующие комбинации плазменного сопла, сопла и типов электродов;
h) тип охлаждения, см. 5.4
и для горелок с жидкостным охлаждением:
1) минимальный расход жидкости, л/мин;
2) минимальное и максимальное давление на входе, МПа (бар);
3) минимальная охлаждающая способность, кВт
и для горелок с системой удаления дыма:
4) объем удаляемого дыма, м/ч;
i) номинальные характеристики элементов электрического управления, встроенных в горелку;
j) требования к подключению горелки;
k) информация о безопасной эксплуатации горелки, включая условия окружающей среды;
l) ссылка на настоящий стандарт, подтверждающая, что горелка соответствует его требованиям;
m) условия, при которых требуется соблюдение дополнительных мер предосторожности (например, среда с повышенной опасностью поражения электрическим током, огнеопасная внешняя среда, легковоспламеняющиеся изделия, расположенные на высоте рабочие места, вентиляция, шум, закрытые пространства и т.д.).
Дополнительно для горелок для плазменной резки:
n) максимальное и минимальное давление газа на входе;
o) информация о безопасной эксплуатации горелок для плазменной резки и работы устройств безопасности, например список подходящих элементов системы плазменной резки, рекомендуемых производителем для использования в системе с указанием модели, номера по каталогу и/или серийного номера. Каждый перечисленный элемент должен обеспечивать необходимый уровень защиты оператора (включая совместимость устройств безопасности и/или цепей защиты, напряжение холостого хода, напряжение зажигания дуги и безопасное подключение горелки к источнику тока для плазменной резки);
p) тип (идентификационные данные) источника тока для плазменной резки, который вместе с плазменной горелкой образует безопасную систему.
Соответствие должно быть установлено проверкой знания инструкций.
Приложение A
(справочное)
Дополнительная терминология
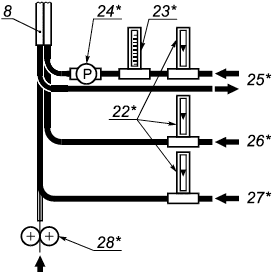
Следующие термины (см. таблицу A.1) и чертежи (см. рисунки A.1-A.7 и В.1-В.3) не используются в тексте настоящего стандарта, они приведены в качестве полезных справочных данных для лучшего понимания конструкции горелок.
Таблица A.1 - Список терминов
Позиции на рисунках приложений A и B | Термин на английском языке/Термин на русском языке |
1 | gas nozzle - газовое сопло |
2 | insulator - изолятор |
3 | contact tip - токоподводящий наконечник |
4 | tip adapter with or without gas diffuser - держатель наконечника с газовым диффузором или без него |
5 | neck - гусак |
6 | torch body - корпус горелки |
7 | handle - рукоятка |
8 | cable-hose assembly - кабель-шланговый пакет |
9 | body housing - защитный кожух корпуса |
10 | hand shield - защитная накладка для руки |
11 | gas lens filter - газо-линзовый фильтр |
12 | gas lens - газовая линза |
13 | collet body - корпус цанги |
14 | heat shield - тепловой экран |
15 | collet - цанга |
16 | electrode - электрод |
17 | back cap (short) - задний колпачок (короткий) |
18 | back cap (long) - задний колпачок (длинный) |
19 | plasma tip - сопло плазменное |
20 | gas distributor - газораспределитель |
21 | gas diffuser - газовый диффузор |
22 | flow meter - расходомер |
23 | thermometer - термометр |
24 | inlet pressure - входное давление |
25 | cooling liquid - охлаждающая жидкость |
26 | shielding gas - защитный газ |
27 | plasma gas - плазменный газ |
28 | wire feeder - устройство подачи проволоки |
29 | torch - горелка |
30 | adjustment unit - узел регулировки |
31 | metal tube - металлическая труба |
32 | copper block - медный блок |
Примечание - Позиции с 29 по 32 показаны на рисунках приложения В. | |
|
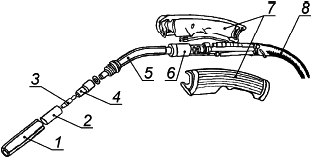
Рисунок A.1 - Горелка для дуговой сварки в среде инертного/активного газа (MIG/MAG) и дуговой сварки самозащитной порошковой проволокой
|
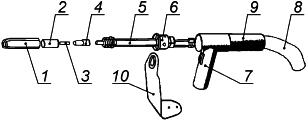
Рисунок A.2 - Пистолет для дуговой сварки в среде инертного/активного газа (MIG/MAG) и дуговой сварки самозащитной порошковой проволокой
|
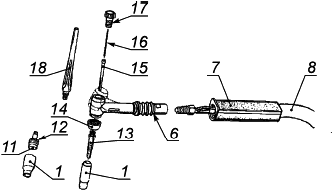
Рисунок A.3 - Горелка для сварки вольфрамовым электродом в среде инертного газа
|
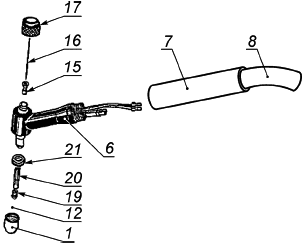
Рисунок A.4 - Горелка для плазменной сварки
|
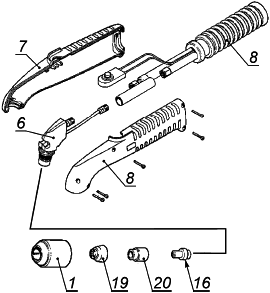
Рисунок A.5 - Горелка для плазменной резки
|
________________
* При необходимости
Рисунок A.6 - Блок питания
|
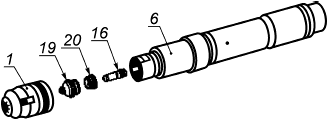
Рисунок A.7 - Плазменная автоматическая горелка
Примечание - Пояснения к позициям см. в таблице A.1.
Приложение B
(обязательное)
Положение сварочных горелок при проведении испытаний на нагрев
Положение сварочных горелок при проведении испытаний на нагрев показано на рисунках B.1, B.2 и B.3
|
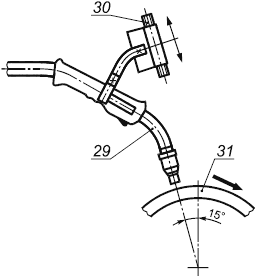
Рисунок В.1 - Горелки MIG/MAG
|
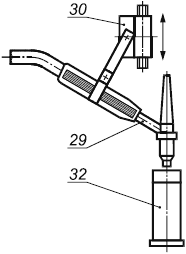
Рисунок В.2 - Горелки TIG
|
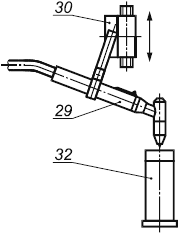
Рисунок В.3 - Горелки для плазменной сварки
Примечание - Пояснения к позициям см. в таблице А.1.
Приложение C
(справочное)
Охлаждаемый медный блок
Пример конструкции медного блока с водяным охлаждением показан на рисунке С.1.
Размеры в миллиметрах
|
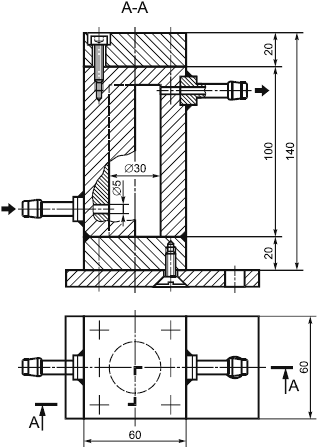
Рисунок C.1 - Медный блок с водяным охлаждением
Приложение D
(справочное)
Медный блок с отверстием
Пример конструкции медного блока с отверстием и водяным охлаждением показан на рисунке D.1.
Размеры в миллиметрах
|
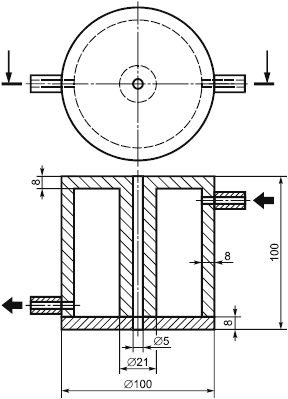
Рисунок D.1 - Медный блок с отверстием и водяным охлаждением
Приложение E
(справочное)
Медные стержни со щелью
Пример конструкции медных стержней со щелью и водяным охлаждением показан на рисунке E.1.
Размеры в миллиметрах
|
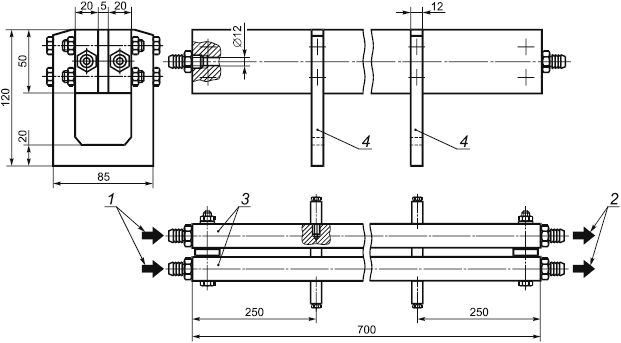
1 - патрубки для подачи воды; 2 - патрубки для выпуска воды; 3 - медный стержень; 4 - опора
Рисунок E.1 - Медный блок со щелью и водяным охлаждением
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
IEC 60050 (all parts) | - | * |
IEC 60529 | MOD | ГОСТ 14254-2015 (IEC 60529:2013) "Степени защиты, обеспечиваемые оболочками (Код IP)" |
IEC 60664-1 | - | * |
IEC 60695-11-10 | - | * |
IEC 60974-1:2012 | - | *, |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
________________
В Российской Федерации действует ГОСТ Р МЭК 60947-1-2012.
Библиография
IEC 60974-2:2013 | Arc welding equipment - Part 2: Liguid cooling systems (Оборудование для дуговой сварки. Часть 2. Системы жидкостного охлаждения) |
УДК 621.791:006.354 | МКС 25.160 |
Ключевые слова: дуговая сварка, оборудование, сварочная проволока, горелка, сопло, плазменная резка | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}