ГОСТ 7228-93
(ИСО 7568-86)
Группа Г52
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Деревообрабатывающее оборудование
СТАНКИ РЕЙСМУСОВЫЕ
Основные параметры. Нормы точности и жесткости
Woodworking equipment. Thicknessing machines. Basic parameters.
Norms of accuracy and rigidity
ОКП 38 3122
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 N 160 межгосударственный стандарт ГОСТ 7228-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ 6289-70, ГОСТ 7228-75 и ГОСТ 20557-75
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 25338-91 | 2.2 |
Настоящий стандарт распространяется на рейсмусовые станки, предназначенные для продольного одностороннего и двустороннего фрезерования в размер по толщине плоских заготовок из древесины, в том числе на станки с загрузочно-разгрузочным устройством.
Требования настоящего стандарта являются обязательными, за исключением приложения 1 и 2.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Основные параметры станков должны соответствовать указанным на черт.1 и в табл.1.
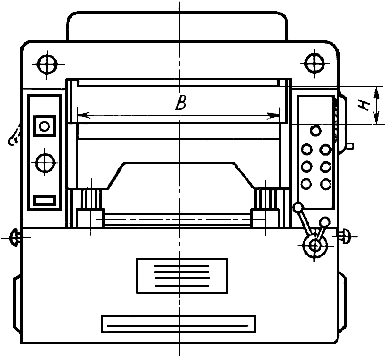
- наибольшая ширина обрабатываемой заготовки.
- толщина обрабатываемой заготовки
Черт.1
Примечание. Чертеж не определяет конструкцию станка
Таблица 1
Размеры, мм
Наименование основных параметров | Значения для станков | ||||||||
односторонних | двусторонних | ||||||||
315 | 400 | 630 | 800 | 1250 | 800 | 1250 | |||
наибольшая, не менее | 150 | 160 | 200 | 125 | 160 | 125 | |||
наименьшая, не более | 5 | 5(10) | 10(16) | ||||||
Наименьшая длина обрабатываемой заготовки, не более | 300 | 400 (600) | 450 | 500 (700) | 450 (650) | 500 (700) | |||
Частота вращения ножевого вала, мин | 4500 | 4000 | 3500 | 4000 | 3500 | ||||
Наименьший диаметр окружности резания | 125 | 160 | 140 | 160 | |||||
Наибольшая скорость подачи обрабатываемой заготовки, м/мин, не менее | 24 | ||||||||
Примечания:
1. Размеры, приведенные в скобках, распространяются на станки с загрузочно-разгрузочным устройством.
2. Для станков с противошумным устройством наименьшая длина обрабатываемой заготовки должна быть не более 600 мм.
1.2. Станки должны быть укомплектованы приспособлением для установки ножей.
По требованию потребителей станки с шириной строгания 630 мм и более должны изготавливаться с заточным приспособлением.
1.3. Высота стола в верхнем положении не должна превышать 1100 мм.
2. ПРОВЕРКА ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ СТАНКА
2.1. Точность установки станка по уровню не должна превышать 0,1 мм на длине 1000 мм.
2.2. Общие требования к испытаниям станков на точность - по ГОСТ 25338.
2.3. Нормы точности станков не должны превышать значений, указанных в пп.2.3.1-2.3.6.
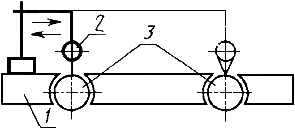
2.3.1. Плоскостность рабочей поверхности столов
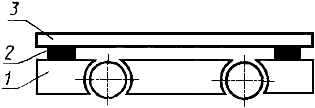
Черт.2
Допуск 0,15 мм на длине 1000 мм
На каждой из рабочих поверхностей столов 1 в двух продольных, поперечных и диагональных сечениях последовательно устанавливают на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты поверочную линейку 3.
Просвет между рабочей поверхностью линейки и проверяемой поверхностью измеряют блоком плоскопараллельных концевых мер длины и щупом.
В каждом сечении определяют наибольшую разность измеренных расстояний.
Отклонение от плоскостности равно наибольшему из полученных результатов.
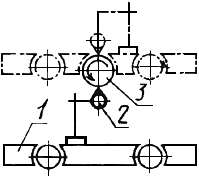
2.3.2. Параллельность рабочей поверхности переднего стола рабочей поверхности заднего стола (для двусторонних рейсмусовых станков)
Черт.3
Допуск 0,15 мм на длине 1000 мм
На рабочей поверхности заднего стола 1, в продольном направлении, на двух опорах 2 (плоскопараллельных концевых мерах длины), одинаковой высоты, устанавливают поверочную линейку 3 так, чтобы часть ее располагалась над рабочей поверхностью переднего стола 4.
Просвет между рабочими поверхностями поверочной линейки и переднего стола 4 измеряют блоком плоскопараллельных концевых мер и щупом в двух крайних точках по длине переднего стола.
Измерения проводят в двух крайних сечениях по ширине переднего стола при двух его крайних положениях по высоте.
Отклонение от параллельности равно разности между наибольшим и наименьшим результатами измерений в каждом сечении при каждом положении стола по высоте.
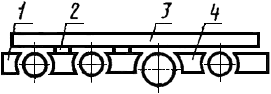
2.3.3. Радиальное биение цилиндрической поверхности нижних поддерживающих валиков
Черт.4
Допуск 0,05 мм
На рабочую поверхность стола 1 устанавливают индикаторную стойку 2 так, чтобы измерительный наконечник показывающего измерительного прибора последовательно касался цилиндрической поверхности каждого из валиков 3 и был направлен перпендикулярно его оси.
Валик приводят во вращение.
Измерение проводят в двух крайних сечениях и в середине каждого валика.
Биение равно наибольшей величине алгебраической разности результатов измерений.
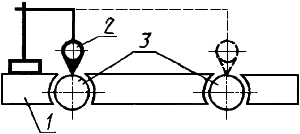
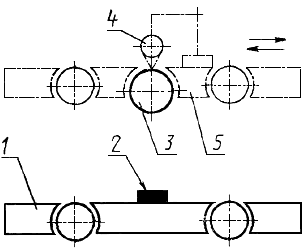
2.3.4. Параллельность образующей цилиндрической поверхности нижних поддерживающих валиков рабочей поверхности стола в рабочем положении валиков по высоте
Черт.5
Допуск 0,15 мм на длине 1000 мм
На рабочую поверхность стола 1 устанавливают индикаторную стойку 2 так, чтобы измерительный наконечник измерительного прибора последовательно касался цилиндрической поверхности каждого из валиков 3 и был перпендикулярен их осям.
При измерении индикаторную стойку перемещают перпендикулярно оси валика до получения наибольшего показания измерительного прибора.
Измерения проводят в двух крайних сечениях по длине каждого валика.
Отклонение равно величине алгебраической разности результатов измерений.
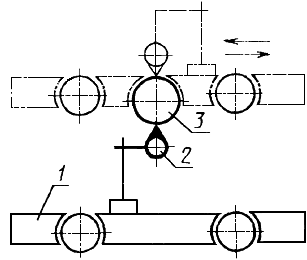
2.3.5. Радиальное биение цилиндрической поверхности корпуса ножевого вала
Черт.6
Допуск 0,03 мм
На рабочую поверхность стола 1 устанавливают индикаторную стойку 2 так, чтобы измерительный наконечник измерительного прибора касался цилиндрической поверхности корпуса ножевого вала 3 и был направлен перпендикулярно его оси.
Ножевой вал приводят во вращение.
Измерение следует проводить в двух крайних сечениях по длине ножевого вала.
Биение равно наибольшей величине алгебраической разности результатов измерений.
Примечания. 1. Проверка нижнего ножевого вала двусторонних станков на чертеже показана пунктиром.
2. Допускается поставка станков с допуском радиального биения 0,05 мм при согласовании данного показателя с потребителем (в технических условиях на конкретную модель станка).
2.3.6. Параллельность рабочей поверхности стола образующей цилиндрической поверхности корпуса ножевого вала
|
|
Черт.7 | Черт.8 |
Допуск 0,15 мм
На рабочую поверхность стола 1 в одном из крайних положений его по ширине в зоне (верхнего) ножевого вала 3 устанавливают плоскопараллельную концевую меру 2.
Просвет между нижней образующей цилиндрической поверхности корпуса ножевого вала и поверхностью плоскопараллельной концевой меры измеряется щупом (черт.7).
Измерение проводят в среднем и в двух крайних положениях стола по высоте.
Измерение проводят в двух крайних положениях по ширине стола.
В среднем и нижнем положениях стола по высоте проверку проводят посредством измерительного прибора (черт.8).
При этом индикаторную стойку устанавливают на поверхности стола 1 так, чтобы наконечник измерительного прибора 2 касался цилиндрической поверхности ножевого вала 3 и был перпендикулярен его оси.
При измерении индикаторную стойку перемещают перпендикулярно оси ножевого вала до получения наибольшего показания измерительного прибора.
Проверка нижнего ножевого вала на чертеже показана пунктиром.
Проверку проводят индикаторной стойкой 4, устанавливаемой на заднем столе 5 так, чтобы наконечник измерительного прибора касался цилиндрической поверхности ножевого вала и был перпендикулярен его оси.
При измерении индикаторную стойку перемещают перпендикулярно оси ножевого вала до получения наибольшего показания измерительного прибора.
Измерение проводят в двух крайних положениях по ширине стола.
Отклонение равно наибольшей величине алгебраической разности результатов измерений в двух крайних положениях по ширине стола.
3. ПРОВЕРКА ТОЧНОСТИ СТАНКА В РАБОТЕ
3.1. Требования к образцам
Влажность древесины не должна быть более 15 абс. %.
Порода древесины - любая.
Качество древесины заготовок - не ниже 1-го сорта.
Отклонение от плоскостности базовой пласти заготовок должно быть не более 0,15 мм на длине 1000 мм.
Заготовки на станке обрабатывают при скорости подачи не менее 12-15 м/мин. При этом отклонение прямолинейности режущей кромки должно быть не более 0,1 мм на длине 1000 мм.
Толщина снимаемого слоя - 2,5-3,0 мм за один проход.
3.2. Равномерность толщины заготовки, обработанной на станке

Черт.9
Допуск 0,2 мм
На станке обрабатывают две заготовки размерами не менее 1000х100x30 мм, пропускаемые последовательно по краям рабочей поверхности стола.
Толщину обработанной заготовки измеряют любым мерительным инструментом, цена деления которого должна быть не менее 0,01 мм.
Измерение проводят не менее чем в трех сечениях по длине заготовки на расстоянии от торцов 20 мм.
Отклонение равно наибольшей величине алгебраической разности результатов измерений.
4. Проверка жесткости станка приведена в приложении 1.
5. Номенклатура основных узлов и деталей, примеры применяемого инструмента и выполняемых работ приведены в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ПРОВЕРКА ЖЕСТКОСТИ СТАНКА
Положение узлов, деталей станка, точек приложения и направления действия сил, а также величина нагружающих сил и вызываемых ими перемещений узлов станка, должны соответствовать указанным на черт. 10 и 11 и в табл.2.
Относительное перемещение под нагрузкой узлов ножевого вала и стола
Верхний ножевой вал
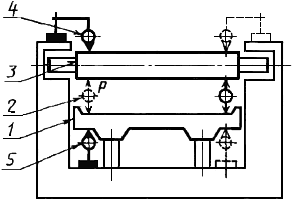
Черт.10
Нижний ножевой вал
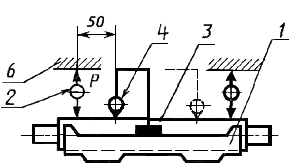
Черт.11
Таблица 2
Ширина стола, мм | Нагружающая сила | Допуск на перемещение системы "ножевой вал - стол", мм |
До 400 | 400 | 0,05 |
Св. 400 до 800 | 600 | 0,04 |
" 800 | 1200 | 0,03 |
На столе 1 станка (см. черт.10) под верхним ножевым валом 3, у одного из его концов жестко закрепляют устройство 2 с динамометром для создания нагружающей силы . Устройство приводят в соприкосновение с корпусом ножевого вала и с рабочей поверхностью стола.
Показывающие измерительные приборы 4 и 5 для измерения величины перемещения ножевого вала и стола под воздействием силы устанавливают на станине станка так, чтобы измерительный наконечник измерительного прибора 4 касался цилиндрической поверхности ножевого вала и был направлен перпендикулярно к его оси, а измерительного прибора 5 касался нижней поверхности стола и был перпендикулярен ей.
Нагружающим устройством создают плавно возрастающую до заданной величины силу и измеряют перемещения ножевого вала и стола, вызываемые этой силой в направлении действия. Измерения повторяют для противоположного конца вала.
За величину относительного перемещения системы "ножевой вал - стол" принимают среднюю арифметическую величину результатов измерений, полученных для двух крайних положений по ширине стола, а величину перемещения системы "ножевой вал - стол" для одного измерения принимают равной сумме перемещений ножевого вала и стола, зафиксированных измерительными приборами 4 и 5.
Измерение перемещения нижнего ножевого вала (для двусторонних станков) показано на черт.11. Устройство 2 жестко закрепляют на прижимной балке 6 над нижним ножевым валом 3 у одного из его концов.
Устройство приводится в соприкосновение с корпусом ножевого вала. Измерительный прибор 4 для измерения величины перемещения ножевого вала 3 под действием силы устанавливают на переднем столе 1 станка так, чтобы измерительный наконечник измерительного прибора 4 касался цилиндрической поверхности ножевого вала, был направлен перпендикулярно его оси и имел точку прикосновения с ножевым валом на расстоянии не более 50 мм от точки приложения силы
.
Нагружающим устройством создают плавно возрастающую до заданной величины силу и измеряют перемещения ножевого вала и стола, вызываемые этой силой в направлении ее действия. Измерение повторяют для противоположного конца вала.
За величину относительного перемещения системы "ножевой вал - стол" принимают среднюю арифметическую величину результатов измерений, полученных для двух крайних положений по ширине вала.
За величину относительного перемещения системы "ножевой вал - стол" для одного измерения принимают перемещение, зафиксированное измерительным прибором 4.
Примечание. Испытаниям подвергают ножевые валы без режущего инструмента.
ПРИЛОЖЕНИЕ 2
Справочное
Деревообрабатывающие станки.
Рейсмусовые станки с вращающейся режущей головкой
для односторонней обработки.
Номенклатура и условия приемки ИСО 7568-86
Номенклатура основных узлов и деталей, примеры применяемого инструмента и выполняемых работ указаны на чертеже под соответствующими номерами.
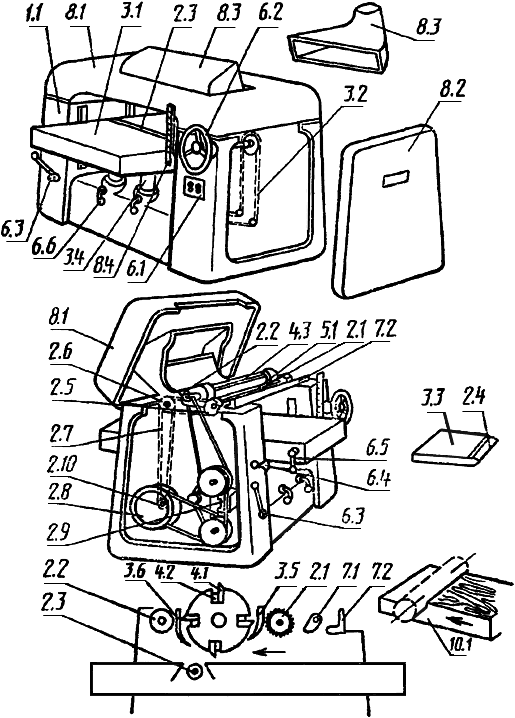
Черт.12
Примечание. Чертеж не определяет конструкцию станков
1. Основание
1.1. Станина
2. Подача заготовки
2.1. Передний подающий валец
2.2. Задний подающий валец
2.3. Нижние поддерживающие валики рабочей поверхности стола
2.4. Дополнительный опорный валик
2.5. Звездочка переднего подающего вальца
2.6. Звездочка заднего подающего вальца
2.7. Цепь привода подачи
2.8. Редуктор привода подачи
2.9. Вариатор привода подачи
2.10. Ведущая звездочка
3. Поддерживающее и направляющее устройства для заготовок
3.1. Стол станка
3.2. Цепная передача для вертикального перемещения стола
3.3. Дополнительный стол
3.4. Винт механизма подъема стола
3.5. Передний прижим
3.6. Задний прижим
4. Держатели инструмента и инструмент
4.1. Ножи
4.2. Клин крепления ножа
4.3. Корпус ножевого вала
5. Ножевой вал
5.1. Опора ножевого вала
6. Управление и регулировка
6.1. Кнопка пуска
6.2. Регулировка перемещения стола по высоте
6.3. Регулировка скорости подачи
6.4. Рукоятка включения подачи
6.5. Регулировка подъема поддерживающего валика
7. Предохранительные устройства
7.1. Когтевая защита
7.2. Ограничитель толщины снимаемого слоя
8. Разное
8.1 Кожух
8.2. Съемная дверца
8.3. Эксгаустерная воронка
8.4. Шкала - указатель толщины обрабатываемой заготовки
10. Виды работ
10.1. Рейсмусование
Эквивалентные термины на английском языке
1 Framework
1.1 Main frame
2 Feed of workpiece and/or tools
2.1. Infeed feed roller
2.2. Outfeed feed roller
2.3. Table roller
2.4. Table extension roller
2.5. Infeed roller drive sprocket
2.6. Outfeed roller drive sprocket
2.6. Feed roller drive chain
2.8. Speed reduction gearbox
2.9. Variable sreed gear
2.10. Tensioning idler sprocket
3 Workpiece support clamp and guide
3.1. Table
3.2. Chain transmission for table rise and fall movement
3.3. Table extension
3.4. Table elevating screw
3.5. Infeed pressure bar
3.6. Outfeed pressure bar
4 Tool-holders and tools
4.1. Blades
4.2. Cutterblock wedge
4.3. Cutterblock
5 Workheads and tool drives
5.1 Cutterblock bearing
6 Controls
6.1. Starting switch
6.2. Table vertical adjustment
6.3. Feed speed adjustment
6.4. Feed engagement lever
6.5. Table roller adjustment
6.6. Table vertical adjustment lock
7 Safety devices
7.1. Anti-kick-back fingers
7.2. Depth cut limiter
8 Miscellaneous
8.1. Hood
8.2. Access door to control gear
8.3 Dust extraction outlet
8.4 Scale for thicknessing
9 (clause free)
10 Examples of work
10.1 Thicknessing
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1995
{kind=link}