ГОСТ Р ЕН 848-1-2011
Группа Г81
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БЕЗОПАСНОСТЬ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
Станки фрезерные односторонние
Часть 1
Станки фрезерные одношпиндельные с вертикальным нижним расположением шпинделя
Safety of woodworking machines. One side milling machines. Part 1. Single spindle milling machines with vertical lower arrangement of spindle
ОКС 79.120.10
ОКП 38 3000
Дата введения 2012-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ОАО "ЭНИМС") на основе собственного аутентичного перевода на русский язык европейского регионального стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 "Станки"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. N 1025-ст
4 Настоящий стандарт идентичен европейскому региональному стандарту ЕН 848-1:2007+А1:2009* "Безопасность деревообрабатывающих станков. Станки односторонние, формообразующие с вращающимся инструментом. Часть 1. Одношпиндельные вертикальные формообразующие станки (EN 848-1:2007+А1:2009 "Safety of woodworking machines - One side moulding machines with rotating tool - Part 1: Single spindle vertical moulding machines").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных европейских региональных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2013 год
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт разработан как идентичный европейскому стандарту ЕН 848-1:2007+А1:2009 "Безопасность деревообрабатывающих станков. Станки односторонние, формообразующие с вращающимся инструментом. Часть 1. Одношпиндельные вертикальные формообразующие станки (EN 848-1:2007+А1:2009 "Safety of woodworking machines - One side moulding machines with rotating tool - Part 1: Single spindle vertical moulding machines") и соответствует основным требованиям безопасности Директив Европейского Союза.
Настоящий стандарт - стандарт типа С в соответствии с ЕН 12100-1, ЕН 12100-2.
Настоящий стандарт рассматривает основные опасности, опасные ситуации и случаи, характерные при работе на односторонних фрезерных станках с вертикальным нижним расположением шпинделя, и устанавливает требования безопасности и/или защитные меры по устранению опасностей и снижению рисков при эксплуатации этих станков.
Настоящий стандарт также включает в себя информацию, которой производитель обязан обеспечить пользователя.
Настоящий стандарт предназначен для конструкторов, производителей, поставщиков и импортеров фрезерных станков.
Требования безопасности к инструментам для деревообработки приведены в ЕН 847-1:2005, ЕН 847-2:2001 и ЕН 847-3:2004.
1 Область применения
Настоящий стандарт распространяется на одношпиндельные фрезерные станки с вертикальным нижним расположением шпинделя, с ручной подачей (с или без съемного механизма подачи) (далее - станки), определяет перечень основных видов опасностей, опасных ситуаций и опасных случаев при работе на этих станках и устанавливает требования безопасности и/или защитные меры по устранению опасностей и снижению рисков при эксплуатации стационарных и передвижных фрезерных станков, предназначенных для обработки плоских профильных прямолинейных и криволинейных заготовок из цельной и модифицированной древесины, при использовании станков по назначению в соответствии с условиями изготовителя станков.
Примечание 1 - Определения стационарного и передвижного станков см. в 3.2.17 и 3.2.18.
Настоящий стандарт не распространяется:
a) на станки фрезерные одношпиндельные с верхним расположением шпинделя;
b) на станки, оборудованные механическими передвижными передним удлиненным столом и/или шипорезными перемещаемыми столами;
c) на ручные электроприводные деревообрабатывающие устройства для фрезерования древесины или любые другие подобные устройства, допускающие их использование в различных условиях, в том числе при установке на верстаке.
Примечание 2 - Ручные электроприводные устройства для фрезерования древесины рассмотрены в ЕН 60745-1 совместно с ЕН 60745-2-17;
d) на станки, устанавливаемые на верстаке или на столе, подобному верстаку, предназначенные для стационарного использования в работе, приспособленные для переноса их вручную одним человеком. Верстаки для этих станков могут также быть встроенной частью станка, если они имеют высокие шарнирно укрепленные ножки, которые могут складываться при переносе станка вручную.
Примечание 3 - Переносные (настольные) электроприводные станки рассмотрены в ЕН 61029-1 совместное ЕН 61029-2-8.
Настоящий стандарт применяют к указанным выше фрезерным станкам, изготовленным после даты его введения.
Примечание 4 - Станки, рассматриваемые в настоящем стандарте, приведены в Директиве по безопасности машин 98/37/ЕС (приложение 1V, пункт А7).
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на европейские региональные стандарты*, обязательные для применения. При датированных ссылках последующие редакции европейских региональных стандартов или изменения к ним действительны для настоящего стандарта только введением изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ЕН 847-1:2005 Инструменты станочные для деревообработки. Требования безопасности. Часть 1. Фрезерные инструменты, дисковые пилы (EN 847-1:2005, Tools for woodworking - Safety requirements - Part 1: Milling tools, circular saw blades)
EH 847-2:2001 Инструменты деревообрабатывающие. Требования безопасности. Часть 2. Требования к хвостовикам фрез (EN 847-2:2001, Tools for woodworking - Safety requirements - Part 2: Requirements for the shank of shank mounted milling tools)
EH 894-1:1997 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 1. Общие основы взаимодействия пользователя со средствами отображения информации и органами управления (EN 894-1:1997, Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators)
EH 894-2:1997 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Дисплеи (EN 894-2:1997, Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 2: Displays)
EH 894-3:2000 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 3. Исполнительные механизмы системы управления (EN 894-3:2000, Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 3: Control actuators)
EH 982:1996 Безопасность машин. Требования безопасности гидравлических и пневматических систем и их компонентов. Гидравлика (EN 982:1996, Safety of machinery - Safety requirements for fluid power systems and their components - Hydraulics)
EH 983:1996 Безопасность машин. Требования безопасности гидравлических и пневматических систем и их компонентов. Пневматика (EN 983:1996, Safety of machinery - Safety requirements for fluid power systems and their components - Pneumatics)
EH 1005-1:2001 Безопасность машин. Физические возможности человека. Часть 1. Термины и определения (EN 1005-1:2001, Safety of machinery - Human physical performance - Part 1: Terms and definitions)
EH 1005-2:2003 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами (EN 1005-2:2003, Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery)
EH 1005-3:2002 Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий для работы на машинах (EN 1005-3:2002, Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation)
EH 1005-4:2005 Безопасность машин. Физические возможности человека. Часть 4. Оценка рабочего состояния и движений относительно машин и механизмов (EN 1005-4:2005, Safety of machinery - Human physical performance - Part 4: Evaluation of working postures and movements in relation to machinery)
EH 1037:1995 Безопасность машин. Предотвращение неожиданного повторного пуска (EN 1037:1995, Safety of machinery - Prevention of unexpected start-up)
EH 1088:1995 Безопасность машин. Устройства блокировочные, соединенные с предохранительными приспособлениями. Основные принципы для проектирования и выбора (EN 1088:1995, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection)
EH 1837:1999 Безопасность машин. Встроенное освещение машин (EN 1837:1999, Safety of machinery - Integral lighting of machines)
EH 50178:1997 Оборудование электронное, применяемое в энергетических установках (EN 50178:1997, Electronic equipment for use in power installations)
EH 50370-1:2005 Электромагнитная совместимость (EMC). Семейство стандартных продуктов для станков. Часть 1. Излучение (EN 50370-1:2005, Electromagnetic compatibility (EMC) - Product family standard for machine tools - Emission)
EH 50370-2:2003 Электромагнитная совместимость (EMC). Семейство стандартных продуктов для станков. Часть 2. Защищенность (EN 50370-2:2003, Electromagnetic compatibility (EMC) - Product family standard for machine tools - Immunity)
EH 60204-1:2006 Безопасность машин. Электрооборудование машин. Часть 1. Общие требования (МЭК 60204-1:2005, модифицированный) (EN 60204-1:2006, Safety of machinery - Electrical equipment of machines - Part 1: General requirements (IEC 60204-1:2005 modified))
EH 60439-1:1999 Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть 1. Узлы, подвергаемые полным и частичным типовым испытаниям (МЭК 60439-1:1999) (EN 60439-1:1999, Low-voltage switchgear and control gear assemblies - Part 1: Type-tested and partially type-tested assemblies (IEC 60439-1:1999))
EH 60529:1991 Степени защиты, обеспечиваемые корпусами (код IP) (МЭК 60529:1989) (EN 60529:1991, Degrees of protection provided by enclosures (IP code) (IEC 60529:1989))
EH 61310-1:1995 Безопасность машин. Индикация, маркировка и приведение в действие. Часть 1. Требования к визуальным, звуковым и тактильным сигналам (МЭК 61310-1:1995) (EN 61310-1:1995 Safety of machinery - Indication, marking and actuation - Part 1: Requirements for visual, auditory and tactile signals (IEC 61310-1:1995))
EH 61496-1:2004 Безопасность машин. Защитная электрочувствительная аппаратура. Часть 1. Общие требования и испытания (МЭК 61496-1:2004, модифицированный) (EN 61496-1:2004, Safety of machinery - Electro-sensitive protective equipment - General requirements and tests (IEC 61496-1:2004 modified))
EH 61508-3:2001 Безопасность машин. Системы электрические/ электронные/программируемые электронные, связанные с функциональной безопасностью. Часть 3. Требования к программному обеспечению (МЭК 61508-3:1998 + Поправка 1999) (EN 61508-3:2001, Functional safety of electrical/electronic/ programmable electronic safety-related systems - Part 3: Software requirements (IEC 61508-3:1998 + Corrigendum 1999))
EH 62061:2005 Безопасность машин и механизмов. Функциональная безопасность электрических, электронных и программируемых электронных систем контроля, связанных с безопасностью (МЭК 62061:2005) (EN 62061:2005, Safety of machinery - Functional safety of safety-related electrical, electronic and programmable electronic control systems (IEC 62061:2005))
EH ИСО 3743-1:1995 Акустика. Определение уровней звуковой мощности источников шума. Технические методы для небольших подвижных источников в реверберационных полях. Часть 1. Сравнительный метод для твердостенных испытательных камер (ИСО 3743-1:1994) (EN ISO 3743-1:1995, Acoustics - Determination of sound power levels of noise sources - Engineering methods for small, movable sources in reverberant fields - Comparison for hard-walled test rooms (ISO 3743-1:1994))
EH ИСО 3743-2:1996 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для небольших подвижных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных испытательных камер (ИСО 3743-2:1994) (EN ISO 3743-2:1996, Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering methods for small, movable sources in reverberant fields - Part 2. Methods for special reverberation test rooms (ISO 3743-2:1994))
EH ИСО 3744:1995 Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Технический метод в условиях свободного звукового поля над отражающей поверхностью (ИСО 3744:1994) (EN ISO 3744:1995, Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering method in an essentially free field over a reflecting plane (ISO 3744:1994))
EH ИСО 3745:2003 Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Точные методы для заглушенных и полузаглушенных камер (ИСО 3745:2003) (EN ISO 3745:2003, Acoustics - Determination of sound power levels of noise sources using sound pressure - Precision methods for anechoic and hemi-anechoic rooms (ISO 3745:2003))
EH ИСО 3746:1995 Акустика. Определение уровней звуковой мощности источников шума с применением звукового давления. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения (ИСО 3746:1995) (EN ISO 3746:1995, Acoustics - Determination of sound power levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane (ISO 3746:1995))
EH ИСО 4871:1996 Акустика. Заявленные значения шумоизлучения машин и оборудования и их проверка (ИСО 4871:1996) (EN ISO 4871:1996, Acoustics - Declaration and verification of noise emission values of machinery and equipment (ISO 4871:1996))
EH ИСО 9614-1:1995 Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерение в отдельных точках (ИСО 9614-1:1993) (EN ISO 9614-1:1995, Acoustics - Determination of sound power levels of noise sources using sound intensity - Measurement at discrete points (ISO 9614-1:1993))
EH ИСО 11202:1995 Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Контрольный метод измерения на месте (ИСО 11202:1995) (EN ISO 11202:1995, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and at other specified positions; survey method in situ (ISO 11202:1995))
EH ИСО 11202:2010 Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Контрольный метод измерения на месте (ИСО 11202:2010) (EN ISO 11202:2010, Acoustics - Noise emitted by machinery and equipment - Measurement method of emission sound pressure levels at a work station and at other specified positions - Survey method in situ (ISO 11202:2010))
EH ИСО 11204:1995 Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Метод, требующий поправок на внешние воздействующие факторы (ИСО 11204:1995) (EN ISO 11204:1995, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and at other specified positions - Method requiring environmental corrections (ISO 11204:1995))
EH ИСО 11204:1995/AC:1997 Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Метод, требующий поправок на внешние воздействующие факторы (ИСО 11204:1995/АС:1997) (EN ISO 11204:1995/АС:1997, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and other specified positions - Method requiring environmental corrections (ISO 11204:1995/Cor/1:1997))
EH ИСО 11688-1:1998 Акустика. Рекомендуемая практика проектирования машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование (ИСО/ТО 11688-1:1995) (EN ISO 11688-1:1998, Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 1: Planning (ISO/TR 11688-1:1995))
EH ИСО 12100-1:2003 Безопасность машин. Основные понятия, общие принципы расчета. Часть 1. Основная терминология, методология (ИСО 12100-1:2003) (EN ISO 12100-1:2003, Safety of machinery - Basic concepts, general principles for design - Part 1: Basic terminology, methodology (ISO 12100-1:2003))
EH ИСО 12100-2:2003 Безопасность машин. Основные понятия, общие принципы расчета. Часть 2. Технические принципы (ИСО 12100-2:2003) (EN ISO 12100-2:2003, Safety of machinery - Basic concepts, general principles for design - Part 2: Technical principles (ISO 12100-2:2003))
EH ИСО 13849-1:2008 Безопасность машин. Детали систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы проектирования (ИСО 13849-1:2006) (EN ISO 13849-1:2006, Safety of machinery - Safety-related parts of control systems - General principles for design (ISO 13849-1:2006))
EH ИСО 13849-2:2008 Безопасность машин. Детали систем управления, связанные с обеспечением безопасности. Часть 2. Валидация (ИСО 13849-2:2003) (EN ISO 13849-2:2003, Safety of machinery - Safety-related parts of control systems - Part 2: Validation (ISO 13849-2:2003))
EH ИСО 13850:2006 Безопасность машин. Аварийный останов. Принципы проектирования (ИСО 13850:2006) (EN ISO 13850:2006, Safety of machinery - Emergency stop - Principles for design (ISO 13850:2006))
EH ИСО 13857:2008 Безопасность машин. Безопасные расстояния для обеспечения недоступности опасных зон для верхних и нижних конечностей (ИСО 13857:2008) (EN ISO 13857:2008, Safety of machinery distances to prevent hazard zones being reached by upper and lower limbs (ISO 13857:2008))
ИСО 7009:1983 Станки деревообрабатывающие. Одношпинделыные строгально-калевочные станки. Номенклатура и условия приемки (ISO 7009:1983, Woodworking machines - Single spindle moulding machines - Nomenclature and acceptance conditions)
ИСО 7960:1995 Шумы, распространяющиеся по воздуху при работе станков. Режимы работы деревообрабатывающих станков (ISO 7960:1995, Airborne noise emitted by machine tools - Operating conditions for woodworking machines)
3 Термины и определения
3.1 Общие положения
В настоящем стандарте применены термины по ЕН ИСО 12100-1, а также следующие термины с соответствующими определениями:
3.2 Основные термины и определения
3.2.1 станок фрезерный одношпиндельный с вертикальным нижним расположением шпинделя (single spindle vertical moulding machine): Станок с ручной подачей, одним вертикальным шпинделем (закрепленным или сменным), положение которого во время обработки остается в неизменном положении, и горизонтальным столом, который полностью или частично неподвижен во время обработки. Шпиндель проходит снизу через стол, приводной двигатель и суппорт шпинделя расположены под столом станка. Станок может быть укомплектован любым из нижеперечисленных приспособлений:
a) приспособлением для регулирования положения шпинделя по высоте относительно стола станка;
b) приспособлением для наклона шпинделя относительно плоскости стола станка;
c) приспособлением для установки дополнительного передвигаемого вручную шипорезного стола;
d) пильным приспособлением для выборки профилированной части обрабатываемой заготовки или штапика для оконных блоков (далее - "пильный узел для выборки штапика");
e) приспособление для регулирования вставки стола.
3.2.2 прямолинейное фрезерование (straight work): Фрезерование прямолинейной заготовки от начала и до конца по всей длине; при этом заготовка одной стороной перемещается по столу, а другая сторона заготовки находится в постоянном контакте с прямолинейной направляющей линейкой, установленной на столе станка (см. рисунок 1).
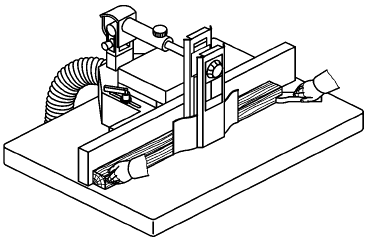
Рисунок 1 - Пример прямолинейного фрезерования
3.2.3 криволинейное фрезерование (curved work): Фрезерование по криволинейному контуру обрабатываемой заготовки; при этом заготовка одной стороной перемещается по столу, а другая обрабатываемая сторона заготовки находится в постоянном контакте с вертикальной полукруглой направляющей, установленной на столе станка (см. рисунок 2). Возможен вариант, при котором заготовка крепится в специальном приспособлении (шаблоне), которое перемещается вместе с заготовкой по столу и находится в постоянном контакте с копирным кольцом, установленным в отверстии стола станка.
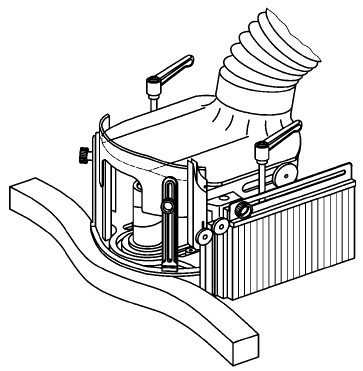
Рисунок 2 - Пример криволинейного фрезерования
3.2.4 нарезание шипов (tenoning): Изготовление шипов и проушин на торце обрабатываемой заготовки для обеспечения шипового соединения обработанных заготовок. Профили шипа и проушины показаны на рисунке 3.
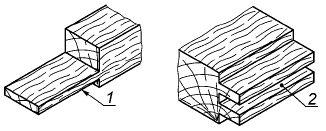
1 - шип;
2 - проушина
Рисунок 3 - Пример обработанной заготовки с шипом/проушиной
3.2.5 ограниченная прямолинейная обработка (stopped straight work): Фрезерование только части длины обрабатываемой заготовки (см. рисунок 4).
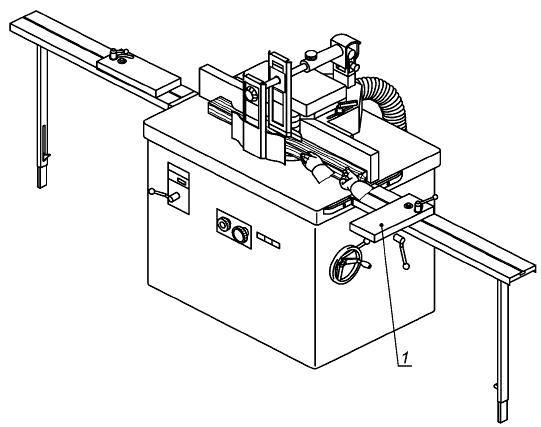
1 - конечный упор для предотвращения отдачи
Рисунок 4 - Пример ограниченной прямолинейной обработки
3.2.6 пильный узел (glass bead saw unit): Обрабатывающий узел (приспособление), снабженный дисковой пилой для отрезания (выборки) штапика от обработанного профиля обрабатываемой заготовки (см. рисунок 5).
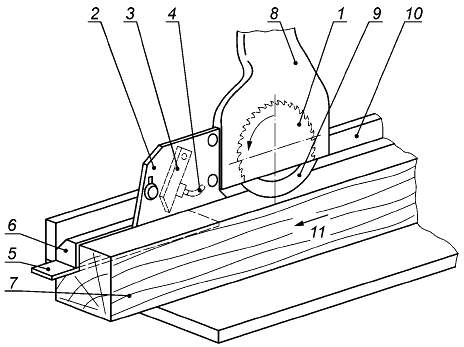
1 - дисковая пила; 2 - отделитель штапика от заготовки; 3 - противовыбрасывающее устройство (планка); 4 - прижимное устройство; 5 - направляющий паз для отрезаемого штапика; 6 - отрезанный штапик; 7 - обрабатываемая заготовка; 8 - неподвижное защитное ограждение дисковой пилы; 9 - автоматически регулируемое по высоте ограждение режущей части дисковой пилы; 10 - направляющая линейка; 11 - направление подачи
Рисунок 5 - Пример пильного узла для выборки штапика
3.2.7 ручная подача (hand feed): Ручная загрузка и/или ручная установка и обеспечение движения подачи обрабатываемой заготовки. Ручная подача может включать в себя использование перемещаемой вручную каретки, на которой вручную закреплена обрабатываемая заготовка и использование съемного механизма подачи.
3.2.8 съемный механизм подачи (de-mountable power feed unit): Приводной механизм подачи, который устанавливают на станке таким образом, чтобы его можно было снять с рабочей позиции или повернуть в нерабочее положение без использования вспомогательного инструмента.
3.2.9 диапазон частоты вращения (speed range): Диапазон между наименьшей и наибольшей частотой вращения шпинделя инструмента, обеспечивающий необходимую скорость резания для обработки.
3.2.10 отдача (kickback): Особая форма выброса, выраженная в неуправляемом резком движении обрабатываемой заготовки или ее частей, или частей станка против направления подачи заготовки во время обработки.
3.2.11 противовыбрасывающее устройство (когтевая защита) (anti-kickback device): Устройство, которое либо снижает возможность отдачи, либо задерживает движение во время отдачи обрабатываемой заготовки, ее частей или частей станка.
3.2.12 сменный шпиндель (removable spindle): Съемная шпиндельная насадка (оправка) с закрепленным на ней инструментом, позволяющая осуществлять ее замену без его разборки и снятия коренных подшипников.
3.2.13 привод станка (machine actuator): Силовой механизм, используемый для приведения станка в действие.
3.2.14 информация поставщика (information from the supplier): Официальные бюллетени, литература по сбыту, проспекты или другие документы, в которых изготовитель (или поставщик) декларирует характеристики и другие данные на поставляемую продукцию или подтверждает соответствие продукции стандартам.
3.2.15 время разбега (run-up time): Время от приведения в действие командного устройства управления пуском станка до достижения шпинделем установленной частоты вращения.
3.2.16 время выбега (run-down time): Время от приведения в действие командного устройства управления остановкой станка до полной остановки вращения шпинделя.
3.2.17 стационарный станок (stationery machine): Станок, предназначенный для установки и закрепления на полу или других частях рабочего помещения и неподвижный во время использования.
3.2.18 передвижной станок (displaceable machine): Станок, установленный на полу рабочего помещения, неподвижный во время работы и оборудованный устройством, как правило, колесами, позволяющими передвигать его на другое место.
3.2.19 электрическая система управления, связанная с обеспечением безопасности; SRECS (safety related electrical control system, SRECS): Электрическая часть системы управления, обеспечивающая безопасную работу станка, сбои в которой могут привести к возникновению опасной ситуации (см. ЕН 62061, пункт 3.2.4).
3.2.20 встроенное программное обеспечение (embedded software): Программное обеспечение, являющееся частью системы, поставляемой изготовителем, не доступное для изменения пользователем.
Примечание 1 - Встроенное программное обеспечение (см. ЕН 62061, пункт 3.2.47) называют также фирменным или системным программным обеспечением.
Примечание 2 - "Изготовитель" означает "изготовитель системы".
Примечание 3 - Например: система управления изменением частоты вращения шпинделя.
3.2.21 прикладное программное обеспечение (application software): Специальное программное обеспечение, предназначенное для применения в системе SRECS, содержащее логические последовательности, пределы и выражения для управления соответствующими выходами, а также решения, необходимые для выполнения системой SRECS своих функций (см. ЕН 62061, пункт 3.2.46).
Примечание - Например: программа для PLC, обеспечивающая работу станка.
3.3 Наименования основных узлов и деталей станка (термины)
Основные узлы и детали станка и их наименования представлены в таблице 1 и на рисунках 6а)-6d).
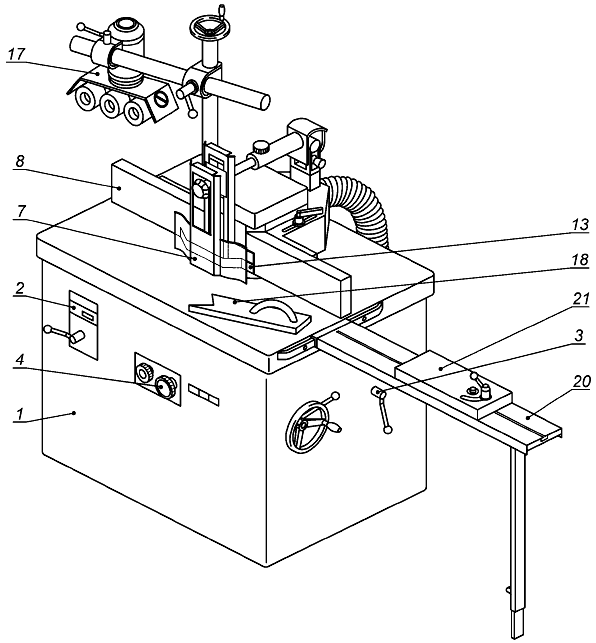
Рисунок 6а) - Пример фрезерного станка, оборудованного для прямолинейной обработки
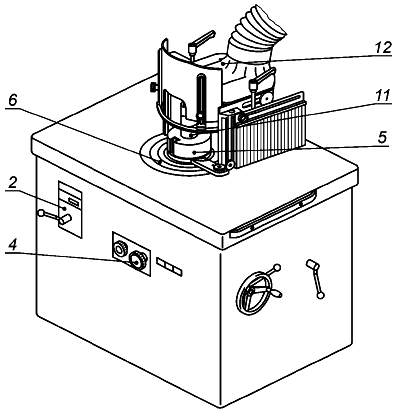
Рисунок 6b) - Пример фрезерного станка, оборудованного для криволинейной обработки
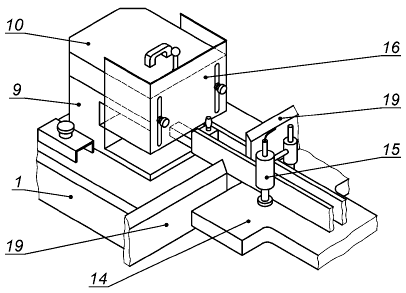
Рисунок 6с) - Пример фрезерного станка, оборудованного для нарезания шипов с применением перемещаемых регулируемых защитных ограждений
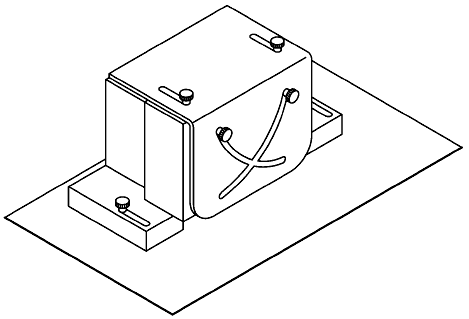
Рисунок 6d) - Пример перемещаемого саморегулируемого защитного ограждения на фрезерном станке, оборудованном для нарезания шипов
Рисунок 6 - Фрезерный одношпиндельный станок с вертикальным нижним расположением шпинделя
Таблица 1 - Основные узлы и детали фрезерного станка
Номер позиции на рисунке 6 | Наименование позиции |
1 | Основная станина |
2 | Указатель частоты вращения шпинделя |
3 | Фиксатор шпинделя |
4 | Органы управления пуском и остановкой |
5 | Инструмент |
6 | Кольца стола |
7 | Защитное ограждение на станке для прямолинейной обработки |
8 | Плиты направляющей линейки |
9 | Закрытое ограждение |
10 | Съемное защитное ограждение (съемный защитный кожух) с отверстием для отсоса стружки и пыли |
11 | Защитное ограждение на станке для криволинейной обработки |
12 | Патрубок для отсоса стружки и пыли |
13 | Вертикальная полукруглая направляющая для криволинейной обработки |
14 | Перемещаемый стол |
15 | Устройство прижима обрабатываемой заготовки |
16 | Регулируемое ограждение |
17 | Съемный механизм подачи |
18 | Толкающий шток, толкающая палка |
19 | Неподвижные ограждения на перемещаемом столе |
20 | Удлинение стола |
21 | Регулируемый конечный упор для ограничения длины обработки |
4 Перечень основных опасностей
В данном разделе рассмотрены основные опасности, опасные ситуации и опасные случаи (далее - основные опасности) в том порядке, в котором они перечислены в ЕН 1050 (приложение А), характерные по результатам оценки рисков для станков, указанных в разделе 1. В настоящем стандарте рассмотрены эти основные виды опасностей и установлены требования безопасности и/или защитные меры по устранению этих опасностей и снижению рисков, а также приведены ссылки на другие соответствующие стандарты (см. раздел 5).
В таблице 2 представлен перечень основных видов опасностей в соответствии с ЕН 1050 (приложение А) и указаны пункты ЕН ИСО 12100 (части 1 и 2) и настоящего стандарта, содержащие защитные меры по обеспечению безопасности и снижению рисков для станков, указанных в разделе 1.
Таблица 2 - Перечень основных опасностей
Наименование опасности по ЕН 1050 (приложение А) | Обеспечение безопасности | ||
Пункт, подпункт ЕН ИСО 12100 | Пункт, подпункт настоящего стандарта | ||
Часть 1 | Часть 2 | ||
1 Механические опасности от воздействия: | |||
- частей машины или обрабатываемых заготовок в зависимости: | |||
а) от формы | 4.2 | 4.2.1, 4.2.2, 5 | 5.3.3, 5.3.5, 5.3.6, 5.3.7, 5.3.8 |
b) от относительного расположения | 5.2.2, 5.3.5, 5.3.6 | ||
с) от массы и устойчивости (потенциальной энергии составных частей, которые могут начать двигаться под воздействием силы тяжести) | 5.3.1, 5.3.7 | ||
d) от массы и скорости (кинетической энергии составных частей в управляемом или неуправляемом движении) | 5.2.8, 5.3.5, 5.3.8 | ||
е) от механической прочности | 5.3.3, 5.3.5, 5.3.6, 5.3.7 | ||
- накопления энергии внутри станка, например: | |||
f) упругими элементами (пружинами) | 4.2 | 4.10, 5.5.4 | 5.3.7 |
g) жидкостями и газами под давлением | 4.2 | 4.10, 5.5.4 | 5.2.9, 5.4.6 5.4.7 |
1.1 Опасность раздавливания | 4.2.1 | 5.3.4, 6.3 | |
1.3 Опасность разрезания или разрыва | 5.3.3, 5.3.6, 5.3.7.1 | ||
1.4 Опасность запутывания | 5.3.3, 5.3.7 | ||
1.5 Опасность затягивания, захвата | 5.3.7 | ||
1.6 Опасность удара | 5.3.5 | ||
2 Электрические опасности вследствие: | |||
2.1 контакта персонала с токоведущими частями (прямой контакт) | 4.3 | 4.9, 5.5.4 | 5.4.4 |
2.2 контакта с частями станка, которые в неисправном состоянии находятся под напряжением (косвенный контакт) | 4.3 | 4.9 | 5.4.4 |
4 Опасности, вызванные шумом, приводящие: | |||
4.1 к потере слуха (глухоте), другим физиологическим расстройствам (например, потере равновесия, ослаблению внимания) | 4.5 | 4.2.2, 5 | 5.4.2 |
7 Опасности, вызванные материалами и веществами (или их составляющими), используемыми или выделяемыми машиной: | |||
7.1 опасности от контакта или вдыхания паров вредных жидкостей, газов, пыли, тумана, дыма | 4.8 | 4.3b, 4.4 | 5.4.3 |
7.2 опасности возгорания или взрыва | 4.8 | 4.4 | 5.4.1 |
8 Опасности, возникающие при пренебрежении принципами эргономики при конструировании машины: | |||
8.1 от неудобных рабочих поз или чрезмерных усилий | 4.9 | 4.7, 4.8.2, 4.11.12, 5.5.5, 5.5.6 | 5.2.2, 5.3.7 |
8.2 от непринятия во внимание анатомии кистей рук или ступней ног | 4.9 | 4.8.3 | 5.4.5 |
8.6 от ошибок в поведении человека | 4.9 | 4.8, 4.11.8, 4.11.10, 5.5.2, 6 | 5.2.6, 5.3.3.6, 5.3.4, 6.3 |
8.7 от конструкции, размещения или обозначения органов ручного управления с нарушением требований эргономики | 4.8.7, 4.11.8 | 5.2.2 | |
9 Комбинация опасностей | 4.11 | 5.2.6 | |
10 Неожиданные пуски, повороты, прокручивания (или любые подобные нештатные состояния) от: | |||
10.1 неполадок или повреждения систем управления | 4.11, 5.5.4 | 5.2.6, 5.2.9 | |
10.2 возобновления энергоснабжения после его прерывания | 4.11.4 | 5.2.8 | |
10.3 внешнего воздействия на электрооборудование | 4.11.11 | 5.4.8, приложение F | |
10.5 ошибок в программном обеспечении | 4.11.7 | приложение F | |
10.6 ошибок, сделанных оператором (вследствие несоответствия станка характеристикам и способностям человека (см. 8.6)) | 4.9 | 4.8, 4.11.8, 4.11.10, 5.5.2, 6 | 5.4.5, 5.4.10, 6.3 |
11 Невозможность остановки машины в желаемом положении | 4.11.1, 4.11.3, 5.5.2 | 5.2.4, 5.2.5 | |
12 Нарушение частоты вращения инструмента | 4.2.2, 4.3 | 5.2.7 | |
13 Нарушения энергоснабжения | 4.11.1, 4.11.4 | 5.2.8 | |
14 Нарушение в системе управления | 4.9 | 4.11, 5.5.4 | 5.2.9, 5.2.10 |
15 Ошибки установки | 4.9 | 4.7, 6.5 | 6.3 |
16 Разрушение во время работы | 4.2.2 | 4.3 | 5.3.2 |
17 Падение или выброс предметов или жидкостей | 4.2.2 | 4.3, 4.10 | 5.3.2, 5.3.3, 5.3.5 |
18 Потеря устойчивости, опрокидывание станка | 4.2.2 | 5.2.6 | 5.3.1 |
5 Требования безопасности и/или защитные меры
5.1 Общие положения
Станок должен соответствовать требованиям безопасности и/или защитным мерам, приведенным в настоящем разделе.
Примечание 1 - В отношении возможных, но неосновных опасностей, которые не рассмотрены в настоящем стандарте (например, острые кромки станины), проектирование станков следует осуществлять в соответствии с основными требованиями ЕН ИСО 12100 (части 1 и 2).
Примечание 2 - Для принятия мер по снижению риска при проектировании следует руководствоваться ЕН ИСО 12100-2 (раздел 4), для принятия предохранительных мер - ЕН ИСО 12100-2 (раздел 5).
5.2 Органы управления
5.2.1 Безопасность и надежность систем управления
5.2.1.1 Общие положения
Настоящий стандарт устанавливает требования безопасности ко всей системе управления станком - от исходного органа управления (например, рукоятки, позиционного переключателя или датчика) до конечного исполнительного механизма станка (например, двигателя или тормозного устройства).
Элементы системы управления станком, связанные с обеспечением безопасности, должны соответствовать требованиям нижеуказанных категорий безопасности по ЕН ИСО 13849-1 в соответствии со следующими выполняемыми функциями:
- пуском вращения шпинделя инструмента: категория 1 (см. 5.2.3);
- рабочей остановкой: категория 1 (см. 5.2.4);
- аварийной остановкой: категория 1 (см. 5.2.5);
- механическими перемещениями шпинделя инструмента, направляющей линейки, регулируемой вставки стола: категория В (см. 5.2.8.1, 5.2.8.2);
- контролем частоты вращения шпинделя инструмента: категория 1 или 2 (см. 5.2.7);
- механически приводными регулированиями: категория 1 (см. 5.2.8.1, 5.2.8.2);
- блокировкой: категория 1 или 3 (см. 5.2.7, 5.3.7.2);
- блокировкой со стопором защитного ограждения: категория 1 или 3 (см. 5.3.7.1.1 и 5.3.7.2);
- выбором режима: категория 1 (см. 5.2.6);
- торможением: категории В, 1 или 2 (см. 5.3.4.1);
- отключением (освобождение) тормозной системы: категория В (см. 5.3.4.2);
- прижимом обрабатываемой заготовки: категория 1 (см. 5.3.8).
Если приведена более чем одна категория, требуемые данные о необходимом ее типе следует указывать в соответствующих разделах.
Если необходимо выполнять требования категории В, то следует выполнять требования всех категорий. Если необходимо выполнять требования категории 1, то выполнение более высоких требований категорий 3 и 4 также обосновано. Если необходимо выполнять требования категории 2, то выполнение требований категорий 3 и 4 также обосновано. Если необходимо выполнять требования категории 3, то выполнение требований категории 4 также обосновано.
Примечание - Информация о комбинациях элементов системы управления, связанных с обеспечением безопасности, с одинаковыми или различными категориями приведена в ЕН ИСО 13849-1 (пункт 6.3).
Контроль: проверка соответствующих чертежей и/или электрических схем и визуальный контроль станка.
5.2.1.2 Применение успешно испытанных компонентов и предохранительных устройств
5.2.1.2.1 Успешно испытанные компоненты
Компоненты считаются успешно испытанными, если они соответствуют требованиям ЕН ИСО 13849-1 (пункт 6.2.4) (см. приложение D).
Примечание 1 - Успешно испытанные электрические компоненты перечислены в ЕН 13849-2 (таблица D.3).
Примечание 2 - Информация по оценке успешно испытанных компонентов, возможности исключения их неисправностей и т.п. приведена в ЕН 13849-2.
Контроль: проверка соответствующих чертежей и/или электрических схем и визуальный контроль станка.
5.2.1.2.2 Предохранительные устройства
Предохранительные устройства должны соответствовать стандартам. Для устройств, перечисленных ниже, должны быть выполнены следующие требования:
a) электромагнитные бесконтактные переключатели должны соответствовать требованиям ЕН 1088 (подраздел 6.2), а система управления должна соответствовать категории 3 по ЕН ИСО 13849-1;
b) элементы системы управления, обеспечивающие постоянный мониторинг, за тем, чтобы повреждение любого компонента не приводило к непредусмотренному движению (пуску), изменению условий вращения шпинделя во время обработки (частоты вращения или механического перемещения), невозможности остановки, должны соответствовать категории 3 по ЕН ИСО 13849-1;
c) устройство задержки времени (реле времени) должно быть выполнено способом, не дающим погрешности, например емкостного типа, соответствующего требованиям категории 3 по ЕН ИСО 13849-1.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
Примечание - Для подтверждения характеристик компонентов могут быть использованы документы изготовителя компонентов.
5.2.1.3 Применение электронных компонентов
Если применяют электронные компоненты, должны быть выполнены требования, изложенные в приложении F.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.2.2 Расположение органов управления
Электрические командные устройства для пуска, рабочей остановки, аварийной остановки (см. 5.2.5), регулирования частоты вращения шпинделя (см. 5.2.8), направления вращения шпинделя (см. 5.3.3.6) и выбора режима (см. 5.2.6) должны быть расположены следующим образом.
На стационарных и передвижных станках с или без выступающего передвижного стола и на станках со встроенным передвижным столом:
a) на позиции оператора [см. перечисление k), 6.3] и
b) ниже стола, закрепленные на передней стороне станка на расстоянии не более 50 мм от верхней поверхности стола и более 600 мм от уровня пола или
c) на передней стороне неподвижного пульта управления, как показано на затемненной площади рисунка 7:
Размеры в миллиметрах
1 - полоса расположения органов управления; 2 - неподвижный пульт управления; 3 - область расположения пульта управления
Рисунок 7 - Расположение органов управления
1) передняя поверхность пульта должна находиться на расстоянии, не превышающем 700 мм от передней кромки стола,
2) верхняя поверхность пульта должна находиться на расстоянии, не превышающем 1800 мм от уровня пола.
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
Механические органы управления должны быть доступными с позиции оператора и не должны быть размещены на задней стороне станка.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерения, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.3 Пуск
Система управления должна быть спроектирована так, чтобы пуск или повторный пуск станка был возможен только, если установлены и приведены в рабочее состояние все защитные ограждения. Это достигается посредством блокирующих устройств, как описано в 5.3.7. Защитные ограждения без блокировки перед пуском должны быть отрегулированы [см. перечисление k) 6.3].
Пуск или повторный пуск должен быть возможен только посредством предназначенного для этих целей командного устройства управления пуском.
Если установлен съемный механизм подачи и/или пильный узел, следует выполнять следующие требования: пуск съемного механизма подачи должен быть возможен только при вращающемся шпинделе инструмента и дисковой пилы пильного узла. При установке пильного узла в нерабочем положении вращение дисковой пилы недопустимо.
На станках, имеющих пильный узел и/или механическую регулировку направляющей линейки и/или регулируемой вставки стола, для пуска дисковой пилы пильного узла и/или механического регулирования направляющей линейки, и/или регулируемой вставки стола следует выполнять требования 5.2.8, 5.3.3.4 и 5.3.6.
Для станков с электрическим приводом должны быть выполнены требования ЕН 60204-1 (подпункт 9.2.5.2), кроме требований ЕН 60294-1 (пункт 9.2.4).
Часть системы управления, связанная с обеспечением безопасности при пуске вращения шпинделя, должна соответствовать категории 1 по ЕН ИСО 13849-1.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.4 Рабочая остановка
Станок должен быть снабжен системой управления рабочей остановкой, позволяющей надежно и безопасно осуществлять полную остановку как самого станка, так и съемного механизма подачи и дисковой пилы пильного узла, если они установлены. Процесс рабочей остановки должен включать в себя отключение от электропитания всех силовых приводов станка.
Последовательность рабочей остановки:
a) отключение электропитания к штепсельному разъему, если он предусмотрен для подключения съемного механизма подачи, к приводам позиционирования шпинделя, двигателю привода шпинделя и применяемому тормозному устройству, если имеется (см. 5.3.4);
b) отключение электропитания тормозного устройства (если имеется электрическое тормозное устройство) после полной остановки вращения шпинделя, например, посредством задержки времени в соответствии с перечислением с) 5.2.1.2.2.
Станок должен останавливаться при любой включенной скорости.
Если на станке установлено механически управляемое тормозное устройство, система управления рабочей остановкой должна быть выполнена по категории 0 в соответствии с требованиями ЕН 60204-1 (пункт 9.2.2).
Если станок снабжен любым другим типом тормозного устройства, например электрическим тормозным устройством, система управления рабочей остановкой должна быть выполнена по категории 1 в соответствии с требованиями ЕН 60204-1 (пункт 9.2.2) (также см. 5.3.4.1).
Часть системы управления, связанная с обеспечением безопасности, при рабочей остановке должна соответствовать категории 1 по ЕН 13849-1.
На станках, снабженных боковым шипорезным перемещаемым столом или передним передвижным удлиненным столом, должно быть предусмотрено дополнительное устройство управления рабочей остановкой, если станок снабжен только устройством управления рабочей остановкой, или дополнительное устройство управления аварийной остановкой; когда станок снабжен только устройством управления аварийной остановкой, в обоих случаях устройство должно быть расположено на перемещаемом столе или его опоре (суппорте).
Конструкцией электрических цепей управления должно быть предусмотрено соблюдение последовательности отключения при рабочей остановке. Если используют устройство задержки времени, время задержки должно быть не менее времени торможения. Время задержки должно быть фиксированным, или устройство, регулирующее задержку времени, после установки времени задержки должно быть опломбировано.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.5 Аварийная остановка
Станки, имеющие более чем один приводной двигатель, должны быть снабжены устройством управления аварийной остановкой. Устройство управления аварийной остановкой должно иметь конструкцию самозапирающегося типа без самовозврата. Во время работы устройство управления аварийной остановкой согласно требованиям ЕН 60204 (подпункт 9.2.5.4.2) должно отключать электропитание от всех приводов, за исключением приводов прижима обрабатываемой заготовки и тормозного устройства, если оно предусмотрено (см. 5.3.4).
Если станок оснащен тормозным устройством с механическим управлением, система управления аварийной остановкой должна соответствовать категории 0 по ЕН ИСО 13850 (пункт 4.1.4), цепь управления аварийной остановкой - категории 0 по ЕН 60204-1 (подпункт 9.2.5.4.2).
Если станок оснащен другим типом тормозного устройства, например электрическим тормозным устройством и/или механическим приводным устройством прижима заготовки, система управления аварийной остановкой должна соответствовать категории 1 по ЕН ИСО 13850 (пункт 4.1.4), цепь управления аварийной остановкой - категории 1 по ЕН 60204-1 (подпункт 9.2.5.4.2).
Последовательность аварийной остановки:
a) одновременное отключение энергопитания:
- к съемному механизму подачи, если он предусмотрен, например, путем отключения штепсельного разъема для соединения со съемным механизмом подачи;
- к приводам позиционирования шпинделя;
- к двигателю привода шпинделя;
- к применяемому тормозному устройству (если имеется, см. 5.3.4);
b) отключение электропитания тормозного устройства (если имеется электрическое тормозное устройство) после полной остановки шпинделя, например, путем использования задержки времени в соответствии перечислением с) 5.2.1.2.2.
Аварийная остановка не должна быть причиной разжима обрабатываемой заготовки, если перемещаемый шипорезный стол не находится в остановленном положении или двигатель привода вращения шпинделя полностью не остановлен.
Часть системы управления, связанная с обеспечением безопасности при аварийной остановке, должна соответствовать категории 1 по ЕН 13849-1.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.6 Выбор режима
Если станок имеет возможность регулирования частоты вращения шпинделя, положения шпинделя по высоте и т.п. вручную или с помощью электронного управления, то в соответствии с требованиями ЕН 60204-1 (пункт 9.2.3) должен быть предусмотрен переключатель выбора между ручным и электронным режимами регулирования или должно быть предусмотрено устройство включения нужного режима (например, толкающая кнопка) (см. 5.2.8, 5.3.3.4 и 5.3.6).
Переключатель выбора режима должен соответствовать следующим требованиям:
a) его система управления не должна выполнять команды других систем управления, за исключением команды аварийной остановки;
b) он должен быть заблокирован в нужном положении, например посредством:
1) переключателя с механическим ключом или
2) кода доступа к управляемым функциям;
c) изменение режима не должно вызывать самопроизвольных движений на станке.
Часть системы управления, связанная с обеспечением безопасности при выборе режима, должна соответствовать категории 1 по ЕН ИСО 13849-1.
Примечание - См. ЕН 60204-1 (пункт 9.2.3).
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующие функциональные испытания станка.
5.2.7 Изменение частоты вращения шпинделя
5.2.7.1 Общие положения
На станках с более чем одной частотой вращения шпинделя на рабочем месте следует размещать указатель выбираемой частоты вращения шпинделя.
На станках с изменением частоты вращения шпинделя инструмента путем смены положения ремней на шкивах система контроля частоты вращения шпинделя должна соответствовать:
- категории 1 по ЕН 13849-1, если используют электромеханические средства контроля или
- если один датчик положения ремня используют только для контроля одного положения ремня, он должен показывать любое отклонение от установленного положения в реальном масштабе времени.
На станках, снабженных устройством бесступенчатого изменения частоты вращения шпинделя инструмента (например, за счет изменения частоты электрического тока), в том числе для обеспечения постоянной скорости резания при изменяемых размерах выбранного режущего инструмента, устройство бесступенчатого изменения частоты вращения шпинделя должно обеспечивать фактическую скорость резания, которая не превышала бы установленную скорость резания более чем на 10%. Система управления изменением частоты вращения должна соответствовать категории 2 по ЕН ИСО 13849-1. Фактическая частота вращения шпинделя должна автоматически сравниваться с частотой вращения, необходимой для обеспечения установленной скорости резания. Преобразователь, используемый для этих целей, должен иметь дисплей, на котором должны выводиться фактические значения частоты вращения или скорости резания в сравнении с установленной. Если фактическая частота вращения или скорость резания превышают установленные более чем на 10%, двигатель шпинделя инструмента должен быть автоматически остановлен. Цепь управления этой остановкой должна соответствовать категории 0 по ЕН 60402-1 (пункт 9.2.2). При этом должны быть приняты следующие меры, исключающие потери или искажение данных:
a) меры по обеспечению сохранения в системе управления станком данных по режущему инструменту и частоте вращения шпинделя инструмента, обеспечивающие в результате автоматического выбора требуемую скорость резания:
1) данные, связанные с обеспечением безопасности для инструментов, должны быть сохранены либо на двух независимых запоминающих устройствах (накопителях), либо методом двойной записи данных на одном накопителе,
2) после ввода данных, связанных с обеспечением безопасности для инструментов, эти данные должны быть подтверждены оператором,
3) обе записи данных должны автоматически сравниваться при каждом включении главного силового выключателя не менее одного раза за производственную смену. Если эти записи неидентичны, пуск двигателя шпинделя не допускается или вращение шпинделя должно быть остановлено и должен быть подан предупреждающий сигнал,
4) для контроля отказов процессор, сравнивающий записи данных, должен иметь дисплей, показывающий фактическое состояние системы;
b) меры против искажения записи данных при передаче их между устройством ввода данных вручную, накоплением их в системе автоматического управления и выводом их на дисплей:
1) частота вращения шпинделя инструмента должна быть постоянной для выбранной скорости резания и при выбранном диаметре инструмента,
2) выбранная частота вращения шпинделя инструмента, переданная в систему управления, должна быть выведена на дисплей для проверки оператором. Если подан сигнал, что частота вращения, выведенная на дисплей, не соответствует заданной, пуск шпинделя инструмента не допускается.
Категория системы управления для блокировки и мониторинга частоты вращения шпинделя инструмента по ЕН 13849-1 должна быть:
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Примечание - Станки, предназначенные для использования оправок с закрепленными на них инструментами диаметром оправки не более 20 мм, могут иметь частоту вращения шпинделя, превышающую 15000 об/мин.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.7.2 Устройство, ограничивающее частоту вращения шпинделя при нарезании шипа
Станки, имеющие возможность установки передвижного стола для нарезания шипов, у которых частота вращения шпинделя инструмента может превышать 4800 об/мин, должны иметь устройство для ограничения частоты вращения шпинделя, не допускающее частоту вращения шпинделя свыше 4800 об/мин при нарезании шипов инструментами диаметром более 275 мм. Это может быть достигнуто посредством блокировки системы ограждения с приводом шпинделя инструмента (см. 5.3.7.1.4.2).
Категория системы управления для блокировки и устройства ограничения частоты вращения шпинделя по ЕН 13849-1 должна быть:
1) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
2) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.8 Управление регулировками
5.2.8.1 Регулирование положения узлов станка с учетом применения устройств управления с удержанием (в толчковом режиме)
При регулировании вручную высоты и/или наклона шпинделя следует выполнять требования 5.3.3.4.
При регулировании вручную положения направляющей линейки следует выполнять требования 5.3.6.2.2.
При регулировании вручную положения регулируемой вставки стола следует выполнять требования 5.3.6.1.2.2.
Если конструкцией станка для регулирования положения направляющей линейки, вставки стола и/ или шпинделя инструмента (вращающегося или невращающегося) предусмотрено механическое регулирование, то при этом следует обязательно применять устройство управления с удержанием. При использовании устройства управления с удержанием должно быть возможным за один раз только одно механическое движение. Устройство управления с удержанием должно быть размещено вблизи устройства управления остановкой с учетом основных требований ЕН ИСО 12100-2 [перечисление b) 4.11.8]. Соответствующая часть системы управления, связанная с обеспечением безопасности для каждой скорости перемещения узла, должна соответствовать категории В по ЕН ИСО 13849-1. Скорость перемещения при регулировании не должна превышать 10 мм/с или 5 °/с.
Система управления пуска и остановки любого движения при регулировании должна соответствовать категории 1 по ЕН ИСО 13849-1.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерения, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.8.2 Автоматизированные приводные регулирования положений узлов станка
Перечень автоматизированных механических регулирований положений узлов станка:
1) наклон невращающегося шпинделя инструмента и/или
2) перемещение вращающегося шпинделя инструмента по высоте,
3) перемещение направляющей линейки и/или
4) перемещение регулируемой вставки стола, если имеется.
Основные условия, которые должны быть соблюдены при автоматизированном регулировании положения узлов станка:
a) одновременно могут быть возможны только два автоматизированных движения;
b) скорость регулирования не должна превышать 10 мм/с или 5 °/с;
c) любые части станка, которые могут коснуться вращающего режущего инструмента (регулируемая вставка стола, плита направляющей линейки, кольцо стола), должны быть изготовлены из мягких материалов (например, дерева, пластика или легкого сплава);
d) включение автоматизированной регулировки положения узлов станка должно быть возможно только совместно с включением программируемого цикла работы станка путем приведения в действие управляющего устройства ввода (например, нажимом кнопки), электрическая цепь управления которого должна соответствовать категории 1 по ЕН ИСО 13849-1;
e) по окончании запрограммированного механического движения перемещаемого узла должно произойти отключение соответствующих приводов перемещения узлов. Для этого отключения может быть использовано устройство задержки времени, выполненное согласно перечислению с) 5.2.1.2.2, при этом время задержки должно быть не менее наибольшего времени регулирования. Время задержки должно быть фиксированным, или устройство, регулирующие задержку времени, после установки времени задержки должно быть опломбировано. Для выполнения дополнительного регулирования необходимо новое включение автоматизированного перемещения узлов станка;
f) включение автоматизированной регулировки положения узлов станка должно быть сблокировано с подачей электропитания для вращения шпинделя, а соответствующая часть системы управления, связанная с обеспечением безопасности, должна соответствовать категории 1 по ЕН ИСО 13849-1.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерения, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.9 Нарушение энергопитания
В случае прерывания электропитания в станках с электрическим приводом должен быть исключен самопроизвольный пуск станка после возобновления электропитания в соответствии с требованиями ЕН 60204-1 [перечисления 1) и 3) 7.5].
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.10 Сбои в цепи управления
При проектировании цепей управления следует руководствоваться требованиями ЕН 1037 (раздел 6) и следующими дополнительными требованиями.
Цепи управления должны быть выполнены таким образом, чтобы разрыв в любом месте цепи управления (например, разрыв электропровода, трубы или шланга) не мог привести к потере функции безопасности станка в соответствии с ЕН 60204-1, ЕН 982 и ЕН 983, например самопроизвольному пуску станка, ослаблению крепления режущего инструмента и/или обрабатываемой заготовки.
Требования к электрическим цепям управления см. в 5.2.1.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3 Защитные меры против механических опасностей
5.3.1 Устойчивость станка
Должна быть обеспечена возможность крепления стационарных станков к неподвижным частям рабочего помещения, например к полу. Крепление следует осуществлять, например, крепежными болтами через отверстия в станине или другими крепежными устройствами [см. также перечисления f) и g) 6.3].
Для передвижных станков устойчивость во время работы должна быть обеспечена, например, за счет:
a) тормозных устройств для колес или
b) сочетания колес и стопоров, или
c) устройств для подъема колес от пола.
Передвижные станки следует испытывать на устойчивость в соответствии с приложением С.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, а для передвижных станков - проведение испытания по приложению С.
5.3.2 Опасность поломки во время работы
Для снижения вероятности поломки во время работы должны быть выполнены требования 5.3.3, а для снижения последствий поломки во время работы - требования 5.3.7.3
См. также перечисления f), h) и k) 6.3.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.3.3 Шпиндель инструмента, держатель инструмента и инструмент
5.3.3.1 Конструкция шпинделя инструмента
Шпиндель инструмента должен быть изготовлен в соответствии с требованиями ИСО 7009 (приложение G, пункты G.10 и G.11). Конструкцией шпинделя инструмента должно быть предусмотрено исключение возможности установки на нем режущих пластин.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение. Для станков, предназначенных для использования оправок с закрепленными на них инструментами, должны быть выполнены требования ИСО 7009 (приложение G, пункты G.10 и G.11) по креплению этих оправок в шпинделе станка.
5.3.3.2 Прочность шпинделя
Шпиндель инструмента должен быть изготовлен из стали с пределом прочности на разрыв не менее 580 Н/мм. Расчет наибольшей частоты вращения шпинделя следует выполнять в соответствии с приложением А.
Контроль: проверка соответствующих чертежей, предела прочности на разрыв образцов, измерение, визуальный контроль станка.
Примечание - Для определения предела прочности на разрыв допускается использовать нормативные документы изготовителя.
5.3.3.3 Размер шпинделя
Инструмент должен соответствовать требованиям ЕН 847-1 и/или ЕН 847-2. Рекомендуемые размеры шпинделей приведены в таблице 3.
Таблица 3 - Размеры шпинделя
В миллиметрах
Диаметр шпинделя | Наибольшая посадочная длина шпинделя от буртика | Наибольший диаметр инструмента (который может быть установлен в ограждении) | ||
Основной шпиндель | Съемный шпиндель | Стандартный инструмент | Инструмент для нарезания шипа | |
20 | 80 | 80 | 150 | 160 |
30 | 140 | 140 | 250 | 300 |
40 | 180 | 160 | 250 | 350 |
50 | 220 | 160 | 275 | 400 |
| ||||
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение.
5.3.3.4 Регулирование положения шпинделя
5.3.3.4.1 Ручное регулирование положения шпинделя по высоте
Если конструкцией станка предусмотрена возможность регулирования вручную положения шпинделя инструмента по высоте как вращающегося, так и не вращающегося, регулирующее устройство должно иметь устройство фиксации в требуемом положении. Станок должен быть оборудован указателем, показывающим значения вертикального перемещения шпинделя.
После установки шпинделя инструмента в требуемом положении по высоте следует проверить его устойчивость в этом положении. Для этого необходимо к верхнему торцу шпинделя приложить силу 300 Н, направленную вертикально вниз, и убедиться, что упругое изменение высоты шпинделя инструмента не превышает 0,5 мм.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение.
5.3.3.4.2 Ручное регулирование наклона шпинделя
Если конструкцией станка предусмотрена возможность наклона вручную шпинделя инструмента как вращающегося, так и невращающегося, станок должен быть оборудован индикатором, показывающим угол наклона шпинделя. Регулирующее устройство должно иметь устройство фиксации в требуемом положении.
После установки шпинделя инструмента в требуемое положение по углу наклона следует проверить его устойчивость в этом положении. Для этого необходимо к верхнему торцу шпинделя приложить силу 300 Н, направленную горизонтально, и убедиться, что упругое изменение угла наклона шпинделя инструмента не превышает 1°.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение.
5.3.3.5 Фиксация шпинделя
Если необходимо исключить возможность вращения шпинделя (например, при замене инструмента), должно быть предусмотрено устройство для фиксации шпинделя (например, стопорный штифт или вилка) для станков:
a) с отверстием в столе диаметром не менее 190 мм должно быть предусмотрено встроенное устройство фиксации;
b) с отверстием в столе диаметром менее 190 мм должно быть предусмотрено встроенное или невстроенное устройство фиксации.
Устройство фиксации должно надежно исключать вращение шпинделя инструмента и не должно деформироваться при попытке пуска двигателя привода шпинделя при включенном устройстве фиксации.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.3.6 Направление вращения шпинделя
Если конструкцией станка предусмотрено, что шпиндель инструмента имеет возможность вращения только в одном направлении, то шпиндель должен иметь направление вращения только против часовой стрелки, если смотреть на него сверху.
Если конструкцией станка предусмотрено, что шпиндели инструмента имеют возможность вращения в двух направлениях, то:
a) должно быть установлено устройство выбора направления вращения шпинделя (требования к расположению устройства выбора см. в 5.2.2);
b) на дисплее или пульте управления должен включаться световой сигнал, предупреждающий об этом оператора станка, если выбрано направление вращения по часовой стрелке;
c) цвет светового сигнала предупреждения должен быть желтым. К световому сигналу может быть добавлен звуковой сигнал;
d) включение устройства выбора направления вращения не должно вызывать самопроизвольный пуск двигателя привода шпинделя;
e) следует выполнять требования к различным конструкциям устройств выбора направления вращения:
1) устройство выбора с двумя положениями должно быть снабжено устройством блокировки таким, что:
i) положение без блокировки соответствует вращению против часовой стрелки,
ii) положение с блокировкой соответствует вращению по часовой стрелке,
iii) выбор направления вращения по часовой стрелке должен быть возможен только после установки устройства блокировки вручную,
iv) устройство выбора направления вращения должно иметь указатель выбранного направления вращения;
2) устройство выбора с тремя положениями включает нулевое положение без блокировки, при котором шпиндель не вращается. Работа этого устройства состоит в том, что после прекращения вращения шпинделя по часовой стрелке устройство выбора направления вращения автоматически возвращается в нулевое положение (самовозврат). Каждый следующий выбор направления вращения должен быть возможен только осознанным приведением в действие устройства выбора оператором. В связи с этим наличие устройства блокировки не требуется;
3) устройство выбора выполнено в виде комбинации нажимаемых вручную кнопочных выключателей таким образом, чтобы:
i) направление вращения против часовой стрелки включалось автоматически при нажатии на кнопку пуска двигателя привода шпинделя,
ii) направление вращения почасовой стрелке включалось при одновременном нажатии кнопок пуска двигателя привода шпинделя и включения направления вращения шпинделя по часовой стрелке. При этом должны быть задействованы обе руки.
См. также перечисления k), 4), ii 6.3.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.3.7 Установочные шпиндельные кольца
Станки должны быть оснащены набором установочных шпиндельных колец толщиной не менее 9,75 мм и допуском Н7 по внутреннему диаметру . Набор шпиндельных колец должен по возможности охватывать всю посадочную длину шпинделя. Для шпинделей инструмента, предназначенных только для использования оправок, с установленными на них инструментами установочные шпиндельные кольца не требуются.
Шпиндельные кольца должны быть изготовлены из стали с пределом прочности на разрыв не менее 580 Н/мм.
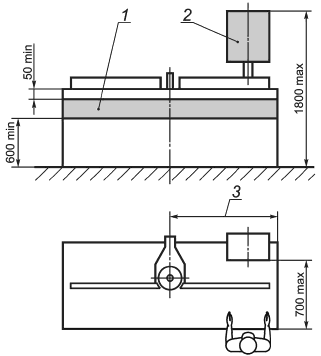
Каждое установочное шпиндельное кольцо должно быть проверено на торцевое биение. Торцевое биение шпиндельного кольца при испытании не должно превышать 0,1 мм/100 мм. Для контроля торцевого биения шпиндельного кольца следует использовать закрепленный на шпинделе вместе с установочным шпиндельным кольцом точный диск для испытания диаметром 100 мм и обеспечить при его креплении крутящий момент, рекомендуемый для крепления установленного режущего инструмента (см. рисунок 8).
Размеры в миллиметрах
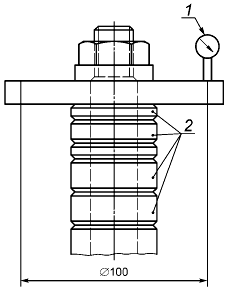
1 - прибор для измерения; 2 - установочные шпиндельные кольца
Рисунок 8 - Проведение испытания установочного шпиндельного кольца на торцевое биение
Контроль: проверка соответствующих чертежей, измерения (см. рисунок 8) и визуальный контроль станка.
Примечание - Для подтверждения прочности стали на разрыв допускается использовать документы ее поставщика.
5.3.3.8 Устройство крепления режущего инструмента
5.3.3.8.1 Шпиндель инструмента
Шпиндель для закрепляемых на нем инструментов должен быть снабжен устройством для крепления инструмента, предотвращающим движения между установочными шпиндельным кольцом и инструментом по шпинделю (см. рисунок 9), например:
a) фиксирующий штифт в шпиндельном кольце [см. рисунок 9а)];
b) фиксирующий винт в шпиндельном кольце;
c) винт и два штифта для крепления в торце шпинделя с использованием специального фланца, спроектированного для крепления инструмента таким образом, чтобы крепление инструмента без этого фланца было невозможным [см. рисунок 9b)].
На станках, предназначенных для использования оправок с закрепленными на них инструментами, элемент крепления оправки должен предусматривать наименьшую длину зажима в соответствии с ЕН 847-2 (таблица 3).
Система крепления оправки должна обеспечивать крепления оправок различных диаметров, например, посредством использования сменных зажимных втулок-вкладышей [см. рисунок 9с)] или зажимных цанг [см. рисунок 9d)].
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
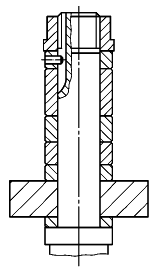
Рисунок 9а) - Пример применения фиксирующего штифта в шпиндельном кольце
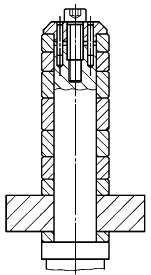
Рисунок 9b) - Пример применения винта, двух штифтов и специального фланца
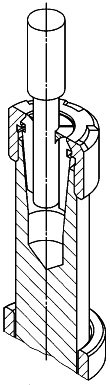
Рисунок 9с) - Пример применения сменных прижимных втулок-вкладышей для крепления оправки с закрепленным на ней инструментом
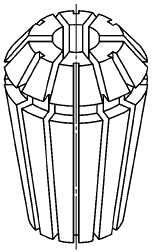
Рисунок 9d) - Зажимная цанга для крепления оправки с закрепленным на ней инструментом
Рисунок 9 - Примеры устройств для крепления инструмента на шпинделе
5.3.3.8.2 Дисковая пила для выборки штапика
Должны быть предусмотрены два фланца для крепления дисковой пилы на пильном шпинделе (или один в случае установки пилы заподлицо). Наружный диаметр фланца должен быть не менее (
- наружный диаметр наибольшей дисковой пилы, предусмотренной конструкцией станка).
Для всех фланцев, кроме предназначенных для установки пилы заподлицо, ширина поверхности прижима на верхней части торца фланца должна быть не менее 5 мм, а наружная поверхность на заднем торце фланца должна иметь фаску, скошенную к центру (см. рисунок 10). Если предусмотрены два фланца для крепления пилы, отклонения их по наружному диаметру друг от друга не должны превышать 1 мм. Должно быть точное соединение между полотном пилы и задним фланцем, закрепленным на шпинделе, и между передним фланцем и шпинделем, например с помощью шпонки.
Размеры в миллиметрах
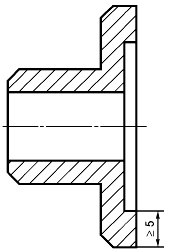
Рисунок 10 - Фланец для крепления дисковой пилы
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.3.4 Торможение
5.3.4.1 Общие положения
Если время выбега шпинделя инструмента без торможения превышает 10 с, должно быть предусмотрено автоматическое торможение. Время выбега с торможением не должно превышать 10 с.
На станки, оснащенные механическим тормозным устройством, требование ЕН 60204-1 (пункт 9.3.4, последний абзац) не распространяется, а следует выполнять требования:
a) не допускать отключения тормозного устройства во время выбега шпинделя (например, посредством задержки времени между включением управляющего устройства и освобождением тормозного устройства способом, не дающим погрешности, например устройством емкостного типа);
b) в документах для пользователя указывать основные данные по механическому тормозу, в том числе его максимальной срок службы [см. перечисление q) 6.3].
Для электрических тормозных систем применение торможения противотоком не допускается.
Часть системы управления, связанная с обеспечением безопасности при торможении, должна соответствовать категории 1 по ЕН ИСО 13849-1.
Если в электрической системе торможения используют электронные компоненты, система управления торможением должна соответствовать категории 2 по ЕН ИСО 13849-1.
Система управления торможением должна быть эффективна даже при перегрузке. Следует периодически проводить испытания системы управления торможением, например, посредством контроля времени выбега с торможением или контроля электрической цепи торможением в процессе пуска станка (краткое торможение).
Испытание следует проводить:
a) независимо от системы управления торможением;
b) независимо от желания оператора;
c) не менее одного раза за производственную смену.
Отрицательный результат испытания должен быть зафиксирован соответствующим образом. В случае повторения отрицательного результата испытания более трех раз подряд дальнейшая эксплуатация станка должна быть запрещена.
В порядке исключения из требований 5.2.1 простое тормозное устройство с электронным управлением (без использования программируемой логики) может соответствовать категории В по ЕН ИСО 13849-1, если вероятность сбоя (вероятность отказа) в ответственном режиме (PFH) не превышает 3·10 ч
.
Для расчета вероятности опасных отказов компонентов простого тормозного устройства с электронным управлением при работе в режиме PFH при отсутствии допусков на погрешности и данных по ресурсным испытаниям (категория В) должна быть использована процедура, описанная в ЕН ИСО 13849-1 (приложение D).
Если преобразователь постоянного тока (инвертор) используется также для управления функцией торможения, эта функция должна быть гарантирована при любом случае перегрузки.
Контроль: измерение времени выбега без торможения и с торможением следует проводить в соответствии с приложением Е.
5.3.4.2 Отключение (освобождение) тормозного устройства
Если имеется система управления отключением (освобождением) тормозного устройства шпинделя для возможности проворачивания его вручную, например при наладке, отключение (освобождение) тормозного устройства должно быть возможным только после полной остановки вращения шпинделя, например, посредством задержки времени между управляющим действием на пускатель двигателя привода шпинделя (выключение двигателя) и отключением (освобождением) тормозного устройства способом, не дающим погрешности, например устройством емкостного типа, соответствующим категории 3 по ЕН ИСО 13849-1.
Исполнительный механизм отключения тормозного устройства должен быть сблокирован с двигателем привода шпинделя таким образом, чтобы исключить пуск двигателя во время работы оператора со шпинделем.
Пуск станка должен быть возможен только после восстановления управления тормозным устройством шпинделя. При этом восстановление управления тормозным устройством не должно инициировать повторный пуск станка.
Часть системы управления освобождением тормозного устройства, связанная с обеспечением безопасности, должна соответствовать категории В по ЕН ИСО 13849-1.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.5 Устройства для снижения возможности или последствия отдачи
Должны быть предусмотрены места (например, крепежные отверстия или Т-образные пазы) для крепления противовыбрасывающих устройств (например, регулируемого конечного упора), плит (накладок), направляющей линейки или удлинителя стола (см. 5.3.9). Т-образные пазы должны быть параллельны направлению подачи, и диаметр крепежных отверстий не должен превышать 12 мм.
Для крепления удлинителя стола к столу станка должны быть предусмотрены крепежные отверстия на торцах стола с двух сторон.
Если установлен пильный узел для выборки штапика (см. рисунок 5), станок должен быть оборудован:
a) отделителем выбранного штапика от обрабатываемой заготовки, который должен быть изготовлен из стали с пределом прочности на разрыв не менее 580 Н/мм(2) или другого материала с аналогичными свойствами, иметь толщину меньше, чем ширина реза (пропила), и на 0,2 мм больше, чем толщина полотна дисковой пилы (см. рисунок 11), допуск на плоскостность и параллельность сторон 0,1 мм на 100 мм;
b) направляющим пазом для выбираемого штапика (см. рисунки 5 и 12);
c) прижимным башмаком, расположенным между дисковой пилой и элементом противовыбрасывающего устройства (см. рисунки 5 и 12);
d) устройством для предотвращения или снижения риска выброса выбираемого штапика, например противовыбрасывающий элемент (см. рисунки 5 и 12).
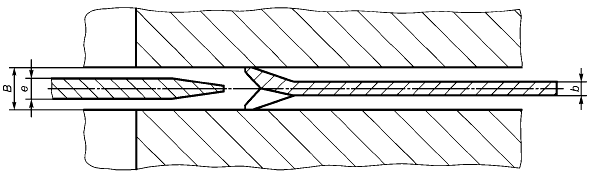
- толщина отделителя для выбранного штапика;
- ширина пропила;
- толщина полотна дисковой пилы
Рисунок 11 - Толщина отделителя для выборки штапика в зависимости от толщины полотна дисковой пилы и ширины пропила
1 - противовыбрасывающий элемент; 2 - отделитель для выбираемого штапика; 3 - выбираемый штапик; 4 - направляющий паз для выбираемого штапика; 5 - обрабатываемая заготовка; 6 - прижимной башмак; 7 - направление подачи
Рисунок 12 - Пример противовыбрасывающего элемента и направляющего паза для выбираемого штапика
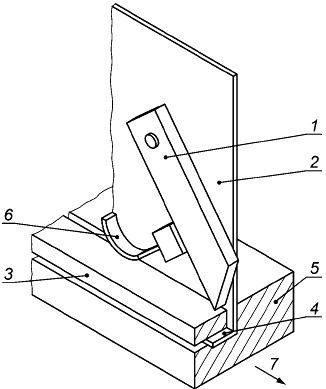
Противовыбрасывающий элемент должен соответствовать следующим требованиям:
1) должен быть расположен после дисковой пилы в направлении подачи;
2) должен быть изготовлен из стали с пределом прочности на разрыв 350 Н/мм или из другого материала с аналогичными свойствами;
3) должен иметь заостренный нижний конец с наибольшим радиусом 0,5 мм;
4) угол заостренного конца должен быть 30°-60° (см. рисунок 13);
5) должен быть эффективным по всей возможной высоте резания пильного узла для выборки штапика при угле наклона 55°-85°, измеренном между горизонталью и линией, проходящей через вершину элемента и ось его вращения (см. рисунок 13);
6) для ограничения поворота противовыбрасывающего элемента более чем на 85° должен быть предусмотрен ограничительный упор (см. рисунок 13).
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
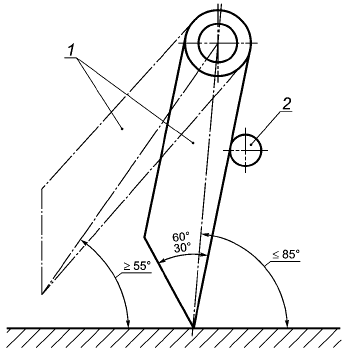
1 - противовыбрасывающий элемент; 2 - ограничительный упор
Рисунок 13 - Пример противовыбрасывающего элемента
5.3.6 Столы и направляющие для обрабатываемой заготовки
5.3.6.1 Стол
5.3.6.1.1 Размеры стола
Размеры стола следует выбирать в соответствии с таблицей 4 в зависимости от диаметра отверстия в столе (см. рисунок 14).
Стол должен быть расположен горизонтально по уровню.
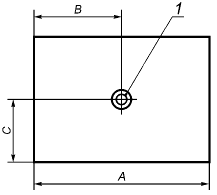
1 - отверстие в столе
Рисунок 14 - Основные размеры стола
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
5.3.6.1.2 Защитное ограждение поверхности между столом и шпинделем инструмента
5.3.6.1.2.1 Кольца стола
Если стол оборудован установочными кольцами стола для отверстия диаметром не более 300 мм, интервал их диаметров должен быть таким, как указан в таблице 4 (см. рисунок 15).
Таблица 4 - Размеры стола и колец стола
В миллиметрах
Основные размеры стола | Стол с диаметром отверстия | Стол с диаметром отверстия >190° |
Наименьшая длина стола | 600 | 1000 |
|
| |
350±100 | 350±100 | |
350±200 | 350±200 | |
Диапазоны интервала диаметра для колец стола | 65 до 75 | 65 до 75 |
105 "115 | 105 " 115 | |
145 " 160 | 145 " 160 | |
200 " 225 | ||
| ||
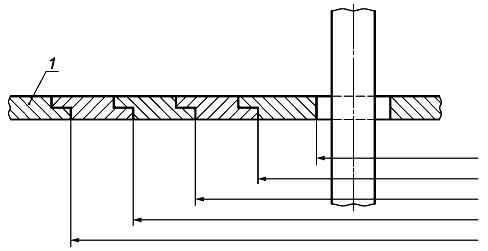
1 - стол
Рисунок 15 - Кольца стола
Для диаметров отверстия стола более 300 мм должно быть предусмотрено пять колец стола.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение.
5.3.6.1.2.2 Вставка стола
Если стол оборудован регулируемой вставкой стола (см. рисунок 16), должны быть выполнены следующие требования:
a) внутренняя сторона регулируемой вставки стола, обращенная к инструменту, должна быть выполнена из мягкого материала, например легкого сплава;
b) внутренняя сторона регулируемой вставки стола, обращенная к инструменту, должна быть профилированная, чтобы обеспечить использование профилирующего инструмента с наибольшим диаметром, предусмотренным конструкцией станка, плюс зазор 5 мм, если регулируемая вставка будет убрана. В переднем положении расстояние между регулируемой вставкой стола и осью шпинделя должно быть менее 50 мм;
c) при автоматической перестановке регулируемой вставки стола и/или направляющей линейки опасности срезания или раздавливания между регулируемой вставкой стола и направляющей линейкой должны быть исключены, например, за счет предварительного регулирования направляющей линейки перед регулированием вставки стола [см. перечисления d) и е) 5.2.8.2];
d) опасности от раздавливания или срезания между столом или регулируемой вставкой стола и обрабатываемой заготовкой должны быть исключены в любом положении регулируемой вставки стола, например установкой вставки стола перед подачей обрабатываемой заготовки. Обращенная к оператору сторона регулируемой вставки стола должна быть выполнена из мягкого материала типа резины твердостью между 60 и 70 единицами по Шору.
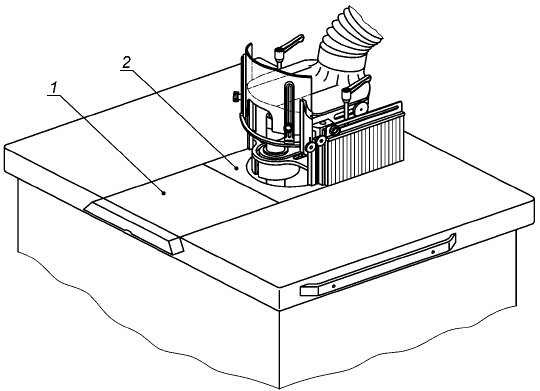
1 - регулируемая вставка стола; 2 - вставка стола с профилированной внутренней стороной
Рисунок 16 - Пример регулируемой вставки стола
Примечание 1 - Механическое регулирование положения регулируемой вставки стола при управлении с удержанием см. в 5.2.8.1.
Примечание 2 - Автоматическое регулирование положения регулируемой вставки стола см. в 5.2.8.2.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерение и функциональное испытание станка.
5.3.6.2 Направляющая для обрабатываемой заготовки при прямолинейной обработке
5.3.6.2.1 Размеры плиты (накладки) направляющей линейки
Для обеспечения вертикальной устойчивости обрабатываемой заготовки станок должен быть оборудован направляющей линейкой, плиты (накладки) которой должны соответствовать следующим требованиям:
a) наименьшая высота:
1) 120 мм при диаметрах отверстия стола не более 190 мм,
2) 150 мм при диаметрах отверстия стола более 190 мм;
b) наименьшая длина для каждой плиты:
1) 300 мм при диаметрах отверстия стола не более 190 мм,
2) 450 мм при диаметрах отверстия стола более 190 мм;
c) либо наименьшая длина обеих плит, при которой общая длина не должна быть меньше длины стола;
d) соответствовать требованиям ИСО 7009 (приложение G, пункт G.4).
Примечание - Меры по обеспечению безопасности в зоне резания см. в 5.3.7.1.2.1.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерение и выполнение испытания по ИСО 7009 (приложение G, пункт G.4).
5.3.6.2.2 Регулирование направляющей линейки
Направляющая линейка в сборе должна быть закреплена на столе станка и должна иметь возможность регулирования для подгонки к диаметру инструмента и положению шпинделя.
Если предусмотрено боковое (или поперечное) к направлению подачи регулирование, плиты направляющей линейки должны оставаться соединенными с их опорами.
Боковое регулирование плит направляющей линейки должно позволить сокращение до минимума любого отверстия для инструмента. Плиты направляющей линейки должны иметь устройство, гарантирующее непрерывность между ними, либо должны быть оборудованы крепежными приспособлениями, которые позволяли бы быть установленным и закрепленным каждому такому устройству (например, дополнительной направляющей линейке).
При регулировке направляющих линеек следует обеспечить контроль за поперечным перемещением одной из направляющих линеек относительно другой. При этом следует обеспечить параллельность перемещаемой плиты направляющей линейки относительно неподвижной плиты направляющей линейки и описать метод контроля параллельности (см. 6.3).
Та часть плиты направляющей линейки, которая может касаться инструмента, должна быть сделана из легкого сплава, пластика, дерева или древесных материалов.
Все регулирования, за исключением устройства для крепления и регулирования обеспечения непрерывности между плитами направляющей линейки, должны быть, по возможности, выполнены без применения вспомогательного инструмента.
Если предусмотрено механическое регулирование направляющей линейки под управлением устройства с удержанием, должны быть выполнены требования 5.2.8.1.
Если предусмотрено автоматическое регулирование направляющей линейки, должны быть выполнены требования 5.2.8.2. Устройство регулировки должно быть самозапирающимся и обеспечивать фиксированное положение линейки.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.6.2.3 Направляющая для обрабатываемой заготовки при криволинейной обработке
Должно быть предусмотрено соответствующее направляющее устройство для обрабатываемой заготовки при криволинейной обработке (см. рисунок 17). Это должна быть либо:
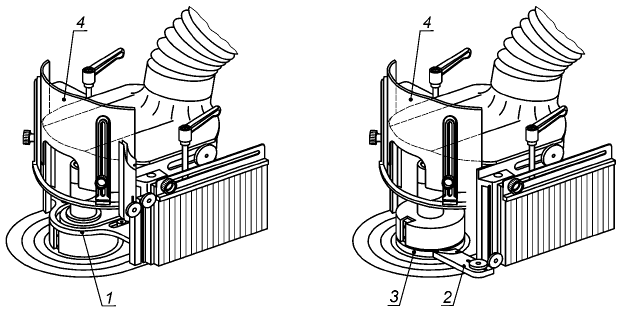
1 - полукруглая направляющая (направляющее кольцо); 2 - приспособления для крепления заготовки с шаблоном; 3 - копирное кольцо (наружное кольцо шарикоподшипника); 4 - перемещаемое защитное ограждение (перемещаемый щиток)
Рисунок 17 - Примеры направляющих устройств для обрабатываемой заготовки при криволинейной обработке
а) полукруглая направляющая (копирное кольцо):
1) форма или ее установка должны обеспечивать непрерывный контакт инструмента с обрабатываемой заготовкой,
2) должна направлять обрабатываемую заготовку во время обработки,
3) должна иметь отчетливо обозначенную касательную точку, в которой измеряют глубину резания,
4) должна быть надежно закреплена, чтобы исключать ее перемещение во время обработки испытания на надежность крепления (см. приложение В),
5) ее установка должна обеспечивать любые возможные положения инструмента относительно стола,
6) ее параллельность после установки во всех случаях по отношению к столу не должна превышать 0,5 мм на 100 мм длины или
b) специальное приспособление для крепления заготовки с шаблоном, позволяющее использование полукруглой направляющей, которое:
1) должно обеспечивать возможность непрерывной подачи обрабатываемой заготовки к инструменту,
2) должно обеспечивать возможность его использования при любом направлении вращения, если станок имеет два направления вращения шпинделя,
Устройство крепления ограждения должно обеспечивать безопасную подачу заготовки во время обработки, начиная с зоны загрузки при использовании полукруглой направляющей и специального приспособления для крепления заготовки с шаблоном.
Контроль: проверка соответствующих чертежей, измерения, визуальный контроль станка, выполнение испытания в соответствии с приложением В и соответствующее функциональное испытание станка.
5.3.7 Предотвращение доступа к движущимся частям станка
5.3.7.1 Защита инструментов на станках с ручной подачей
5.3.7.1.1 Меры по обеспечению безопасности под столом
Доступ к инструменту под столом должен быть предотвращен неподвижным ограждением или подвижным ограждением, сблокированным с двигателем привода шпинделя инструмента (см. также 5.3.7.3). Если выбег шпинделя инструмента превышает 10 с, подвижное ограждение должно быть сблокировано со стопором ограждения.
Часть системы управления, связанную с обеспечением безопасности для блокировки, и/или блокировку со стопором ограждения следует выполнять по категории 1 в соответствии с требованиями ЕН ИСО 13849-1.
Контроль: проверка соответствующих чертежей и электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.2 Меры по обеспечению безопасности при прямолинейной обработке
5.3.7.1.2.1 Меры по обеспечению безопасности в зоне резания
Должны быть приняты во внимание требования 5.3.6.2.2 и в дополнение должны быть предусмотрены устройства прижима (прижимные башмаки) к направляющей линейке и столу для удержания обрабатываемой заготовки в контакте со столом и плитами направляющей линейки (см. рисунок 18) и предотвращения доступа к инструменту (включая оправку с установленным инструментом, если имеется).
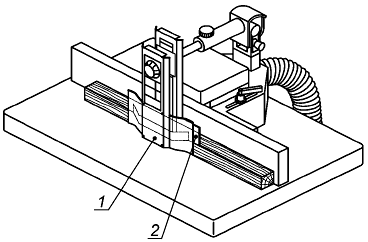
1 - прижимной башмак направляющей линейки; 2 - прижимной башмак стола
Рисунок 18 - Пример прижимных устройств
Прижимные башмаки должны соответствовать следующим требованиям:
a) прижимной башмак стола должен быть регулируемым по высоте относительно стола и горизонтально по направлению перемещения от направляющей линейки. Все регулирования должны быть проведены без использования вспомогательного инструмента;
b) прижимные башмаки направляющей линейки и стола по всему диапазону регулирования должны быть симметрично расположены относительно шпинделя. Направляющая поверхность обрабатываемой заготовки и поверхность прижимного башмака направляющей линейки должны быть параллельны плитам направляющей линейки, и направляющая поверхность обрабатываемой заготовки, поверхность прижимного башмака стола должны быть параллельны столу в пределах допуска 10 мм на длине 100 мм;
c) опора прижимного башмака стола должна быть оснащена устройством, которое предотвращает падение прижимного башмака и/или его опоры под действием силы тяжести на инструмент во время регулирования;
d) прижимные башмаки должны быть подпружиненными, чтобы обеспечивать крепление обрабатываемых заготовок различной толщины, предусмотренной конструкцией станка;
e) длина прижимного башмака стола должна быть больше наибольшего просвета между плитами направляющей линейки, чтобы обеспечивать прижим обрабатываемой заготовки перед ее контактом с режущим инструментом;
f) прижимной башмак направляющей линейки должен иметь высоту не менее чем наименьшая высота плит направляющей линейки в соответствии с 5.3.6;
g) система опоры прижимного башмака должна быть спроектирована таким образом, чтобы имелась возможность его перемещения с рабочей позиции на позицию для замены инструмента или применения съемного механизма подачи без снятия их со станка. Система поддержки, прижимные башмаки и опоры должны быть механически заперты в нерабочем положении;
h) система опоры прижимного башмака должна быть устойчивой;
i) система опоры прижимного башмака не должна быть установлена на столе между плитой направляющей линейки и передней кромкой стола;
j) прижимные башмаки должны обеспечивать прижим обрабатываемой заготовки с наименьшим сечением 8x8 мм в вертикальном и горизонтальном направлениях по всей длине [см. перечисление е) 5.3.7.1.2.1];
k) прижимные башмаки стола должны быть изготовлены из дерева, легкого сплава или пластмассы. Прижимной башмак направляющей линейки должен быть изготовлен из дерева, древесных материалов, легкого сплава или пластмассы. Крепежные компоненты (например, винты) для прижимного башмака направляющей линейки должны быть сделаны из материала, который легко обрабатывается (например, латуни);
I) диапазон положения прижимного башмака направляющей линейки при регулировании по вертикали:
1) когда он установлен в его нижней позиции, основание прижимного башмака должно находиться на поверхности стола,
2) когда он установлен в его наивысшем положении, основание прижимного башмака, по меньшей мере, должно находиться на той же самой высоте, что и верхняя точка длины (конца) шпинделя, если шпиндель установлен в его наивысшей позиции;
m) диапазон положения прижимного башмака направляющей линейки при регулировании по горизонтали должен охватывать расстояние не менее 160 мм от оси шпинделя;
n) конструкция башмаков прижима обрабатываемой заготовки должна обеспечивать зазор между точкой его контакта с обрабатываемой заготовкой и/или столом или башмаками прижима направляющей линейки не менее 10 мм;
о) если прижимной башмак направляющей линейки необходимо установить под углом к плите направляющей линейки для обеспечения перемещения обрабатываемой заготовки, то при рабочей остановке этот угол не должен превышать 30°.
Должны быть предусмотрены средства для восстановления положения и крепления прижимного башмака направляющей линейки в позиции, параллельной плите направляющей линейки перед началом обработки на станке;
р) вертикальное регулирование прижимного башмака стола должно быть таким, чтобы было возможным обрабатывать на станке заготовки, высота которых составляет, мм, не менее:
1) 160 - на станках с диаметром отверстия стола не более 190 мм,
2) 250 - на станках с диаметром отверстия стола более 190 мм.
Меры по обеспечению безопасности для станков, оборудованных пильным узлом для отрезания штапика, см. 5.3.7.1.5.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка, выполнение испытания на устойчивость по приложению В и соответствующее функциональное испытание станка.
5.3.7.1.2.2 Меры по обеспечению безопасности вне зоны резания
Доступ к инструменту (включая оправку с установленным инструментом, если имеется) с задней стороны направляющей линейки должен быть закрыт посредством неподвижного ограждения, закрепленного на суппорте направляющей линейки. Ограждение должно закрывать наибольший диаметр инструмента, предусмотренный конструкцией станка, при любой посадочной длине шпинделя (см. таблицу 3). Не допускается установка инструмента большего размера, чем предусмотрено ограждением (см. 5.3.3.3).
Ограждение должно допускать замену инструмента (например, посредством откидной крышки на петлях, которая должна быть запертой и заблокированной в закрытом положении во время нормальной работы).
Должна быть исключена возможность доступа к инструменту через зазоры между ограждением и плитами направляющей линейки.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.3 Меры по обеспечению безопасности при криволинейной обработке
Доступ к инструменту должен быть исключен посредством регулируемого ограждения (см. рисунок 16), которое должно соответствовать следующим требованиям (см. также 5.3.7.1.6):
a) быть регулируемым по возможности без применения дополнительного инструмента;
b) закрывать самый большой инструмент, предусмотренный конструкцией полукруглой направляющей (копирным кольцом);
c) диапазон регулирования ограждения должен обеспечивать безопасность при всех возможных положениях режущего инструмента относительно стола;
d) быть увязанным с направляющими для обрабатываемой заготовки при криволинейной обработке (см. 5.3.6.2.3);
e) быть оснащено регулируемым вручную защитным ограждением для предотвращения доступа к режущему инструменту вне зоны резания со стороны оператора;
f) быть приспособленным для подключения системы отсоса стружки (см. также 5.4.3.1);
g) быть устойчивым.
Перемещаемый вручную защитный щиток должен соответствовать следующим требованиям:
1) быть регулируемым по высоте от рабочей поверхности стола до нижней кромки передней части регулируемого щитка, чтобы обеспечить установку наибольшей оправки с закрепленной на ней инструментом и/или наибольшего инструмента, предусмотренных конструкцией станка (см. таблицу 3);
2) после регулирования щиток должен оставаться параллельным столу в пределах 0,5 мм на длине 100 мм;
3) регулирование положения щитка должно быть возможным без применения дополнительного инструмента.
Защитный щиток можно также применять для прижима обрабатываемой заготовки во время обработки.
Контроль: проверка соответствующих чертежей, измерения, визуальный контроль станка, выполнение испытания на устойчивость по приложению В и соответствующее функциональное испытание станка.
5.3.7.1.4 Меры по обеспечению безопасности при нарезании шипов и проушин
5.3.7.1.4.1 Общие положения
Если станок снабжен шипорезным или передним передвижным столом(ами), он должен быть оборудован устройством для удержания передвижного стола(ов) в исходной позиции.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.3.7.1.4.2 Меры по обеспечению безопасности в зоне резания
Доступ к инструменту, по крайней мере, со стороны оператора должен быть исключен посредством регулируемых ограждений, установленных на передвижном столе, которые предотвращают доступ оператора к инструменту со стороны обрабатываемой заготовки [см. рисунок 6 с), позиция 19)] и регулируемого ограждения [см. рисунок 6 с), позиция 16)] или самого регулируемого ограждения [(см. рисунок 6 d)], смонтированных на неподвижном ограждении, описанном в 5.3.7.1.4.3. Ограждения, смонтированные на неподвижном ограждении, описанном в 5.3.7.1.4.3, должны быть прозрачными (например, изготовленными из поликарбоната PC), чтобы через них была возможность наблюдения за процессом обработки.
Ограждения должны соответствовать требованиям перечисления с) 5.3.7.3.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.4.3 Меры по обеспечению безопасности вне зоны резания
Доступ к инструменту сверху должен быть закрыт посредством неподвижного ограждения, установленного на неподвижном столе [см. рисунок 6с), позиция 9]. Это ограждение должно соответствовать следующим требованиям:
a) быть регулируемым по горизонтали под прямым углом к направлению подачи;
b) обеспечивать возможность применения инструмента самого большого диаметра, предусмотренного конструкцией станка (см. таблицу 3), при всех возможных положениях шпинделя по высоте.
c) не допускать возможности установки инструмента диаметром большего, чем предусмотрено конструкцией ограждения;
d) иметь регулируемые части для предотвращения доступа оператора к инструменту сверху и со стороны обрабатываемой заготовки [см. рисунок 6с), позиция 16)];
e) замена инструмента должна быть возможна без снятия ограждения;
f) все регулировки должны быть возможными без использования вспомогательного инструмента.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.5 Меры по обеспечению безопасности при использовании дисковой пилы для выборки штапика
На станках, оборудованных пильным узлом для выборки штапика, доступ к дисковой пиле должен быть исключен посредством неподвижного ограждения, закрывающего наибольшую площадь режущей части дисковой пилы, за исключением зоны резания. Для этого при конструировании вытяжного кожуха следует руководствоваться ЕН ИСО 13857.
Кроме того, саморегулируемое ограждение должно предотвращать, по крайней мере, доступ оператора по горизонтали к плоскости дисковой пилы, если она находится в самом нижнем положении.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.1.6 Меры по обеспечению безопасности при использовании оправки с установленными на ней инструментами
Доступ к оправке с установленными на ней инструментами должен быть исключен посредством ограждений, предусмотренных для прямолинейной или криволинейной обработки.
При прямолинейной обработке должны быть выполнены требования 5.3.6.2.2 и 5.3.7.1.2 и дополнительные требования:
a) плиты направляющей линейки должны иметь возможность регулирования в направлении, перпендикулярном к направлению подачи таким образом, чтобы их можно было установить сзади оси инструмента (если смотреть с позиции оператора), когда шпиндель находится в вертикальном положении;
b) крышка ограждения на петлях, предусмотренная в 5.3.7.1.2.2, прикрепленная копоре направляющей линейки, должна быть регулируемой независимо от плит направляющей линейки, для того чтобы закрывать оправку с закрепленным на ней инструментом, если ось шпинделя находится в вертикальном положении, а плиты направляющей линейки в любом положении.
При использовании оправки с установленными на ней инструментами при криволинейной обработке следует выполнять требования 5.3.7.1.3.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.2 Защита приводов
Доступ ко всем приводным механизмам (к шпинделю инструмента, механизму подачи и т. п.) должен быть исключен посредством неподвижного или перемещаемого ограждения, сблокированного с двигателем привода шпинделя в соответствии с ЕН 1088 (приложение N). Эти ограждения должны быть спроектированы так, чтобы обеспечивались безопасные расстояния, установленные по ЕН ИСО 13857.
Если время выбега шпинделя инструмента превышает 10 с, то ограждение инструмента должно быть снабжено стопором ограждения в соответствии с 5.3.7.1.1, чтобы исключить доступ к вращающемуся инструменту при открытом ограждении.
На станках, у которых изменение частоты вращения шпинделя осуществляется путем перекидывания приводных ремней на шкивах, та часть системы ограждения, которая должна быть открытой при замене положения приводных ремней, должна быть сблокирована с двигателем привода шпинделя.
Часть системы управления, связанная с обеспечением безопасности (см. также 5.2.1), функции блокировки и/или блокировки ограждения с запиранием должны соответствовать категориям безопасности по ЕН ИСО 13849-1:
a) категории 1, если электрические цепи управления выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры;
b) категории 3, если электрические цепи управления включают в себя электронные компоненты.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7.3 Требования к ограждениям
5.3.7.3.1 Ограждение(я) инструмента должно(ы) быть изготовлены из одного из следующих материалов:
a) стали с пределом прочности на разрыв не менее 350 Н/мм и толщиной стенки не менее 1,5 мм;
b) легкого сплава с пределом прочности на разрыв не менее 185 Н/мм и толщиной стенки не менее 3 мм;
c) поликарбоната с толщиной стенки не менее 3 мм или другого пластического материала с такой же толщиной стенки и ударной прочностью такой же или лучше чем у поликарбоната;
d) чугуна с пределом прочности на разрыв не менее 200 Н/мм и толщиной стенки не менее 5 мм.
Контроль: проверка соответствующих чертежей, измерение и визуальный контроль станка.
Примечание - Для получения данных по прочности материала на разрыв могут быть использованы документы поставщика материала.
5.3.8 Устройство прижима обрабатываемой заготовки
Для изготовления шипа и проушины передвижной стол должен быть снабжен устройством крепления обрабатываемой заготовки (например, рисунок 6с), позиция 15).
Если предусмотрено механизированное крепление, во избежание опасности раздавливания следует обеспечить следующие условия:
a) применение двухступенчатого прижима: предварительная стадия прижима с наибольшей силой прижима на устройстве крепления 50 Н и последующего включения вручную полной силы прижима или
b) снижение зазора между прижимом и заготовкой до 6 мм посредством устройства ручной регулировки положения прижима в сочетании с ограничением хода до 10 мм, или
c) ограничение завершающей скорости прижима до 10 мм/с, или
d) защита устройства прижима заготовки посредством неподвижного ограждения, обеспечивающего зазор между обрабатываемой заготовкой и этим ограждением не более 6 мм. При этом наружная сторона устройства прижима не должна выступать за защитное ограждение более чем на 6 мм.
Категория цепей управления для контроля усилия прижима на первой стадии [см. перечисление а) 5.3.8] и для ограничения завершающей скорости прижима [см. перечисление с) 5.3.8] должна соответствовать категории 1 по ЕН ИСО 13849-1 (см. 5.2.1).
Сила прижима должна быть не менее 700 Н после каждого регулирования устройства крепления заготовки по высоте.
В случае сбоя в подаче пневматического энергоснабжения на станках с пневматическим прижимом обрабатываемой заготовки должно быть обеспечено сохранение силы прижима, например, путем использования обратного клапана.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.3.9 Устройства, обеспечивающие безопасность при ручной подаче заготовки
Средства для установки регулируемых конечных упоров для предотвращения отдачи, описанные в руководстве по эксплуатации, должны соответствовать требованиям 5.3.5. Эти противовыбрасывающие устройства не должны сдвигаться более чем на 2 мм под действием статической силы 300 Н, приложенной в направлении отдачи.
Положение противовыбрасывающего устройства должно быть регулируемым с обеих сторон шпинделя на расстоянии, равном двойной длине плиты направляющей линейки.
Должны быть предусмотрены места крепления дополнительных рабочих устройств с защитной функцией, таких как удлинитель столов с ограничительными упорами, прижимные башмаки направляющей линейки для высоких обрабатываемых заготовок [см. перечисление к) 6.3].
Ручной толкатель или толкающий шток должен быть предусмотрен для всех станков с ручной подачей заготовки. Регулируемые ограничительные упоры на удлинителе стола, устройства удержания обрабатываемой заготовки (см. рисунок 19) при обработке мелких заготовок и вспомогательная направляющая линейка должны быть доступны на всех станках.
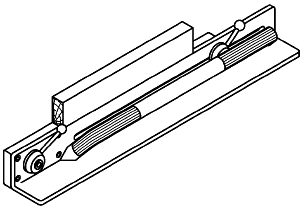
Рисунок 19 - Пример устройства удержания обрабатываемой заготовки для ограниченной обработки по длине
Для подключения съемного механизма подачи на станках с отверстием стола больше чем 190 мм должны быть предусмотрены штепсельные розетки. Подключение к электросети этих штепсельных розеток должно быть таким, чтобы обеспечить подключение к этим же розеткам командного устройства для рабочей остановки и/или устройства для аварийной остановки [см. перечисление k) 6.3].
Контроль: проверка соответствующих чертежей и/или электрических схем, измерения, визуальный контроль станка и соответствующее функциональное испытание станка.
5.4 Защитные меры против немеханических опасностей
5.4.1 Возгорание
Для снижения риска возгорания следует выполнять требования 5.4.3 и 5.4.4.
Для недопущения возникновения искр следует исключать контакт между инструментом и вставкой стола (см. 5.3.6.1.2.2), инструментом и плитами направляющей линейки (см. 5.3.6.2.2), инструментом и прижимным башмаком (см. 5.3.7.1.2.1).
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.4.2 Шум
5.4.2.1 Снижение шума на стадии проектирования
При проектировании станков следует учитывать информацию и проводить технические мероприятия по снижению шума, приведенные в ЕН ИСО 11688-1. Также должна быть учтена информация, приведенная в ЕН ИСО 11688-2.
Наибольшим источником шума являются вращающиеся инструменты.
5.4.2.2 Измерение шума
5.4.2.3 Производственные условия при измерении шума должны соответствовать ИСО 7960 (приложение D).
Установка и условия работы станка должны быть идентичными при измерении шума станка на рабочем месте и уровня мощности звука.
Для станков, к которым требования ИСО 7960 (приложение D) неприменимы, например для различной частоты вращения шпинделя и диаметров инструмента, в отчете об испытании должны быть подробно приведены условия использования станка.
Уровни звуковой мощности должны быть измерены по методу огибающей поверхности согласно требованиям ЕН ИСО 3746 при соблюдении следующих условий:
а) показатель акустических условий окружающей среды должен быть не более 4 дБ;
b) разница между фоновым уровнем звука и уровнем звука, издаваемого станком в каждой точке измерения, должна быть не менее 6 дБ; формулу корректировки для этой разницы следует применять и для разницы, равной 10 дБ, согласно требованиям ЕН ИСО 3746 (пункт 8.2);
c) огибающая поверхность измерения в форме прямоугольного параллелепипеда должна быть использована только для измерения на расстоянии 1,0 м от базовой поверхности измерения (источника звука);
d) дополнительное устройство должно быть включено в базовую поверхность (спецификацию), если расстояние от станка до дополнительного устройства менее 2,0 м;
e) должно быть исключено время измерения, а именно 30 с, требуемое по ЕН ИСО 3746 (пункт 7.5.3);
f) неопределенность, достигаемая при этом методе, составляет 3 дБА;
g) число точек измерения (позиций микрофона) должно быть равно девяти по ИСО 7960 (приложение D).
Альтернативно там, где технически возможно, применяют метод измерения шума в зависимости от типа станка; уровень звуковой мощности можно измерять с более высокой точностью, используя метод измерения по ЕН ИСО 3743-1, ЕН ИСО 3743-2, ЕН ИСО 3744 и ЕН ИСО 3745 без указанных выше изменений.
Для определения уровня звуковой мощности по методу интенсивности звука по взаимной договоренности между потребителем и поставщиком допускается использовать метод по ЕН ИСО 9614-1.
Уровень звукового давления на рабочем месте должен быть измерен в соответствии с требованиями ЕН ИСО 11202 при соблюдении следующих изменений:
1) показатель акустических условий окружающей среды или локальный показатель акустических условий окружающей среды на рабочем месте
должен быть не более 4 дБА;
2) разница между уровнем звукового давления постороннего шума и уровнем звукового давления на рабочем месте должна быть не менее 6 дБ (дБА);
3) локальный показатель акустических условий окружающей среды должен быть рассчитан в соответствии с ЕН ИСО 11204 (приложение А, пункт А.2) и ЕН ИСО 11204/АС и должен измеряться по методу, установленному в ЕН ИСО 3746, вместо метода, приведенного в ЕН ИСО 11202 (приложение А) и ЕН ИСО 11202/АС, или в соответствии с ЕН ИСО 3743-1, ЕН ИСО 3743-2, ЕН ИСО 3744, или ЕН ИСО 3745, если использовался метод измерения по одному из этих стандартов.
На основании проведенных измерений должна быть оформлена декларация по шуму [см. перечисление v) 6.3].
5.4.3 Удаление стружки и пыли
Должен быть обеспечен отсос пыли и стружки от станка либо посредством встроенных пылеприемников, либо подключением станка к централизованной системе удаления стружки и пыли посредством предусмотренных на станке специальных отсасывающих патрубков.
Системы ограждения при прямолинейной обработке для шипорезных работ при криволинейной обработке и для пильного узла с дисковой пилой должны быть присоединены к внешней отсасывающей системе удаления пыли.
Присоединительный патрубок для отсоса пыли должен быть предусмотрен под столом для станков с диаметром отверстия в столе не более 190 мм.
Если станок имеет два направления вращения шпинделя, устройство для удаления стружки и пыли должно быть так спроектировано, чтобы оно имело отдельное независимое эффективное удаление для каждого направления вращения.
Это должно быть возможно для всех инструментов через любой присоединительный патрубок для удаления пыли, если централизованная система не подключена.
Чтобы быть уверенным, что удаляемая от станка стружка и пыль от начальной точки образования транспортируется к вытяжной системе, конструкция кожухов, воздухопроводов и дросселей и т.п. должна обеспечивать скорость движения потока воздуха в воздухопроводе: 20 м/с для сухой стружки и 28 м/с - для влажной стружки (содержание влаги не менее 18%).
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.4 Электробезопасность
Для обеспечения электробезопасности должны быть выполнены требования ЕН 60204-1, если в настоящем стандарте не установлены другие требования. В частности, см. ЕН 60204-1 (раздел 6) для требований по защите от поражения электрическим током и ЕН 60204 (раздел 7) для требований по защите от токов короткого замыкания цепей и под нагрузкой.
Наименьшая степень защиты всех электрических компонентов должна быть IP 54 согласно ЕН 60529.
В первую очередь должны быть выполнены требования следующих разделов ЕН 60204-1:
а) раздел 7 - защита оборудования;
b) раздел 8 - эквипотенциальные соединения;
с) раздел 12 - кабели и провода;
d) раздел 13 - монтаж электропроводки;
e) раздел 14 - электродвигатели и сопутствующее им оборудование.
Электрические распределительные щитки и шкафы не должны подвергаться опасности от выброса инструментов и обрабатываемых заготовок. Доступ к находящимся под напряжением частям станка должен быть закрыт в соответствии с ЕН 60204-1 (пункт 6.2.2). Риск возникновения пожара не рассматривается, если силовые электрические цепи выполнены в соответствии с ЕН 60204 (пункт 7.2.2).
Испытания для непрерывных защищенных соединительных электрических цепей и функций следует проводить в соответствии с ЕН 60204-1 (пункт 18.1, испытание 1, и пункт 18.6).
Контроль: проверка соответствующих чертежей, электрических схем, визуальный контроль станка и испытание непрерывных защищенных соединительных электрических цепей и функциональные испытания - по ЕН 60204-1 (соответственно пункт 18.2, испытание 1, и пункт 18.6).
Примечание - Для подтверждения характеристики электрических компонентов допускается использовать документы их поставщиков.
5.4.5 Эргономика и обслуживание станка
Расположение органов управления должны соответствовать требованиям 5.2.2, общим требованиям по эргономике 6.3, а также ЕН 614-1, ЕН 1005-3 и ниже приведенным требованиям для фрезерных станков.
Высота верхней поверхности стола, суппорта для обрабатываемой заготовки должна быть 750-950 мм над уровнем пола.
Станок и его органы управления должны быть спроектированы согласно эргономическим принципам в соответствии с ЕН 1005-4, чтобы избавить оператора от чрезмерных нагрузок.
Расположение, обозначение и освещение (если необходимо) устройств управления и приспособлений для подачи материалов и установки инструментов вручную должны соответствовать эргономическим принципам ЕН 894-1, ЕН 894-2, ЕН 894-3 и ЕН 1005-1, ЕН 1005-2, ЕН 1005-3.
Рабочие места и зоны, в которых расположены устройства управления, ограждения и защитные устройства, должны иметь достаточное освещение, чтобы исключить чрезмерное напряжение зрения оператора в соответствии с требованиями ЕН 1837.
Если на станке имеются элементы станка, весящие более 25 кг, которые следует перемещать в процессе эксплуатации станка, должны быть предусмотрены специальные места для крепления грузоподъемного устройства в соответствии с ЕН 1005-2. Они должны быть расположены так, чтобы избежать опрокидывания станка или его компонентов, падения или самопроизвольного движения во время транспортирования, сборки, демонтажа.
Резервуары для гидравлических жидкостей, приборы для сжатого воздуха и масленки должны быть расположены или ориентированы таким образом, чтобы был обеспечен свободный доступ к зарядным и разгрузочным устройствам.
Примечание - Дополнительную информацию по эргономике см. в ЕН 60204-1, ЕН 614-1 и ЕН 614-2.
Контроль: проверка соответствующих чертежей или электрических схем, измерения и визуальный контроль станка.
5.4.6 Пневматика
Необходимо выполнять требования ЕН 983.
См. 5.2.1, 5.2.8, 5.2.9, 5.3.8 и 5.4.10.
5.4.7 Гидравлика
Необходимо выполнять требования ЕН 982.
См. 5.2.1, 5.2.8, 5.2.9 и 5.3.8.
5.4.8 Электромагнитная совместимость
Станок должен быть надежно защищен от электромагнитных помех в соответствии с ЕН 60439-1, ЕН 50370-1 и ЕН 50370-2.
Примечание - Можно гарантировать, что оборудование надежно защищено против внешних электромагнитных воздействий, если электрические компоненты станков маркированы "СЕ" и каждый компонент и электропроводка отвечают требованиям, указанным в информации изготовителя.
Для систем управления, оснащенных электронными компонентами, см. приложение F.
Контроль: проверка соответствующих чертежей и/или электрических схем и визуальный контроль станка.
5.4.9 Ошибки установки
Должна быть исключена возможность установки инструмента диаметром большим, чем предусмотрено конструкцией станка.
Также см. перечисления k), 2), i) 6.3.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.10 Отключение энергоснабжения
Необходимо выполнять требования ЕН 1037 (раздел 5), ЕН ИСО 12100-2 (пункты 3.8 и 5.5.4).
Устройства для отключения электропитания должны соответствовать ЕН 60204-1 (пункт 5.3).
Для отключения подачи воздуха следует использовать быстродействующее отключающее устройство в соответствии с ЕН 983, которое не нуждается в блокировке, если пневматическая энергия используется только для прижимных устройств.
Во всех других случаях это устройство должно иметь приспособление, позволяющее запирать его в выключенном положении (например, висячий замок).
Если станок снабжен пневматической системой торможения, устройство отсоединения электропитания:
a) должно быть оборудовано устройством блокировки, обеспечивающим возможность отключения электропитания только после отключения блокирующего устройства вручную, или
b) не должно быть расположенным на одной стороне станка с устройством(ами) управления остановкой.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.4.11 Техническое обслуживание
Должны быть соблюдены требования ЕН ИСО 12100-2 [пункт 4.15 и перечисление е) 6.5.1].
Если предусмотрены точки смазки, они не должны быть расположены внутри ограждения инструмента и должны быть легкодоступны оператору, стоящему на полу.
Если пневматическая энергия накапливается, например, в резервуаре высокого давления или трубопроводе, должны быть предусмотрены устройства для сбрасывания накопленного остаточного давления, например, посредством использования вентиля или предохранительного клапана. Сбрасывание давления должно происходить без отсоединения трубопровода.
Также см. 6.3.
Контроль: проверка соответствующих чертежей, руководства по эксплуатации, визуальный контроль станка и соответствующее функциональное испытание станка.
6 Информация для пользователя
6.1 Общие положения
Должны быть соблюдены требования ЕН ИСО 12100-2 (раздел 6) и следующие требования:
- около главного электрического выключателя должна быть постоянно размещена предупреждающая табличка, указывающая на то, что подача пневматической/гидравлической энергии осуществляется независимо от подачи электроэнергии, если станок снабжен пневматическим/гидравлическим питанием и отключение от пневматической/гидравлической энергии не достигается путем отключения электропитания;
- станок должен быть оборудован визуальным устройством, показывающим оператору, что направление вращения шпинделя инструмента установлено по часовой стрелке;
- информация должна быть на языке той страны, в которой будет эксплуатироваться станок, или посредством пиктограмм.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.2 Маркировка
Должны быть соблюдены требования ЕН ИСО 12100-2 (пункт 6.4) и следующие требования.
Приведенная ниже информация должна быть легкочитаемой и несмываемой в течение всего срока эксплуатации станка, нанесенной непосредственно на станок, например, гравировкой, травлением или с использованием самоклеющихся этикеток или табличек либо фирменных табличек, закрепленных на станке, например, посредством заклепок или шурупов:
a) наименование, юридический и фактический адрес производителя станка и полный адрес его уполномоченного представителя;
b) год изготовления станка;
c) модель, серия или тип станка;
d) серийный или идентификационный номер станка;
e) диаграмма, показывающая скорость резания в зависимости от частоты вращения шпинделя и наружного диаметра применяемого инструмента (например, см. рисунок 20). Эта диаграмма должна быть четко видна оператору. Должна быть также диаграмма, указывающая частоту вращения на каждой позиции устройства управления или в зависимости от диаметра шкива;
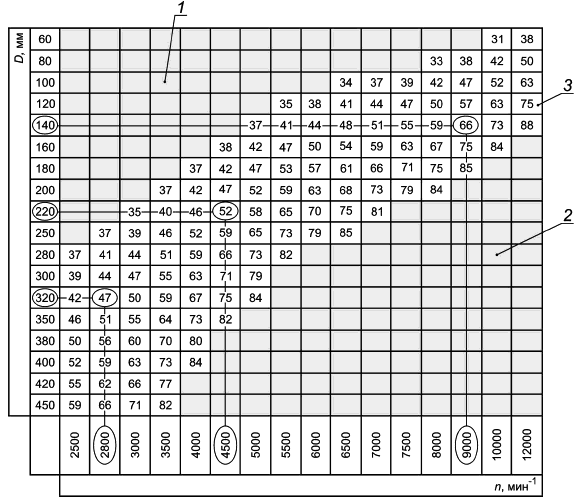
1 - зона низких скоростей резания - плохие условия обработки; 2 - зона чрезмерно высоких скоростей, приводящих к разрушению инструмента и создающих опасность травмирования оператора; 3 - зоны рекомендуемой скорости резания; - наружный диаметр инструмента (мм);
- частота вращения шпинделя инструмента, мин
Рисунок 20 - Пример диаграммы подбора скорости резания в зависимости от частоты вращения шпинделя и наружного диаметра инструмента
f) основные характеристики установленного на станке электрооборудования (напряжение, частота, мощность и т.п.) - в соответствии с ЕН 60204-1 (пункт 16.4);
g) номинальное давление для гидравлических и/или пневматических систем, если они установлены на станке;
h) если установлены гидравлические и/или пневматические силовые выключатели, их функции, размещение и рабочее положение(я) должно(ы) быть четко указаны, например, на фирменной табличке или в виде пиктограмм;
i) если установлен пильный узел для отрезания штапиков, максимальный диаметр пилы и направление вращения дисковой пилы.
Таблички или пиктограммы с обозначением номинального давления и размыкающих устройств должны быть размещены вблизи от места установки главного силового выключателя станка.
Предупреждающие таблички должны быть выполнены на языке той страны, где будет эксплуатироваться станок, в противном случае следует использовать пиктограммы.
Если применяются графические символы, относящиеся к работе приводов, они должны соответствовать ЕН 61310-1 (таблица 6).
Если станок оборудован шкалами, следует выполнять требования ЕН 894-2.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.3 Руководство по эксплуатации
Кроме основных положений ЕН ИСО 12100-2 (пункт 6.5), руководство по эксплуатации должно содержать:
a) повторение информации, указанной на маркировке, пиктограммах и другой информации в соответствии с 6.1 и 6.2;
b) описание работы станка по назначению;
c) максимальные размеры обрабатываемой заготовки (длина, ширина, толщина);
d) инструкцию по безопасной эксплуатации станка в соответствии с ЕН ИСО 12100-2 [перечисление d) 6.5.1];
е) характеристику инструмента, рекомендуемого для использования на станке (диапазон, тип и диаметр инструмента и т.п.);
f) предупреждение о том, что во избежание разрушений допускается использование только инструментов, соответствующих ЕН 847-1 и ЕН 847-2 и обозначенных знаком MAN;
g) описание дополнительных приспособлений и оборудования, которые могут быть установлены на станке и которые обеспечивают безопасность;
h) информация о взаимосвязи между диаметром инструмента, шириной обработки за один проход и наибольшей частотой вращения шпинделя в соответствии с графиками и/или формулами, приведенными в приложении А.
Примечание 1 - Допускается привести примеры расчетов частоты вращения шпинделя для большего числа соотношений ширины обработки и диаметра инструмента;
i) инструкцию по креплению стационарных станков к полу (при необходимости);
j) инструкцию по перемещению и креплению во время работы передвижных станков;
k) информацию о необходимости обучения операторов надлежащему использованию, регулированию и работе на станке, включая его правильную эксплуатацию, подсоединению съемных узлов, подаче энергии с соблюдением мер по обеспечению безопасности, для чего должны быть предприняты следующие действия:
1) обучение (инструктаж) операторов перед работой, включающее:
i) основные положения по установке и работе станка, включая правильное использование и регулирование устройств удержания и направления обрабатываемой заготовки, применение защитных ограждений и правильный выбор инструмента,
ii) безопасное перемещение обрабатываемой заготовки при резании вручную,
iii) правильное применение и регулирование приспособлений, обеспечивающих безопасность, таких как, например, приспособления для специальных заготовок, шаблоны, удлинитель столов и ограничительные упоры,
iv) применение средств индивидуальной защиты для ушей и глаз,
2) перед пуском станка убедиться в следующем:
i) используемые инструменты правильно подобраны, заточены, установлены и отрегулированы в соответствии с инструкциями изготовителя инструмента,
ii) кольца стола или вкладыши стола обеспечивают максимально допустимое закрытие зазора между столом и инструментом,
iii) имеется ли специальное оборудование для установки, например, направляющих, если оно необходимо,
iv) имеется ли возможность наблюдения при ручном управлении процессом резания,
v) убедиться в наличии специальной розетки для подключения съемного механизма подачи, если предусмотрено его использование;
3) использование направляющих линеек для обрабатываемой заготовки:
i) наличие направляющей линейки,
ii) наличие вспомогательной направляющей линейки для уменьшения зазора между режущим(и) инструментом(ами) и плитами направляющей линейки,
iii) наличие толкающего штока или толкающей палки для ручной подачи заготовки или возможности применения съемного механизма подачи,
iv) наличие рольганга или удлинителя столов для удержания длинных обрабатываемых заготовок,
4) действия оператора перед началом обработки:
i) установить инструмент на станке для работы при выбранном направлении вращения шпинделя и подаче обрабатываемой заготовки при встречном фрезеровании,
ii) убедиться, что выбранная частота вращения шпинделя соответствует используемому инструменту,
iii) установить и отрегулировать защитные ограждения,
iv) при большом разнообразии работ, которые должны быть выполнены на конкретном фрезерном станке с вертикальным шпинделем, один тип защитного ограждения не может быть эффективным для всех операций по обработке. Поэтому следует для каждой операции выбирать соответствующее защитное ограждение, обеспечивающее безопасность при наименьшем диаметре отверстия в столе, типе инструмента, выступе режущей кромки и высоте, на которую необходимо установить инструмент. Например:
I) при прямолинейной сквозной обработке: для предотвращения доступа к инструменту во время обработки при ручной подаче заготовки следует использовать совместно с направляющей линейкой съемный механизм подачи или перемещаемый стол с закрепленной на нем с помощью прижимных башмаков заготовкой в зависимости от размеров обрабатываемой заготовки,
II) при ограниченной по длине обработке: для предотвращения доступа к инструменту во время обработки следует использовать совместно с направляющей линейкой, столом и прижимными башмаками направляющей линейки, оборудованными специальными опорными башмаками, зависящими от размеров обрабатываемой заготовки,
III) для предотвращения отдачи: установить неподвижные конечные упоры сзади и/или спереди на направляющей линейке, столе или удлинителе стола;
IV) для обработки узкой заготовки, которую небезопасно удерживать в руках при обработке: предусмотреть использование соответствующих специальных приспособлений для крепления заготовки при обработке,
V) при криволинейной обработке: для предотвращения доступа к инструменту в дополнение к полукруглой направляющей с устройством ввода допускается также использовать совместно регулируемое защитное ограждение,
VI) при косом резании: для предотвращения доступа к инструменту в дополнение к использованию направляющей линейки и съемного механизма подачи или прижимных башмаков следует убедиться в надежном креплении обрабатываемой заготовки путем использования специального приспособления или регулируемого наклона направляющей линейки,
VII) при нарезании шипов: для обеспечения безопасности при обработке заготовки необходимо обязательное использование передвижного стола с закрепленной на нем заготовкой и закрытого защитного ограждения, предусмотренного изготовителем;
I) указание, что при работе на станке должно быть предусмотрено адекватное общее и местное освещение;
m) инструкцию о том, что скорость резания, за исключением инструментов, установленных на оправке, следует выбирать в соответствии с диаграммой, приведенной на рисунке 20 (например, скорость резания должна быть более 40 м/с для снижения риска отдачи, но должна быть менее 70 м/с для снижения риска повреждения инструмента);
n) требования об обязательном подсоединении станка к эффективной системе удаления стружки и пыли.
Примечание 2 - Рабочие характеристики стационарной установки для удаления стружки и пыли приведены в ЕН 12779;
о) основные требования к вытяжным установкам для удаления стружки и пыли, к которым должен быть подсоединен станок:
1) наименьший объем отсасываемого воздуха, метр кубический в час,
2) наименьшее разряжение на присоединительном патрубке для подключения станка к вытяжной системе при рекомендуемой скорости воздушного потока,
3) наименьшую скорость прохождения воздушного потока в вытяжном трубопроводе, метр в секунду,
4) размеры поперечного сечения и характерные особенности для каждого присоединительного патрубка;
р) требование об обязательном включении оборудования для удаления стружки и пыли перед началом работы станка;
q) требования по монтажу и техническому обслуживанию устройств, включая механическое тормозное устройство, которые должны проходить регулярную проверку, и указания о частоте и методах проведения этих проверок.
Рекомендуемый перечень и последовательность проверок:
1) аварийная остановка(и) - функциональное испытание,
2) блокировка перемещаемых ограждений - поочередное открывание каждого ограждения, что бы убедиться, что это приводит к остановке станка и невозможности пуска станка при открытом положении любого ограждения,
3) тормозное устройство - функциональное испытание для проверки того, что останавливается в пределах допустимого времени торможения,
4) ограждения со стопором и блокировкой - функциональное испытание для проверки невозможности открытия ограждения во время вращения инструмента;
r) инструкцию о порядке проведения регулярного технического обслуживания станка с указанием, что техническое обслуживание следует проводить только при полном отключении станка от всех источников энергии для предотвращения непреднамеренного повторного пуска станка;
s) требования об обязательном отключении станка от электропитания перед заменой любого инструмента;
t) инструкцию о безопасной очистке станка;
u) инструкцию о методах безопасного сброса остаточной энергии после отключения станка, оснащенного гидравлической или пневматической системой (см. 5.4.10);
v) декларацию по шуму, издаваемому при работе станка, акустические характеристики станка, действительные значения или значения, основанные на базе измерений, проведенных на аналогичном механизме в соответствии с методами, приведенными в 5.4.2.2:
- фактическое значение уровня звукового давления на рабочих местах;
- фактическое значение уровня звуковой мощности, издаваемой станком.
Декларация должна содержать информацию об используемых методах измерения шума и рабочих условиях во время проведения испытания, а также связанных с этими методами значениях погрешности , используя при этом форму записи со сдвоенными числами в соответствии с ЕН ИСО 4871, а именно:
4 дБ при измерении в соответствии с ЕН ИСО 3746 и ЕН ИСО 11202;
2 дБ при измерении в соответствии с ЕН ИСО 3743-1 или ЕН ИСО 3743-2, или ЕН ИСО 3744;
1 дБ при измерении в соответствии с ЕН ИСО 3745.
Например, для корректированного уровня звуковой мощности ![]() 93 дБ (измеренное значение) при измерении, проведенном в соответствии с ЕН ИСО 3746, погрешность
93 дБ (измеренное значение) при измерении, проведенном в соответствии с ЕН ИСО 3746, погрешность будет составлять 4 дБ.
Проверку точности декларируемых значений уровня шума следует проводить с использованием того же метода измерения и при тех же условиях эксплуатации, которые приведены в декларации.
Декларация о шуме должна сопровождаться следующим заявлением:
"Приведенные цифры отражают предельные значения уровня шума, но необязательно являются безопасными рабочими уровнями. Несмотря на то, что существует соотношение между уровнями излучения и уровнем звукового давления, они не могут быть надежно использованы для определения того, требуются ли дополнительные меры предосторожности.
Факторы, оказывающие влияние на фактический уровень воздействия шума на работников, включают в себя характеристики рабочего помещения, другие источники шума и т.п., а именно количество станков и других сопутствующих процессов. Допустимый уровень воздействия шума может быть также различным в зависимости от страны. Тем не менее указанная информация даст пользователю станка возможность наилучшим образом оценить опасности и риски".
Примечание 3 - Информация по издаваемому станком шуму должна также быть указана в материалах по продаже.
Контроль: проверка руководства по эксплуатации и соответствующих чертежей.
Приложение А
(обязательное)
Определение наибольшей частоты вращения шпинделя инструмента
Наибольшая безопасная частота вращения шпинделя зависит от:
a) посадочного диаметра шпинделя;
b) посадочной длины шпинделя;
c) ширины резания (толщины инструмента);
d) наружного диаметра режущего инструмента.
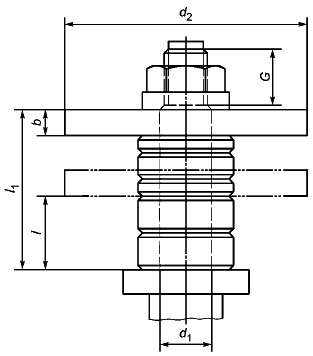
- длина резьбы;
- наружный посадочный диаметр шпинделя;
- наружный диаметр режущего инструмента;
- ширина резания;
- наибольшая полезная длина шпинделя;
- длина посадочной части шпинделя с набором установочных колец для установленного положения режущего инструмента по высоте
Рисунок А.1 - Определение размеров шпинделя инструмента
Приведенные ниже диаграммы могут быть использованы для определения частоты вращения шпинделя при различных диаметрах режущего инструмента, определенных значений ,
и
.
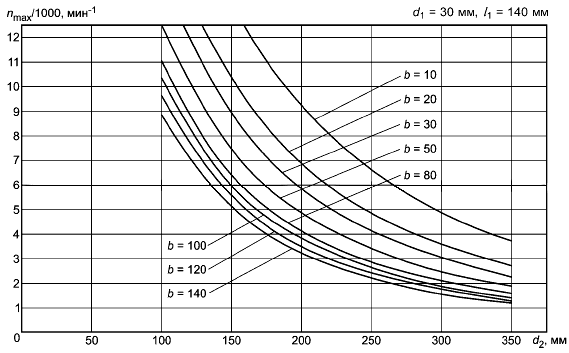
Рисунок А.2 - Диаграмма для определения частоты вращения шпинделя диаметром , равным 30 мм, и полезной длиной
, равной 140 мм
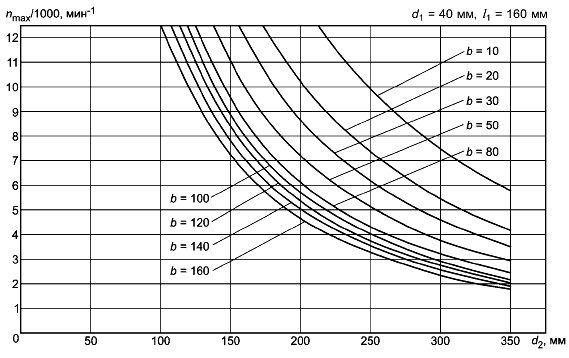
Рисунок А.3 - Диаграмма для определения частоты вращения шпинделя диаметром , равным 40 мм, и полезной длиной
, равной 160 мм
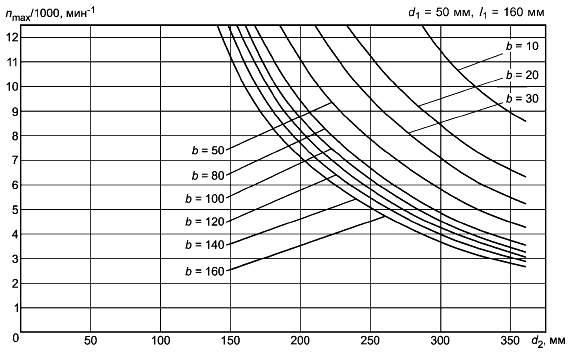
Рисунок А.4 - Диаграмма определения частоты вращения шпинделей диаметром , равной 50 мм, и полезной длиной
, равной 160 мм
Если используются шпиндели с посадочным диаметром, отличным от приведенных в 5.3.3.3 (таблица 3), частота вращения шпинделя может быть рассчитана по нижеприведенным формулам.
Примечание - ,
,
,
,
,
,
и
являются индивидуальными и предназначены для облегчения расчета.
![]() ,
,
где 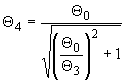 ;
;
![]() ;
;
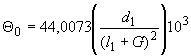 ;
;
 ;
;
 ;
;
![]() ;
;
 ;
;
 ;
;
 .
.
Материал шпинделя: | сталь с модулем упругости 210000 Н/мм | ||
Плотность стали 7,85 кг/дм | |||
Материал нережущей части инструмента: | сталь |
| |
легкий сплав |
| ||
Приложение В
(обязательное)
Методика испытания на устойчивость прижимных башмаков, регулируемых защитных ограждений и полукруглых направляющих
В.1 Прижимные башмаки
В.1.1 Прижимные башмаки направляющей линейки
На рисунках В.1-В.3 показаны точки приложения и направления сил ,
,
,
и
к прижимному башмаку направляющей линейки при испытании и расположение точки измерения.
Размеры в миллиметрах
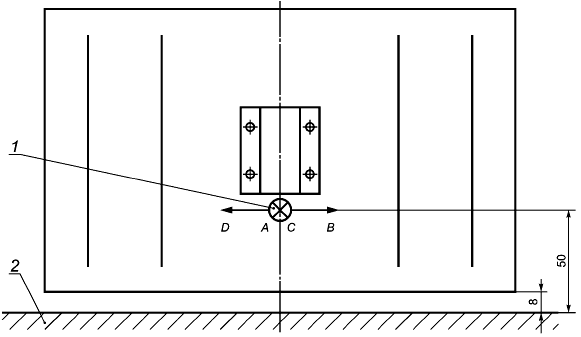
1 - точка приложения силы и измерения; 2 - стол станка
Рисунок В.1 - Направление, точка приложения сил и измерения при испытании на устойчивость прижимного башмака направляющей линейки (главный вид)
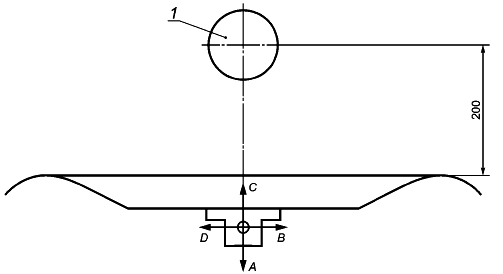
1 - шпиндель
Рисунок В.2 - Направление, точка приложения силы и измерения при испытании на устойчивость прижимного башмака направляющей линейки (вид сверху)
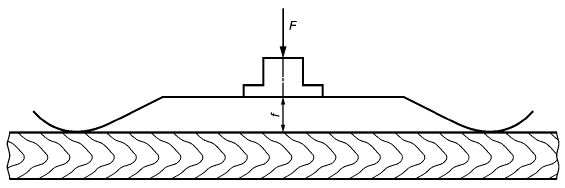
Рисунок В.3 - Приложение испытательной силы к направляющей линейке и измерение смещения
(вид сверху)
В.1.2 Прижимные башмаки стола
Рисунки В.4 и В.5 показывают точку приложения и направления сил и
, приложенных к прижимному башмаку стола при испытании, и положение точки измерения.
Размер в миллиметрах
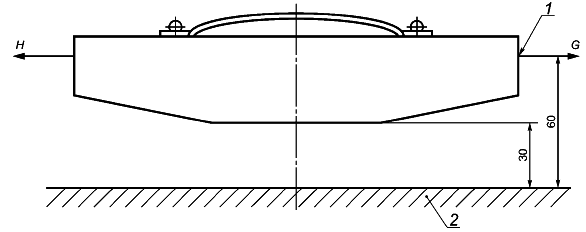
1 - точка приложения силы и измерения; 2 - стол станка
Рисунок В.4 - Направление, точка приложения силы и измерения при испытании на устойчивость прижимного башмака стола (главный вид)
Размер в миллиметрах
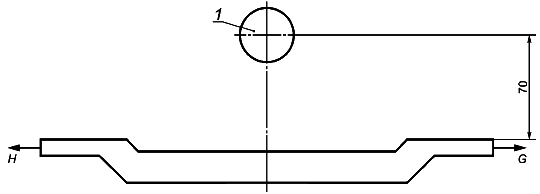
1 - шпиндель
Рисунок В.5 - Направление, точка приложения силы и измерения при испытании на устойчивость прижимного башмака стола (вид сверху)
В.1.3 Оборудование для измерения
Для проведения измерений при испытаниях, описанных в этом приложении, требуется следующее оборудование:
а) динамометр с диапазоном измерений 500 Н и точностью 1% номинального значения;
b) инструмент для измерения длины с диапазоном измерения 50 мм и точностью 0,1 мм.
В.1.4 Условия испытаний и допустимые смещения при испытании
При любом диаметре шпинделя и испытательной силе, равной 100 Н, приложенной, как описано в В.1.1 и В.1.2, смещения прижимного башмака ,
,
,
,
не должны превышать значений, указанных в таблице В.1.
Таблица В.1 - Максимально допустимые смещения прижимного башмака направляющей линейки и стола
Направление силы | Максимально допустимое смещение, мм |
|
|
|
|
|
|
В.1.5 Условия измерения
Прижимные башмаки должны быть установлены в соответствии с инструкциями изготовителей и согласно В.1.1 и В.1.2. Свободный зазор, обусловленный изменением направления силы, должен быть исключен.
В.2 Регулируемое вручную защитное ограждение и полукруглая направляющая
В.2.1 Регулируемое вручную защитное ограждение
На рисунке В.6 показаны точка приложения и направления сил ,
,
и
, приложенных к регулируемому вручную защитному ограждению при испытании, и положение точки измерения.
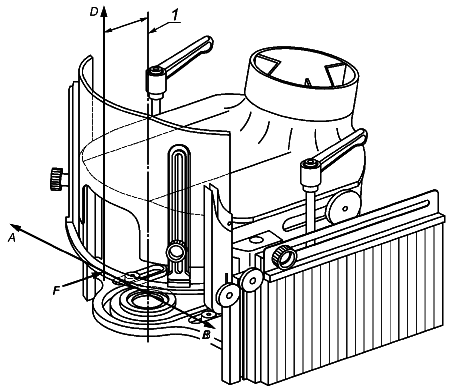
1 - ось шпинделя
Рисунок В.6 - Направление, точка приложения силы и точка измерения при испытании прижимного регулируемого вручную защитного ограждения
Сила приложена к регулируемому вручную защитному ограждению в направлении, перпендикулярном к оси шпинделя.
Цель испытания - подтверждение того, что при наибольшем перемещении защитное ограждение не касается вращающихся частей.
Таблица В.2 - Максимально допустимое перемещение регулируемого вручную защитного ограждения
Направление силы | Значение силы | Наибольшее допустимое смещение (включая зазор), мм |
50 | 3 | |
50 | 3 | |
50 | 6 | |
50 | 3 | |
| ||
В.2.2 Полукруглая направляющая
На рисунке В.7 показаны точка приложения, направления сил ,
,
и
, приложенных к полукруглой направляющей при испытании, и положение точки измерения.
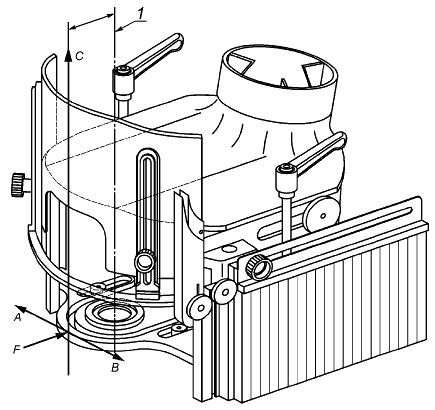
1 - ось шпинделя
Рисунок В.7 - Направление, точка приложения силы и измерения при испытании на смещение полукруглой направляющей
Сила должна быть приложена к полукруглой направляющей в направлении, перпендикулярном к оси шпинделя.
Цель испытания - подтверждение того, что при наибольшем перемещении полукруглая направляющая не касается вращающихся частей.
Таблица В.3 - Максимально допустимое смещение полукруглой направляющей
Направление силы | Значение силы | Наибольшее допустимое смещение, мм |
100 | 2 | |
100 | 2 | |
100 | 7 | |
100 | 0,5 |
В.2.3 Оборудование для измерения
См. В.1.3.
В.2.4 Испытание
При любом диаметре шпинделя и испытательной силе 100 Н, приложенной согласно В.2.1 и В.2.2, смещения регулируемого вручную защитного ограждения и полукруглой направляющей не должны превышать значений, указанных в таблицах В.2 и В.З.
Не должно быть перекашивания регулируемого вручную защитного ограждения или полукруглой направляющей при повторном испытании. Регулируемые вручную защитное ограждение и полукруглая направляющая не должны поворачиваться вокруг любой горизонтальной оси.
В.2.5 Условия измерения
Регулируемые вручную ограждения и полукруглая направляющая должны быть установлены в соответствии с инструкциями изготовителей и согласно В.2.1 и В.2.2.
Приложение С
(обязательное)
Методика испытания на устойчивость для передвижных станков
Станок должен быть установлен в рабочее положение на древесно-стружечной плите, закрепленной на полу, и колеса должны быть заторможены или подняты от пола (если имеются соответствующие устройства). Устройства, влияющие на устойчивость (например, съемный механизм подачи), могут быть установлены на станке. Горизонтальная сила , равная 500 Н, должна быть приложена в середине передней поверхности стола в направлении, показанном на рисунке С.1.
Вслед за тем горизонтальная сила , равная 500 Н, должна быть приложена в середине боковой поверхности стола в направлении, показанном на рисунке С.1. В обоих случаях станок не должен сдвигаться или наклоняться.
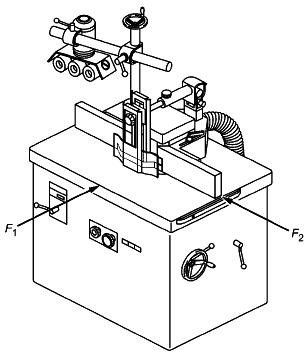
Рисунок С.1 - Испытание на устойчивость передвижных станков
Приложение D
(справочное)
Применение успешно испытанных компонентов
Для того чтобы считаться "успешно испытанными" компонентами в соответствии с ЕН ИСО 13849-1 (пункт 6.2.4), эти компоненты должны соответствовать требованиям следующих стандартов:
a) для электрических компонентов [см. также ЕН ИСО 13849-2 (таблицы (D.1-D.17)]:
1) ЕН 60947-5-1 для переключателей управления с принудительно размыкающим действием, используемых как механически действующие позиционные датчики для блокировки ограждений и для переключателей, используемых во вспомогательных цепях,
2) ЕН 60947-4-1 для электромеханических контакторов и пускателей электродвигателей, которые используются в силовых цепях,
3) ГД 22.1 С4 для электропроводов с резиновой изоляцией,
4) ГД 21.1 С4 для электропроводов с поливинилхлоридной (ПВХ) изоляцией, если эти провода дополнительно защищены от механических повреждений (например, внутри станин);
b) для электрических цепей управления, если они также соответствуют первым четырем мерам, перечисленным в ЕН 60204-1 (подпункт 9.4.2.1), (см. также ЕН ИСО 13849-2, таблицы D.1 и D.2);
c) для механических компонентов, если, например, они приводятся в действие принудительным способом согласно ЕН ИСО 12100-2 (пункт 4.5);
d) для механически действующих позиционных датчиков, используемых для блокировки ограждений, если они приводятся в действие принудительным способом и их расположение/крепление, а также конструкция/установка контактного кулачка согласуются с требованиями ЕН 1088 (пункты 5.2 и 5.3), (см. также ЕН ИСО 13849-2 (таблицы А.1-А.5);
e) для блокирующих устройств со стопором ограждения, если они находятся в условиях типовой блокировки согласно ЕН 1088 (приложение М);
f) для пневматических и гидравлических компонентов и систем, если они выполнены по ЕН 983 и ЕН 982 соответственно (см. также ЕН ИСО 13849-2, таблицы В.1- В.18 и С.1- С.12).
Для всех компонентов, подвергающихся воздействию окружающей среды, например пыли и/или газов, эти условия должны быть также учтены.
Примечание - ЕН ИСО 13849-2 содержит полезную информацию для оценки успешно испытанных компонентов, исключения ошибок и т.д.
Приложение Е
(обязательное)
Методика испытания тормозных устройств
Е.1 Условия для всех испытаний
a) Шпиндельный узел должен быть установлен в соответствии с инструкцией изготовителя по использованию станка по назначению (например, натяжение ремня) (также см. 6.3).
b) Должны быть выбраны условия, которые вызывают наибольшую кинетическую энергию при конкретной конструкции станка (выбор определяется типом и размером инструмента, частотой вращения шпинделя и т.п.).
c) Перед началом испытаний шпиндель должен вращаться не менее 15 мин на холостом ходу для прогрева.
d) Отклонение фактической частоты вращения шпинделя от установленной не должно превышать ±10%.
Е.2 Методика проведения испытаний
Е.2.1 Время выбега без торможения
Время выбега без торможения должно быть измерено следующим образом:
a) отключают двигатель привода шпинделя и измеряют время выбега без торможения до полной остановки шпинделя;
b) повторно запускают двигатель привода шпинделя и дожидаются достижения шпинделем установленной частоты вращения;
c) повторяют этапы по перечислениям а) и b) не менее двух раз.
Время выбега без торможения определяют как среднеарифметическое значение из трех произведенных измерений.
Е.2.2 Время разбега
Время разбега должно быть измерено следующим образом:
a) запускают двигатель привода шпинделя и измеряют время разбега;
b) отключают двигатель привода шпинделя и ждут до полной остановки шпинделя;
c) повторяют этапы по перечислениям а) и b) не менее двух раз.
Время разбега определяют как среднеарифметическое значение из трех произведенных измерений.
Е.2.3 Время выбега с торможением
Время выбега с торможением должно быть измерено следующим образом:
a) запускают двигатель привода шпинделя и обеспечивают вращение шпинделя с заданной частотой вращения на холостом ходу в течение 1 мин;
b) отключают двигатель привода шпинделя с автоматическим включением тормозного устройства и измеряют время выбега до полной остановки шпинделя;
c) обеспечивают интервал до повторного пуска шпинделя, равный ![]() мин (
мин ( - номинальное значение мощности двигателя, кВт), но не менее 1 мин;
d) повторяют этапы по перечислениям а)-с) не менее девяти раз.
Время выбега с торможением определяют как среднеарифметическое значение из десяти произведенных измерений.
Приложение F
(обязательное)
Применение электронных компонентов
F.1 Общие положения
Для осуществления какой-либо функции, связанной с обеспечением безопасности электронного оборудования, должны быть выполнены соответствующие требования ЕН ИСО 13849-1.
Конструкцией системы SRECS должно быть предусмотрено, чтобы требуемые в настоящем стандарте функции, связанные с обеспечением безопасности станка, обеспечивались на основе категорий. В зависимости от требований безопасности функции, связанные с обеспечением безопасности, должны быть выполнены по категориям 2, 3 или 4 согласно ЕН ИСО 13849-1.
Конструкцией, применяемой в станке системы SRECS, должна быть предусмотрена возможность выполнения требований более высокой категории в соответствии с ЕН ИСО 13849-1, требуемой для соответствующей функции, связанной с обеспечением безопасности станка.
На станках, предназначенных для различных режимов работы, система управления должна выполнять требования, определенные функцией безопасности для каждого из режимов работы станка.
Если система SRECS не является составной частью компонента, на который существует специальный стандарт, она должна выполняться с учетом требований окружающей среды согласно ЕН 50178 (пункты 6.1 и 6.2).
Если система SRECS, выполненная по категории 2, не является составной частью компонента, на который существует специальный стандарт, она должна соответствовать требованиям по электромагнитной совместимости для типа 2 согласно ЕН 61496-1.
Если система SRECS, выполненная по категории 3 или 4, не является составной частью компонента, на который существует специальный стандарт, она должна соответствовать требованиям по электромагнитной совместимости для типа 4 согласно ЕН 61496-1.
Примечание 1 - См. также 5.4.11 для требований по электромагнитной совместимости всего станка.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
Примечание 2 - Для подтверждения характеристик компонентов допускается использовать материалы изготовителя компонентов.
F.2 Конструкция системы SRECS
F.2.1 Компоненты, техническое обеспечение
Компоненты технического обеспечения системы SRECS (включая датчики, приводы, программное управление, системы ЧПУ, логический программатор и т.д.) должны быть предназначены и сконструированы в соответствии с требованиями соответствующих стандартов и ЕН ИСО 13849-1.
Компоненты технического обеспечения системы SRECS (включая сенсоры, приводы, программные логические контроллеры PLC, системы ЧПУ, логические программаторы и т.д.) должны быть подобраны, собраны, скомбинированы и установлены в соответствии с требованиями технической документации (включая инструкции по применению и установке) изготовителя компонентов.
Программные логические контроллеры PLC, выполненные по категории 3 или 4 в соответствии с требованиями ЕН ИСО 13849-1, могут быть использованы в системах управления для выполнения функций, связанных с обеспечением безопасности, перечисленных в 5.2.1.
Примечание 1 - Если используются программные логические контроллеры PLC, следует помнить, что общее время срабатывания внутри определенного объема может меняться с различной скоростью. Время срабатывания PLC зависит в первую очередь от времени цикла программы. При расчете самого невыгодного случая может быть необходимым считаться с удвоенным временем цикла, если нет предупреждений или прерываний, используемых для включения быстрого хода.
Программные логические контроллеры PLC, которые не выполнены по категории 3 или 4 в соответствии с требованиями ЕН ИСО 13849-1, могут быть только частью системы SRECS по категории 3, например как один канал двухканальной системы.
Контроль: проверку следует проводить согласно спецификациям, путем контроля соответствующих чертежей и/или электрических схем, расчетов и визуального контроля станка
Примечание 2 - Для подтверждения характеристик компонентов могут быть использованы материалы изготовителя компонентов.
F.2.2 Безопасность программного обеспечения
F.2.2.1 Прикладное программное обеспечение
Прикладное программное обеспечение системы SRECS должно соответствовать требованиям ЕН 61508-3 (разделы 6 и 7).
Доступ к прикладному программному обеспечению для стандартных компонентов системы SRECS должен быть закрыт.
Контроль: проверка должна быть проведена согласно спецификации(ям), путем контроля соответствующих чертежей и/или электрических схем, расчетов и визуального наблюдения за станком.
Примечание - Для подтверждения компонентов прикладного программного обеспечения допускается использовать материалы изготовителя этих компонентов.
F.2.2.2 Применение программного обеспечения
Программирование системы SRECS следует проводить в соответствии с инструкциями (техническим руководством) изготовителя компонентов.
Безопасность программного обеспечения должна быть четко отделена от функций программного обеспечения станка, для того чтобы избежать случайных изменений в относящемся к безопасности программном обеспечении.
Только уполномоченные лица могут изменять используемое программное обеспечение для системы SRECS. Если же предусмотрен доступ к программируемым функциям при числовом управлении или в системе SRECS в течение работы и/или в режиме установки (например, для положения при позиционировании, перемещения обрабатываемой заготовки), несанкционированный доступ к программируемым данным или программируемым функциям должен быть запрещен. В особенности производственному персоналу должно быть запрещено отключение функций безопасности [например, электрочувствительного защитного оборудования (ESPE) или оборудования, построенного с использованием оптоэлектронных устройств (AOPD)] с последующим подсоединением прикладной программы. Доступ может быть разрешен путем использования пароля.
Требования ЕН 61508-3 (разделы 6 и 7) или принимаемые до сих пор во внимание требования ЕН 62061 (пункт 6.11.3) должны быть учтены при развитии применяемого программного обеспечения.
Примечание 1 - Эти требования для применения программного обеспечения могут быть достигнуты посредством использования техники защитного программирования, структурированного программирования, принципа модульного построения (так называемые логические/функциональные блоки, последовательность схем и т.д.), повторяя применение модулей программного обеспечения, которые в зависимости от системы SRECS отвечают вышеуказанным требованиям.
Примечание 2 - Рекомендуется применять предварительно сертифицированные программные модули (например, для аварийной остановки), если таковые имеются.
Контроль: проверку следует проводить согласно спецификации(ям), путем контроля соответствующих чертежей и/или схем, расчетов и визуального контроля станка.
F.2.2.3 Подтверждение
Систему SRECS следует проверять, чтобы удостовериться, что все функции безопасности, станка выполняются. Эта проверка должна показать, что части, связанные с обеспечением безопасности, работают правильно и выполняют свои функции.
Подтверждение для системы SRECS следует проводить согласно требованиям ЕН ИСО 13849-2, например путем проверки чертежей соответствующих электрических схем и/или диаграмм, блок-схем процесса, моделирования ошибок, визуального контроля, измерения, подтверждения для заводских компонентов и соответствующего функционального испытания станка.
Примечание - Подтверждение включает в себя проведение испытаний и технического анализа (например, анализа статики, динамики и ошибок). Эти технические анализы допускается использовать для сокращения числа испытаний.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных и европейских региональных стандартов ссылочным национальным стандартам Российской Федерации и действующим в этом качестве межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного и европейского регионального стандарта | Степень соответ- | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
ЕН 847-1:2005 | MOD | ГОСТ Р 52419-2005 "Фрезы насадные, оснащенные твердым сплавом, для обработки древесных материалов и пластика. Технические условия" |
ЕН 847-2:2001 | - | * |
ЕН 894-1:1997 | - | * |
ЕН 894-2:1997 | MOD | ГОСТ Р 51341-99 "Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Средства отображения информации" |
ЕН 894-3:2000 | - | * |
ЕН 982:1996 | MOD | ГОСТ 31177-2003 (ЕН 982:1996) "Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика" |
ЕН 983:1996 | MOD | ГОСТ 30869-2003 (ЕН 983:1996) "Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика" |
ЕН 1005-1:2002 | IDT | ГОСТ Р ЕН 1005-1-2008 "Безопасность машин. Физические возможности человека. Часть 1. Термины и определения" |
ЕН 1005-2:2005 | IDT | ГОСТ ЕН 1005-2-2005 "Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами" |
ЕН 1005-3:2002 | IDT | ГОСТ Р ЕН 1005-3-2010 "Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе на машинах" |
ЕН 1005-4:2005 | - | * |
ЕН 1037:1995 | MOD | ГОСТ Р 51343-99 "Безопасность машин. Предотвращение неожиданного пуска" |
ЕН 1088:1995 | MOD | ГОСТ Р 51345-99 "Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора" |
ЕН 1837:1999 | - | * |
ЕН 50178:1997 | - | * |
ЕН 50370-1:2005 | - | * |
ЕН 50370-2:2003 | - | * |
EH 60204-1:2006 | IDT | ГОСТ P МЭК 60204-1-2007 "Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования" |
EH 60439-1:1999 | MOD | ГОСТ Р 51321.1-2000* "Устройства комплектные низковольтные распределения и управления. Часть 1. Устройства, испытанные полностью или частично. Общие технические требования и методы испытаний" |
________________ * На территории Российской Федерации документ не действует. Действует ГОСТ Р 51321.1-2007. - . | ||
EH 60529:1991 | MOD | ГОСТ 14254-96 (МЭК 529-89) "Степени защиты, обеспечиваемые оболочками (код IP)" |
EH 61310-1:1995 | - | * |
EH 61496-1:2004 | - | * |
EH 61508-3:2001 | IDT | ГОСТ Р МЭК 61508-3-2007 "Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 3. Требования к программному обеспечению" |
EH 62061:2005 | - | * |
EH ИСО 3743-1:1995 | MOD | ГОСТ Р 51400-99 "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых переносных источников шума в реверберационных полях, в помещениях с жесткими стенами и в специальных реверберационных камерах" |
EH ИСО 3743-2:1996 | MOD | ГОСТ Р 51400-99 "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых переносных источников шума в реверберационных полях в помещениях с жесткими стенами и в специальных реверберационных камерах" |
ЕН ИСО 3744:1995 | MOD | ГОСТ Р 51401-99 (ИСО 3744-94) "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью" |
ЕН ИСО 3745:2003 | MOD | ГОСТ 31273-2003 (ИСО 3745:2003) "Шум машин. Определение уровней звуковой мощности по звуковому давлению. Точные методы для заглушённых камер" |
ЕН ИСО 3746:1995 | MOD | ГОСТ Р 51402-99 (ИСО 3746-95) "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью" |
ЕН ИСО 4871-96 | MOD | ГОСТ 30691-2001 (ИСО 4871-96) "Шум машин. Заявление и контроль значений шумовых характеристик" |
ЕН ИСО 9614-1:1995 | MOD | ГОСТ 30457-97 (ИСО 9614-1-93) "Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Часть 1. Измерение в дискретных точках. Технический метод" |
ЕН ИСО 11202:2010 | MOD | ГОСТ 31169-2003 (ЕН ИСО 11202:1995) "Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки" |
EH ИСО 11202:1995/AC:1997 | - | * |
EH ИСО 11204:1995 | MOD | ГОСТ 30683-2000 (ЕН ИСО 11204-95) "Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия" |
EH ИСО 11204:1995/АС:1997 | MOD | ГОСТ 30683-2000 (ИСО 11204-95) "Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия" |
ЕН ИСО 11688-1:1998 | - | * |
ЕН ИСО 11688-1:1998/АС:1998 | * | |
ЕН ИСО 12100-1:2003 | ГОСТ Р ИСО 12100-1-2007 "Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методология" | |
ЕН ИСО 12100-2:2003 | IDT | ГОСТ Р ИСО 12100-2-2007 "Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 2. Технические правила и технические требования" |
ЕН ИСО 13849-1:2006 | - | * |
ЕН ИСО 13849-2:2003 | - | * |
ЕН ИСО 13850:2006 | - | * |
ЕН ИСО 13857:2008 | - | * |
ИСО 7009:1983 | - | * |
ИСО 7960:1995 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного, европейского регионального стандарта. Перевод данного международного, европейского регионального стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Библиография
EN 614-1 | Safety of machinery - Ergonomic design principles - Part 1: Terminology and general principles (Безопасность машин и механизмов. Эргономические принципы проектирования. Часть 1. Термины и общие положения) |
EN 614-2 | Safety of machinery - Ergonomic design principles - Part 2: Interactions between the design of machinery and work tasks (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими задачами) |
EN 847-3 | Tools for woodworking - Safety requirements - Part 3: Clamping devices (Инструменты станочные для деревообработки. Требования безопасности. Часть 3. Зажимные устройства) |
EN 1050 | Safety of machinery - Principles for risk assessment (Безопасность машин. Принципы оценки и определения риска) |
EN 60745-1 | Hand-held motor-operated electric tools - Safety - Part 1: General requirements (IEC 60745-1, modified) (Ручной приводной электроинструмент. Безопасность. Часть 1. Общие требования (МЭК 60745-1)) |
EN 60745-2-14 | Hand-held motor-operated electric tools - Safety - Part 2-14. Particular requirements for planers. Amendment 1 (Ручной приводной электроинструмент. Безопасность. Часть 2-14. Особые требования при фуговании (МЭК 60745-2-14)) |
EN 60947-4-1 | Low-voltage switchgear and control gear. Contactors and motor-starters. Electromechanical contactors and motor-starters (IEC 60947-4-1:2000) (Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть 4-1. Контакторы и пускатели электродвигателей. Электромеханические контакторы и пускатели электродвигателей (МЭК 60947-4-1:2000)) |
EN 60947-5-1 | Low-voltage switchgear and control gear - Part 5-1: Control circuit devices and switching elements - Electromechanical control circuit devices (IEC 60947-5-1:2003) (Аппаратура коммутационная и механизмы управления низковольтные. Часть 5-1. Устройства и коммутационные элементы цепей управления. Электромеханические устройства цепей управления (МЭК 60947-5-1:2003)) |
EN 61029-1 | Safety of transportable motor-operated electric tools. General requirements (Инструменты переносные с электроприводом. Безопасность. Часть 1. Общие требования (МЭК 61029-1)) |
EN 61029-2-8 | Safety of transportable motor-operated electric tools - Part 2-8 Particular requirements for single spindle vertical moulders (IEC 61029-2-8:1995 + A1:1999 + A2.2001 modified) (Инструменты передвижные с электроприводом. Безопасность. Часть 2-8. Частные требования к одношпиндельным вертикальным фрезерным станкам по дереву) |
EN 61508-1 | Functional safety of electrical, electronic, programmable electronic safety-related systems - Part 1: General requirements (Безопасность машин. Системы электрические/ электронные/ программируемые электронные, связанные с функциональной безопасностью. Часть 1. Общие требования (МЭК 61508-1:1998 + поправка 1999)) |
EN 61508-2 | Functional safety of electrical, electronic, programmable electronic safety-related systems - Part 2: Requirements for systems (Безопасность машин. Системы электрические/электронные/программируемые электронные, связанные с функциональной безопасностью. Часть 2. Требования к электрическим/ электронным/программируемым электронным системам, связанным с безопасностью (МЭК 61508-2:2001)) |
EN 61508-4 | Functional safety of electrical/electronic/programmable electronic safety-related systems - Part 4: Definitions and abbreviations (IEC 61508-4:1998 + Corrigendum 1999) (Безопасность машин. Системы электрические/электронные/программируемые электронные, связанные с функциональной безопасностью. Часть 4. Определения и сокращения) |
EN 12779 | Safety of woodworking machines - Chip and dust extraction systems with fixed installation - Safety related performance and safety requirements (Деревообрабатывающие станки. Безопасность. Стационарные установки для удаления стружки и пыли. Рабочие характеристики, связанные с безопасностью) |
EN ISO 11688-2 | Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 2: Introduction to the physics of low-noise design (ISO/TR 11688-2:1998) (Акустика. Рекомендуемая практика проектирования машин и оборудования с уменьшенным уровнем производимого шума. Часть 2. Введение в физику проектирования с уменьшенным уровнем звука (ИСО/TR 11688-2:1998)) |
HD 21.1 S4 | Cables of rated voltages up to and including 450/750 V and having thermoplastic insulation - Part 1: General requirements (Силовые кабели номинальным напряжением до 450/750 В включительно с изоляцией из термопластика. Часть 1. Общие требования) |
HD 22.1 S4 | Cables of rated voltages up to and including 450/750 V and having cross-linked insulation - Part 1: General requirements (Силовые кабели номинальным напряжением до 450/750 В включительно с изоляцией из сшитого полиэтилена. Часть 1. Общие требования) |
ISO 286-2 | ISO system of limits and fits - Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts (Допуски и посадки по системе ИСО. Часть 2. Таблицы классов стандартных допусков и предельных отклонений на размеры отверстий и валов) |
Электронный текст документа
и сверен по:
, 2013
{kind=link}