ГОСТ IEC 60974-10-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
Часть 10
Требования электромагнитной совместимости (ЭМС)
Arc welding equipment. Part 10. Electromagnetic compatibility (EMC) requirements
МКС 25.160
Дата введения 2018-12-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Научно-испытательный центр "САМТЭС" и Техническим комитетом по стандартизации ТК 030 "Электромагнитная совместимость технических средств" на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 12 декабря 2017 г. N 104-П)
За принятие проголосовали:
Краткое наименование страны | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 декабря 2017 г. N 1987-ст межгосударственный стандарт ГОСТ IEC 60974-10-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2018 г.
5 Настоящий стандарт идентичен международному стандарту IEC 60974-10:2015* "Оборудование для дуговой сварки. Часть 10. Требования электромагнитной совместимости (ЭМС)" ["Arc welding equipment - Part 10: Electromagnetic compatibility (EMC) requirements", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт IEC 60974-10:2015 подготовлен Техническим комитетом 26 "Электрическая сварка" Международной электротехнической комиссии (IEC).
Настоящее объединенное издание IEC 60974-10 включает в себя третье издание, опубликованное в 2014 г., с изменением 1 (2015).
IEC 60974-10:2015 содержит следующие существенные изменения по отношению к предыдущему изданию:
- включение для использования на добровольной основе устройства развязки для нагрузки вне камеры для испытаний;
- включение альтернативной испытательной установки для портативного оборудования;
- включение условий испытаний применительно к сложным системам дистанционного управления, системам жидкостного охлаждения и устройствам зажигания и стабилизации дуги;
- корректировка применимых норм, относящихся к обновленной ссылке на CISPR 11;
- исключение использования ослабления норм для узкополосной радиочастотной электромагнитной эмиссии;
- корректировка применимых норм для гармонических составляющих и фликера и включение алгоритмов, относящихся к обновленным ссылкам на IEC 61000-3-11 и IEC 61000-3-12;
- корректировка требований, относящихся к обновленным ссылкам на IEC 61000-4-11 и IEC 61000-4-34;
- корректировка справочного приложения для установки и использования;
- включение условных графических изображений для индикации радиочастотного класса оборудования и ограничений в использовании оборудования.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает:
a) применяемость стандартов и методов испытаний для радиочастотной электромагнитной эмиссии;
b) применяемость стандартов и методов испытаний для эмиссии гармонических составляющих тока, колебаний напряжения и фликера;
c) требования помехоустойчивости и методы испытаний для непрерывных и переходных кондуктивных и излучаемых помех, включая электростатические разряды.
Настоящий стандарт распространяется на оборудование, предназначенное для дуговой сварки и родственных процессов, включая источники питания и вспомогательное оборудование, например механизмы подачи сварочной проволоки, жидкостные системы охлаждения, устройства зажигания и стабилизации дуги.
Примечание 1 - Родственными процессами являются, например, плазменная резка и контактно-дуговая сварка.
Примечание 2 - В настоящем стандарте не установлены основные требования безопасности к оборудованию для дуговой сварки, например по защите от поражения электрическим током, небезопасного функционирования, по координации изоляции и испытаниям соответствующих диэлектриков.
Тип оборудования для дуговой сварки, прошедший испытания и продемонстрировавший соответствие требованиям настоящего стандарта, считается отвечающим требованиям при всех его применениях.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
IEC 60050 (all parts), International Electrotechnical Vocabulary [Международный электротехнический словарь (все части)]
IEC 60974-1, Arc welding equipment - Part 1: Welding power sources (Оборудование для дуговой сварки. Часть 1. Источники сварочного тока)
IEC 60974-6, Arc welding equipment - Part 6: Limited duty equipment (Оборудование для дуговой сварки. Часть 6. Оборудование для работы в ограниченном режиме)
IEC 61000-3-2:2005, Electromagnetic compatibility (EMC) - Part 3-2: Limits - Limits for harmonic current emissions (equipment input current
16 A per phase). Amendment 1:2008; Amendment 2:2009 [Электромагнитная совместимость (ЭМС). Часть 3-2. Нормы. Нормы эмиссии гармонических составляющих тока (оборудование с входным током не более 16 А в одной фазе). Изменение 1 (2008); Изменение 2 (2009)]
________________
Заменен на IEC 61000-3-2(2018).
IEC 61000-3-3:2013, Electromagnetic compatibility (EMC) - Part 3-3: Limits - Limitation of voltage changes, voltage fluctuations and flicker in public low-voltage supply systems, for equipment with rated current 16 A per phase and not subject to conditional connection [Электромагнитная совместимость (ЭМС). Часть 3-3. Нормы. Ограничение изменений напряжения, колебаний напряжения и фликера в общественных низковольтных системах электроснабжения для оборудования с номинальным током
16 А в одной фазе, не подлежащего условному соединению]
IEC 61000-3-11:2000, Electromagnetic compatibility (EMC) - Part 3-11: Limits - Limitation of voltage changes, voltage fluctuations and flicker in public low-voltage supply systems - Equipment with rated current
75 A and subject to conditional connection [Электромагнитная совместимость (ЭМС). Часть 3-11. Нормы. Ограничение изменений напряжения, колебаний напряжения и фликера в общественных низковольтных системах электроснабжения. Оборудование с номинальным током
75 А в одной фазе, подлежащее условному соединению]
________________
Заменен на IEC 61000-3-11(2017).
IEC 61000-3-12:2011, Electromagnetic compatibility (EMC) - Part 3-12: Limits for harmonic currents produced by equipment connected to public low-voltage systems with input current > 16 A and 75 A per phase [Электромагнитная совместимость (ЭМС). Часть 3-12. Нормы. Нормы гармонических составляющих тока, создаваемых оборудованием, подключенным к общественным низковольтным системам с входным током > 16 A and
75 в одной фазе]
IEC 61000-4-2, Electromagnetic compatibility (EMC) - Part 4-2: Testing and measurement techniques - Electrostatic discharge immunity test [Электромагнитная совместимость (ЭМС). Часть 4-2. Методы испытаний и измерений. Испытание на устойчивость к электростатическому разряду]
IEC 61000-4-3, Electromagnetic compatibility (EMC) - Part 4-3: Testing and measurement techniques - Radiated, radio-frequency, electromagnetic field immunity test [Электромагнитная совместимость (ЭМС). Часть 4-3. Методы испытаний и измерений. Испытание на устойчивость к излученному радиочастотному электромагнитному полю]
IEC 61000-4-4, Electromagnetic compatibility (EMC) - Part 4-4: Testing and measurement techniques - Electrical fast transient/burst immunity test [Электромагнитная совместимость (ЭМС). Часть 4-4. Методы испытаний и измерений. Испытание на устойчивость к электрическим быстрым переходным процессам/пачкам]
IEC 61000-4-5, Electromagnetic compatibility (EMC) - Part 4-5: Testing and measurement techniques - Surge immunity test [Электромагнитная совместимость (ЭМС). Часть 4-5. Методы испытаний и измерений. Испытание на устойчивость к выбросу напряжения]
IEC 61000-4-6, Electromagnetic compatibility (EMC) - Part 4-6: Testing and measurement techniques - Immunity to conducted disturbances, induced by radio-frequency fields [Электромагнитная совместимость (ЭМС). Часть 4-6. Методы испытаний и измерений. Устойчивость к кондуктивным помехам, наведенным радиочастотными полями]
IEC 61000-4-11, Electromagnetic compatibility (EMC) - Part 4-11: Testing and measurement techniques - Voltage dips, short interruptions and voltage variations immunity tests [Электромагнитная совместимость (ЭМС). Часть 4-11. Методы испытаний и измерений. Испытания на устойчивость к провалам, кратковременным прерываниям и изменениям напряжения]
IEC 61000-4-34, Electromagnetic compatibility (EMC) - Part 4-34: Testing and measurement techniques - Voltage dips, short interruptions and voltage variations immunity tests for equipment with input current more than 16 A per phase [Электромагнитная совместимость (ЭМС). Часть 4-34. Методы испытаний и измерений. Испытания на устойчивость к провалам, кратковременным прерываниям и изменениям напряжения электропитания оборудования с входным током более 16 А в одной фазе]
CISPR 11:2009, Industrial, scientific and medical equipment - Radio-frequency disturbance characteristics - Limits and methods of measurement. Amendment 1:2010 [Промышленное, научное и медицинское оборудование. Характеристики радиочастотных помех. Нормы и методы измерения. Изменение 1 (2010)]
CISPR 16-1-1, Specification for radio disturbance and immunity measuring apparatus and methods - Part 1-1: Radio disturbance and immunity measuring apparatus - Measuring apparatus (Технические требования к аппаратуре для измерения радиопомех и помехоустойчивости и методы измерения. Часть 1-1. Аппаратура для измерения радиопомех и помехоустойчивости. Измерительная аппаратура)
CISPR 16-1-2, Specification for radio disturbance and immunity measuring apparatus and methods - Part 1-2: Radio disturbance and immunity measuring apparatus - Ancillary equipment - Conducted disturbances (Технические требования к аппаратуре для измерения радиопомех и помехоустойчивости и методы измерения. Часть 1-2. Аппаратура для измерения радиопомех и помехоустойчивости. Вспомогательное оборудование. Кондуктивные помехи)
3 Термины и определения
В настоящем стандарте применены термины и определения по IEC 60050-161, касающиеся электромагнитной совместимости и относящихся к ЭМС явлений, по IEC 60050-851, касающиеся оборудования для дуговой сварки, и IEC 60974-1, а также следующие термины с соответствующими определениями:
3.1 кратковременная помеха (click): Помеха, значение которой превышает норму непрерывной помехи, имеющая длительность не более 200 мс и отстоящая от последующей помехи не менее чем на 200 мс.
Примечание 1 - Оба интервала относятся к уровню нормы непрерывной помехи.
Примечание 2 - Кратковременная помеха может состоять из ряда импульсов, при этом длительность помехи отсчитывают от начала первого до конца последнего импульса.
3.2 УСР (coupling/decoupling network, CDN): Устройство связи/развязки.
3.3 ИО (equipment under test, EUT): Испытуемое оборудование.
3.4 режим ожидания (idle state): Рабочий режим, при котором питание включено, но не подано на цепь сварки.
Примечание 1 - Для оборудования некоторых типов существует не режим ожидания, а рабочий режим, предшествующий зажиганию дуги при напряжении питания, поданном на цепь сварки.
Примечание 2 - Режим ожидания отличается от ждущего режима, при котором питание выключено.
3.5 портативный (portable): Пригодный для переноски одним лицом.
Примечание 1 - Портативность, как правило, устанавливается изготовителем оборудования на основании применения по назначению, конструкции оборудования и/или местного регламента.
[Источник: IEC 60050-151:2001, 151-16-47, модифицировано - обновлено примечание]
3.6 оборудование небольшого размера (small equipment): Настольное или напольное оборудование, которое, включая все его кабели, размещается в цилиндрическом испытательном объеме диаметром 1,2 м и высотой над пластиной заземления 1,5 м.
[Источник: CISPR 11:2009, Изменение 1:2010, 3.10]
4 Общие требования к испытаниям
4.1 Условия испытаний
Испытания должны быть проведены на полностью собранном оборудовании, представляющем серийную продукцию. Рабочие условия испытаний оборудования должны соответствовать IEC 60974-1 или IEC 60974-6. Испытания проводят при номинальных значениях напряжения питания и частоты.
Результаты, полученные для электромагнитной эмиссии и помехоустойчивости на частоте 50 Гц, считают справедливыми для такой же модели, работающей на частоте 60 Гц, и наоборот.
4.2 Измерительные приборы
Измерительные приборы должны соответствовать требованиям CISPR 16-1-1 и применимых стандартов, на которые даны ссылки в таблицах 2-4 настоящего стандарта.
4.3 Эквивалент сети питания
Измерение напряжения помех на сетевых зажимах выполняют с помощью эквивалента сети питания, включающего в себя V-образную схему 50 Ом/50 мкГн по CISPR 16-1-2.
Эквивалент сети питания необходим для обеспечения регламентированного полного радиочастотного сопротивления на сетевых зажимах в точке измерения, а также для обеспечения развязки испытуемого оборудования (ИО) от посторонних помех в линиях питания.
4.4 Пробник напряжения
Пробник напряжения по CISPR 16-1-2 используют, если эквивалент сети питания применить невозможно. Пробник включают последовательно между каждой линией и опорным заземлением. Пробник должен состоять из разделительного конденсатора и резистора, обеспечивающих значение полного сопротивления между линией и опорным заземлением не менее 1500 Ом.
Влияние на точность измерения конденсатора или любого другого устройства, которое может быть использовано для защиты измерительного приемника от перегрузки, не должно превышать 1 дБ. Большее значение допустимо при условии проведения калибровки.
4.5 Антенны
В полосе частот от 30 МГц до 1 ГГц используют антенну (антенны), установленную в CISPR 16-1-4.
Измерения проводят при вертикальной и горизонтальной поляризациях антенны. Самая нижняя точка антенны должна находиться на высоте не менее 0,2 м относительно пластины заземления.
4.6 Устройство развязки для нагрузки
Если необходима экранированная камера и нагрузка расположена вне экранированной камеры, то внутри камеры должно быть использовано устройство развязки для нагрузки, подключаемое через соответствующие радиочастотные фильтры. Должно быть использовано устройство связи/развязки AF2 с полным сопротивлением 150 Ом по IEC 61000-4-6, пригодное в отношении соответствующих тока и напряжения нагрузки. Радиочастотный порт УСР должен быть нагружен на сопротивление 50 Ом.
5 Испытательная установка для электромагнитной эмиссии и помехоустойчивости
5.1 Общие положения
Испытание на электромагнитную эмиссию и помехоустойчивость оборудования, не относящегося к портативному, должно проводиться при расположении по рисунку 1. Для портативного оборудования должна использоваться испытательная установка, представленная на рисунках 1 или 2. Оборудование для дуговой сварки, прошедшее испытание при одном из этих расположений, считают соответствующим необходимым требованиям настоящего стандарта.
Для измерения пульсаций выходного тока специальные требования к расположению оборудования не устанавливаются.
Во всех случаях, когда необходимо провести повторные испытания для демонстрации соответствия настоящему стандарту, должна быть использована испытательная установка, выбранная первоначально, чтобы гарантировать постоянство результатов, если иное не согласовано с изготовителем.
При испытаниях на радиочастотную эмиссию и устойчивость к электромагнитному полю, общим несимметричным помехам и быстрым переходным процессам применяются следующие размеры элементов испытательной установки:
- a на рисунке 1 должно быть 1 м;
- b на рисунках 1 и 2 должно быть 0,4 м или менее;
- h на рисунке 2 должно быть 0,8 м.
Для всех других испытаний размеры a, b, h не устанавливают.
Если конструкция оборудования для дуговой сварки не позволяет провести испытания указанным способом, то для преодоления возникающих затруднений необходимо следовать рекомендациям изготовителя (например, выполнить временный обход или отсоединить схемы управления). Любые временные изменения оборудования для дуговой сварки должны быть документированы.
Если вспомогательное оборудование может подключаться к источнику сварочного тока, то этот источник должен испытываться при минимальной конфигурации вспомогательного оборудования, необходимого для проверки портов.
Если источник сварочного тока имеет большое число аналогичных портов или портов с большим числом аналогичных подключений, то необходимо выбрать достаточное их число для моделирования реальных рабочих условий и гарантии включения в испытание всех разных типов нагрузки.
При измерениях напряжения помех на сетевых зажимах источника сварочного тока указанный источник всегда, когда это возможно, подключают к источнику электропитания с помощью V-образного эквивалента сети, указанного в 4.3. V-образный эквивалент сети размещают так, чтобы его ближайшая поверхность находилась на расстоянии не менее 0,8 м от ближайшей границы испытуемого оборудования. Длина входного кабеля должна быть не менее 2 м.
Источник сварочного тока должен подключаться к стандартной нагрузке посредством сварочных проводов с поперечным сечением, определяемым значением сварочного тока, или к соответствующей газовой горелке (резаку) или держателю электродов с адаптером. Длина сварочных проводов должна быть не менее 2 м.
Если используемая нагрузка расположена вне экранированной камеры, то внутри камеры должно быть использовано устройство развязки для нагрузки, как определено в 4.6. Устройство развязки для нагрузки должно быть подключено к внешней нагрузке с помощью соответствующих фильтров и к пластине заземления - через нагрузочное сопротивление.
|
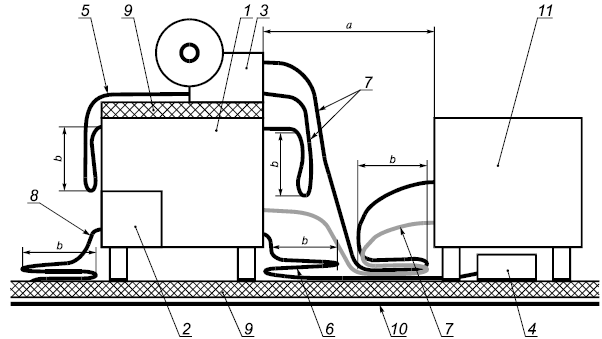
1 - сварочный источник питания; 2 - система жидкостного охлаждения; 3 - механизм подачи сварочной проволоки; 4 - устройство дистанционного управления; 5 - соединительный кабель (уложенный в петли); 6 - кабель устройства дистанционного управления (уложенный в петли); 7 - сварочные провода (уложенные в петли); 8 - входной кабель электропитания (уложенный в петли); 9 - изоляция; 10 - опорная пластина заземления; 11 - стандартная нагрузка или устройство развязки для нагрузки; a - расстояние между источником питания и нагрузкой или устройством развязки для нагрузки; b - длина петель кабеля
Примечание 1 - Позиции 2, 3, и 4 соответствуют расположению вспомогательного оборудования при его использовании (расположение, как правило, устанавливается изготовителем).
Примечание 2 - Изоляция (позиция 9) размещается между позициями 1 и 3, если установлено изготовителем.
Рисунок 1 - Испытательная установка 1 оборудования для дуговой сварки
|
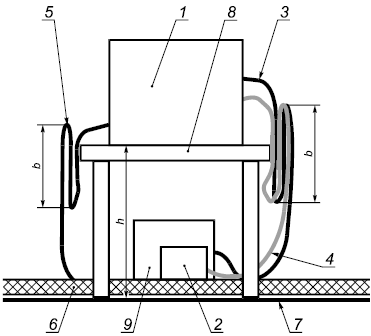
1 - оборудование для дуговой сварки; 2 - устройство дистанционного управления (под столом); 3 - сварочные провода (уложенные в петли); 4 - кабель устройства дистанционного управления (уложенный в петли); 5 - входной кабель электропитания (уложенный в петли); 6 - изоляция; 7 - опорная пластина заземления; 8 - стол из непроводящего материала; 9 - стандартная нагрузка или устройство развязки для нагрузки (под столом); b - длина петель кабеля; h - высота стола из непроводящего материала
Примечание - Позиция 2 - вспомогательное оборудование, если применяется.
Рисунок 2 - Испытательная установка 2 портативного оборудования для дуговой сварки
|
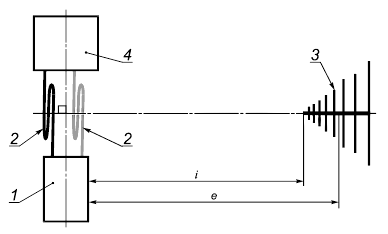
1 - оборудование для дуговой сварки; 2 - сварочные провода (уложенные в петли); 3 - испытательная антенна (показана в горизонтальной поляризации); 4 - стандартная нагрузка или устройство развязки для нагрузки; e - расстояние между испытуемым оборудованием и центром излучения антенны; i - расстояние между испытуемым оборудованием и ближайшей точкой антенны
Рисунок 3 - Вид сверху испытательной установки, представленной на рисунке 1
При испытаниях на радиочастотную электромагнитную эмиссию с использованием испытательной установки по рисунку 1 сварочный источник питания должен быть изолирован с помощью изоляционной пластины (или блоков) толщиной не более 12 мм или за счет собственного подаппаратурного пространства при его наличии.
При измерениях излучаемых электромагнитных помех и испытаниях на устойчивость к электромагнитному полю с использованием испытательной установки по рисунку 1 сварочный источник питания и стандартная нагрузка (или, если применимо, устройство развязки для нагрузки) должны быть в одном фиксированном положении по отношению к испытательной антенне, как представлено на рисунке 3. Разделительное расстояние e на рисунке 3 установлено в CISPR 11:2009, раздел 6. Разделительное расстояние i на рисунке 3 установлено в IEC 61000-4-3.
Кабели могут свободно свисать к пластине заземления. При излишней длине кабелей они должны быть уложены петлями в связку (насколько это возможно на практике), длина петли которой не превышает 0,4 м.
Специальные геометрические параметры испытательной установки можно найти в основополагающих стандартах, ссылки на которые приведены в таблицах 2-4.
Конфигурация испытуемого оборудования должна быть отражена в отчете об испытаниях.
5.2 Нагрузка
Во время испытаний процесс дуговой сварки имитируют путем подключения к оборудованию стандартной нагрузки, как установлено в IEC 60974-1.
При испытаниях на радиочастотную эмиссию, при которых не используется УСР, стандартную нагрузку изолируют с помощью изоляционной пластины (или блоков) толщиной не более 12 мм или за счет собственного подаппаратурного пространства при его наличии.
При измерении пульсаций выходного тока индуктивность нагрузки, включая сварочные провода, на основной частоте должна быть менее 10 мкГн на 100 мОм полного сопротивления.
5.3 Вспомогательное оборудование
5.3.1 Общие требования
Вспомогательное оборудование испытывают вместе со сварочным источником питания. Его подключают, устанавливают и конфигурируют, как рекомендовано изготовителем.
Специальные требования к функционированию вспомогательного оборудования приведены ниже.
5.3.2 Механизмы подачи сварочной проволоки
Механизмы подачи сварочной проволоки размещают на корпусе источника сварочного тока или внутри него в зависимости от конструкции. Механизмы подачи сварочной проволоки, которые могут находиться как внутри, так и снаружи корпуса источника сварочного тока, должны находиться снаружи.
При испытаниях на радиочастотную эмиссию механизмы подачи сварочной проволоки, предназначенные для установки на полу, размещают на пластине заземления и электрически изолируют от нее с помощью изоляционного покрытия (коврика или блоков) толщиной не более 12 мм или за счет собственного подаппаратурного пространства при его наличии.
Сварочный провод, соединяющий механизм подачи сварочной проволоки с источником сварочного тока, должен обеспечивать необходимое значение тока и иметь длину 2 м или более, если необходимо для соединения. Если сварочный провод длиной более 2 м поставляется изготовителем, то избыток длины кабеля следует уложить петлями в связку, длина которой не превышает 0,4 м (при возможности). Допускается использование сварочного провода длиной менее 2 м, если он поставляется вместе с оборудованием.
Соединительный кабель (кабели) между механизмом подачи сварочной проволоки и источником сварочного тока должен иметь длину и тип, рекомендованные изготовителем. Избыток длины кабеля следует уложить петлями в связку, длина петли которой не превышает 0,4 м.
Для обеспечения соединения механизма подачи сварочной проволоки со стандартной нагрузкой допускается вместо сварочного провода использовать сварочную горелку, рекомендуемую изготовителем.
5.3.3 Устройства дистанционного управления
Если источником сварочного тока можно управлять дистанционно, то его необходимо испытывать с подключенным устройством дистанционного управления, при котором можно ожидать наибольшей электромагнитной эмиссии и/или наименьшей помехоустойчивости.
Устройство дистанционного управления размещают рядом со стандартной нагрузкой и электрически изолируют от пластины заземления (не изолируют от нагрузки). При измерениях радиочастотной эмиссии толщина изоляции должна быть не более 12 мм. Устройства дистанционного управления, разработанные для работы с конкретным оборудованием для дуговой сварки, следует размещать в соответствии с назначением.
Избыток длины кабеля следует, насколько это возможно на практике, уложить петлями в связку, длина которой не превышает 0,4 м.
Сложные устройства дистанционного управления, которые могут быть использованы независимо от конкретного источника сварочного тока, допускается испытывать совместно с источником сварочного тока или автономно, как установлено изготовителем.
5.3.4 Устройства зажигания и стабилизации дуги
При всех испытаниях, кроме испытаний на радиочастотную эмиссию, устройства зажигания и стабилизации дуги должны быть отключены для защиты испытательного оборудования. Измерения радиочастотной электромагнитной эмиссии начинают через 5 с после начала функционирования оборудования.
5.3.5 Системы жидкостного охлаждения
Системы жидкостного охлаждения размещают на корпусе источника сварочного тока или внутри него в зависимости от конструкции. Системы жидкостного охлаждения, которые могут находиться как внутри, так и снаружи корпуса источника сварочного тока, должны находиться снаружи.
При испытаниях на радиочастотную эмиссию системы жидкостного охлаждения, предназначенные для установки на полу, размещают на пластине заземления и электрически изолируют от нее с помощью изоляционного покрытия (коврика или блоков) толщиной не более 12 мм или за счет собственного подаппаратурного пространства при его наличии.
Для обеспечения потока охлаждающей жидкости входные и выходные отверстия соединяют шлангом, как рекомендовано изготовителем.
6 Испытания на электромагнитную эмиссию
6.1 Классификация для испытаний на радиочастотную электромагнитную эмиссию
6.1.1 Оборудование класса А
Оборудование класса А предназначено для использования в местах расположения, отличных от мест жительства, в которых электрическая энергия поставляется общественными низковольтными системами электроснабжения.
Оборудование класса А должно соответствовать нормам класса А в соответствии с 6.3.
Устройства зажигания и стабилизации дуги и оборудование контактной сварки классифицируют как оборудование класса А.
6.1.2 Оборудование класса В
Оборудование класса В предназначено для использования во всех местах расположения, относящихся к местам жительства, в которых электрическая энергия поставляется общественными низковольтными системами электроснабжения.
Оборудование класса В должно соответствовать нормам класса В в соответствии с 6.3.
6.2 Условия испытаний
6.2.1 Источник сварочного тока
6.2.1.1 Условия испытаний на радиочастотную электромагнитную эмиссию
Источник сварочного тока испытывают при значениях напряжения на стандартной нагрузке, как указано в 6.2.2, в каждом из следующих выходных режимов:
a) при минимальном значении номинального сварочного тока;
b) при номинальном сварочном токе и рабочем цикле 100%. Если номинальный ток не установлен для рабочего цикла 100%, то испытание должно быть проведено при 50%![]() .
.
Дополнительно, если имеется режим ожидания, сварочный источник питания должен быть испытан при отсоединении кабелей от нагрузки.
Если ток источника при каком-либо выходном режиме, указанном выше, превышает 25 А, то допускается ослабить выходной режим, чтобы обеспечить ток источника 25 А. Однако, если не удается обеспечить значение тока 25 А или менее, допускается в качестве альтернативы эквиваленту сети питания (см. 6.3.2) использовать пробник напряжения, указанный в 4.4.
Источники сварочного тока, предназначенные для работы в режиме переменного и постоянного токов, испытывают в обоих режимах.
Мультипроцессные источники сварочного тока испытывают со стандартной нагрузкой, при которой напряжение будет максимальным при установленном значении тока. Если источник сварочного тока содержит более одной выходной цепи (например, для плазменной резки и ручной дуговой сварки), каждая выходная цепь должна быть испытана отдельно. Источники сварочного тока с внешним механизмом подачи сварочной проволоки следует испытывать только в конфигурации сварки металлическим электродом в среде инертного газа (metal inert gas, MIG) при установленном напряжении на стандартной нагрузке.
6.2.1.2 Условия испытаний на гармонические составляющие тока
Источники сварочного тока, относящиеся к области применения IEC 60974-1, испытывают при напряжении на стандартной нагрузке в соответствии с процессом, указанным в 6.2.2, при номинальном рабочем цикле и максимальном значении номинального сварочного тока.
При условии, что источник сварочного тока создает максимальный номинальный сварочный ток ![]() , рассчитывают среднеарифметические значения измеренных сглаженных среднеквадратичных значений тока (
, рассчитывают среднеарифметические значения измеренных сглаженных среднеквадратичных значений тока ( по IEC 61000-3-12) (сглаживание измеренных значений должно соответствовать применению фильтра первого порядка с постоянной времени 1,5 с).
Для источников сварочного тока, относящихся к области применения IEC 60974-1, с максимальным номинальным входным током электропитания менее 16 А, при определении норм используют значение опорного тока 16 А.
Максимальные и среднеарифметические значения сглаженных соответственно применению фильтра первого порядка с постоянной времени 1,5 с значений гармонических токов в каждом измерительном окне дискретного преобразования Фурье (DFT) должны быть определены в течение одного полного цикла нагрева 10 мин, включающего в себя период режима ожидания.
Примечание - Период режима ожидания, больший 10%, не относится к ждущему режиму в соответствии с определением, приведенным в IEC 61000-3-12, но представляет собой рабочий режим сварочного оборудования в пределах его полного цикла нагрева.
Источники сварочного тока, предназначенные для работы в режиме переменного и постоянного токов, испытывают в обоих режимах.
Мультипроцессные источники сварочного тока испытывают со стандартной нагрузкой, при которой напряжение будет максимальным при установленном значении тока.
Условия испытаний источников сварочного тока, относящихся к области применения IEC 60974-6, приведены в IEC 61000-3-2.
6.2.1.3 Условия испытаний на колебания напряжения и фликер
Условия испытаний источников сварочного тока приведены в IEC 61000-3-3.
6.2.1.4 Условия испытаний на пульсации выходного тока
Источник сварочного тока должен быть испытан при стандартном напряжении нагрузки, как указано в 6.2.2, при номинальном сварочном токе и при рабочем цикле 100%. Если номинальный ток не установлен для рабочего цикла 100%, испытание должно быть проведено при 50% ![]() .
.
Пульсации тока во временной области должны быть зарегистрированы.
6.2.2 Напряжения на нагрузке
Значения напряжений на стандартной нагрузке приведены в IEC 60974-1 или IEC 60974-6.
6.2.3 Механизмы подачи сварочной проволоки
Механизмы подачи сварочной проволоки испытывают при скорости подачи, равной 50% максимальной скорости (при возможности). Программируемые и согласованные с остальной системой механизмы подачи сварочной проволоки испытывают при соответствующем выходном уровне источника сварочного тока.
Во время этого испытания необходимо снять давление с ведущих валов механизма подачи сварочной проволоки и нагрузить источник сварочного тока, как указано в 6.2.1.1.
6.2.4 Вспомогательное оборудование
Другое вспомогательное оборудование необходимо испытывать в соответствии с рекомендациями изготовителя.
6.3 Нормы электромагнитной эмиссии
6.3.1 Общие положения
Нормы электромагнитной эмиссии разработаны для уменьшения вероятности влияния помех, но не полного исключения этого влияния, например в случаях, когда приемные устройства находятся в непосредственной близости от оборудования для дуговой сварки или имеют высокую степень чувствительности.
Способность оборудования для дуговой сварки совместимо работать с другими радио- и электронными системами зависит в большой степени от того, как оно установлено и используется. Поэтому в приложении А приведен перечень практических мероприятий, рекомендуемых при установке и использовании оборудования для дуговой сварки для того, чтобы была достигнута электромагнитная совместимость.
6.3.2 Напряжение помех на сетевых зажимах
6.3.2.1 Режим ожидания
Нормы напряжения помех на сетевых зажимах для оборудования для дуговой сварки класса А в режиме ожидания независимо от номинальной входной мощности установлены в таблице 2 CISPR 11:2009 в графе для номинальной входной мощности, меньшей или равной 20 кВА.
Нормы напряжения помех на сетевых зажимах для оборудования для дуговой сварки класса В установлены в таблице 3 CISPR 11:2009.
ИО должно соответствовать нормам в средних и квазипиковых значениях при использовании соответствующих детекторов либо нормам в средних значениях при использовании квазипикового детектора.
6.3.2.2 Нагрузочный режим
Нормы напряжения помех на сетевых зажимах для оборудования для дуговой сварки класса А представляют собой нормы для оборудования группы 2, приведенные в таблице 6 CISPR 11:2009. Применимые значения норм выбирают с учетом максимальной номинальной входной мощности оборудования, рассчитываемой с использованием номинального максимального питающего тока .
Нормы напряжения помех на сетевых зажимах для оборудования дуговой сварки класса В представляют собой нормы для оборудования группы 2, приведенные в таблице 7 CISPR 11:2009.
ИО должно соответствовать нормам в средних и квазипиковых значениях при использовании соответствующих детекторов либо нормам в средних значениях при использовании квазипикового детектора.
Для оборудования класса А кратковременные помехи, возникающие менее пяти раз в минуту, не рассматривают.
Для оборудования класса В допускается ослабление нормы до значения 44 дБ при воздействии кратковременных помех, возникающих с частотой менее 0,2 раза в минуту.
Для кратковременных помех, возникающих от 0,2 до 30 раз в минуту, допускается ослабление нормы до значения 20 log (30/N), дБ (где N - число кратковременных помех в минуту).
Критерии определения кратковременных помех приведены в CISPR 14-1.
6.3.3 Излучаемые электромагнитные помехи
6.3.3.1 Режим ожидания
Нормы излучаемых электромагнитных помех для оборудования для дуговой сварки класса А в режиме ожидания независимо от номинальной входной мощности установлены в таблице 4 CISPR 11:2009 в графе для номинальной входной мощности, меньшей или равной 20 кВА.
Нормы излучаемых электромагнитных помех для оборудования для дуговой сварки класса В установлены в таблице 5 CISPR 11:2009.
6.3.3.2 Нагрузочный режим
Нормы излучаемых электромагнитных помех для оборудования для дуговой сварки класса А представляют собой нормы, приведенные в таблице 10 CISPR 11:2009.
Нормы излучаемых электромагнитных помех для оборудования для дуговой сварки класса В в полосе частот от 30 до 1000 МГц представляют собой нормы для оборудования группы 2, приведенные в таблице 11 CISPR 11:2009.
Ослабление на 20 дБ в полосах частот 80,872-81,848 МГц и 134,786-136,414 МГц для оборудования для дуговой сварки не применяют.
6.3.4 Гармонические составляющие тока, колебания напряжения и фликер
Нормы, применимые в соответствии с рисунками 4 и 5 для оборудования для дуговой сварки с потребляемым током до 75 А, приведены:
a) эмиссии гармонических составляющих тока - в IEC 61000-3-2 и IEC 61000-3-12;
b) колебаний напряжения и фликера - в IEC 61000-3-3 и IEC 61000-3-11.
Примечание - В качестве рекомендаций для сторон, привлекаемых к установке оборудования для дуговой сварки, подключаемых к низковольтным сетям, с потребляемым током свыше 75 А, может быть применен IEC/TS 61000-3-4.
|
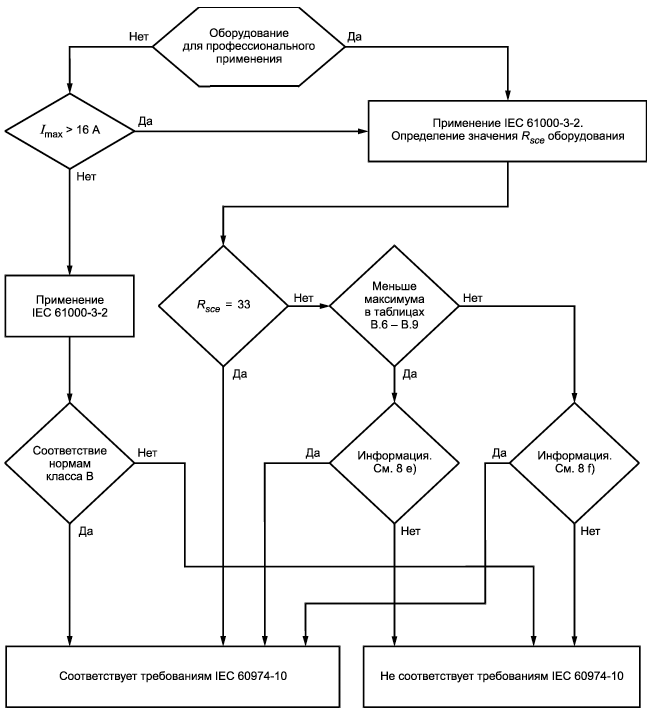
Рисунок 4 - Обзор требований к гармоническим составляющим тока при потребляемом токе до 75 А
|
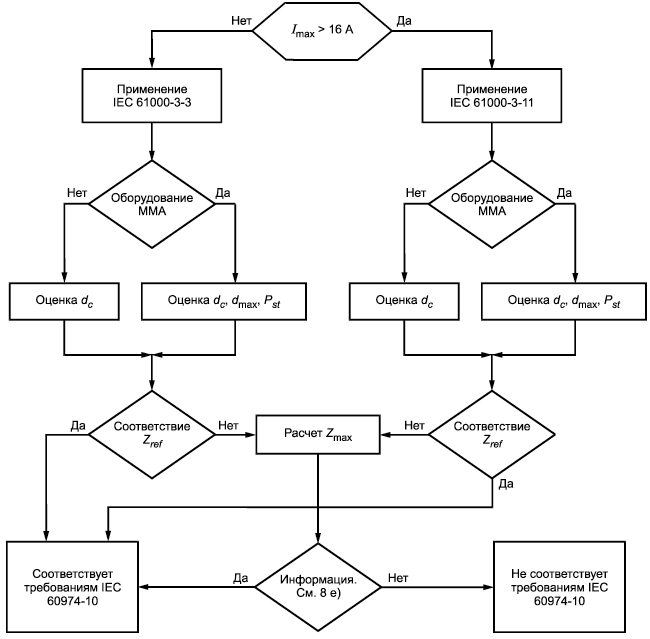
ММА - ручная дуговая сварка металлическим электродом
Рисунок 5 - Обзор требований к фликеру
6.3.5 Пульсации выходного тока
Пульсации выходного тока источников сварочного тока класса В должны соответствовать нормам, приведенным в таблице 1.
Примечание 1 - Применение этих норм к амплитуде пульсаций выходного тока ("пиковое значение - пиковое значение") обеспечивает соответствие нормам эмиссии магнитного поля от сварочной цепи при защитном расстоянии 10 м в полосе частот от 150 кГц до 30 МГц, как установлено в CISPR 11.
Примечание 2 - Допустимые пульсации ("пиковое значение - пиковое значение") выбраны применительно к основной частотой пульсаций выходного тока. Соответствие этой норме на основной частоте, которая может быть ниже полосы частот, в которой установлены нормы напряженности магнитного поля, обеспечивает соответствие всех спектральных компонентов.
Таблица 1 - Нормы пульсаций выходного тока для источников сварочного тока класса В
Полоса частот, МГц | Амплитуда пульсаций тока во временной области ("пиковое значение - пиковое значение"), ДБ (А) |
0,01-0,150 | 55,6 |
0,150-30 | 8,6 |
| |
7 Испытания на помехоустойчивость
7.1 Классификация для испытаний на помехоустойчивость
7.1.1 Применимость испытаний
Оборудование для дуговой сварки, на которое распространяются требования настоящего стандарта, может быть отнесено к категориям 1, 2 в зависимости от требований помехоустойчивости.
Оборудование для дуговой сварки категории 1 считают соответствующим необходимым требованиям помехоустойчивости без испытаний.
Оборудование для дуговой сварки категории 2 должно соответствовать требованиям, приведенным в 7.4.
7.1.2 Категория 1
К категории 1 относят оборудование для дуговой сварки, не имеющее электронных схем управления, содержащее, например, трансформаторы, трансформаторные выпрямители, пассивные устройства дистанционного управления, жидкостные системы охлаждения, - нагреватели и неэлектронные механизмы подачи сварочной проволоки.
Электронные схемы, состоящие из пассивных элементов, таких как катушки индуктивности, схемы подавления высокочастотных помех, трансформаторы сетевой частоты, выпрямители, диоды и резисторы, не считают электронными схемами управления.
7.1.3 Категория 2
К категории 2 относят все оборудование для дуговой сварки, не входящее в категорию 1.
7.2 Условия испытаний
Сварочные источники питания испытывают в режимах работы без нагрузки и с нагрузкой при значении сварочного тока, соответствующем рабочему циклу 100%, когда ток, поступающий в стандартную нагрузку, соответствует 6.2.2.
Если потребляемый ток превышает 25 А при любых выходных условиях, указанных выше, то выходные параметры могут быть уменьшены до получения потребляемого тока 25 А.
Соответствие требованиям настоящего стандарта должно быть проверено измерениями значения напряжения без нагрузки (испытание без нагрузки) и среднего значения сварочного тока (испытание при нагрузке).
Механизмы подачи сварочной проволоки испытывают при 50% максимального установочного значения. Скорость подачи сварочной проволоки измеряют на запускающем ролике с помощью тахогенератора или других аналогичных устройств.
Примечание - При проведении этого испытания необходимо снять давление с запускающих роликов.
7.3 Критерии качества функционирования при испытаниях на помехоустойчивость
7.3.1 Критерий качества функционирования А
Оборудование для дуговой сварки должно продолжать функционировать в соответствии с назначением. Изменения предустановленных значения сварочного тока, скорости подачи сварочной проволоки и скорости перемещения обрабатываемой детали не должны превышать ±10%, если отсутствуют иные указания изготовителя.
Все органы управления оборудованием должны продолжать функционировать и, в частности, должна существовать возможность выключить сварочный ток с помощью предусмотренного стандартного коммутатора, например переключателя на металлической инертной/активной газовой горелке или ножного органа управления. Потеря данных, хранимых в памяти оборудования, не допускается.
После испытания выходные параметры должны возвратиться к ранее установленным значениям. Ни при каких обстоятельствах напряжение без нагрузки не должно превышать значений, указанных в IEC 60974-1.
7.3.2 Критерий качества функционирования В
Допускаются изменения предустановленных значений сварочного тока, скорости подачи сварочной проволоки и скорости перемещения обрабатываемой детали в пределах +50%/-100% (на практике это может вызвать гашение дуги, при этом оператор может инициировать дугу заново с помощью стандартных средств). Должна существовать возможность выключить сварочный ток с помощью предусмотренного стандартного коммутатора, например переключателя на металлической инертной/активной газовой горелке или ножного органа управления. Потеря данных, хранимых в памяти оборудования, не допускается.
После испытания выходные параметры должны возвратиться к ранее установленным значениям. Ни при каких обстоятельствах напряжение без нагрузки не должно превышать значений, указанных в IEC 60974-1.
7.3.3 Критерий качества функционирования С
Допускается временная потеря функции, требующая ручного перезапуска оборудования для дуговой сварки, например путем его выключения и включения снова.
Не допускается потеря данных, хранимых в памяти оборудования, если их невозможно восстановить с помощью органов управления. Ни при каких обстоятельствах напряжение без нагрузки не должно превышать значений, указанных в IEC 60974-1.
7.4 Испытательные уровни помехоустойчивости
Требования помехоустойчивости приведены для корпуса в таблице 2, входного порта электропитания переменного тока - в таблице 3 и портов линий измерения и управления - в таблице 4.
Таблица 2 - Уровни помехоустойчивости. Корпус
Явление | Единица измерения | Характе- | Основопола- | Замечания | Критерии качества функцио- | |
Радиочастотное электромагнитное поле, | МГц, | 80-1000 | IEC 61000-4-3 | Испытательный уровень | А | |
амплитудная модуляция | В/м (среднеквад- | 10 | установлен до модуляции | |||
% AM (1 кГц) | 80 | |||||
ГГц, | 1,4-2,0 | IEC 61000-4-3 | Испытательный уровень | А | ||
В/м (среднеквад- | 3 | установлен до модуляции | ||||
% AM (1 кГц) | 80 | |||||
ГГц, | 2,0-2,7 | IEC 61000-4-3 | Испытательный уровень | А | ||
В/м (среднеквад- | 1 | установлен до модуляции | ||||
% AM (1 кГц) | 80 | |||||
Электро- | Контактный разряд | кВ (напряжение заряда) | ±4
| IEC 61000-4-2 | Применимость воздушного и/или | В |
разряд | Воздушный разряд | кВ (напряжение заряда) | ±8
| контактного разряда - в соответствии с основополага- | В | |
| ||||||
Таблица 3 - Уровни помехоустойчивости. Входной порт электропитания переменного тока
Явление | Единица измерения | Харак- | Основопола- | Замечания | Критерии качества функцио- |
Быстрые переходные процессы | кВ (пиковое значение), | ±2 | IEC 61000-4-4 | Непосредствен- | В |
частота повторения, кГц, | 5 | ||||
| 5/50 | ||||
Радиочастотный сигнал, общий | МГц, | 0,15-80 | IEC 61000-4-6 | Испытательный уровень | А |
несимметричный режим | В (среднеквадратичное значение без модуляции), | 10 | установлен до модуляции | ||
% AM (1 кГц) | 80 | ||||
Выбросы напряжения: |
| 1,2/50 | IEC 61000-4-5 | Данное испытание не проводят, если нормальное | В |
линия - линия | кВ (напряжение холостого хода) | ±1 | функционирова- | ||
линия - земля | кВ (напряжение холостого хода) | ±2 | из-за влияния CDN | ||
Провалы напряжения | % остаточного напряжения, | 70 | IEC 61000-4-11, | Изменение напряжения при пересечении нуля | В |
периоды (при 50/60 Гц) | 25/30 |
| |||
% остаточного напряжения, | 0 | С | |||
периоды | 1 | ||||
Примечание - Испытательный уровень может быть также установлен как эквивалентный ток в нагрузке 150 Ом. | |||||
Таблица 4 - Уровни помехоустойчивости. Порты измерения и управления
Явление | Единица измерения | Характе- | Основопола- | Замечания | Критерии качества функциони- |
Быстрые переходные процессы | кВ (пиковое значение), | ±2 | IEC 61000-4-4 | Емкостные клещи | В |
частота повторения, кГц, | 5 | ||||
| 5/50 | ||||
Радиочастотный сигнал, общий | МГц, | 0,15-80 | IEC 61000-4-6 | Испытательный уровень | А |
несимметричный режим | В (среднеквадра- | 10 | установлен до модуляции | ||
% АМ (1 кГц) | 80 | См. примечание | |||
Испытания проводят на портах измерения и управления, стыкующихся с кабелями, полная длина которых в соответствии с техническими требованиями изготовителя превышает 3 м. | |||||
8 Документация для покупателя/пользователя
В документации, доступной покупателю/пользователю до и после покупки, должны быть четко указаны ограничения в использовании, обусловленные:
a) радиочастотным классом оборудования (класс А или В);
b) низкочастотными требованиями, относящимися к подключению к общественной низковольтной питающей сети.
Условное графическое изображение 1, приведенное в приложении С, рекомендуется для применения с оборудованием класса А, чтобы обозначить радиочастотный класс оборудования и его ограничения в использовании.
Условное графическое изображение 2, приведенное в приложении С, рекомендуется для применения, чтобы обозначить ограничения в использовании, обусловленные низкочастотными требованиями, относящимися к подключению к общественной низковольтной питающей сети.
Пользователь должен быть осведомлен о том, что правильная установка и использование оборудования для дуговой сварки необходимы для минимизации возможной мешающей электромагнитной эмиссии.
Изготовитель или его полномочный представитель несут ответственность за то, чтобы к каждому источнику сварочного тока были приложены инструкции и сведения, указанные ниже:
a) для оборудования класса В - письменное заявление о том, что оборудование класса В соответствует требованиям электромагнитной совместимости в промышленных и жилых обстановках, включая места жительства, где электрическая энергия поставляется общественными низковольтными системами электроснабжения;
b) для оборудования класса А в инструкцию пользователя должно быть включено следующее или аналогичное ему предупреждение:
"Данное оборудование класса А не предназначено для использования в местах жительства, где электрическая энергия поставляется общественными низковольтными системами электроснабжения. В этих местах могут быть потенциальные трудности в обеспечении электромагнитной совместимости из-за кондуктивных, а также излучаемых радиочастотных помех";
c) если оборудование с входным током менее 75 А в одной фазе предназначено для подключения к общественным низковольтным системам и соответствует требованиям IEC 61000-3-11 или IEC 61000-3-12, основанным на ограничениях полного сопротивления системы, то в инструкцию пользователя должна быть включена информация, приведенная в следующем абзаце, или аналогичные сведения. При этом ограничения должны представлять собой минимальное допустимое значение полного сопротивления системы (в мОм) или максимальное значение требуемой мощности короткого замыкания (в МВА), полученные на основе испытаний в соответствии с указанными стандартами. Значение полного сопротивления может быть рассчитано с использованием мощности короткого замыкания, и наоборот.
"Данное оборудование соответствует требованиям IEC 61000-3-11 и IEC 61000-3-12 и может быть подключено к общественным низковольтным системам, если полное сопротивление общественной низковольтной системы в точке общего присоединения меньше чем XX мОм (или мощность короткого замыкания свыше XX МВА). Установщик или пользователь оборудования несет ответственность (если необходимо - при консультации с представителем сетевой организации) за то, чтобы было обеспечено соответствие полного сопротивления системы установленным для него ограничениям";
d) если оборудование с входным током менее 75 А в одной фазе предназначено для подключения к общественным низковольтным системам и не соответствует требованиям IEC 61000-3-12, в инструкцию пользователя должно быть включено следующее или эквивалентное предупреждение:
"Данное оборудование не соответствует требованиям IEC 61000-3-12. Если это оборудование подключают к общественной низковольтной системе электроснабжения, то установщик или пользователь оборудования несет ответственность за обеспечение возможности подключения (если необходимо - при консультации с представителем сетевой организации)";
e) информация относительно любых специальных мер, необходимых для обеспечения соответствия требованиям, например относительно использования экранированных кабелей;
f) рекомендации по оценке окружающих территорий для определения требуемых предосторожностей при установке и использовании оборудования для минимизации помех (см. А.2 и А.3);
g) рекомендации по методам минимизации помех (см. А.4);
h) заявление, обращающее внимание пользователя на то, что он несет ответственность за влияние помех, создаваемых при сварке.
Приложение А
(справочное)
Установка и использование оборудования
А.1 Общие положения
Ответственность за установку и использование оборудования для дуговой сварки в соответствии с инструкциями изготовителя несет пользователь. При обнаружении электромагнитных помех пользователь оборудования для дуговой сварки должен решать эту проблему при технической помощи изготовителя.
В некоторых случаях достаточным корректирующим действием может быть простое заземление сварочной цепи (см. примечание). В других случаях могут потребоваться установка электромагнитного экрана вокруг сварочного источника питания и укомплектование оборудования соответствующими входными фильтрами.
Во всех случаях электромагнитные помехи необходимо снизить до такой степени, когда они не будут представлять проблему.
Примечание - Правила заземления сварочной цепи определяются действующими регламентами безопасности. Изменение порядка заземления для улучшения ЭМС может повлечь риск причинения вреда или повреждения оборудования. Более подробная информация представлена в IEC 60974-9.
А.2 Оценка территории
Прежде чем установить оборудование для дуговой сварки, пользователь должен оценить потенциальные электромагнитные проблемы окружающей среды. Необходимо учитывать следующее:
a) наличие других кабелей питания, управления, сигнальных и телефонных кабелей, проходящих выше, ниже или вблизи оборудования для дуговой сварки;
b) наличие радио- и телевизионных передатчиков и приемников;
c) наличие вычислительного и другого управляющего оборудования;
d) наличие оборудования, критичного к требованиям электробезопасности, например защитной установки промышленного оборудования;
e) влияние на здоровье людей (например, при наличии у них электрокардиостимуляторов или слуховых аппаратов);
f) наличие оборудования, используемого для калибровки или измерений;
g) помехоустойчивость другого оборудования, находящегося в данной окружающей среде. Пользователь должен гарантировать совместимость с другим оборудованием, используемым в данной среде. Для этого могут потребоваться дополнительные меры защиты;
h) время суток, когда могут проводится сварка или другие работы.
Размер учитываемой окружающей территории зависит от конструкции здания и от того, будут ли выполняться другие работы помимо сварки. Окружающая территория может "выходить" за пределы помещений.
А.3 Оценка сварочной установки
Дополнительно к оценке территории может быть проведена оценка установки для дуговой сварки, используемая для выявления и разрешения проблем влияния помех. Оценка электромагнитной эмиссии должна включать в себя измерения на месте эксплуатации, как установлено в разделе 10 CISPR 11:2009. Измерения на месте эксплуатации могут быть также использованы для подтверждения эффективности мероприятий помехоподавления.
А.4 Мероприятия помехоподавления
А.4.1 Общественная система электроснабжения
Оборудование для дуговой сварки следует подключать к общественной системе электроснабжения в соответствии с рекомендациями изготовителя. При возникновении влияния помех могут потребоваться дополнительные меры, например обеспечение фильтрации в системе питания общего назначения. Следует рассмотреть вопрос экранирования кабеля питания постоянно установленного оборудования для дуговой сварки с помощью металлического короба или иным способом. Экран должен быть электрически непрерывным по всей длине кабеля и должен подключаться к источнику сварочного тока так, чтобы между коробом и корпусом источника сварочного тока существовал хороший электрический контакт.
А.4.2 Эксплуатация оборудования для дуговой сварки
Оборудование для дуговой сварки должно эксплуатироваться установленным порядком в соответствии с рекомендациями изготовителя. При работе оборудования для дуговой сварки все дверцы и крышки для доступа и обслуживания должны быть закрыты и винты креплений хорошо затянуты.
Любая модификация оборудования для дуговой сварки, за исключением изменений и настроек, указанных в инструкциях изготовителя, не допускается.
В частности, регулировка и поддержание искровых промежутков в устройствах зажигания и стабилизации дуги должны выполняться в соответствии с рекомендациями изготовителя.
А.4.3 Сварочные кабели
Сварочные кабели должны быть как можно короче и располагаться близко друг к другу на уровне пола или вблизи него.
А.4.4 Эквипотенциальное соединение
Необходимо рассмотреть соединение всех металлических объектов в окружающей среде. Однако металлические объекты, контактирующие с обрабатываемой деталью, увеличивают риск того, что оператор может получить электрический удар при одновременном касании этих металлических объектов и электрода. Должна быть предусмотрена надежная изоляция оператора от таких металлических объектов.
А.4.5 Заземление обрабатываемой детали
Если обрабатываемая деталь не заземлена в целях электробезопасности и не подключена к заземлению из-за ее размеров и положения, например при работе с остовом судна или каркасом здания, подключение обрабатываемой детали к заземлению может в какой-то степени (но не полностью) уменьшить помехи. Необходимо принять меры по недопущению заземления обрабатываемой детали, если при этом повышается риск нанесения вреда пользователям или повреждения другого электрооборудования. При необходимости подключение обрабатываемой детали к заземлению должно проводиться прямым подключением, но в некоторых случаях оно может обеспечиваться через соответствующую емкость, выбранную в соответствии с нормативными документами на обрабатываемую деталь.
А.4.6 Защита и экранирование
Для уменьшения помех применяются селективная защита и экранирование других кабелей и оборудования в окружающей среде. В особых случаях рассматривается вопрос экранирования внутренней сварочной зоны.
Приложение В
(справочное)
Нормы
В.1 Общие положения
В таблицах В.1-В.10 представлены для информации нормы, установленные в стандартах, на которые даны ссылки в нормативной части настоящего стандарта. Так как некоторые из ссылок относятся к отдельным частям таблиц норм, установленных в ссылочных стандартах, в настоящем приложении повторены только применимые части этих таблиц.
В.2 Нормы напряжения помех на сетевых зажимах
Источник: CISPR 11:2009, Изменение 1 (2010).
Таблица В.1 - Нормы напряжения помех на сетевых зажимах, режим ожидания
Полоса частот, МГц | Класс В, дБ (мкВ) | Класс А, дБ (мкВ) | ||
Квазипиковое значение | Среднее значение | Квазипиковое значение | Среднее значение | |
0,15-0,50 | 66 | 56 | 79 | 66 |
Уменьшается линейно с логарифмом частоты до | ||||
56 | 46 | |||
0,50-30 | 56 | 46 | 73 | 60 |
Таблица В.2 - Нормы напряжения помех на сетевых зажимах, режим нагрузки
Полоса частот, МГц | Класс В, дБ (мкВ) | Класс А, максимальная номинальная входная мощность | Класс А, максимальная номинальная входная мощность >75 кВА | |||
Квазипиковое значение | Среднее значение | Квазипиковое значение | Среднее значение | Квазипиковое значение | Среднее значение | |
0,15-0,50 | 66 | 56 | 100 | 90 | 130 | 120 |
Уменьшается линейно с логарифмом частоты до | ||||||
56 | 46 | |||||
0,50-5 | 56 | 46 | 86 | 76 | 125 | 115 |
5-30 | 60 | 50 | 90 | 80 | 115 | 105 |
Уменьшается линейно с логарифмом частоты до | ||||||
70 | 60 | |||||
| ||||||
В.3 Нормы излучаемых электромагнитных помех
Источник: CISPR 11:2009, Изменение 1 (2010).
Таблица В.3 - Нормы излучаемых электромагнитных помех, режим ожидания
Полоса частот, МГц | Класс В, дБ (мкВ/м) | Класс А, дБ (мкВ/м) | ||
Измерительное расстояние 10 м | Измерительное расстояние 3 м | Измерительное расстояние 10 м | Измерительное расстояние 3 м | |
30-230 | 30 | 40 | 40 | 50 |
230-1000 | 37 | 47 | 47 | 57 |
| ||||
Таблица В.4 - Нормы излучаемых электромагнитных помех, режим нагрузки
Полоса частот, МГц | Класс В, дБ (мкВ/м) | Класс А, дБ (мкВ/м) | |||
Измерительное расстояние 10 м | Измерительное расстояние 3 м | Измерительное расстояние 10 м | Измерительное расстояние 3 м | ||
30 | 30 | 40 | 80 | 90 | |
>30-80,872 | 30 | 40 | Уменьшается линейно с логарифмом частоты до | ||
80,872-81,848 | 30 | 40 | |||
81,848-134,786 | 30 | 40 | |||
134,786-136,414 | 30 | 40
| |||
136,414 - | 30 | 40 | |||
>230-1000 | 37 | 47 | 60 | 70 | |
| |||||
В.4 Нормы гармонических составляющих тока
Источники: IEC 61000-3-2:2005 и IEC 61000-3-12:2011.
Таблица В.5 - Максимально допустимые значения гармонических составляющих тока для оборудования непрофессионального использования, с входным током ![]() 16 А
16 А
Порядок гармонической составляющей, n | Ток гармонической составляющей, А |
Нечетные гармоники | |
3 | 3,45 |
5 | 1,71 |
7 | 1,16 |
9 | 0,60 |
11 | 0,50 |
13 | 0,32 |
15 | 0,23·15/n |
Четные гармоники | |
2 | 1,62 |
4 | 0,65 |
6 | 0,45 |
8 | 0,35·8/n |
Таблица В.6 - Нормы эмиссии гармонических составляющих тока для оборудования с ![]() 75 А, не относящегося к симметричному трехфазному оборудованию
75 А, не относящегося к симметричному трехфазному оборудованию
Минимальное значение | Допустимые отдельные гармонические составляющих тока | Допустимые гармонические параметры, % | ||||||
|
| |||||||
33 | 21,6 | 10,7 | 7,2 | 3,8 | 3,1 | 2 | 23 | 23 |
66 | 24 | 13 | 8 | 5 | 4 | 3 | 26 | 26 |
120 | 27 | 15 | 10 | 6 | 5 | 4 | 30 | 30 |
250 | 35 | 20 | 13 | 9 | 8 | 6 | 40 | 40 |
| 41 | 24 | 15 | 12 | 10 | 8 | 47 | 47 |
Относительные значения четных гармонических составляющих тока до 12-го порядка включительно не должны превышать 16/h, %. Четные гармонические составляющие свыше 12-го порядка, а также нечетные гармонические составляющие учтены нормами ТНС и PWHC.
| ||||||||
Таблица В.7 - Нормы эмиссии гармонических составляющих тока для симметричного трехфазного оборудования с ![]() 75 А
75 А
Минимальное значение | Допустимые отдельные гармонические составляющие тока | Допустимые гармонические параметры, % | ||||
|
| |||||
33 | 10,7 | 7,2 | 3,1 | 2 | 13 | 22 |
66 | 14 | 9 | 5 | 3 | 16 | 25 |
120 | 19 | 12 | 7 | 4 | 22 | 28 |
250 | 31 | 20 | 12 | 7 | 37 | 38 |
| 40 | 25 | 15 | 10 | 48 | 46 |
Относительные значения четных гармонических составляющих тока до 12-го порядка включительно не должны превышать 16/h, %. Четные гармонические составляющие свыше 12-го порядка, а также нечетные гармонические составляющие учтены нормами ТНС и PWHC.
| ||||||
Таблица В.8 - Нормы эмиссии гармонических составляющих тока для симметричного трехфазного оборудования с ![]() 75 А при определенных условиях (a, b, c)
75 А при определенных условиях (a, b, c)
Минимальное значение | Допустимые отдельные гармонические составляющие тока | Допустимые гармонические параметры, % | ||||
|
| |||||
33 | 10,7 | 7,2 | 3,1 | 2 | 13 | 22 |
| 40 | 25 | 15 | 10 | 48 | 46 |
Относительные значения четных гармонических составляющих тока до 12-го порядка включительно не должны превышать 16/h, %. Четные гармонические составляющие свыше 12-го порядка, а также нечетные гармонические составляющие учтены нормами ТНС и PWHC. | ||||||
Таблица В.9 - Нормы эмиссии гармонических составляющих тока для симметричного трехфазного оборудования с ![]() 75 А при определенных условиях (d, e, f)
75 А при определенных условиях (d, e, f)
Мини- | Допустимые отдельные гармонические составляющие тока | Допустимые гармонические параметры, % | ||||||||||||
значе- |
|
| ||||||||||||
33 | 10,7 | 7,2 | 3,1 | 2 | 2 | 1,5 | 1,5 | 1,5 | 1 | 1 | 1 | 1 | 13 | 22 |
| 25 | 17,3 | 12,1 | 10,7 | 8,4 | 7,8 | 6,8 | 6,5 | 5,4 | 5,2 | 4,9 | 4,7 | 35 | 70 |
Для | ||||||||||||||
Таблица В.6 применяется для оборудования, не относящегося к симметричному трехфазному оборудованию, таблицы В.7, В.8 и В.9 - для симметричного трехфазного оборудования.
Таблица В.7 может быть применена к любому образцу симметричного трехфазного оборудования.
Таблица В.8 может быть применена к симметричному трехфазному оборудованию при выполнении любого из указанных ниже условий:
a) угол фазового сдвига гармонической составляющей тока 5-го порядка относительно основной составляющей напряжения "фаза - нейтраль" находится в пределах от 90 до 150°.
Примечание 1 - Указанное условие обычно выполняется для оборудования с неуправляемым выпрямительным мостом и емкостным фильтром с реактором 3-процентного переменного тока или 4-процентного постоянного тока.
b) конструкция образца оборудования такова, что угол фазового сдвига гармонической составляющей тока 5-го порядка не принимает какого-либо предпочтительного значения и может быть любым во всем интервале [0°- 360°].
Примечание 2 - Указанное условие обычно выполняется для преобразователей с полностью управляемыми тиристорными мостами.
c) значения каждой из гармонических составляющих тока 5-го и 7-го порядка меньше 5% опорного тока.
Примечание 3 - Указанное условие обычно выполняется для 12 импульсных образцов оборудования.
Таблица В.9 может быть применена к симметричному трехфазному оборудованию при выполнении любого из указанных ниже условий:
d) в течение полного периода наблюдения при испытаниях значения каждой из гармонических составляющих тока 5-го и 7-го порядка меньше 3% опорного тока;
e) конструкция образца оборудования такова, что угол фазового сдвига гармонической составляющей тока 5-го порядка не принимает какого-либо предпочтительного значения и может быть любым во всем интервале [0°- 360°];
f) угол фазового сдвига гармонической составляющей тока 5-го порядка относительно основной составляющей напряжения "фаза - нейтраль" находится в пределах от 150° до 210° в течение всего периода наблюдения при испытаниях.
Примечание 4 - Указанное выше условие обычно выполняется для шести импульсных преобразователей с небольшой емкостной вставкой, действующей как нагрузка.
В.5 Нормы колебаний напряжения и фликера
Источники: IEC 61000-3-3:2013 и IEC 61000-3-11:2000.
Таблица В.10 - Нормы для оборудования дуговой сварки с ![]() 75 А
75 А
Максимальное относительное изменение напряжения | Относительное изменение напряжения в установившемся режиме | Кратковременная доза фликера |
7 | 3,3 | 1,0 |
| ||
Требование к не применяют при изменениях напряжения, вызванных ручной коммутацией.
Оборудование, не соответствующее нормам, приведенным в таблице В.10, при испытании или оценке с опорным сопротивлением, указанным в IEC 61000-3-3, подлежит условному соединению и изготовитель может:
a) определить максимально допустимое полное сопротивление системы в точке интерфейса источника питания пользователя в соответствии с 6.3 IEC 61000-3-11:2000 и указать значение
в инструкции пользователя; или
b) провести испытание оборудования в соответствии с 6.2 IEC 61000-3-11:2000 и указать в инструкции пользователя, что оборудование предназначено для использования только в установках с заявленной эксплуатационной нагрузкой по току не менее 100 А в одной фазе.
Приложение С
(справочное)
Условные графические изображения
В таблице С.1 приведены условные графические изображения для идентификации радиочастотного класса оборудования и ограничений в использовании.
Таблица С.1 - Графические изображения, характеризующие свойства ЭМС
N | Источник | Графическое изображение | Функция, ключевое слово или фраза | Применение |
1 | IEC 60417-5109 |
| Не для использования в местах жительства, где электрическая энергия поставляется общественными низковольтными системами | Для идентификации оборудования класса А и ограничений в использовании. |
2 | Комбинация IEC 60417-5939 и ISO 7000-0434A |
| Применяются ограничения при подключении к общественным низковольтным электрическим сетям | Для идентификации ограничений в использовании, относящихся к необходимым параметрам электрической сети. |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
IEC 60974-1 | - | *, |
________________ | ||
IEC 60974-6 | IDT | ГОСТ IEC 60974-6-2017 "Оборудование для дуговой сварки. Часть 6. Оборудование для работы в ограниченном режиме" |
IEC 61000-3-2:2005 Amendment 1:2008 Amendment 2:2009 | IDT | ГОСТ IEC 61000-3-2-2017 "Электромагнитная совместимость. Часть 3-2. Нормы. Нормы эмиссии гармонических составляющих тока (оборудования с входным током не более 16 А в одной фазе)" |
IEC 61000-3-3:2013 | IDT | ГОСТ IEC 61000-3-3-2015 "Электромагнитная совместимость (ЭМС). Часть 3-3. Нормы. Ограничение изменений напряжения, колебаний напряжения и фликера в общественных низковольтных системах электроснабжения для оборудования с номинальным током не более 16 А (в одной фазе), подключаемого к сети электропитания без особых условий" |
IEC 61000-3-11:2000 | MOD | ГОСТ 30804.3.11-2013 (IEC 61000-3-11:2000) "Совместимость технических средств электромагнитная. Колебания напряжения и фликер, вызываемые техническими средствами с потребляемым током не более 75 А (в одной фазе), подключаемыми к низковольтным системам электроснабжения при определенных условиях. Нормы и методы испытаний" |
IEC 61000-3-12:2011 | IDT | ГОСТ IEC 61000-3-12-2016 "Электромагнитная совместимость (ЭМС). Часть 3-12. Нормы. Нормы гармонических составляющих тока, создаваемых оборудованием, подключаемым к общественным низковольтным системам, с входным током более 16 А, но не более 75 А в одной фазе" |
IEC 61000-4-2 | MOD | ГОСТ 30804.4.2-2013 (IEC 61000-4-2:2008) "Совместимость технических средств электромагнитная. Устойчивость к электростатическим разрядам. Требования и методы испытаний" |
IEC 61000-4-3 | IDT | ГОСТ IEC 61000-4-3-2016 "Электромагнитная совместимость (ЭМС). Часть 4-3. Методы испытаний и измерений. Испытание на устойчивость к излучаемому радиочастотному электромагнитному полю" |
IEC 61000-4-4 | IDT | ГОСТ IEC 61000-4-4-2016 "Электромагнитная совместимость (ЭМС). Часть 4-4. Методы испытаний и измерений. Испытание на устойчивость к электрическим быстрым переходным процессам (пачкам)" |
IEC 61000-4-5 | IDT | ГОСТ IEC 61000-4-5-2017 "Электромагнитная совместимость (ЭМС). Часть 4-5. Методы испытаний и измерений. Испытание на устойчивость к выбросу напряжения" |
IEC 61000-4-6 | MOD | ГОСТ 30804.4.6-2002 |
________________ | ||
IEC 61000-4-11 | MOD | ГОСТ 30804.4.11-2013 (IEC 61000-4-11:2004) "Совместимость технических средств электромагнитная. Устойчивость к провалам, кратковременным прерываниям и изменениям напряжения электропитания. Требования и методы испытаний" |
IЕС 61000-4-34 | IDT | ГОСТ IEC 61000-4-34-2016 "Электромагнитная совместимость (ЭМС). Часть 4-34. Методы испытаний и измерений. Испытания на устойчивость к провалам, кратковременным прерываниям и изменениям напряжения электропитания оборудования с потребляемым током более 16 А на фазу" |
CISPR 11:2009 Amendment 1:2010 | IDT | ГОСТ CISPR 11-2017 "Оборудование промышленное, научное и медицинское. Характеристики радиочастотных помех. Нормы и методы испытаний" |
CISPR 16-1-1 | IDT | ГОСТ CISPR 16-1-1-2016 "Требования к аппаратуре для измерения радиопомех и помехоустойчивости и методы измерения. Часть 1-1. Аппаратура для измерения радиопомех и помехоустойчивости. Измерительная аппаратура" |
CISPR 16-1-2 | IDT | ГОСТ CISPR 16-1-2-2015 "Требования к аппаратуре для измерения радиопомех и помехоустойчивости и методы измерения. Часть 1-2. Аппаратура для измерения радиопомех и помехоустойчивости. Устройства связи для измерений кондуктивных помех" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык соответствующего международного стандарта. | ||
Библиография
[1] | IEC 60417-DB:2011 | Graphical symbols for use on equipment (Графические символы для использования на оборудовании) |
[2] | IEC 60974-9 | Arc welding equipment - Part 9: Installation and use (Оборудование для дуговой сварки. Часть 9. Установка и использование) |
[3] | IEC/TS 61000-3-4 | Electromagnetic compatibility (EMC) - Part 3-4: Limits - Limitation of emission of harmonic currents in low-voltage power supply systems for equipment with rated current greater than 16 A [Электромагнитная совместимость (ЭМС). Часть 3-4. Нормы. Ограничение эмиссии гармонических составляющих тока в низковольтных системах электроснабжения для оборудования с номинальным током более 16 А] |
[4] | CISPR 14-1 | Electromagnetic compatibility - Requirements for household appliances, electric tools and similar apparatus - Part 1: Emission (Электромагнитная совместимость. Требования для бытовых приборов, электрических инструментов и аналогичных аппаратов. Часть 1. Электромагнитная эмиссия) |
[5] | ISO 7000:2004 | Graphical symbols for use on equipment - Index and synopsis (Графические символы для использования на оборудовании. Индекс и краткий обзор) |
УДК 621.396/.397.001.4:006.354 | МКС 25.160 |
Ключевые слова: электромагнитная совместимость, оборудование для дуговой сварки, электромагнитная эмиссия, помехоустойчивость, требования, нормы, методы испытаний, методы измерений | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}