МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
EN 1870-8—
2014
Безопасность деревообрабатывающих станков
СТАНКИ КРУГЛОПИЛЬНЫЕ
Часть 8
Станки обрезные и реечные с механизированным пильным устройством и с ручной загрузкой и/или выгрузкой
(EN 1870-8:2012, IDT)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ EN 1870-8—2014
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Научно-производственным республиканским унитарным предприятием «Белорусский государственный институт стандартизации и сертификации» (БелГИСС) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Государственным комитетом по стандартизации Республики Беларусь
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 декабря 2014 г. №73-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166)004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджи кета нда рт |
Узбекистан | uz | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 июня 2024 г. № 797-ст межгосударственный стандарт ГОСТ EN 1870-8—2014 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2024 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 1870-8:2012 «Безопасность деревообрабатывающих станков. Станки круглопильные. Часть 8. Станки обрезные реечные с механизированным пильным устройством и с ручной загрузкой и/или выгрузкой» («Safety of woodworking machines — Circular sawing machines — Part 8: Single blade edging circular rip sawing machines with power driven saw unit and manual loading and/or unloading», IDT).
Европейский стандарт разработан Техническим комитетом CEN/TC 142 «Безопасность деревообрабатывающих станков» Европейского комитета по стандартизации (CEN).
Европейский стандарт, на основе которого подготовлен настоящий стандарт, реализует существенные требования безопасности Директивы 2006/42/ЕС, приведенные в приложении ZA.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных и европейских стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
II
ГОСТ EN 1870-8—2014
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© Оформление. ФГБУ «Институт стандартизации», 2024
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
III
ГОСТ EN 1870-8—2014
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения................................................................4
4 Перечень существенных опасностей.....................................................7
5 Требования безопасности и/или защитные меры...........................................9
6 Информация для потребителя.........................................................29
Приложение А (обязательное) Допуски биения шпинделей пилы..............................34
Приложение В (обязательное) Испытание расклинивающего ножа на устойчивость крепления......35
Приложение С (обязательное) Испытание расклинивающего ножа на боковую устойчивость.......36
Приложение D (обязательное) Испытание секционной завесы безопасности на жесткость.........37
Приложение Е (обязательное) Производственные условия для измерения шума.................38
Приложение F (справочное) Испытание торможения........................................42
Приложение G (обязательное) Испытание защитных ограждений на удар.......................43
Приложение ZA (справочное) Взаимосвязь между европейским стандартом и обязательными требованиями Директивы 2006/42/ЕС.......................................45
Приложение ДА (справочное) Сведения о соответствии ссылочных международных и европейских стандартов межгосударственным стандартам................................46
Библиография........................................................................48
IV
ГОСТ EN 1870-8—2014
Введение
Настоящий стандарт относится к стандартам типа С в соответствии с EN ISO 12100:2010.
Стандарт устанавливает опасности, опасные ситуации и опасные события для производственного оборудования и станков.
Требованиями настоящего стандарта руководствуются изготовители и их уполномоченные представители, поставляющие станки обрезные и реечные с механизированным пильным устройством с ручной загрузкой и/или выгрузкой.
Если требования настоящего стандарта типа С отличаются от требований стандартов типов А или В, распространяющихся на такую же продукцию или группы продукции, то требования настоящего стандарта имеют преимущественное значение.
Настоящий стандарт содержит информацию, которую изготовитель должен предоставить пользователю.
Стандарты серии EN 1870 состоят из следующих частей:
- Часть 3. Станки для торцевания сверху и комбинированные.
- Часть 4. Станки многополотные для продольной резки с ручной загрузкой и/или выгрузкой.
- Часть 5. Станки комбинированные для циркулярной обработки и торцевания снизу.
- Часть 6. Станки лесопильные и комбинированные лесопильные, станки настольные круглопильные с ручной загрузкой и/или выгрузкой.
- Часть 7. Однопильные станки для распиловки бревен с механической подачей стола и с ручной загрузкой/или выгрузкой.
- Часть 8. Станки обрезные и реечные с механизированным пильным устройством и с ручной загрузкой и/или выгрузкой.
- Часть 9. Станки двусторонние усорезные с механической подачей и ручной загрузкой и/или выгрузкой.
- Часть 10. Станки автоматические и полуавтоматические отрезные однополотные с подачей пилы вверх.
- Часть 11. Станки автоматические и полуавтоматические горизонтальные поперечно-отрезные однополотные (станки радиально-отрезные).
- Часть 12. Станки поперечно-отрезные маятниковые.
- Часть 13. Станки горизонтальные для обрезки плит.
- Часть 14. Станки вертикальные для обрезки плит.
- Часть 15. Станки многополотные поперечно-отрезные с механической подачей и ручной загрузкой и/или выгрузкой.
- Часть 16. Станки двусторонние усорезные для V-образного распила.
- Часть 17. Горизонтальные станки для поперечной резки с ручным управлением (станки радиально-отрезные с ручным управлением).
- Часть 18. Прирезные станки.
- Часть 19. Станки настольные круглопильные с или без подвижного стола и станки, используемые на строительных площадках.
Общие требования к инструментальной оснастке приведены в EN 847-1:2005+А1:2007.
V
ГОСТ EN 1870-8—2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность деревообрабатывающих станков
СТАНКИ КРУГЛОПИЛЬНЫЕ
Часть 8
Станки обрезные и реечные с механизированным пильным устройством и с ручной загрузкой и/или выгрузкой
Safety of woodworking machines. Circular sawing machines. Part 8. Single blade edging circular rip sawing machines with power driven saw unit and manual loading and/or unloading
Дата введения — 2024—11—01
1 Область применения
Настоящий стандарт рассматривает все существенные опасности, опасные ситуации и опасные события, перечисленные в разделе 4, характерные для станков обрезных и реечных с механизированным пильным устройством и с ручной загрузкой и/или выгрузкой (далее — станки), предназначенных для распиловки цельной древесины, древесностружечных и древесноволокнистых плит и фанеры, при применении по назначению и в условиях, предусмотренных изготовителем, включая неправильное применение.
Настоящий стандарт распространяется на станки, у которых заготовка неподвижна, вертикальное и горизонтальное движение дисковой пилы механизировано, а станок оборудован зажимным устройством для заготовки. Заготовка может быть закреплена или не закреплена во время распиливания.
Настоящий стандарт не распространяется на станки:
- где во время пиления заготовка движется к дисковой пиле;
- предназначенные для распиливания древесностружечного шпона;
- оборудованные устройством, расположенным за линией распила и перемещающимся в направлении, параллельном линии распила, для автоматической выгрузки заготовки во время возврата пильного устройства в исходное положение.
Настоящий стандарт распространяется на вновь проектируемые станки, технические задания на которые утверждены после даты введения в действие настоящего стандарта.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
EN 349:1993+А8:2009, Safety of machinery — Minimum gaps to avoid crushing of parts of the human body (Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела)
EN 614-1:2006+А1:2009, Safety of machinery — Ergonomic design principles — Part 1: Terminology and general principles (Безопасность машин. Эргономические принципы проектирования. Часть 1. Термины, определения и общие принципы)
Издание официальное
1
ГОСТ EN 1870-8—2014
EN 614-2:2000+A1:2008, Safety of machinery — Ergonomic design principles — Part 2: Interactions between the design of machinery and work tasks (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между компоновкой машин и рабочими заданиями)
EN 847-1:2005+А1:2007, Tools for woodworking — Safety requirements — Part 1: Milling tools, circular saw blades (Инструменты деревообрабатывающие. Требования безопасности. Часть 1. Инструменты для обработки фрезерованием и резанием, полотна дисковой пилы)
EN 894-1:1997+А1:2008, Safety of machinery — Ergonomics requirements for the design of displays and control actuators — Part 1: General principles for human interactions with displays and control actuators (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие принципы при взаимодействии оператора с индикаторами и органами управления)
EN 894-2:1997+А1:2008, Safety of machinery — Ergonomics requirements for the design of displays and control actuators — Part 2: Displays (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 2. Индикаторы)
EN 894-3:2000+А1:2008, Safety of machinery — Ergonomics requirements for the design of displays and control actuators — Part 3: Control actuators (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления)
EN 1005-1:2001+А1:2008, Safety of machinery — Human physical performance — Part 1: Terms and definitions (Безопасность машин. Физические характеристики человека. Часть 1. Термины и определения)
EN 1005-2:2003+А1:2008, Safety of machinery — Human physical performance — Part 2: Manual handling of machinery and component parts of machinery (Безопасность машин. Физические характеристики человека. Часть 2. Управление машинами вручную и составные части машин)
EN 1005-3:2002+А1:2008, Safety of machinery — Human physical performance — Part 3: Recommended force limits for machinery operation (Безопасность машин. Физические характеристики человека. Часть 3. Рекомендуемые значения физических усилий человека при работе с машинами)
EN 1005-4:2005+А1:2008, Safety of machinery — Human physical performance — Part 4: Evaluation of working postures and movements in relation to machinery (Безопасность машин. Физические характеристики человека. Часть 4. Оценка рабочих положений и движений относительно машин)
EN 1037:1995+А1:2008, Safety of machinery— Prevention of unexpected start-up (Безопасность машин. Предотвращение неожиданного пуска)
EN 1088:1995+А2:2008, Safety of machinery— Interlocking devices associated with guards — Principles for design and selection (Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора)
EN 1837:1999+А1:2009, Safety of machinery — Integral lighting of machines (Безопасность машин. Встроенное освещение машин)
EN 12779:2004+А1:2009, Safety of woodworking machines — Chip and dust extraction systems with fixed installation — Safety related performances and safety requirements (Безопасность деревообрабатывающих станков. Стационарные установки для удаления стружки и пыли. Рабочие характеристики, связанные с безопасностью)
EN 50370-1:2005, Electromagnetic compatibility (EMC) — Product family standard for machine tools — Part 1: Emission (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 1. Поме-хоэмиссия)
EN 50370-2:2003, Electromagnetic compatibility (EMC) — Product family standard for machine tools — Part 2: Immunity (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 2. Помехоустойчивость)
EN 60204-1:2006, Safety of machinery — Electrical equipment of machines — Part 1: General requirements (IEC 60204-1:2005, modified) (Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования)
EN 60439-1:1999, Low-voltage switchgear and controlgear assemblies — Part 1: General rules (IEC 61439-1:2011) (Низковольтные комплектные устройства распределения и управления. Часть 1. Общие правила)
EN 60439-1:1999+А1:2004, Low-voltage switchgear and controlgear assemblies — Part 1: General rules (IEC 61439-1:2011) (Низковольтные комплектные устройства распределения и управления. Часть 1. Общие правила)
EN 60529:1991, Degrees of protection provided by enclosures (IP Code) (IEC 60529:1989) (Степени защиты, обеспечиваемые оболочками (код IP))
2
ГОСТ EN 1870-8—2014
EN 60529:1991+A1:2000, Degrees of protection provided by enclosures (IP Code) (IEC 60529:1989) (Степени защиты, обеспечиваемые оболочками (код IP))
EN 60825-1:2007, Safety of laser products — Part 1: Equipment classification and requirements (IEC 60825-1:2007) (Безопасность лазерных устройств. Часть 1. Классификация оборудования, требования и руководство по эксплуатации)
EN 61310-1:2008, Safety of machinery — Indication, marking and actuation — Part 1: Requirements for visual, acoustic and tactile signals (IEC 61310-1:2007) (Безопасность машин. Индикация, маркировка и включение. Часть 1. Требования к визуальным, звуковым и тактильным сигналам)
EN 61800-5-2:2007, Adjustable speed electrical power drive systems — Part 5-2: Safety requirements — Functional (IEC 61800-5-2:2007) (Системы силовых электрических приводов с регулируемой скоростью. Часть 5-2. Требования безопасности. Функциональная безопасность)
EN ISO 286-2:2010, Geometrical product specifications (GPS) — ISO code system for tolerances on linear sizes — Part 2: Tables of standard tolerance classes and limit deviations for holes and shafts (Технические требования к геометрической продукции. Система кодов ISO для допусков на линейные размеры. Часть 2. Таблицы классов стандартных допусков и предельных отклонений на размеры отверстий и валов)
EN ISO 3743-1:2010, Acoustics — Determination of sound power levels and sound energy levels of noise sources using sound pressure — Engineering methods for small movable sources in reverberant fields — Part 1: Comparison method for a hard-walled test room (ISO 3743-1:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 1. Метод сравнения для испытательной камеры с жесткими стенами)
EN ISO 3743-2:2009, Acoustics — Determination of sound power levels of noise sources using sound pressure — Engineering methods for small, movable sources in reverberant fields — Part 2: Methods for special reverberation test rooms (ISO 3743-2:1994) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных камер)
EN ISO 3744:2010, Acoustics — Determination of sound power levels and sound energy levels of noise sources using sound pressure — Engineering method in an essentially free field over a reflecting plane (ISO 3744:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Технические методы в условиях свободного звукового поля над отражающей поверхностью)
EN ISO 3745:2009, Acoustics — Determination of sound power levels and sound energy levels of noise sources using sound pressure — Precision methods for anechoic rooms and hemi-anechoic rooms (ISO 3745:2012) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Прецизионные методы для заглушенных и полузаглушенных камер)
EN ISO 3746:2010, Acoustics — Determination of sound power levels and sound energy levels of noise sources using sound pressure — Survey method using an enveloping measurement surface over a reflecting plane (ISO 3746:2010) (Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием охватывающей измерительной поверхности над звукоотражающей плоскостью)
EN ISO 4413:2010, Hydraulic fluid power— General rules and safety requirements for systems and their components (ISO 4413:2010) (Приводы гидравлические. Общие правила и требования безопасности для систем и их компонентов)
EN ISO 4414:2010, Pneumatic fluid power — General rules and safety requirements for systems and their components (ISO 4414:2010) (Приводы пневматические. Общие правила и требования безопасности для систем и их компонентов)
EN ISO 4871:2009, Acoustics — Declaration and verification of noise emission values of machinery and equipment (ISO 4871:1996) (Акустика. Декларация и верификация значений шумовых характеристик машин и оборудования)
EN ISO 9614-1:2009, Acoustics — Determination of sound power levels of noise sources using sound intensity — Part 1: Measurement at discrete points (ISO 9614-1:1993) (Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерение в дискретных точках)
EN ISO 11202:2010, Acoustics — Noise emitted by machinery and equipment — Determination of emission sound pressure levels at a work station and at other specified positions applying approximate
3
ГОСТ EN 1870-8—2014
environmental corrections (ISO 11202:2010) (Акустика. Шум от машин и оборудования. Определение уровней звукового давления излучения на рабочем месте и в других установленных положениях с введением приближенной поправки на внешние воздействующие факторы)
EN ISO 11204:2010, Acoustics — Noise emitted by machinery and equipment—Determination of emission sound pressure levels at a work station and at other specified positions applying accurate environmental corrections (ISO 11204:2010) (Акустика. Шум от машин и оборудования. Определение уровней звукового давления излучения на рабочем месте и в других установленных положениях с введением точных поправок на внешние воздействующие факторы)
EN ISO 11688-1:2009, Acoustics — Recommended practice for the design of low-noise machinery and equipment— Part 1: Planning (ISO/TR 11688-1:1995) (Акустика. Практические рекомендации для проектирования машин и оборудования с низким уровнем шума. Часть 1. Планирование)
EN ISO 12100:2010, Safety of machinery — General principles for design — Risk assessment and risk reduction (ISO 12100:2010) (Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков)
EN ISO 13849-1:2008, Safety of machinery — Safety-related parts of control systems — Part 1: General principles for design (ISO 13849-1:2006) (Безопасность машин. Элементы систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы конструирования)
EN ISO 13850:2008, Safety of machinery — Emergency stop — Principles for design (ISO 13850:2006) (Безопасность машин. Аварийный останов. Принципы конструирования)
EN ISO 13857:2008, Safety of machinery — Safety distances to prevent hazard zones being reached by upper and lower limbs (Безопасность машин. Безопасные расстояния, предохраняющие верхние и нижние конечности от попадания в опасные зоны)
ISO 7960:1995, Airborne noise emitted by machine tools — Operating conditions for woodworking machines (Шум, распространяющийся по воздуху при работе станков. Условия эксплуатации деревообрабатывающих станков)
3 Термины и определения
В настоящем стандарте применены термины по EN ISO 12100:2010, а также следующие термины с соответствующими определениями:
Примечание — Основные части обрезных и реечных станков с механизированным пильным устройством и с ручной загрузкой и/или выгрузкой и их терминология представлены на рисунке 1.
4
ГОСТ EN 1870-8—2014
X
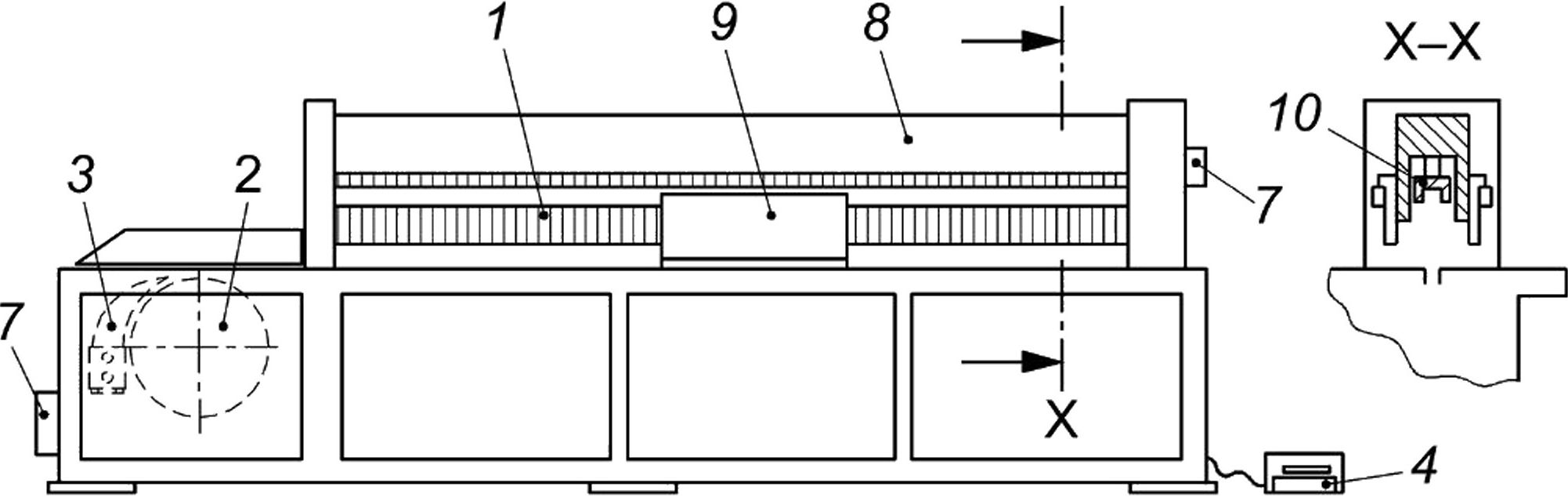
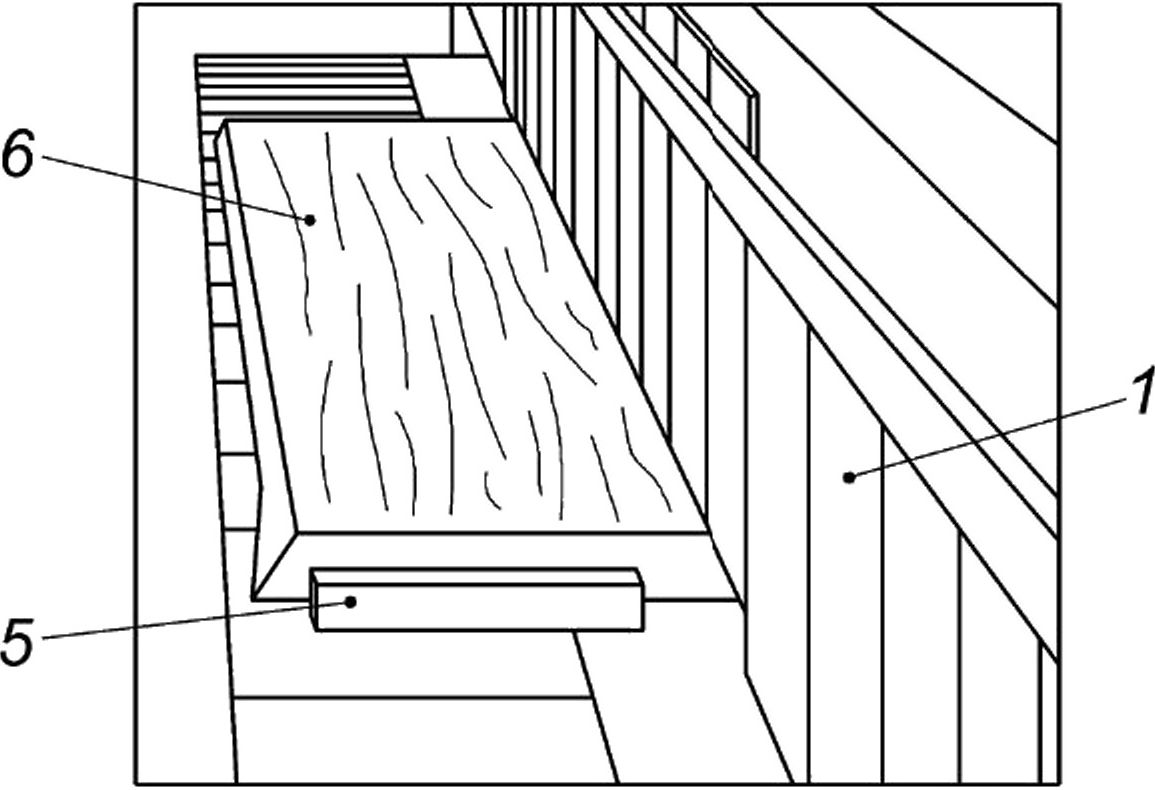
1 — секционная завеса безопасности; 2 — дисковая пила — исходное положение; 3 — расклинивающий нож; 4 — ножная педаль; 5 — концевой упор заготовки; 6 — заготовка; 7 — выпускное отверстие; 8 — держатель секционной завесы безопасности; 9 — переднее защитное / задерживающее устройство (у станков с поднимающейся / опускающейся дисковой пилой в различных положениях); 10 — зажимное устройство для заготовки (прижимной валик) (дополнительное)
Рисунок 1 — Терминология деталей станка
3.1 обрезной и реечный станок с механизированным пильным устройством и с ручной загрузкой и/или выгрузкой (single blade edging circular rip sawing machines with power driven saw unit and manual loading and/or unloading): Станок, у которого во время распиливания заготовка лежит на горизонтальной опоре, пильное устройство устанавливается под заготовкой и процесс распиливания механизирован.
Примечание — Дисковая пила автоматически поднимается через паз на рабочем столе, а для возврата в исходное положение опускается из заготовки. Станок предназначен только для распиливания со встречной подачей по прямой линии (см. рисунок 1).
Станок может иметь любую из следующих характеристик:
- регулировка высоты пильного устройства;
- ограничение длины хода распила;
- зажим заготовки;
- устройство изменения скорости подачи;
- механизированная переустановка ограждения;
- возможность подъема и опускания пильного устройства в различных положениях;
- устройство многорядного распиливания.
3.2 концевой упор заготовки (workpiece end stop): Регулируемый концевой упор для поддержания движения заготовки в направлении линии распиливания (см. рисунок 1).
3.3 исходное положение пильного устройства (saw unit rest position): Положение, в которое возвращается пильное устройство в конце каждого цикла распиливания (см. рисунок 1).
3.4 секционная завеса безопасности (sectional safety curtain): Устройство, используемое для предотвращения случайного доступа к дисковой пиле в процессе рабочего хода (см. рисунок 1).
3.5 зажимное устройство для заготовки (workpiece clamping device): Дополнительное устройство, которое простирается по всей длине резания.
5
ГОСТ EN 1870-8—2014
Примечание — Заготовка крепится посредством прижимного валика между секционными завесами безопасности (см. рисунок 1) или в качестве зажимного устройства может использоваться держатель секционной завесы безопасности.
3.6 многократное распиливание (multiple cutting): Распиливание, во время которого положение направляющей регулируется для обеспечения несколько ходов пилы по одной и той же заготовке.
3.7 привод станка (machine actuator): Устройство, с помощью которого станок приводится в действие.
3.8 механическая подача (integrated feed): Подача заготовки (или инструмента) при помощи механизма, который удерживает и направляет заготовку (или пильное устройство) механически во время обработки.
3.9 выбрасывание (ejection): Непредусмотренное движение заготовки, ее частей или частей станка во время обработки.
3.10 время разгона (run-up time): Время от приведения в действие устройства управления пуска станка до достижения шпинделем заданной частоты вращения.
3.11 время выбега (run-down time): Время от момента приведения в действие устройства управления остановом станка до остановки шпинделя.
3.12 ручная загрузка обрезных и реечных станков (manual loading of edging circular rip saws): Операция установки заготовки на опорную поверхность станка и подвода ее к месту обработки, которая осуществляется оператором вручную, т. е. нет промежуточного устройства загрузки для подвода заготовки к месту ее обработки.
3.13 ручная выгрузка обрезных и реечных станков (manual unloading of edging circular rip saws): Операция удаления заготовки после ее обработки, осуществляемая оператором вручную, т. е. нет промежуточных разгрузочных устройств для отвода заготовки с места ее обработки к оператору.
3.14 диапазон частоты вращения (speed range): Диапазон частоты вращения, который предназначен для работы шпинделя пилы или механическая подача.
3.15 информация от поставщика (information from the supplier): Заявления, коммерческая литература, буклеты и другая документация, в которой изготовитель (продавец) указывает либо характеристики, например материала или продукции, либо подтверждает соответствие данного материала или продукции требованиям соответствующего стандарта.
3.16 защитное устройство (safety appliance): Дополнительное устройство, которое не является составной частью станка, но обеспечивает оператору безопасную подачу заготовки (см. рисунок 2).
Размеры в миллиметрах
6
а) толкатель
ГОСТ EN 1870-8—2014
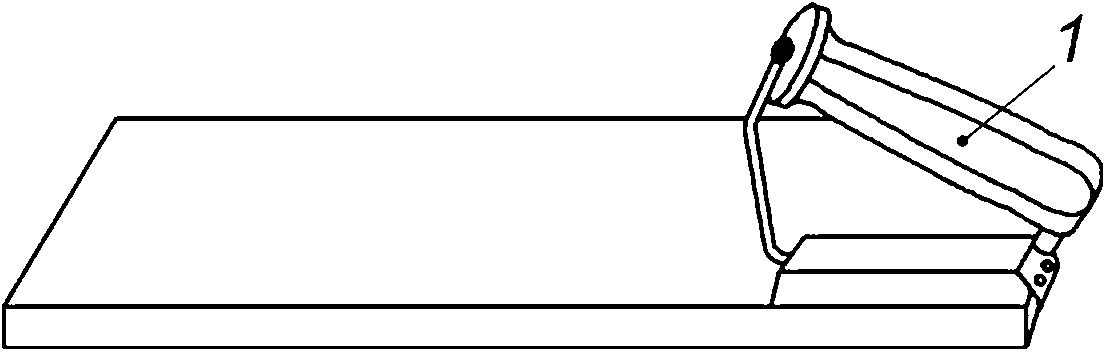
b) толкатель с рукояткой
1 — рукоятка толкателя
Рисунок 2 — Примеры направляющих
3.3.17 характеристический уровень; PL (performance level): Дискретный уровень, который используется для оценки способности элементов систем управления, связанных с безопасностью, обеспечивать безопасное функционирование оборудования в прогнозируемых условиях.
[EN ISO 13849-1:2008, (пункт 3.1.23)].
4 Перечень существенных опасностей
Настоящий раздел содержит все существенные опасности, опасные ситуации и события (см. EN ISO 12100:2010), которые идентифицированы оценкой риска как существенные для данного типа станков, указанных в области применения, и требуют определенных мер для устранения или минимизации риска.
Настоящий стандарт рассматривает существенные опасности путем определения требований безопасности и/или защитных мер либо включением ссылок на соответствующие стандарты.
Перечень опасностей приведен в таблице 1.
Таблица 1 — Перечень существенных опасностей
№ | Опасности, опасные ситуации и опасные события | EN ISO 12100:2010 | Соответствующий пункт настоящего стандарта |
1 | Механические опасности, касающиеся: - частей станка или заготовки: | ||
а) формы; | 6.2.2.1, 6.2.2.2, 6.3 | 5.2.11, 5.3.3, 5.3.5, 5.3.7, 5.3.8, 5.3.9 | |
Ь) взаимного расположения; | 5.2.2, 5.2.3, 5.3.5, 5.3.7, 5.3.8 | ||
с) массы и устойчивости (потенциальной энергии элементов, которые могут перемещаться под действием силы тяжести) | 5.3.6 | ||
d) массы и скорости (кинетической энергии элементов при контролируемом и неконтролируемом движении); | 5.3.6 | ||
е) механической прочности; | 5.3.2, 5.3.3, 5.3.5, 5.3.6 | ||
- накопленной энергии внутри станка: | |||
0 упругих элементов (пружин) или; | 6.2.10, 6.3.5.4 | 5.3.8 | |
д) жидкости и газов под давлением; | 6.2.10, 6.3.5.4 | 5.4.7, 5.4.8 | |
1.1 | Опасность раздавливания | 5.2.8, 5.2.11,5.3.7, 5.3.8 | |
1.2 | Опасность пореза | 5.3.7 | |
1.3 | Опасность разрезания или разрыва | 5.3.4, 5.3.7, 5.3.8, 5.3.9 | |
1.4 | Опасность наматывания | 5.3.7 | |
7
ГОСТ EN 1870-8—2014
Продолжение таблицы 1
№ | Опасности, опасные ситуации и опасные события | EN ISO 12100:2010 | Соответствующий пункт настоящего стандарта |
1.5 | Опасности затягивания или захвата | 5.3.7,5.3.9 | |
1.9 | Опасность выброса жидкостей под высоким давлением | 6.2.10, 6.3.5.4 | 5.3.7, 5.3.8 |
2 | Электрические опасности: | ||
2.1 | Контакт персонала с токоведущими частями (прямой контакт) | 6.2.9, 6.3.5.4 | 5.4.4, 5.4.13 |
2.2 | Соприкосновение персонала с частями, которые попали под напряжение в результате неисправности (косвенный контакт) | 6.2.9 | 5.4.4, 5.4.13 |
4 | Опасности от шума, приводящие: | ||
4.1 | К потере слуха (глухота), другим физиологическим нарушениям (потеря равновесия, потеря сознания) | 6.2.2.2, 6.3 | 5.4.2 |
4.2 | К нарушению речевой коммуникации, ухудшению восприятия звуковых сигналов | 5.4.2 | |
6 | Опасности, обусловленные излучением | ||
6.5 | Лазерное устройство | 6.3.4.5 | 5.4.11 |
7 | Опасности, возникающие от воздействия материалов и веществ (и их составляющих элементов), обрабатываемых или используемых оборудованием: | ||
7.1 | Опасности контактирования или вдыхания ядовитых жидкостей и пыли | 6.2.3, 6.2.4 | 5.4.3 |
7.2 | Пожар | 6.2.4 | 5.4.1, 5.4.3, 6.4 |
8 | Опасности, возникающие из-за несоблюдения эргономических требований при конструировании станка и касающиеся: | ||
8.1 | Неправильной осанки или повышенного физического напряжения | 6.2.7, 6.2.8, 6.2.11.12, 6.3.5.5, 6.3.5.6 | 5.2.2 |
8.2 | Анатомии «кисть-рука» или «ступня-нога» | 6.2.8.3 | 5.2.2 |
8.4 | Местного освещения | 6.2.8.6 | 6.4 |
8.6 | Человеческого фактора | 6.2.8, 6.2.11,8, 6.2.11.10, 6.3.5.2, 6.4 | 6.4 |
8.7 | Конструкции, расположение или идентификации элементов ручного управления | 6.2.8.7, 6.2.11.8 | 5.2.2 |
8.8 | Конструкции, расположение средств визуального наблюдения | 6.2.8 8, 6.4.2 | 5.2.2 |
9 | Комбинированные опасности | 6.3.2.1 | 5.2.7 |
10 | Непреднамеренный пуск, неожиданное повышение скорости (или любой подобный сбой) от: | ||
10.1 | Отказа/сбоя в работе системы управления | 6.2.11, 6.3.5.4 | 5.2.1, 5.2.11 |
10.2 | Восстановление подачи энергоснабжения после прерывания | 6.2.11.4 | 5.2.10, 5.2.11 |
10.3 | Внешних воздействий на электрооборудование | 6.2.11.11 | 5.2.1,5.4.4, 5.4.10 |
8
Окончание таблицы 1
ГОСТ EN 1870-8—2014
№ | Опасности, опасные ситуации и опасные события | EN ISO 12100:2010 | Соответствующий пункт настоящего стандарта |
10.6 | Ошибок оператора (несоответствие между оборудованием и возможностями персонала, см. 8.6) | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | 5.2.1, 5.4.5, 6.4 |
11 | Невозможность останова станка в оптимальных условия | 6.2.11.1, 6.2.11.3, 6.3.5.2 | 5.2.2, 5.2.4, 5.2.5 |
13 | Отказ системы энергоснабжения | 6.2.11.1, 6.2.11.4 | 5.2.10 |
14 | Отказ систем управления | 6.2.11, 6.3.5.4 | 5.2.1 |
15 | Ошибки установки | 6.2.7, 6.4.5 | 5.4.12 |
16 | Поломки во время работы | 6.2.3 | 5.3.2 |
17 | Падение или выброс предметов или жидкостей | 6.2.3, 6.2.10 | 5.3.2, 5.3.3, 5.3.5, 5.3.6, 5.3.8 |
18 | Потери устойчивости/опрокидывание станка | 6.3.2.6 | 5.3.1 |
5 Требования безопасности и/или защитные меры
5.1 Общие требования
Станок должен соответствовать требованиям безопасности и/или защитным мерам, указанным в разделе 5.
Станок рекомендуется проектировать в соответствии с требованиями EN ISO 12100:2010 для не существенных опасностей, которые не рассматриваются в настоящем стандарте (например, острые кромки части станины).
Требования, направленные на снижение риска, обусловленные конструкцией, установлены в EN ISO 12100:2010 (подраздел 6.2) и для защитных мер — EN ISO 12100:2010 (подраздел 6.3).
5.2 Органы управления
5.2.1 Безопасность и надежность органов управления
5.2.1.1 Общие требования
В настоящем стандарте система безопасного управления представляет собой систему от исходного устройства (например, кнопку, приводной элемент или датчик положения) до элемента регулирования приводного механизма конечного привода станка (например, двигателя или тормоза).
Элементы системы управления, связанные с безопасностью станка, включают устройства, которые связаны со следующими функциями и должны соответствовать, требованиям определенного характеристического уровня работы (далее — PL), по EN ISO 13849-1:2008.
К таким устройствам относятся:
- устройство пуска: PL = с (см. 5.2.3);
- устройство нормального останова: PL = с (см. 5.2.4);
- устройство аварийного останова: PL = с (см. 5.2.5);
- устройство блокирования: PL = с (5.2.6, 5.2.7, 5.2.8, 5.2.11, 5.3.7 и 5.3.8);
- устройство блокирования с фиксацией: PL = с (см. 5.3.7);
- устройство управления с автоматическим возвратом в исходное положение: PL = с (см. 5.2.8 и 5.2.11);
- система торможения: PL = b или PL = с (см. 5.3.4);
- прижимная планка: PL = с (при наличии) (см. 5.3.8);
- зажимное устройство: PL = с (при наличии) (см. 5.3.8);
- плавное изменение частоты вращения PL = с (при наличии) (см. 5.2.9);
- устройство механического перемещения направляющей планки: PL = с (при наличии) (см. 5.3.6.1);
9
ГОСТ EN 1870-8—2014
Для всех элементов, подвергающихся воздействию факторов окружающей среды, например, пыль, дым и/или газы.
Контроль. Проверка соответствующих чертежей и/или схем и осмотр станка.
Примечание — Для подтверждения характеристик устройств могут быть использованы документы изготовителя.
5.2.1.2 Использование защитных устройств
Защитные устройства должны соответствовать требованиям соответствующих стандартов. На защитные устройства, указанные ниже, распространяются следующие требования:
а) электромагнитные переключатели / бесконтактные датчики приближения должны соответствовать требованиям EN 1088:1995+А2:2008 (подраздел 6.3) и соответствующие элементы системы управления, связанные с безопасностью, должны соответствовать PL = с по EN ISO 13849-1:2008;
b) реле времени должно быть, не менее, PL = с в соответствии с требованиями EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр станка и соответствующее функциональное тестирование станка.
Примечание — Для подтверждения характеристик устройств могут быть использованы документы изготовителя.
5.2.2 Расположение органов управления
Ручные органы управления должны быть расположены в заштрихованных зонах Y или Z (рисунок 3). Если орган управления для рабочего хода пильного устройства расположен на заштрихованной поверхности Z, то он не должен находиться за линией распила.
Орган управления аварийным остановом должно располагаться на главной панели управления.
Органы управления аварийным остановом должны быть расположены через каждые 2 м или установлен силовой кабельный выключатель по всей длине станка. Эти органы управления должны располагаться в заштрихованной зоне Z (см. рисунок 3), но не за линией распила.
При многократном распиливании расположение органа управления для рабочего хода пильного устройства — в соответствии с 5.2.11.
Контроль. Проверка соответствующих чертежей, измерение и осмотр станка.
Размеры в миллиметрах
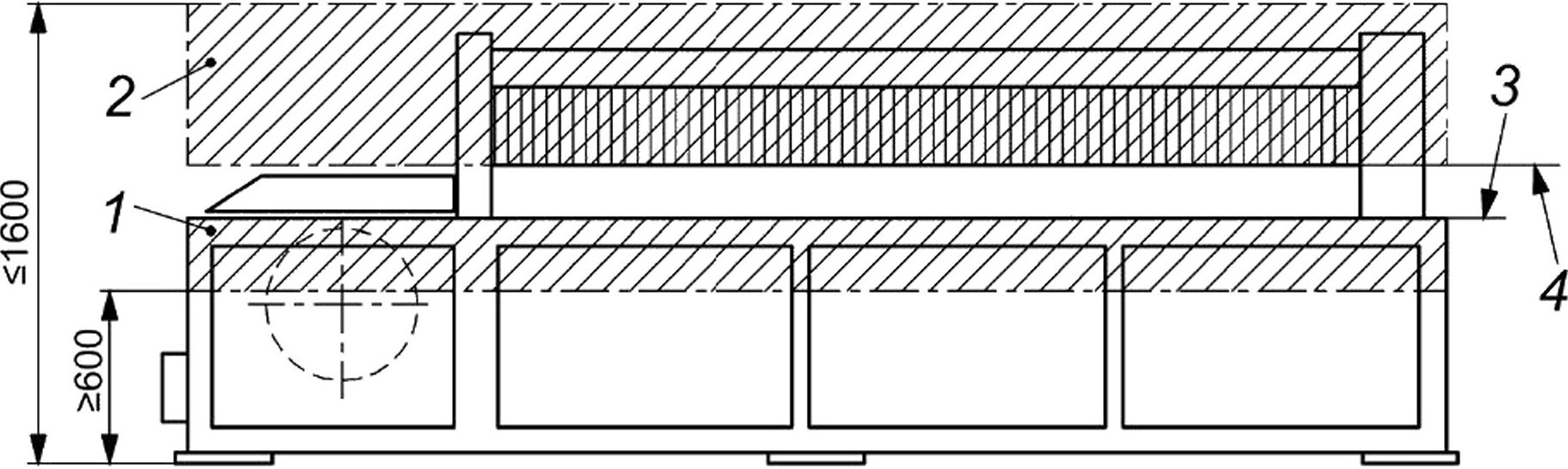
1 — зона Y; 2 — зона Z; 3— поверхность стола; 4 — нижний край секционной завесы безопасности в самой верхней точке
Рисунок 3 — Расположение органов управления
5.2.3 Пуск
См. EN 60204-1:2006 (пункт 9.2.5.2 первое и второе предложение) и дополнительно:
В настоящем стандарте «все защитные устройства установлены и работоспособны» означает, что имеются блокировочные устройства, приведенные в 5.3.7, а «работа» означает вращение шпинделя пилы и/или механическое перемещение любого приспособления для зажима заготовки, и/или рабочего хода пильного устройства.
Исключения, указанные в EN 60204-1:2006 (пункт 9.2.5.2) несущественны.
10
ГОСТ EN 1870-8—2014
Рабочий ход пильного устройства должен быть с ручным управлением. Орган управления должен быть с автоматическим возвратом в исходное положение и защищен от непреднамеренного пуска, например, через скрытое устройство управления.
Для включения рабочего хода см. 5.2.6.
Последовательность рабочего хода должна быть следующая:
- секционная завеса безопасности должна опуститься в крайнее нижнее положение, прежде чем начнется рабочий ход пильного устройства;
- дисковая пила должна достигнуть исходного положения под столом до начала подъема секционной завесы безопасности;
- дисковая пила должна достигнуть исходного положения под столом до начала обратного хода пильного устройства.
Закрытие подвижных защитных ограждений с блокировкой не должно вызывать автоматический перезапуск опасных движений.
Начало нового цикла может быть возможно только после завершения предыдущего цикла, а орган управления с автоматическим возвратом в исходное положение освобожден.
Элементы системы управления, связанные с безопасностью (см. 5.2.1), для пуска, включая устройство управления с автоматическим возвратом в исходное положение и блокировку устройств, должны соответствовать PL = с по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.4 Нормальный останов
Станок должен быть оснащен устройством останова, с помощью которого прерывается подача энергоснабжения ко всем приводам станка, если не применяются приводы STO или SS1 по EN 61800-5-2:2007. Включение устройства останова должно активировать тормоз (при его наличии).
Примечание — Порядок нормального останова силового привода, связанного с безопасностью [PDS (SR)], «безопасного выключения реактивного момента STO», приведено в EN 61800-5-2:2007 (подпункт 4.2.2.2), а — «безопасного останова 1 (SS1) в EN 61800-5-2:2007 (подпункт 4.2.2.3).
Устройство управления остановом должно быть категории 1 в соответствии с требованиями EN 60204-1:2006 (пункт 9.2.2).
При включении последовательность останова должна быть такой:
а) остановить подачу пильного устройства и опустить дисковую пилу под стол;
Ь) остановить вращение дисковой пилы (пильное устройство может вернуться в исходное положение) и включить тормоз (при наличии);
с) освободить зажимное устройства заготовки (при наличии);
d) вернуть секционную завесу безопасности в верхнее положение;
е) поддерживать защитные ограждения с блокировкой до тех пор, пока дисковая пила не остановиться;
f) отключить подачу энергоснабжения ко всем приводам станка.
Последовательность отключения должна быть реализована на уровне цепей управления. Если используется реле времени, то задержка времени должна соответствовать условиям 5.2.1.2, перечисление Ь) и соответствовать времени выбега, и значение временной задержки должно быть установлено на постоянную величину, или устройство его регулирования должно быть опломбировано.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для нормального останова должны соответствовать PL = с, по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем и соответствующее тестирование станка.
5.2.5 Аварийный останов
Применяют требования EN ISO 13850:20008 со следующими дополнениями:
Станок должен быть оборудован устройствами управления аварийным остановом, в соответствии с 5.2.2, при срабатывании которых все приводы станка должны отключаться. Устройство управления аварийным остановом должно быть оснащено функцией самоблокировки.
Для станков с электрическим приводом система управления аварийным остановом должна соответствовать требованиям EN 60204-1:2006 (пункты 9.2.5.4 и подраздела 10.7). EN 60204-1:2006 (пункт 10.7.4) не применяется (см. также пункт 5.2.11).
11
ГОСТ EN 1870-8—2014
Примечание — Порядок режима аварийного останова системы силового привода [PDS (SR)], «безопасного выключения крутящего момента STO», приведено в EN 61800-5-2:2007 (подпункт 4.2.2.2), а — «безопасного останова 1 (SS1)» в EN 61800-5-2:2007 (подпункт 4.2.2.3).
Функция останова должна соответствовать категории 1 в соответствии EN 60204-1:2006 (пункт 9.2.2) и последовательность останова должна быть следующей:
а) остановить движение подачи пильного устройства и опустить дисковую пилу под стол;
Ь) остановить вращение дисковой пилы и включить тормоз (при наличии);
с) удерживать защитные ограждения, пока дисковая пила не остановиться;
d) отключить подачу энергоснабжения на все приводы станка.
Последовательность отключения должна быть реализована на уровне систем управления. Если используется реле времени, то задержка времени должна соответствовать условиям 5.2.1.2, перечисление Ь) и соответствовать времени выбега, и значение временной задержки должно быть установлено на постоянную величину, или устройство его регулирования должно быть опломбировано.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для аварийного останова должны соответствовать PL = с, в по EN ISO 13849-1:2008.
Контроль: Проверка чертежей или схем, проверка и соответствующее функциональное тестирование станка.
5.2.6 Механическая подача
Рабочий ход пильного устройства должен происходить, пока не включено вращение шпинделя пилы. Пуск устройства управления остановом также должен останавливать механическую подачу.
В том случае, когда необходимо вернуть пильное устройство в исходное положение при открытых защитных ограждениях, например, для удаления застрявших обрезков, это будет возможно только при использовании устройства управления с автоматическим возвратом в исходное положение и при отключении подачи энергоснабжения к двигателю привода шпинделя пилы.
Элементы системы управления, системы безопасности (см. также 5.2.1) для устройства с автоматическим возвратом в исходное положение и блокирования должны соответствовать PL = с по EN ISO 13849-1:2008.
Контроль: Проверка соответствующих чертежей и/или схем, осмотр и соответствующее тестирование станка.
5.2.7 Замена дисковой пилы
На станках, где для замены дисковой пилы, пильное устройство должно находится в исходном положении, должно иметься устройство управления этого положения. В случае выбора положения для замены дисковой пилы, никакой другой привод станка не должен работать (см. также 5.3.7.1).
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для положения замены дисковой пилы и блокирования должны соответствовать PL = с по EN ISO 13849-1:2008.
Контроль: Проверка соответствующих чертежей и/или схем, осмотр и соответствующее функциональное тестирование станка.
5.2.8 Орган управления частотой вращения
В станках, оснащенных устройством (например, преобразователем частоты) для бесступенчатого изменения частоты вращения дисковой пилы, это устройство не должно позволять фактической частоте вращения превысить выбранную частоту вращения более чем на 10 %.
Заданная скорость должна быть указана на пульте управления.
Элементы системы управления, связанные с безопасностью, для управления частотой вращения должны соответствовать PL = с в по EN ISO 13849-1:2008. Фактическая частота вращения главного шпинделя дисковой пилы должна непрерывно сравниваться с заданной частотой вращения. Если фактическая частота вращения превысит заданную частоту вращения более чем на 10 %, дисковая пила должна автоматически прекратить вращение. Датчик фактической частоты вращения должен подвергаться испытаниям в режиме заданной частоты вращения — 10 % при каждом пуске пильного устройства. Процесс, используемый для этой цели, должен иметь дополнительную функцию таймера времени. В случае отрицательного результата тестирования, дисковую пилу следует остановить.
Контроль: Проверка соответствующих чертежей и/или схем, проверка.
Примечание — Для подтверждения характеристик устройств могут быть использованы документы изготовителя.
12
ГОСТ EN 1870-8—2014
5.2.9 Дублирование органов управления
Применяют требования EN ISO 12100:2010 (подпункт 6.2.11.8).
В станках с дублированием органов управления для работы приводного двигателя дисковой пилы и/или механической подачи, система управления должна позволять только одному органу управления быть активированным.
Контроль: Проверка соответствующих чертежей и/или схем, проверка и соответствующее функциональное тестирование станка.
5.2.10 Нарушение энергоснабжения
В станках с электрическим приводом в случае прекращения энергоснабжения должно быть исключено автоматическое включение станка после восстановления энергоснабжения в соответствии с требованиями EN 60204-1:2006 (пункт 7.5, абзацы 1—3).
В случае отказа системы энергоснабжения дисковая пила должна автоматически опуститься ниже уровня стола, за исключением дисковой пилы в верхней позиции для замены.
Автоматический повторный пуск станка должен быть исключен после восстановления энергоснабжения, в случае прерывания подачи пневматической или гидравлической энергии (при наличии).
Элементы системы управления, связанные с безопасностью, для предотвращения автоматического пуска должны соответствовать PL = с по EN ISO 13849-1:2008.
Контроль: Проверка соответствующих чертежей и/или схем, проверка и соответствующее функциональное тестирование станка.
5.2.11 Механизированное перемещение дисковой пилы и/или направляющих
Любое механизированное перемещение для регулирования дисковой пилы и/или направляющей (их), т. е. направляющая планка, должно быть начато по стартовой команде оператора.
Любое механизированное перемещение направляющей в направлении дисковой пилы должно:
а) контролироваться устройством управления с автоматическим возвратом в исходное положение (см. EN 60204-1:2006, пункт 9.2.5.6) за исключением случая, когда положение направляющей контролируется числовым программным устройством;
Ь) быть невозможным во время рабочего хода.
Включение любых механизированных перемещений дисковой пилы и направляющей осуществляются включением устройства управления (например, нажимная кнопка или разрешающее устройство), элементов системы управления, связанных с безопасностью, которые соответствуют PL = с по EN ISO 13849-1:2008.
Элементы системы управления, связанные с безопасностью, для каждой частоты вращения механизированного перемещения должны соответствовать PL = b, по EN ISO 13849-1:2008.
Если, механизированное перемещение контролируется устройством управления с автоматическим возвратом в исходное положение, то должно быть возможно только одно механизированное перемещение, а орган управления остановом должно располагаться рядом с устройством управления с автоматическим возвратом в исходное положение в соответствии с требованиями EN ISO 12100:2010 пункт 6.2.11.8, перечисление Ь). Элементы системы управления, связанные с безопасностью, должны соответствовать PL = с в по EN ISO 13849-1:2008. В случае, когда элементы системы управления, связанные с безопасностью, для устройства управления с автоматическим возвратом в исходное положение соответствуют PL = с по EN ISO 13849-1:2008, устройство управления с автоматическим возвратом в исходное положение и контрольное устройство могут быть объединены.
Когда механизированное перемещение управляется заранее электронным управлением, возможно одновременно несколько перемещений, если перемещения не приводят к столкновению между движущимися частями или между подвижными и неподвижными частями станка, например направление подвижной части вне зоны столкновения.
Для останова механизированных перемещений должны быть выполнены следующие требования:
1) после освобождения устройства управления с автоматическим возвратом в исходное положение (например, для «плюс» или «минус» перемещений) механическое перемещение должно прекратиться, а двигатели механизированных перемещений должны быть отключены от энергоснабжения после контролируемой задержки;
2) для механизированных перемещений под заданным электронным контролем двигатели механизированным перемещений должны быть автоматически отключены от электроснабжения после достижения заданного положения или после активации устройства управления остановом механизированного перемещения;
13
ГОСТ EN 1870-8—2014
3) останов любого механизированного перемещения должен соответствовать PL = с по EN ISO 13849-1:2008, включая реле времени (при необходимости), функция останова должна обеспечить отключение от источника энергоснабжения, до тех пока не будет использован привод STO в соответствии EN 61800-5:2007.
Скорость механизированного перемещения направляющей(их) должна быть < 25 м/мин.
Если положение направляющих выбирается посредством числового программного управления, должны соблюдаться следующие требования:
i) механизированное перемещение направляющей осуществляется стартовой командой оператора; управление должно быть до входа на исполнительный двигатель для направляющей, т.е. функция не должна зависеть от работы программируемого электронного оборудования;
ii) станок должен быть спроектирован так, чтобы предотвратить дробление между направляющей и неподвижными частями станка в соответствии с требованиями EN 349:1993+А1:2008.
Станки, предназначенные для многократного распиливания, должны отвечать следующим дополнительным требованиям:
- переключатель для однократного / многократного распиливания должен быть установлен и четко отображать тип распиливания, т. е. однократное или многократное распиливание;
- стол или стол с удлинителем перед станком должен иметь длину, которая измеряется от линии распила и равна длине полного хода движения направляющей;
- устройство управления с автоматическим возвратом в исходное положение, например ножная педаль, должно быть доступно оператору в любом положении;
- если устройство управления аварийным остановом, см.5.2.2, недоступно оператору из любого положения, необходимо установить доступное дополнительное устройство управления аварийным остановом.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для устройств управления с автоматическим возвратом в исходное положение должны соответствовать PL = с по EN ISO 13849-1:2008.
5.3 Защита от механических опасностей
5.3.1 Устойчивость
Станки и вспомогательное оборудование должны быть оснащены приспособлениями, например, отверстиями для крепления к полу или другой конструкции (см. также 6.4).
Контроль. Проверка соответствующих чертежей и контроль.
5.3.2 Опасность поломки во время работы
Защитные ограждения для дисковой пилы, за исключением секционной завесы безопасности, должны быть изготовлены из материалов со следующими свойствами:
а) сталь с пределом прочности при растяжении не менее 350 Н/мм2 и толщиной стенок не менее 2 мм;
Ь) легкий сплав с характеристиками в соответствии с таблицей 2.
Таблица 2 — Параметры защитных устройств дисковой пилы, изготовленных из сплава легких металлов
Предел прочности при растяжении, Н/мм2 | Минимальная толщина, мм |
180 | 5 |
240 | 4 |
300 | 3 |
с) поликарбонат с минимальной толщиной стенок 5 мм или другие пластические материалы, прошедшие испытания в соответствии с приложением G;
d) чугун с пределом прочности при растяжении не менее 200 Н/мм2 и толщиной стенок не менее 5 мм.
Контроль. Проверка соответствующих чертежей, измерения; для пластмасс, характеристики, которых отличаются от характеристик для поликарбоната в перечислении с) путем проведения испытания в соответствии с приложением F и осмотр станка.
Примечание — Для подтверждения предельной прочности при растяжении могут быть использованы документы изготовителей.
14
ГОСТ EN 1870-8—2014
5.3.3 Конструкция держателя инструмента и инструмент
5.3.3.1 Общие требования
Дисковые пилы должны соответствовать требованиям EN 847-1:2005+А1:2007.
См. также 6.4.
5.3.3.2 Конструктивные параметры
Шпиндель дисковой пилы должен быть изготовлен в соответствии с требованиями приложения А.
Часть шпинделя, предназначенный для крепления дисковой пилы, должен иметь допуск не менее дб в соответствии с требованиями EN ISO 286-2:2010.
Контроль. Проверка соответствующих чертежей и измерения.
5.3.3.3 Прочность
Шпиндель дисковой пилы должен быть изготовлен из стали с минимальным пределом прочности при растяжение 580 Н/мм2.
Контроль. Проверка соответствующих чертежей.
Примечание — Для подтверждения предельной прочности при растяжении могут быть использованы документы изготовителей.
5.3.3.4 Блокировка шпинделя
Для замены инструмента требуется блокировка шпинделя. Необходимо использовать стопорное устройство, например, это может быть двусторонний гаечный ключ или встроенный стопорный штифт, вставляемый в шпиндели для пильного устройства. Штифты должны быть с минимальным диаметром 8 мм и быть изготовлены из стали с пределом прочности при растяжении не менее 350 Н/мм2.
Стопорные штифты должны предотвращать вращение шпинделей при непреднамеренном включении двигателя привода шпинделя.
Контроль. Проверка соответствующих чертежей, осмотр, измерения и соответствующее функциональное испытание станка. В качестве варианта для станков со стопорными штифтами предлагается следующее испытание: После пуска двигателя шпинделя, шпиндель со вставленным стопорным штифтом должен оставаться неподвижным.
Примечание — Для подтверждения предела прочности материала при растяжении могут быть использованы документы.
5.3.3.5 Устройство крепления дисковой пилы
Дисковая пила должна крепиться с помощью фланцев (или фланца в случае ассиметричного крепления дисковой пилы).
Для дисковых пил диаметром < 450 мм диаметр обоих фланцев (или фланца в случае ассиметричного крепления дисковой пилы) должен быть не менее D/4 (где D — диаметр самой большой дисковой пилы, для которой предназначен станок).
Для дисковых пил диаметром > 450 мм диаметр обоих фланцев (или фланца в случае ассиметричного крепления дисковой пилы) должен быть не менее D/6, но не менее 125 мм.
Для фланцев (исключая фланцы для дисковых пил, с ассиметричным креплением дисковой пилы) зажимная поверхность на внешней стороне фланца должна быть шириной не менее 5 мм, и фланец(ы) должен быть с поднутрением к центру (см. рисунок 4).
В случае наличия двух фланцев оба наружных диаметра должны иметь допуск ±1 мм.
Необходимо применить защитные меры, чтобы избежать ослабления дисковой пилы во время пуска, работы, время выбега или торможения, например, путем использования принудительного соединения шпинделя пилы с дисковой пилой (например, клин) или переднего фланца со шпинделем пилы.
Значения биения шпинделя пилы и торцевого биения фланцев пилы должны находится в пределах допусков, в соответствии с приложением А.
Фланцы должны быть изготовлены из стали с предельной прочностью материала при растяжении 350 Н/мм2.
Примечание — Для подтверждения предела прочности материала при растяжении могут быть использованы документы изготовителей.
Контроль. Проверка соответствующих чертежей, осмотр, измерение и соответствующее функциональное тестирование станка.
15
ГОСТ EN 1870-8—2014
Размер в миллиметрах
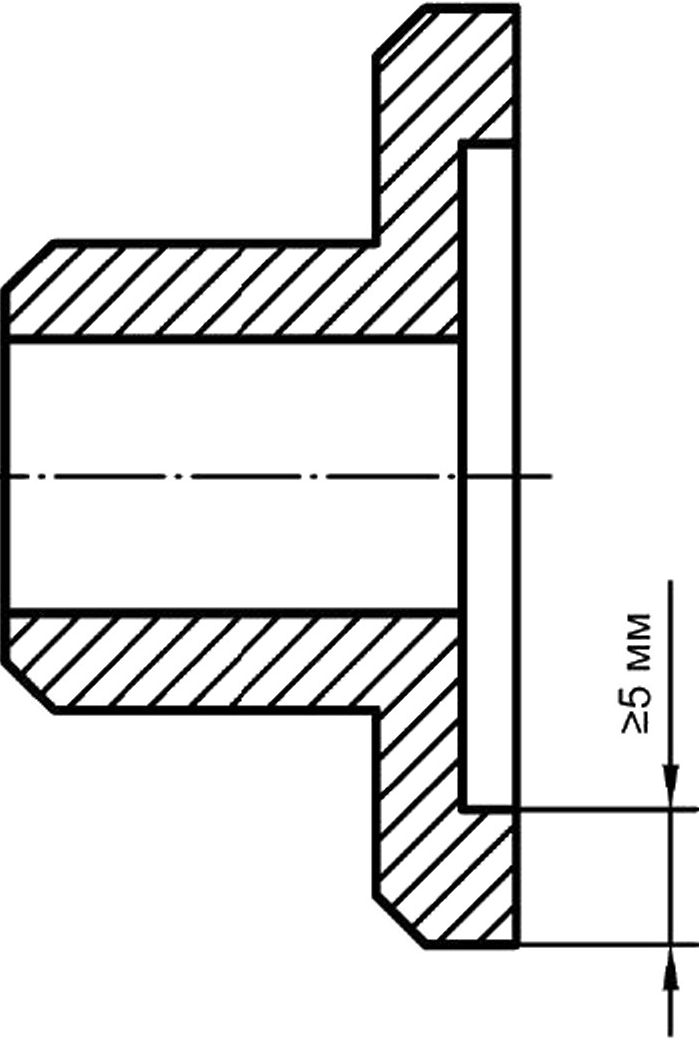
Рисунок 4 — Пример фланца дисковой пилы
5.3.4 Система торможения
5.3.4.1 Общие требования
Для шпинделя дисковой пилы должен быть предусмотрен автоматический тормоз, если время выбега без торможения составляет более 60 с; время торможения должно быть менее 60 с.
Тормозной момент не должен воздействовать на полотно дисковой пилы или на фланец (цы) дисковой пилы.
Время движения по инерции для электрических тормозов в случае отключения энергоснабжения может быть превышено.
Для функции торможения должен быть достигнут PLr= с.
Если используется механический тормоз, приводимый в действие пружиной, или тормоз другого типа без электронных составляющих по EN 60204-1:2006 (пункт 9.3.4 последний абзац не применяется [см. 6.4, перечисление д)].
При использовании электрической системы торможения не допускается использовать противо-токовое торможение.
При прерывании энергоснабжения к электрическим тормозам возможно увеличение времени торможения.
За исключением, когда используется электрический тормоз с системой электронного управления, конструкция системы управления должна соответствовать PL = b в соответствии с требованиями EN ISO 13849-1:2008 и категории 2 в соответствии с требованиями EN ISO 13849-1:2008 за исключением того, что испытательное оборудование, в соответствии с требованиями EN ISO 13849-1:2008 (пункт 4.5.4) является неприменимым. Элементы системы управления, связанные с безопасностью торможения, должны подвергаться периодическим испытаниям, например контроль времени выбега с торможением. Сигнал обратной подачи должен поступать либо с датчика положения, установленного на двигатель шпинделя, либо с датчика измерения остаточного тока в проводах, питающих двигатель.
Испытание должно проводиться:
а) независимо от основной системы управления торможением или с установкой реле времени внутри системы управления;
Ь) независимо от намерений оператора;
с) при каждом останове шпинделя.
Если результаты испытаний окажутся отрицательными в результате трех последовательных испытаний, станок к эксплуатации не допускается. В протоколе испытаний указывается отрицательный результат.
Диагностическое покрытие (DCavg) должно быть > 60 %.
Примечание 1 — Для расчета DC см. EN ISO 13849-1:2008 (приложение Е).
16
ГОСТ EN 1870-8—2014
За исключением простого электронного тормоза (с применением таких простых устройств, как выпрямители, транзисторы, симисторы, диоды, резисторы или тиристоры), который соответствует PL = b и категории 1 по EN ISO 13849-1:2008, если «среднее время наработки на опасный отказ» (MTTFd) в соответствии с требованиями EN ISO 13849-1:2008 (таблица 5) достигает уровня «высокий» (не менее 30 лет).
Примечание 2 — Сложные электронные компоненты, такие как микропроцессоры или программируемые логические контролеры (ПЛК), не могут рассматриваться или проходить испытания в соответствии EN ISO 13849-1:2008 и поэтому не выполняют требования категории 1.
Для расчета вероятности опасного отказа детали простого электронного тормоза без обнаружения неисправностей (без DC) и без возможности испытания (категория 1) можно применять процедуру, приведенную в EN ISO 13849-1:2008 (приложение D).
Контроль. Проверка соответствующих чертежей и/или электрических схем, осмотр и проведение соответствующего функционального испытания станка. Для определения времени движения по инерции без торможения и времени движения по инерции с торможением проводят соответствующие испытания, приведенные в приложении F.
5.3.4.2 Отпуск тормоза
Если предусмотрено устройство управления для отпуска тормоза вала, чтобы обеспечить возможность проворачивания вручную, отпуск тормоза должен быть осуществим только после остановки вращения вала (например, при использовании таймера времени 5.2.1.2, перечисление Ь) между исполнительным механизмом управления и отпуском тормоза).
Должна быть исключена возможность повторного пуска станка пока устройство управления тормозом шпинделя не вернется в исходное положение. Возврат устройства управления тормозом в исходное положение не должен активировать запуск станка.
Элементы системы управления, связанные с безопасностью, для отпуска тормоза должны соответствовать PL = b по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей, использование руководств и осмотр станка.
5.3.5 Устройства для минимизации возможности выброса или его последствий
Каждый станок должен быть оснащен расклинивающим ножом / ножами, соответствующими диаметру дисковой пилы и установлен в соответствии с указаниями руководства по эксплуатации.
Контроль. Проверка соответствующих чертежей и осмотра станка.
Расклинивающий нож и его крепление должны соответствовать следующим требованиям:
а) расклинивающие ножи должны изготовляться из стали с предельной прочностью 580 Н/мм2 или из аналогичного материала, отклонение от плоскостности должно составлять от 0,1 мм на 100 мм и толщиной между рабочей частью дисковой пилы и шириной пропила (ширина зубьев пилы) (см. рисунок 5).
Контроль. Проверка соответствующих чертежей, измерения.
Примечание — Для подтверждения предела прочности материала при растяжении могут быть использованы документы изготовителей.
Размеры в миллиметрах
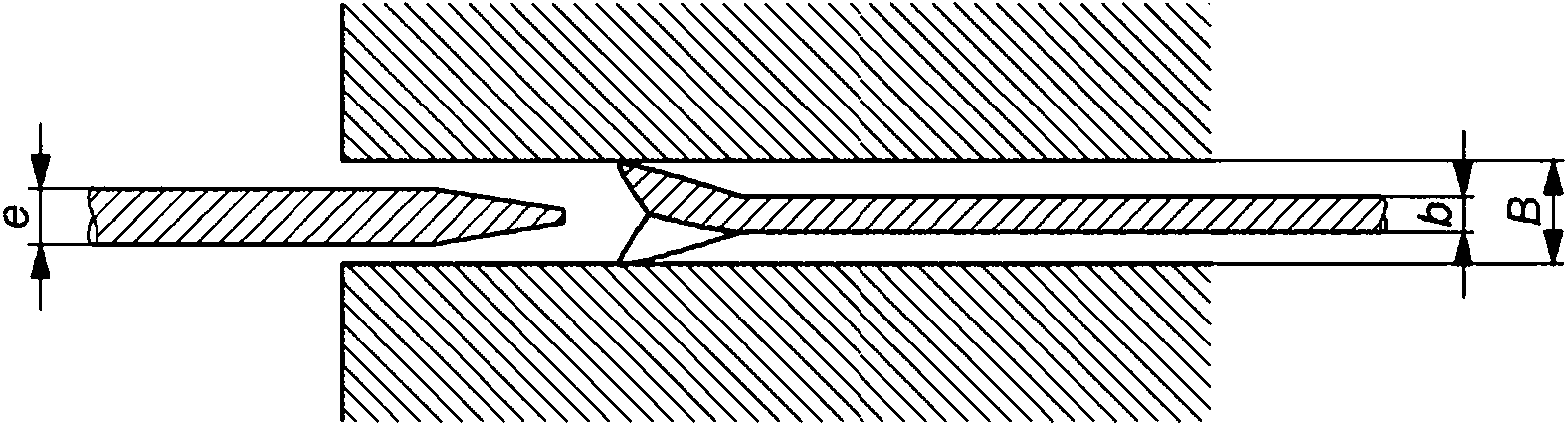
е — толщина расклинивающего ножа; В — ширина пропила; b — толщина пилы
Рисунок 5 — Толщина расклинивающего ножа в зависимости от габаритных размеров пилы
17
ГОСТ EN 1870-8—2014
b) для более эффективного ввода расклинивающего ножа его передняя кромка должна быть со снятой фаской; при этом толщина расклинивающего ножа должна быть постоянной (в пределах допуска ± 0,05 мм) по всей его рабочей длине.
Контроль. Проверка соответствующих чертежей, осмотр и измерения.
Рисунок 6 — Передняя кромка расклинивающего ножа
с) расклинивающий нож должен поддаваться регулировке по вертикали так, чтобы его острие достигало номинального значения уровня или было выше, чем наивысшая точка на окружности дисковой пилы в случае установки в соответствии с требованиями настоящего стандарта (см. рисунок 7).
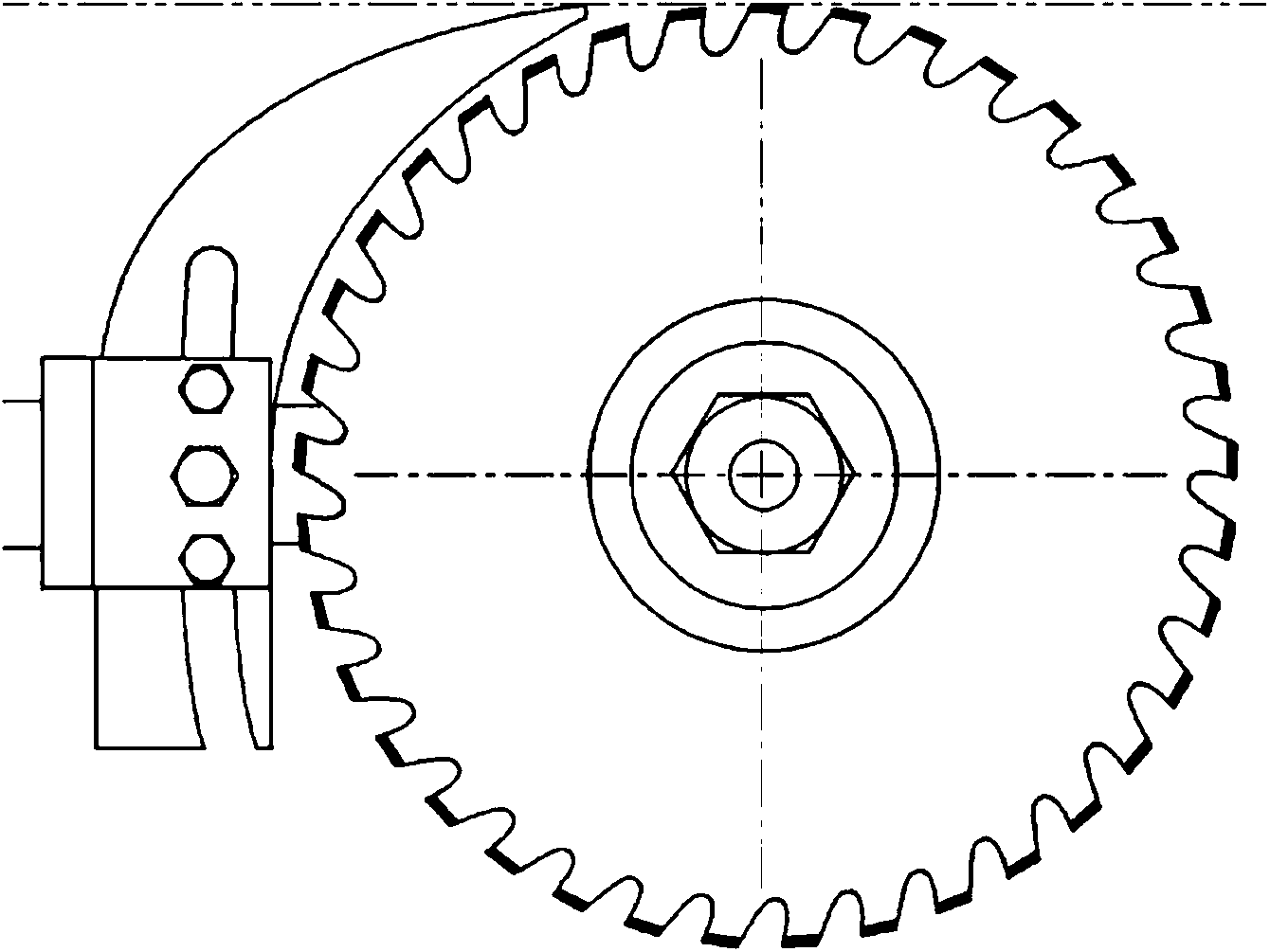
Рисунок 7 — Регулировка высоты расклинивающего ножа
d) расклинивающий нож должен иметь такую конструкцию, чтобы после его установки и регулировки, самая близкая точка к дисковой пиле, была на расстоянии 3 мм. В любой точке зазор между дисковой пилой и расклинивающим ножом не должен превышать 8 мм в радиальном направлении, проходящем через центр шпинделя дисковой пилы (см. рисунок 8).
Контроль. Проверка соответствующих чертежей, осмотр и измерение.
18
ГОСТ EN 1870-8—2014
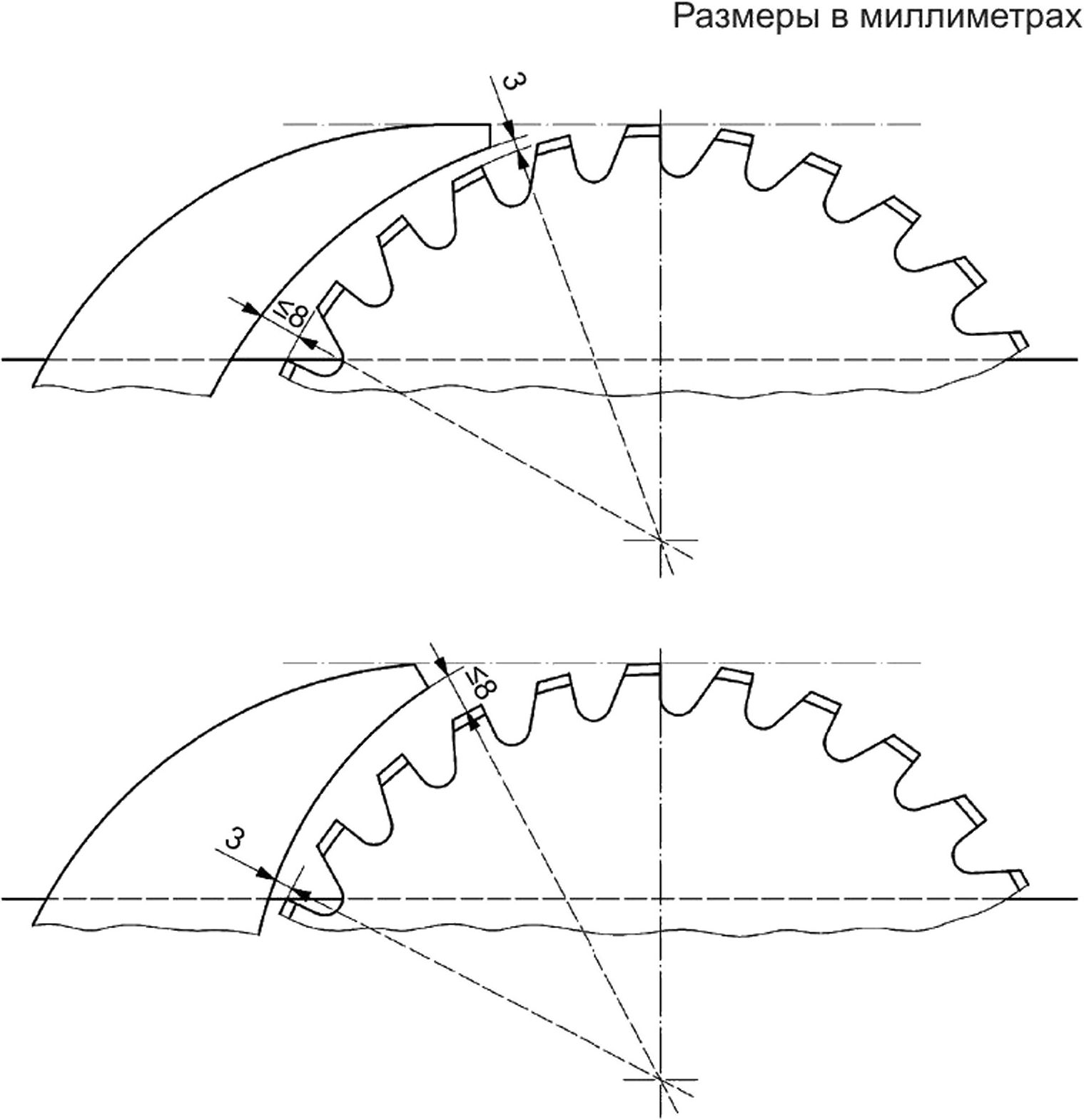
Рисунок 8 — Пределы позиционирования расклинивающего ножа
е) передний и задний контуры расклинивающего ножа должны представлять собой непрерывные кривые или прямые линии без изгиба, который может его ослабить (например, см. рисунок 9).
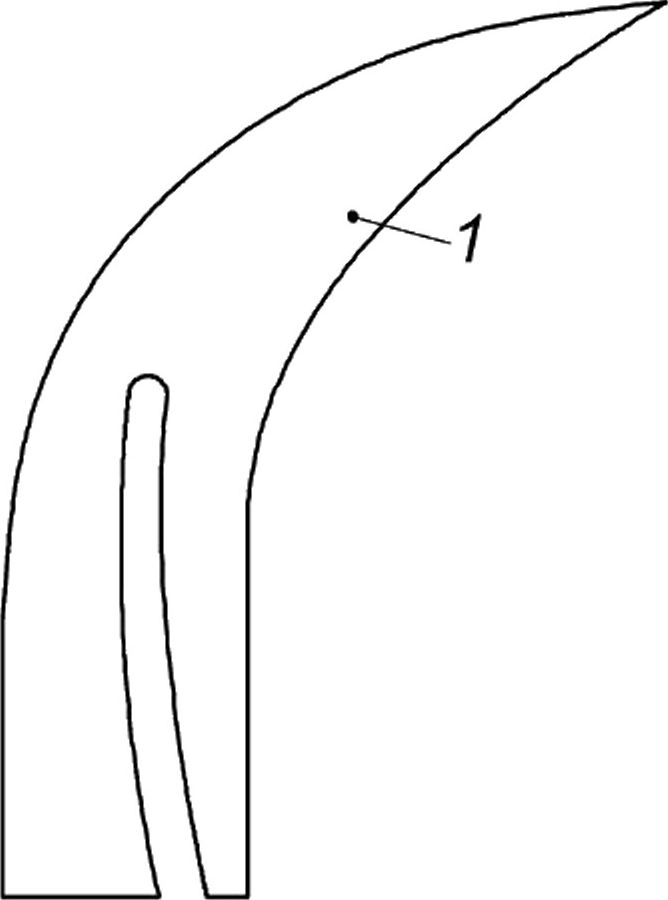
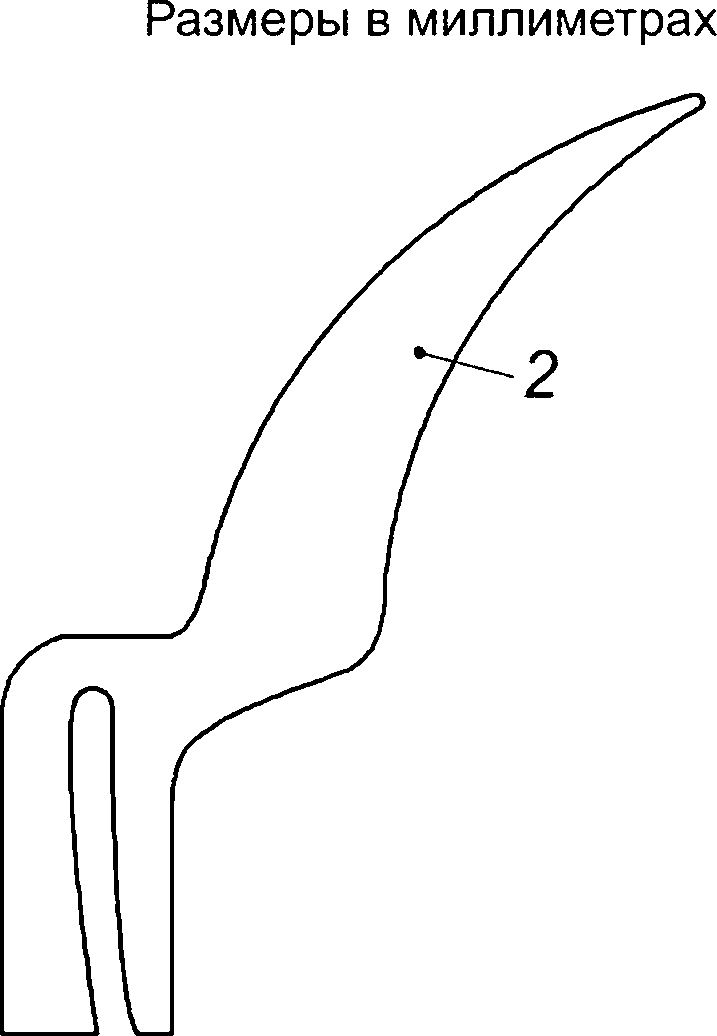
1 — пример допустимой формы расклинивающего ножа; 2 — пример недопустимой формы расклинивающего ножа
Рисунок 9 — Форма расклинивающего ножа
f) крепление расклинивающего ножа должно быть таким, чтобы его положение относительно неподвижного фланца дисковой пилы соответствовало допуску, указанному на рисунке 10; относительное положение расклинивающего ножа и неподвижного фланца дисковой пилы должно поддерживаться во время подъема, опускания и наклона дисковой пилы.
Контроль. Проверка соответствующих чертежей, осмотр, измерение и соответствующее функциональное испытание станка.
19
ГОСТ EN 1870-8—2014
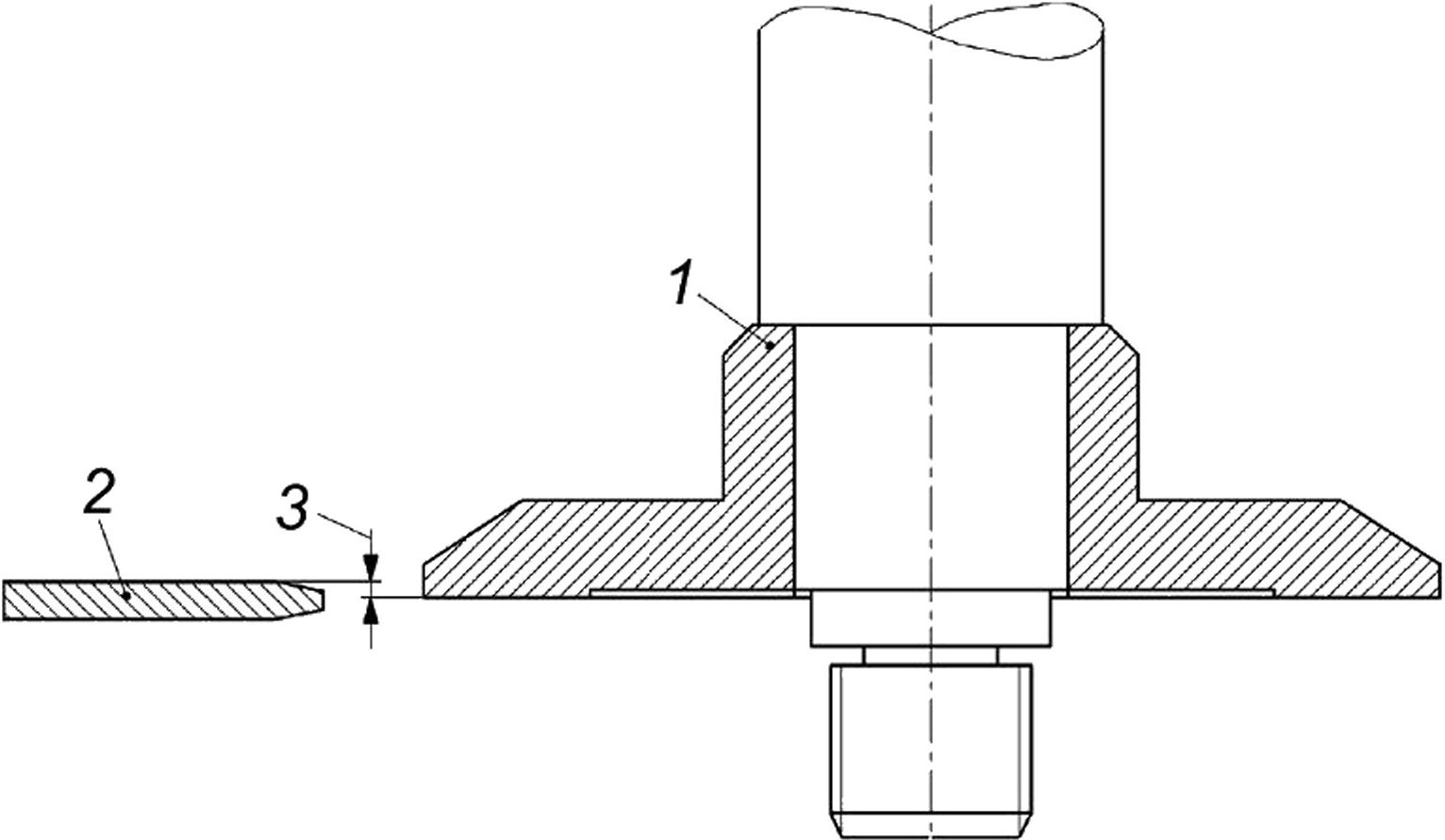
1 — неподвижный фланец; 2 — расклинивающий нож; 3 — максимальное значение допуска 0,2 мм
Рисунок 10 — Положение расклинивающего ножа относительно неподвижного фланца дисковой пилы
д) устойчивость крепления неподвижного расклинивающего ножа должна быть такой, чтобы устойчивость ножа отвечала требованиям, указанным в приложении В;
Контроль. Проверка соответствующих чертежей и проведение испытание в соответствии с приложением В.
h) расклинивающий нож должен удовлетворять условиям испытания на боковую устойчивость, указанным в приложении С, или ширина расклинивающего ножа на каждой стороне прорези ножа в пределах зоны крепления должна быть спроектирована в соответствии со следующей формулой:
Х + у>£^,
6
гдеХ = У± 0,5У;
Dmax — самый большой диаметр дисковой пилы, на которую рассчитан станок.
X и У измеряется на середине длины фиксирующей прорези для расклинивающего ножа в зоне фиксации (см. рисунок 11).
Контроль. Выполнение при необходимости испытания в соответствии с приложением С.
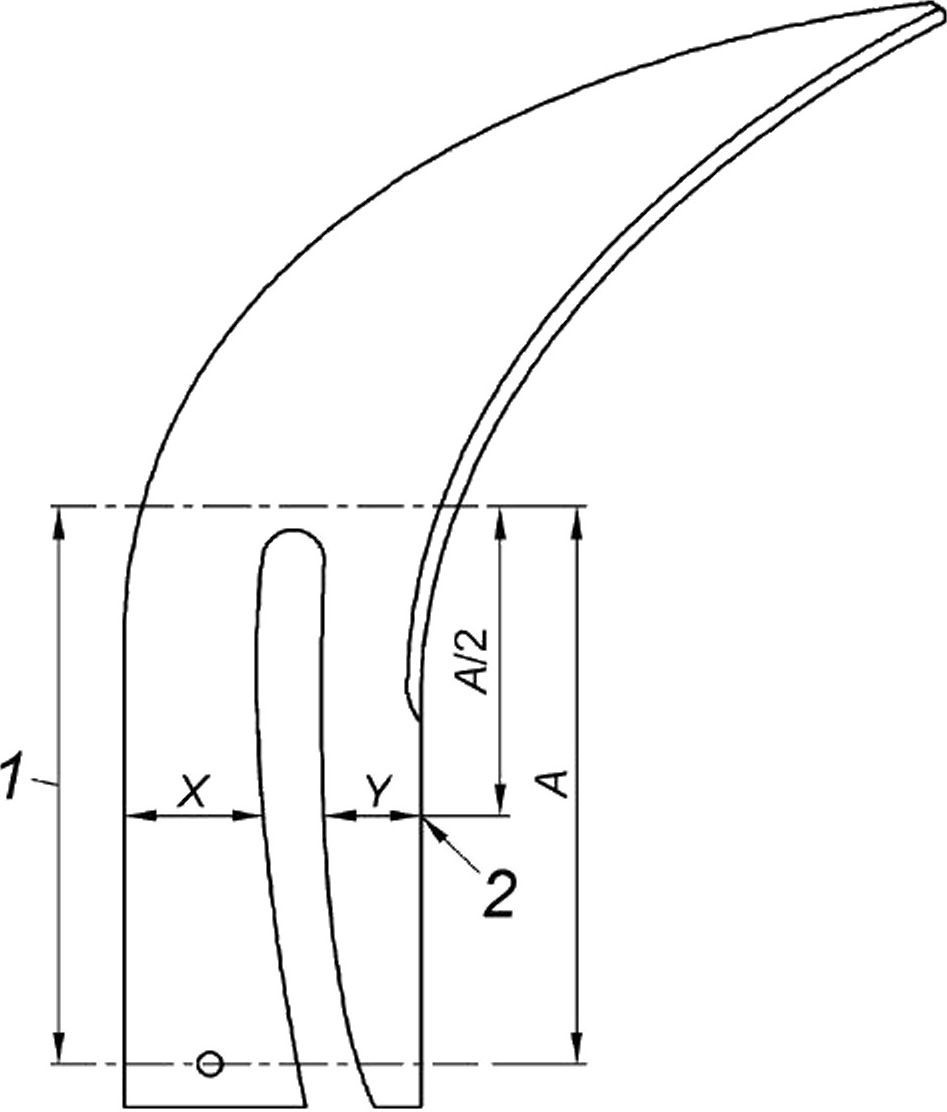
1 — зона фиксации; 2 — точка измерения
Рисунок 11 — Ширина расклинивающего ножа в фиксирующем пазу
20
ГОСТ EN 1870-8—2014
i) расклинивающий нож должен удерживаться в положении направляющими элементами, например, направляющими пальцами (см. рисунок 12). Ширина паза расклинивающего ножа должна быть шире направляющих элементов не более чем на 0,5 мм.
Контроль. Проверка соответствующих чертежей, осмотр, измерения.
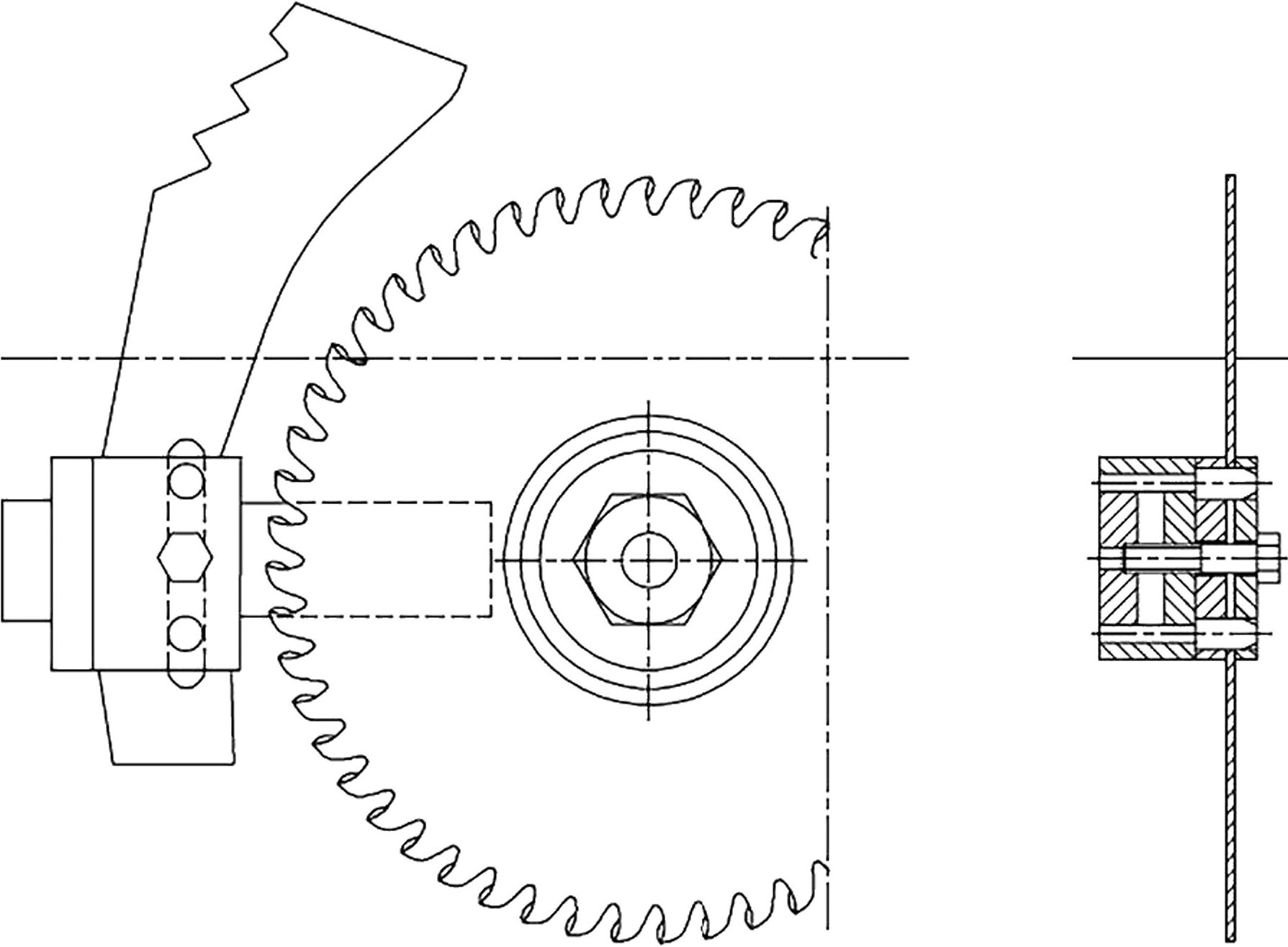
Рисунок 12 — Пример крепления расклинивающего ножа
j) если необходимо заменить расклинивающий нож с учетом разной ширины дисковой пилы, крепежный паз расклинивающего ножа должен быть полностью открыт.
Контроль. Проверка соответствующих чертежей и проверки.
5.3.6 Опоры и направляющие заготовки
5.3.6.1 Направляющие
Если есть направляющая, то она должна соответствовать следующим требованиям:
а) если направляющая поверхность направляющей может соприкасаться с дисковой пилой, то эта часть направляющей должна быть изготовлена из материала, легко поддающегося обработке, например пластик, легкий сплав, древесина или материалы на основе древесины;
Ь) ручная регулировка положения направляющей должна быть возможна без применения инструмента;
с) любое механизированное перемещение направляющей должно быть ограничено скоростью движения не более 25 м/мин.
Безопасность системы управления (см. также 5.2.1) для ограничения рабочей скорости, должна соответствовать уровню PL = с в соответствии с требованиями EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей, осмотр, измерение и проведение соответствующего функционального испытания станка.
5.3.6.2 Концевой упор заготовки
Станок должен быть оборудован (регулируемым) концевым упором заготовки (см. рисунок 1), который должен отвечать следующим требованиям:
- упор должен быть закреплен на столе для предотвращения движения заготовки во время пиления. Крепление должно быть возможно без применения вспомогательного инструмента;
- части концевого упора, которые могут соприкасаться с дисковой пилой, должны быть изготовлены из материала, легко поддающегося обработке, например пластик, легкий сплав, древесина или материалы на основе древесины.
21
ГОСТ EN 1870-8—2014
Контроль. Проверка соответствующих чертежей, осмотр и проведение необходимого функционального испытания станка.
5.3.7 Предотвращение доступа к подвижным частям станка
5.3.7.1 Защита дисковой пилы под столом
Когда дисковая пила находится в исходном положении или в положении замены пилы, то доступ к ней должен быть предотвращен неподвижным защитным ограждением.
Если пользователь собирается снять неподвижное защитное ограждение, например для технического обслуживания, его крепежные элементы должны оставаться на защитном ограждении или на станке после демонтажа ограждения (например, с помощью невыпадающего крепежа, см. 6.4, перечисление и).
Если для текущего ремонта и технического обслуживания необходим доступ к дисковой пиле, то подвижное защитное ограждение должно быть с блокировкой и фиксацией.
Защитное ограждение с блокировкой и фиксацией должно быть:
а) выполнено в качестве блокирующего устройства с ручным управлением, если время движения по инерции с торможением дисковой пилы составляет < 10 с в соответствии с требованиями EN 1088:1995+А2:2008 (приложение N);
Ь) выполнено в качестве защитного ограждения с фиксатором, работающим от пружины или при выключении энергии, если время движения по инерции дисковой пилы составляет > 10 с в соответствии с требованиями EN 1088:1995+А2:2008 (приложение М).
Любые отверстия в защитных ограждениях должны быть спроектированы в соответствии с безопасными расстояниями в соответствии с требованиями EN ISO 13857:2008 (таблица 4). В исходном положении и во время обратного хода доступ к дисковой пиле не должен быть возможен через паз в рабочем столе.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для защитного ограждения с блокировкой и фиксацией должны соответствовать PL = с по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или электрических схем, измерение, осмотр, и проведение соответствующего функционального испытания станка.
5.3.7.2 Доступ к дисковой пиле под столом
Секционные завесы безопасности должны быть установлены с обеих сторон оператора и на задней стороне станка и крепиться к опоре, выступающей на всю длину распиливания, на которую рассчитан станок. Секционные завесы безопасности должны отвечать следующим требованиям:
а) каждая секция экрана должна быть изготовлена из поликарбоната и ее прочность должна соответствовать требованиям приложения D;
Ь) они должны обеспечить обзор линии распиливания со стороны оператора;
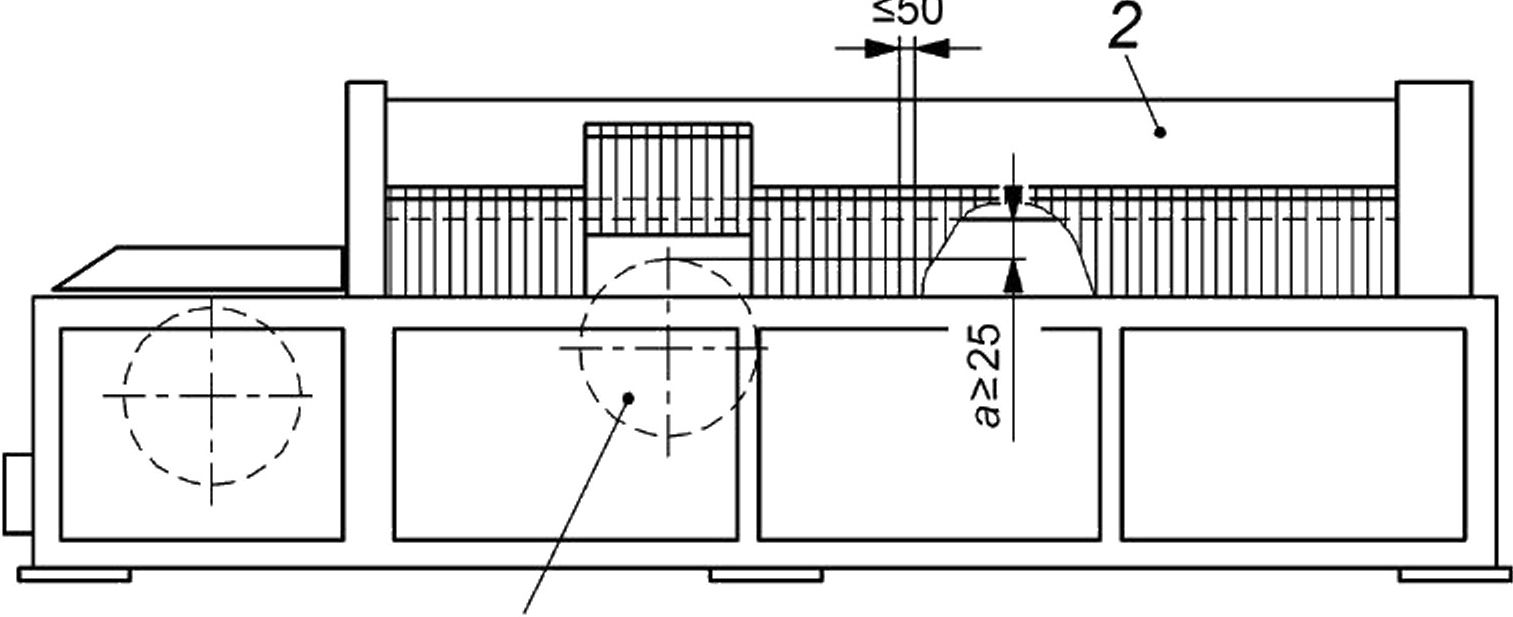
с) максимальная эффективная ширина каждой секции должна быть 50 мм (см. рисунок 13);
d) промежуточные упоры должны быть установлены так, чтобы суммарный зазор секционной завесы безопасности не превышал ширину секции;
е) нижний край концевых упоров должен находиться на столе, когда ее завеса находится в нижнем положении;
f) каждая секция экрана, поднимающаяся заготовкой, должна автоматически возвращаться в нижнее положение (например, под воздействием собственного массы) при поднятии опоры секционной завесы безопасности; если держатель с пластинчатой завесой безопасности приподнимается;
д) каждая секция должна быть заменяема по отдельности (для обновления);
h) вертикальное расстояние а между верхней точкой максимальной высоты распиливания, на которую рассчитан станок, и нижней кромкой опоры секционной завесы безопасности должно превышать 25 мм (см. рисунок 13).
В случае нарушения энергоснабжения приводов, отвечающих за подъем и опускание, секционная завеса безопасности должна оставаться в верхнем положении. Если в пневматической и гидравлической системах для этого используются обратные клапаны, то они должны быть непосредственно расположены на управляющих цилиндрах.
22
ГОСТ EN 1870-8—2014
Размеры в миллиметрах
1
а — расстояние между нижней кромкой секционной завесы безопасности и максимальной высотой пропила;
1 —дисковая пила в положении максимальной высоты пропила; 2 — опора секционной завесы безопасности
Рисунок 13 —Деталь секционной завесы безопасности
Доступ к дисковой пиле за пределами секционной завесы безопасности должен быть предотвращен неподвижными защитными ограждениями. Если необходим доступ к дисковой пиле для технического обслуживания, устройством доступа должно быть подвижное защитное ограждение с блокировкой и фиксацией.
Защитное ограждение с блокировкой и фиксацией должно быть:
1) выполнено в качестве блокирующего устройства с ручным управлением, если время движения по инерции с торможением дисковой пилы составляет < 10 с в соответствии с требованиями EN 1088:1995+А2:2008 (приложение N);
2) выполнено в качестве защитного ограждения с блокировкой, работающей от пружины или при выключении энергии, если время движения по инерции дисковой пилы составляет > 10 с в соответствии с требованиями EN 1088:1995+А2:2008 (приложение М).
Любые отверстия в ограждениях должны быть спроектированы в соответствии с безопасными расстояниями в соответствии с требованиями EN ISO 13857:2008 (таблица 4).
В случаях, когда конструкция станка позволяет поднимать и опускать дисковую пилу в различные положения в пределах длины линии распиливания (т. е. для сокращения хода), то поднимание и опускание может быть возможно только там, где имеется защитное / задерживающее устройство (см. рисунок 14). Блокирующее устройство должно обеспечивать, чтобы подъем и опускание дисковой пилы были возможны только там, где находится переднее защитное устройство, и чтобы секционная завеса безопасности была опущена в нижнее положение до того, как дисковая пила может подняться для рабочего хода пильного устройства. Переднее защитное / задерживающее устройство должно соответствовать следующим требованиям:
- должно быть установлено за пределами секционной завесы безопасности, но в пределах 5 мм от нее (см. рисунок 14);
- высота должна превышать самую низшую точку секционной завесы безопасности, когда она находится в самом верхнем положении;
- длина должна быть равна максимальному диаметру дисковой пилы, на которую рассчитан станок, плюс по 150 мм с каждой стороны дисковой пилы.
Элементы системы управления, связанные с безопасностью, см. 5.2.1, защитного ограждения с блокировочной функцией должны соответствовать PL = с по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей, осмотр, измерение и соответствующее функциональное тестирование станка.
23
ГОСТ EN 1870-8—2014
Размеры в миллиметрах
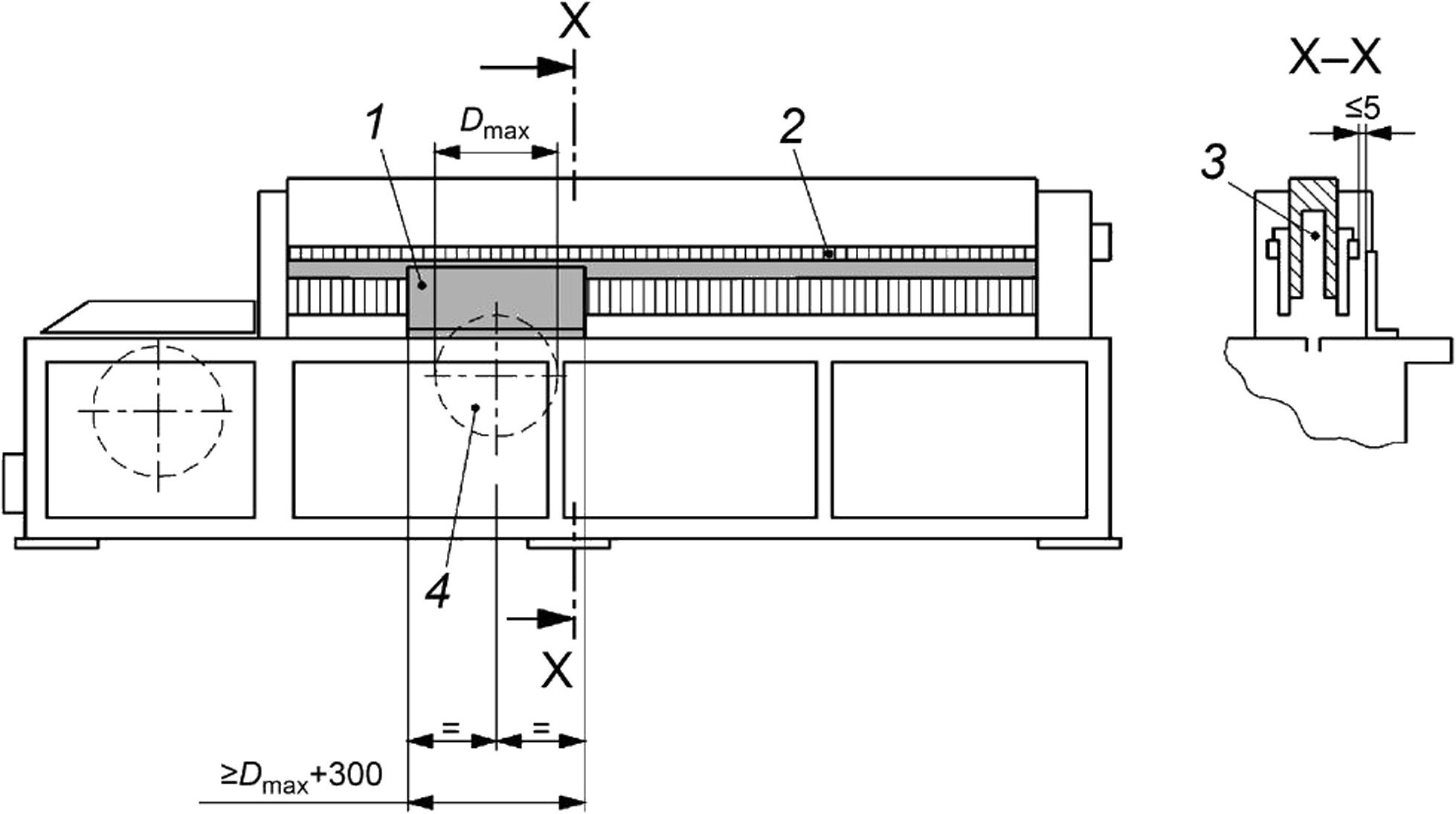
1 — переднее защитное / задерживающее устройство; 2 — секционная завеса безопасности;
3 — опора секционной завесы безопасности; 4 — дисковая пила
Рисунок 14 — Защитное/задерживающее устройство для станков с коротким распилом
5.3.7.3 Защита приводных механизмов
Доступ к приводным механизмам должен быть предотвращен неподвижным(и) защитным(ими) ограждением(ями).
Если пользователь собирается снять неподвижное защитное ограждение, например для технического обслуживания, его крепежные элементы должны оставаться на защитном ограждении или на станке после демонтажа ограждения (например, с помощью невыпадающего крепежа см.6.4, перечисление и).
Любая дверь для технического обслуживания должна представлять собой подвижное защитное ограждение с блокировкой. Если станок оборудован подвижным защитным ограждением с блокировкой и есть доступ к дисковой пиле или другим опасным точкам, например приводные механизмы с открытыми ограждениями, это ограждение должно соответствовать требованиям 5.3.7.1 и 5.3.7.2.
Элементы системы управления, связанные с безопасностью (см. также 5.2.1), для блокировки и взаимодействия с защитным ограждением с функцией блокирования должны соответствовать PL = с по EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, измерение, осмотр, и соответствующее функциональное тестирование станка.
5.3.8 Зажимное устройство заготовки
В том случае, когда зажимное устройство заготовки выполняется в форме прижимного валика (см. рисунок 1), то он должен отвечать следующим требованиям:
а) должен быть установлен между секционными завесами безопасности;
Ь) должен работать когда секционная завеса безопасности находится в исходном положении;
с) должен работать эффективно 1 с после того, как секционная завеса безопасности опустится в нижнее положение.
Если станок оборудован зажимным устройством для заготовки, нажимная планка должна быть установлена на стороне оператора и на задней стороне прижимного валика, если доступ для оператора не прегражден.
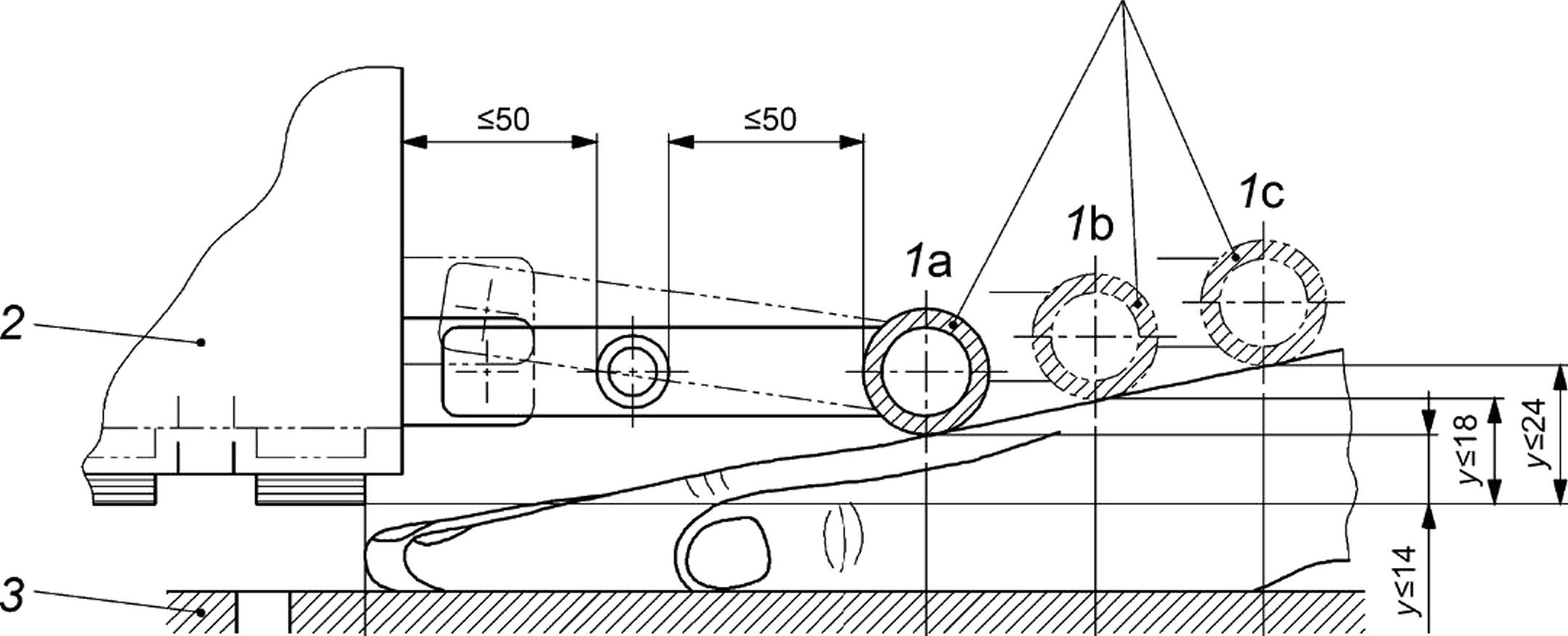
Нажимное устройство (нажимная планка) с механическим приводом должно соответствовать следующим требованиям:
1) должно простираться на всю ширину загрузочного/разгрузочного проема;
2) его размеры должны соответствовать значениям на рисунке 15;
3) при срабатывании оно должно остановить и изменить исходящее движение прижимного валика на обратное, а также заставить дисковую пилу опуститься под стол;
24
ГОСТ EN 1870-8—2014
4) сила приведения в действие нажимной планки в любой точке ее ширины не должна превышать 50 Н.
Во время вертикального движения нижняя сторона прижимного валика должна оставаться параллельной столу в пределах допуска 20 мм по всей своей длине.
Безопасность системы управления (см. также 5.2.1), для работы нажимной планки должна соответствовать PL = с в соответствии с требованиями EN ISO 13849-1:2008.
Контроль. Проверка соответствующих чертежей и/или схем, измерение, осмотр и соответствующее функциональное тестирование станка.
Размеры в миллиметрах
1
х=100
х=125
х=150
1 — нажимная планка; 2 — прижимной валик; 3 — секционная завеса безопасности
Рисунок 15 — Размеры нажимной планки
5.3.9 Защитные приспособления
При наличии направляющей необходимо обеспечить наличие рукоятки у толкателя (см. рисунок 2), чтобы исключить манипуляции руками около дисковой пилы, а также не держать заготовку рядом с направляющей. Необходимо обеспечить условия для установки рукоятки толкателя на станке.
Если станок оборудован толкающим блоком, этот блок должен быть изготовлен из пластика, древесины или фанеры и должны иметь минимальную длину 400 мм (см. рисунок 2).
Проверка: Проверка соответствующих чертежей, измерение и осмотр машины.
5.4 Меры защиты от воздействия опасностей другого характера
5.4.1 Пожар
Для минимизации уровня пожароопасности необходимо соблюдать требования 5.4.3 и 5.4. [см. также 6.4, перечисление d)].
Опасность возникновения пожара исключается, если электрические силовые цепи защищены от перегрузки по току в соответствии с требованиями EN ISO 60204-1:2006 (подпункт 7.2.2).
Контроль: Проверка соответствующих чертежей и осмотр станка.
5.4.2 Шум
5.4.2.1 Снижение шума при проектировании станка
При проектировании станков необходимо принимать во внимание информацию и технические меры, для контроля шума в источнике, приведенные в EN ISO 11688-1:2009. Основным источником шума является вращающаяся дисковая пила.
25
ГОСТ EN 1870-8—2014
5.4.2.2 Измерение шума
Производственные условия для измерения шума должны соответствовать требованиям приложения D. Условия монтажа и эксплуатации станка для определения уровней звукового давления и звуковой мощности на рабочем месте должны быть одинаковы.
Уровни звуковой мощности должны определяться по методу измерительной поверхности в соответствии EN ISO 3746:2010 со следующими дополнениями:
а) показатель акустических условий К2А должен быть менее или равен 4 дБ;
Ь) разность между уровнем звукового давления окружающей среды и уровнем звукового давления в любой точке замера должна быть равной или больше 6 дБ. Поправочная формула для этой разности приведена в EN ISO 3746:2010 (пункт 8.3.3, формула 12);
с) должна использоваться только поверхность огибающего параллелепипеда на расстоянии 1,0 м поверхности корпуса станка;
d) если расстояние между станком и вспомогательными устройствами меньше 2,0 м, то вспомогательное устройство должно быть включено в поверхность корпуса;
е) точность измерения должна составлять не менее 3 дБ;
f) количество точек установки микрофонов должно быть 9, в соответствии с приложением Е.
У больших станков измерительная поверхность должна быть максимально приближена к источнику шума, но и не должна исключать никакие части конструкции издающие шум.
Альтернативно, если в наличии имеется необходимое оборудование и тип станка соответствует используемому методу измерения, уровни звуковой мощности могут измеряться с использованием более точного метода, включая методы приведенные в EN ISO 3743-1:2010, EN ISO 3743-2:2009, EN ISO 3744:2010 и EN ISO 3745:2009 без предшествующих изменений.
Для измерения уровня звуковой мощности на основе интенсивности звука необходимо использовать методику, приведенную в EN ISO 9614-1:2009 (по согласованию между поставщиком и покупателем).
Измерения уровней звукового давления на рабочем месте необходимо проводить в соответствии EN ISO 11202:2010, со следующими изменениями:
1) показатель акустических условий К2А или локальная коррекция на акустические условия КЗА должны быть менее или равны 4 дБ;
2) разность между уровнем звукового давления окружающей среды и уровнем звукового давления на рабочем месте должна быть более или равна 6 дБ; в соответствии EN ISO 11201:2010, (пункт 6.4.1, (технический) класс точности 2);
3) локальная коррекция на акустические условия КЗА, должна рассчитываться в соответствии с EN ISO 11204:2010, (пункт А.2), со ссылкой, ограниченной EN ISO 3746:2010, вместо метода приведенного в EN ISO 11202:2010, (приложение А) или в соответствии EN ISO 3743-1:2010, EN ISO 3743-2:2009, EN ISO 33743-1:2010, EN ISO 3744-1:2010 или EN ISO 3745:2009, если один их данных стандартов использовался в качестве метода измерения.
Для заявления шумовых характеристик необходимо соблюдать требования 6.4, перечисление р).
5.4.3 Выброс опилок и пыли
Необходимо обеспечить соответствующие условия для удаления опилок и пыли из станка или обеспечить встроенную систему сбора и удаления, или путем организации отверстия (ий), для подключения станка к отдельной системе сбора опилок и пыли.
Часть дисковой пилы, которая расположена под столом, должна быть закрыта вытяжным колпаком.
Уловители должны иметь большое отверстие для захвата опилок и пыли.
Примечание 1 — Размер отверстия уловителя зависит от интенсивности выбросов и расстояния между источником выбросов и отверстием уловителя.
Конструкция уловителя должна обеспечивать минимальный перепад давления и скопления материалов, например посредствам исключения резких изменений направления извлекаемых опилок и пыли, острых углов и препятствий, ведущих к скоплению опилок и пыли.
Система транспортирования опилок и пыли между уловителем и подсоединением станка к системе CADES (система вытяжки опилок и пыли) и гибкие соединения подвижных узлов должны быть направлены на минимизацию перепада давления и скопления материала.
Для транспортирования опилок и пыли от места их образования до системы сбора, конструкция вытяжных колпаков, воздуховодов и заслонок должна проектироваться, учитывая скорость движения
26
ГОСТ EN 1870-8—2014
удаляемого воздуха в вытяжной системе для сухих опилок — 20 м/с и 28 м/с — для влажных опилок (влажность 18 % и более).
Перепад давления между входом всех улавливаемых устройств и подсоединением к системе CADES должен составлять не более 1500 Па (при номинальном расходе воздуха).
Примечание 2 — Низкая эмиссия пыли может быть, если расход воздуха > 1800 м3/с.
Контроль. Проверка соответствующих чертежей, осмотр станка и выполнение следующей процедуры:
- определение перепада давления на выбранной скорости потока воздуха путем измерения в условиях, предусмотренных для измерения уровней шума в соответствии ISO 7960:1995 или стандартом типа С;
- запуск станка (без обработки заготовки) в условиях, предусмотренных для измерения уровня шума в соответствии с требованиями ISO 7960:1995 или стандарта типа С. При этом система CADES должна быть отключена. Используя дым проверить, что станок создает воздушный поток от входа (ов) в уловитель (и) соединительного (ых) патрубка (ов) системы CADES.
Примечание 3 — Для оценки работы системы улавливания опилок и пыли, могут использоваться два стандартных метода: метод определения концентрации (EN 1093-9:98+А2:2008) и метод индексов (EN 1093:141:1998+А1:2008).
5.4.4 Электрооборудование
За исключением 6.3, применяют требования EN 60204-1:2006, если не указано иное.
Предотвращения поражения электрическим током за счет прямых контактов приведены в EN 60204-1:2006 (пункт 6.2) и для защиты от короткого замыкания и перегрузки приведены в EN 60204-1:2006 (пункт 7).
Защита персонала от поражения электрическим током в условиях непрямого контакта обеспечивается автоматическим отключением станка от источника энергоснабжения станка. Такое отключение производится с помощью защитного устройства, установленного пользователем в линии энергоснабжения станка [(см. информацию указанную изготовителем в руководстве по эксплуатации (см. 6.4, перечисление t)].
Степень защиты всех электрических компонентов вне кожуха(ов)и сам кожух(и) для электрических компонентов должна(ы) соответствовать IP54 по EN 60529:1991 и EN 60529:1991/А1:2000 со следующими исключениями:
а) для трехфазных двигателей степень защиты должна быть, не менее IP 5Х по EN 60529:1991 и EN 60529:1991+А1:2000;
б) последнее предложение пункта 11.3 не применяется.
В соответствии с требованиями EN 60204-1:2006 (пункт 18.2) применяют метод 1 для испытаний контроля целостности соединительной цепи защитного соединения, и в соответствии с EN 60204-1:2006 (пункт 18.6) проводят функциональные испытания.
Контроль. Проверка соответствующих чертежей и/или схем электрических схем, осмотр станка, проведение соответствующих испытаний приведенных в EN 60204-1:2006 (пунктах 18.2 и 18.6, метод испытаний 1).
Примечание — Наличие информации о характеристиках электрических деталей от поставщиков этих деталей может быть полезной.
5.4.5 Эргономика и управление
Должны применяться требования EN 614-1:2006+А1:2009 со следующими дополнениями:
Станок и его органы управления должны проектироваться с учетом эргономических принципов, в соответствии с требованиями EN 1005-4:А+1:2008 для рабочего положения оператора, которое не вызывает усталость.
Расположение, маркировка и освещение (при необходимости) органов управления и устройств обращения с материалами и инструментальными наборами должны соответствовать эргономическим принципам в соответствии с требованиями EN 894-1:1997+А1:2008, EN 894-2:1997+А1:2008, EN 894-3:2000+А1:2008, EN1005-1:2001+А1:2008, EN 1005-2:2003+А1:2008, EN 1005-3:2002+А1:2008.
Емкости с устройствами выпуска сжатого воздуха и масленками должны размещаться в таких местах и таким образом, чтобы заливные горловины и сливные патрубки находились в легкодоступном месте.
27
ГОСТ EN 1870-8—2014
Детали станка с массой более 25 кг должны быть оснащены необходимыми приспособлениями для размещения установки подъемных устройств, например, приспособления должны быть расположены так, чтобы исключить возможность опрокидывания или падения данной детали или ее движения в неуправляемом направлении во время транспортирования, сборки, демонтажа и утилизации.
Если станок оснащен подвижным пультом управления, применяется EN 894-2:1997+А1, при этом данный пульт должен быть оснащен средствами его перещения в нужном направлении.
Если используется графические условные обозначения работы приводов, они должны соответствовать требованиям EN 61310-1:2008 (таблица А.1).
Дополнительные инструкции приведены в EN 60204-1:2006, EN 614-1:2006+А1:2009, EN 1005-3:2002+А1:2008.
Положение органов управления рассматривается в EN 894-3:2000+А1:2008 и в EN 894-3:2000+А1:2008.
Контроль. Проверка соответствующих чертежей, измерения, осмотр, и проведение соответствующего функционального испытания станка.
5.4.6 Освещение
В случае установки освещения, оно должно соответствовать требованиям EN 60204-1:2006 и EN 1837:1999+А1:2009, см. также 6.4, перечисление d).
Контроль. Проверка соответствующих чертежей и/или электрических схем и осмотр станка.
5.4.7 Пневматическая система
Если станок оснащен пневматической системой, применяют требования EN ISO 4414:2010.
См. также 5.2.1 и 5.4.14 настоящего стандарта и EN ISO 12100:2010 (пункт 6.2.10).
Контроль. Проверка соответствующих чертежей и/или электрических схем, осмотр станка.
5.4.8 Гидравлическая система
Если станок оснащен гидравлической системой применяют требования EN ISO 4413:2010.
См. также 5.2.1 и 5.4.14 настоящего стандарта и EN ISO 12100:2010 (подпункт 6.2.10).
Контроль. Проверка соответствующих чертежей и/или электрических схем, осмотр станка.
5.4.9 Электромагнитная совместимость
Станок должен обладать достаточной устойчивостью к воздействию электромагнитных помех для обеспечения нормальной работы в соответствии с требованиями EN 60439-1:2009 и EN 60439-1999-1/А1:2004, EN 50370-1:2005, EN 50370-2:2003.
Примечание — Если электрические компоненты станка имеют маркировку СЕ и если такие детали и кабели станка смонтированы в соответствии с требованиями инструкций изготовителя, считается, что станок защищен от внешних электромагнитных помех.
Контроль. Проверка соответствующих чертежей и /или электрических схем, осмотр станка.
5.4.10 Лазерное устройство
Если станок оснащен лазерным устройствам для обозначения линии распиливания, это лазерное устройство должно относиться к категории 2, 2М или другой категории с более низким уровнем риска в соответствии с требованиями EN 60825-1:2007.
Лазерное устройство должно устанавливаться на станок таким образом, чтобы были видны все предупредительные надписи.
Необходимо соблюдать все условия и требования изготовителя, касающиеся установки и эксплуатации лазерного устройства. Инструкции по применению лазерного устройства должны повторяться в руководстве по эксплуатации. Предупредительные таблички и инструкции по применению средств защиты глаз (если такие предусмотрены) должны размещаться на станке рядом с рабочим местом оператора.
Контроль. Проверка соответствующих чертежей и осмотр станка.
Примечание — Наличие информации о характеристиках лазерного устройства от изготовителя является предпочтительной.
5.4.11 Неправильный монтаж
Конструкция станка должна предотвращать возможность установки дисковой пилы, размеры которой превышают размеры, на которые рассчитан станок.
См. также 6.3 и 6.4.
Контроль. Проверка соответствующих чертежей и осмотр станка.
28
ГОСТ EN 1870-8—2014
5.4.12 Отключение энергоснабжения
Применяют требования EN 1037:1995+А1:2008 со следующими дополнениями:
Электрические выключатели должны соответствовать EN 60204-1:2006 (пункт 5.3), при этом выключатель не должен быть типа d) по EN 60204-1:2006 (пункт 5.3.2).
Если станок оснащен инжекционной тормозной системой постоянного тока (DC), электрический выключатель:
а) не должен размещаться на той стороне станка или на той стороне пульта управления, на которой находятся устройства управления пуска / останова;
Ь) должен быть оснащен блокировочном устройством. Отключение сетевого энергоснабжения должно быть возможным только после ручного включения разблокировочного устройства. В этом случае выключатель системы энергоснабжения не должен устанавливаться как устройство аварийного останова.
В случае применения пневматической энергии, пневматические выключатели должны быть оснащены устройством для блокировки выключателя в выключенном состоянии.
Если пневматическая энергия применяется для зажима заготовки, достаточно применения быстроразъемной муфты без блокировочного устройства в соответствии с EN ISO 4414:2010, отсоединенная муфта должна постоянно находится под контролем лица, выполняющего определенные работы на отключенном станке в соответствии с требованиями EN 1037:1995+А1:2008 (пункт 5.2).
В случае применения гидравлической энергии, отсоединение подачи гидравлической энергии должно обеспечиваться посредством отключения энергоснабжения к гидравлическому двигателю.
Если имеет место накопление остаточной энергии, например, в сосуде или трубопроводе, то в системе должны быть предусмотрены устройства для снятия остаточного давления, например посредством установки соответствующего клапана. Снижение давления не должно осуществляться посредством отсоединения трубопровода.
Контроль. Проверка соответствующих чертежей и/или электрических схем, осмотр и проведение соответствующего функционального испытания станка.
5.4.13 Техническое обслуживание
Должны соблюдаться основные принципы EN ISO 12100:2010 (подпункт 6.2.15), а также информация по техническому обслуживанию, в соответствии EN ISO 12100:2010 (подпункт 6.4.5.4, перечисление е).
Необходимо предусмотреть возможность хранения инструментов для замены дисковой пилы и для настройки расклинивающего ножа на станке.
Места смазки на станке должны быть расположены вне опасных зон и быть доступными для оператора, стоящего на полу.
Конструкция станка должна быть спроектирована таким образом, чтобы техническое обслуживание и очистку можно было осуществлять только после отсоединения всех источников энергоснабжения (см. 6.4).
Контроль. Проверка соответствующих чертежей, изучения руководства по эксплуатации, осмотр и проведение соответствующего функционального испытания станка.
6 Информация для потребителя
6.1 Общие требования
Должны соблюдаться основные принципы EN ISO 12100:2010 (пункт 6.2.15), а также (если установлены дисковые пилы), следующие требования в соответствии EN 847-1:2005+А1:2007 (раздел 8).
6.2 Предупреждения и устройства предупреждения
Если станок оснащен пневматическим/гидравлическим источником питания и отключение пнев-матической/гидравлической энергии не обеспечивается отключением электрического выключателя, на станке должна быть прикреплена предупредительная табличка рядом с электрическим выключателем, сообщающая о том, что отключение электрического выключателя не означает отключение пневматиче-ского/гидравлического источника питания.
В качестве постоянной маркировки может использоваться, например, гравировка, травление, тиснение, штамповка или самоклеящаяся табличка.
29
ГОСТ EN 1870-8—2014
Предупредительные надписи должны быть на языке страны, в которой применяется станок, или по возможности она должна выражаться в виде пиктограмм.
Если применяется электрический тормоз с комплексной электронной системой управления, станок должен быть оснащен предупредительным устройством, например в виде красной предупредительной лампы, указывающей на отрицательный результат испытания тормозной системы (см. приложение F).
Контроль. Проверка соответствующих чертежей, осмотр и проведение соответствующего функционального испытания станка.
6.3 Маркировка
6.3.1 Маркировка расклинивающих ножей
Расклинивающий нож должен иметь постоянную маркировку, с указанием:
а) ширины направляющего паза;
Ь) толщины и диапазонов диаметров дисковой пилы, для которых они предназначены.
Для постоянной маркировки может применяться, например гравировка или травление.
Контроль. Проверка соответствующих чертежей и проверка устройств.
6.3.2 Маркировка станка
Должны применяться основные принципы EN ISO 12100:2010 (пункт 6.4.4) со следующими дополнениями:
Следующая информация должна быть четкой и несмываемой в течение установленного срока службы станка и быть нанесена на станок с использованием таких средств, как гравировка, травление, использование табличек или самоклеящихся этикеток или пластин, постоянно прикрепленных к станку, например с помощью клепки:
а) торговое наименование и адрес изготовителя станка, а также его уполномоченного представителя (при наличии);
Ь) год выпуска, т.е. тот год, в котором завершен процесс изготовления;
с) обозначение станка и обозначение серии или типа;
d) идентификационные данные или серийный номер станка (при наличии);
е) номинальные данные (обязательные для электротехнической продукции: напряжение, частота, номинальный ток);
f) номинальное давление для пневматических контуров (если станок оснащен пневматической системой);
д) если станок оснащен пневматической системой — ее местоположение и рабочее расположение, например, с применением указательной таблички или пиктограммы;
h) максимальный и минимальный диаметр дисковой пилы, а также диаметр отверстия пилы, на который рассчитан данный станок;
i) направление вращения шпинделя пилы;
j) ширину направляющих расклинивающего ножа, смежных с монтажным положением данного расклинивающего ножа.
Предупредительные таблички или пиктограммы, используемые для маркировки номинального давления и выключателей, должны размещаться рядом с выключателем электроснабжения станка.
Маркировка должна быть на языке страны, в которой используется станок, или, по возможности, она должна выражаться в виде пиктограмм.
Если станок оснащен весами, применяют требования EN 894-2:1997+А1:2008.
На станках, где изменение скорости достигается изменением положения приводных ремней на ведущих шкивах, рядом со шкивами должна быть прикреплена диаграмма, показывающая выбранную скорость для каждой комбинации шкивов.
Контроль. Проверка соответствующих чертежей и/или электрических схем, осмотр и проведение функционального тестирования станка.
6.4 Руководство по эксплуатации
Необходимо соблюдать требования EN ISO 12100:2010 (пункт 6.4.5). Руководство по эксплуатации должно содержать следующее:
а) дублирование маркировки, пиктограмм и других инструкций для станка и при необходимости информацию об их значениях в соответствии 6.2. и 6.3;
Ь) применение по назначению станка с учетом неправильного применения;
30
ГОСТ EN 1870-8—2014
с) предположения относительно остаточных рисков.
1) информацию о факторах, касающихся воздействия шума, включая:
i) правильный выбор дисковых пил, особенно использование дисковых пил, предназначенных для снижения шума;
ii) выбор оптимальной скорости;
iii) техническое обслуживание дисковой пилы и станка;
iv) опоры заготовки;
v) правильное использование средств защиты слуха.
2) информацию о факторах, касающихся воздействия пыли, включая:
i) тип обрабатываемого материала;
ii) техническое обслуживание дисковой пилы и станка;
iii) правильную настройку вытяжных колпаков / перегородок / желобов для оптимизации локального извлечения.
3) информацию о том, что во время эксплуатации станок будет подключен к внешней системе удаления опилок и пыли.
Внешнее оборудование для удаления опилок и пыли со стационарными установками, приведены в EN 12779:2004+А1:2009.
d) инструкции по безопасной работе станка в соответствии EN ISO 12100:2010 [пункт 6.4.5.1, перечисление d)]. Данные инструкции включают информацию о выполнении следующих требований:
1) пол вокруг станка должен быть ровным, чистым и без наличия рассыпанных материалов, например опилок и обрезков;
2) следуют предусмотреть соответствующую общую или местную систему освещения;
3) бревна и отрезанные заготовки должны располагаться рядом с рабочим местом оператора;
4) соответствующие индивидуальные средства защиты, включают:
i) средства защиты органов слуха для снижения риска потери слуха;
ii) средства защиты органов дыхания для снижения риска вдыхания вредной пыли;
iii) перчатки для работы с дисковыми пилами (по возможности, дисковые пилы должны переноситься с помощью держателя).
5) необходимость предусмотреть систему останова станка при отсутствии оператора;
6) после выявления неисправностей станка, включая защитные ограждения или дисковые пилы, необходимо немедленно сообщить соответствующим лицам;
7) необходимо принимать и соблюдать требования безопасности по проведению регулярной очистки, технического обслуживания и удаления опилок и пыли для предотвращения возникновения пожара;
8) соблюдать инструкции изготовителя по эксплуатации, регулировке и ремонту дисковых пил;
9) необходимо выбрать правильный расклинивающий нож с учетом толщины и диаметра дисковой пилы;
10) необходимо соблюдать инструкции по правильной установке расклинивающего ножа относительно диаметра дисковой пилы;
11) необходимо соблюдать максимальную скорость, указанную на дисковых пилах;
12) необходимо использовать правильно заточенные дисковые пилы;
13) используемые фланцы должны соответствовать области применения, указанной изготовителем (см. также 5.3.3.3);
14) удаление обрезков или других частей заготовок из зоны распила должно выполняться только после того, как дисковая пила займет свое исходное положение под столом;
15) ограждения и другие устройства, предназначенные для станка, должны находиться на месте в хорошем рабочем состоянии с проведенным соответствующим техническим обслуживанием.
е) инструкции должны включать информацию о том, что операторы должны быть обучены правилам пользования при настройке и эксплуатации станка;
f) если станок оборудован лазерным устройством:
1) заявления, что замена лазером другого типа запрещена, что дополнительное оптическое оборудование не должно применяться и, что ремонт лазера разрешено выполнять только изготовителю или его уполномоченным лицам;
2) дублирование инструкций производителя лазера для установки и использования лазера (в необходимых случаях).
31
ГОСТ EN 1870-8—2014
g) требования к установке и техобслуживанию, включая перечень устройств, например торможение, секционная завеса безопасности, нажимная планка, защитные ограждения, аварийный останов, которые должны быть проконтролированы, а также как часто проводится контроль и каким методом EN ISO 12100:2010 (пункт 6.5.4.1, перечисление е);
h) диапазон диаметров и толщины дисковых пил, для которых предназначен станок;
i) максимальная длина, ширина и толщина заготовки, для которых предназначен станок;
j) заявление, что на станке должны использоваться дисковые пилы в соответствии с требованиями EN 847-1 ;2005+А1:2007;
к) информацию о невозможности использования монолитных дисковых пил из быстрорежущей стали(НЗ);
I) метод безопасного рассеяния остаточной энергии;
т) при необходимости, требования к условиям крепления станка на полу и как это осуществля
ется;
п) номинальное давление для пневматических контуров;
о) информация о требованиях к извлечению опилок и пыли, включая:
1) расход воздуха, м3/ч;
2) перепад давления на каждом присоединительном штуцере вытяжного устройства;
3) рекомендуемая скорость воздуха в вытяжном трубопроводе, м/с;
4) поперечное сечение и другие подробные данные каждого присоединительного штуцера;
р) данные по уровням шума, выделяемого станком, с указанием фактических значений и значений, полученных при измерениях, выполненных на соответствующем оборудовании в соответствии с методами, приведенными см. также 5.4.2.2;
1) уровни звукового давления по шкале А на рабочем месте;
2) уровни звуковой мощности по шкале А, исходящие от оборудования.
Заявление должно дополняться ссылкой на используемый метод измерения, условия эксплуатации при проведении измерений, а также параметр неопределенности К с использованием двух форм заявления в соответствии EN ISO 4871:2009 следующим образом:
- 4 дБ при применении EN ISO 3746:2010 и EN ISO 11202:2010;
- 2 дБ при применении EN ISO 3743-1:2010 или EN ISO 3743-2:2009, или EN ISO 3744:2010;
- 1 дБ при применении EN ISO 3745:2009.
Пример, для уровня звуковой мощности:
LWA = хх &Б (измеренное значение);
Параметр неопределенности К = 4 дБ;
Измерения выполненные в соответствии с требованиями с EN ISO 3746:2010.
При проверке точности указанного уровня шума измерения должны производиться с применением того же метода и тех же условий эксплуатации, указанных в заявлении.
Заявление об уровне шума должно быть дополнено следующим указанием:
«Указанные значения уровня звуковой мощности не могут достоверно оценить шумовое воздействие на рабочем месте. Хотя корреляция между уровнями звуковой мощности и шумового воздействия и существует, выводов о необходимости дополнительных мер предосторожности из нее сделать нельзя. Факторами, влияющими на уровень шумового воздействия на рабочем месте, могут быть: особенность рабочего помещения, наличие других источников шума, например количество станков или другие технологические процессы, происходящие по соседству. Допустимые уровни звуковой мощности на рабочем месте могут быть разными для разных стран. Однако данная информация позволяет потребителю лучше оценивать имеющуюся опасность и степень риска».
Информация об уровне шума должна быть приведена в коммерческой литературе вместе с рабочими характеристиками, включая:
q) информацию об условиях, необходимых для того , чтобы на протяжении всего прогнозируемого срока службы станок и его узлы не могли опрокинуться и упасть, или подвергнуться неуправляемому перемещению во время транспортирования, сборки, демонтажа, разборки и утилизации;
г) рабочий метод, который должен применяться в случае аварии или поломки; на случай рабочей блокировки следует разработать рабочий метод, который должен применяться для безопасной разблокировки;
32
ГОСТ EN 1870-8—2014
s) идентификационные данные на запасные части, которые должны заменяться пользователем и которые оказывают воздействие на здоровье и безопасность операторов (исключаются те части тела, которые заменяются изготовителем или его официальным представителем);
t) информацию о том как обеспечить защиту людей от удара электрического тока при непрямом контакте со станком, используя для этого устройства автоматического отклонения энергоснабжения, которое должно устанавливаться пользователем линии энергоснабжения станка;
и) описание стационарных защитных ограждений, которые должны сниматься пользователем для проведения технического обслуживания и очистки (исключаются те защитные ограждения, которые снимаются только изготовителем или его официальным представителем).
Контроль. Проверка руководства по эксплуатации и соответствующих чертежей.
33
ГОСТ EN 1870-8—2014
Приложение А (обязательное)
Допуски биения шпинделей пилы
Таблица А.1 — Допуски биения шпинделей пилы
Изображение | Объект | Предельное отклонение, мм | Измерительный прибор | ||||||
.—L Измерение на ма расстоянии от фл | \ КС ан | 7V имаг ца Д1 | ьно близком исковой пилы | Измерение радиального биения шпинделя дисковой пилы | 0,03 | Индикатор | |||
F, зем | Измерение торцевого биения фланца дисковой пилы | 0,03 для М < 100 0,04 для М >100 | Индикатор | ||||||
= = =1 | |||||||||
^*1 | |||||||||
____L | - 5 | ||||||||
Приложение осевого как рекомендовано изг | усилия OTOBHTej | ||||||||
34
ГОСТ EN 1870-8—2014
Приложение В (обязательное)
Испытание расклинивающего ножа на устойчивость крепления
Станок оснащают дисковой пилой с максимальным диаметром, для которой он спроектирован и устанавливают в самую высокую позицию. Расклинивающий нож устанавливают так, чтобы его острие находилось на той же высоте, что и наивысшая точка окружности дисковой пилы и надежно крепился с крутящим моментом затяжки 25 Н м. К острию прикладывают горизонтальное усилие 500 Н (см. рисунок В.1). Испытание считается пройденным, если отклонение Д не превышает 2,0 мм.
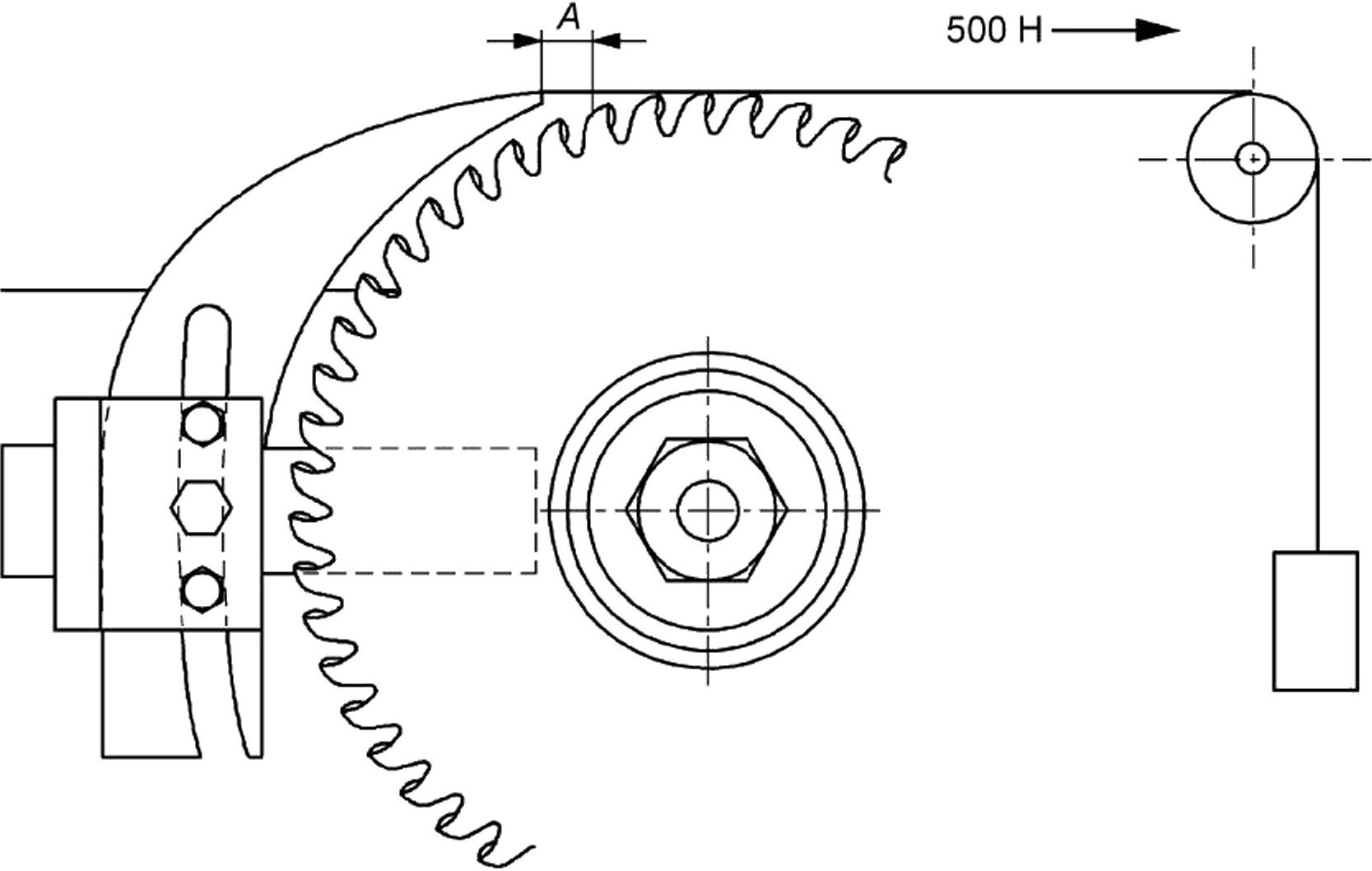
Рисунок В.1 — Испытание расклинивающего ножа на устойчивость крепления
35
ГОСТ EN 1870-8—2014
Приложение С (обязательное)
Испытание расклинивающего ножа на боковую устойчивость
Расклинивающий нож надежно крепят и правильно устанавливают с учетом максимального диаметра дисковой пилы, применяемой на станке. К острию прикладывают горизонтальное усилие 30 Н (см. рисунок С.1). Максимальное отклонение d не должно превышать 8 мм.
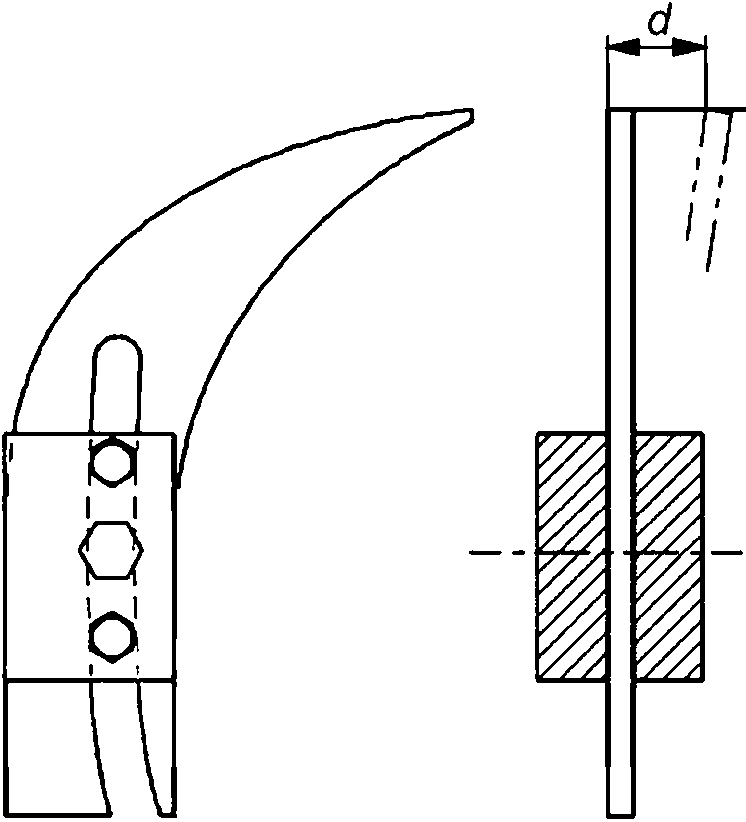
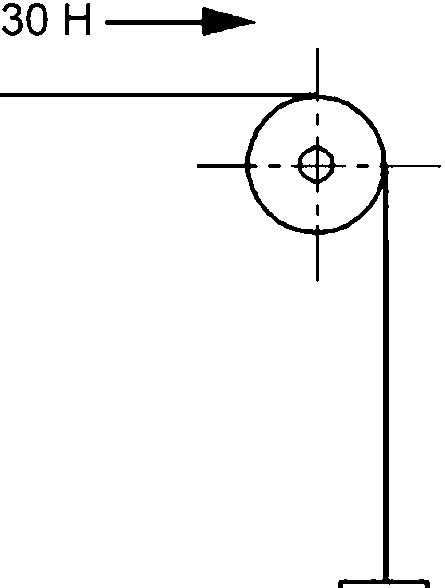
Рисунок С.1 — Испытание расклинивающего ножа на боковую устойчивость
36
ГОСТ EN 1870-8—2014
Приложение D (обязательное)
Испытание секционной завесы безопасности на жесткость
Опору секционной завесы безопасности устанавливают в наивысшем рабочем положении, а секционную завесу безопасности устанавливают в нижнем положении. Горизонтальное усилие F= 10 Н прилагается перпендикулярно к плоскости распиливания. Усилие рекомендуется прилагать к центру одной секции, на 10 мм выше нижнего края секционной завесы безопасности (см. рисунок D.1).
Максимальное горизонтальное отклонение в любой точке секционной завесы не должно превышать 40 мм, это смещение не должно приводить к тому, чтобы любая часть секционной завесы передвигалась в пределах 10 мм к плоскости распиливания.
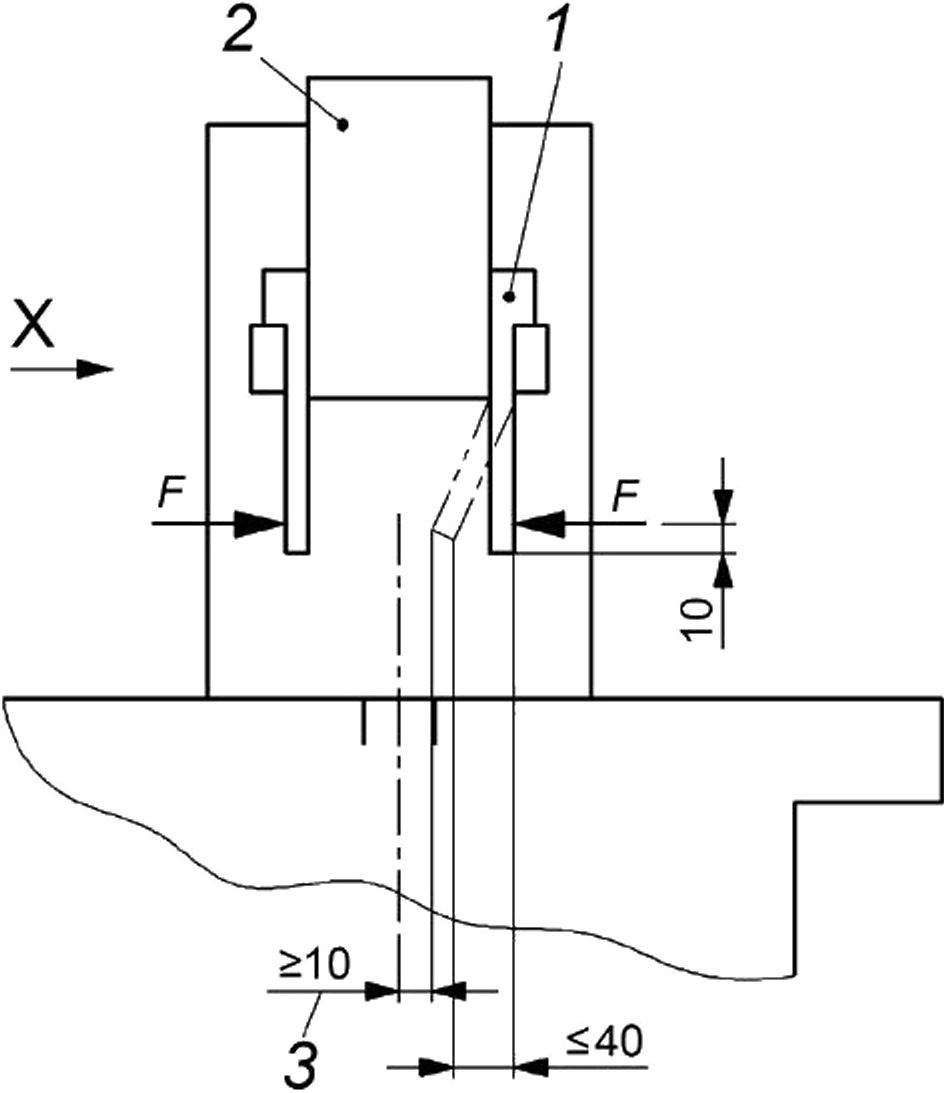

1 — секционная завеса безопасности; 2 — опора секционной завесы безопасности; 3 — плоскость распиливания;
4 — точки приложения силы F
Рисунок D.1 — Испытание секционной завесы безопасности на жесткость
37
ГОСТ EN 1870-8—2014
Приложение Е (обязательное)
Производственные условия для измерения шума
Е.1 Общие требования
Настоящее приложение содержит ряд стандартных условий эксплуатации, которые применяются при измерении шума, производимого станками. Устанавливаются положения микрофонов для измерения уровня звукового давления на рабочем месте и определения уровня звуковой мощности станка данного типа.
Данные стандартные условия должны быть соблюдены. Если в определенном случае необходимо отклониться от стандартных условий, то должны указываться фактические применяемые при испытании условия в свободных полях колонки «Условия, выбранные в пределах допустимого диапазона, либо отклонения от установленных условий измерений».
Обязательные и стандартные защитные приспособления должны быть установлены и использоваться во время испытания.
Содержащийся в данном приложении протокол испытаний может также использоваться для указания условий эксплуатации.
Настоящее приложение может применяться также для измерения шума, производимого станками аналогичной конструкции и функций.
Е.2 Измерения шума
Станок должен быть испытан при следующих условиях:
а) без нагрузки на дисковую пилу в исходном положении и дисковая пила и данные для расчета режимов распиливания, как указано в настоящем приложении;
Ь) под нагрузкой, как указано в настоящем приложении. Период измерения начинается, когда включается подача, и считается законченным, когда дисковая пила достигла своего исходного положения.
Рекомендуется, но является не обязательным, применение интегрирующих измерителей звукового уровня.
Микрофоны, используемые для измерения звукового давления должны устанавливаться в соответствии с рисунком Е.1:
1) для определения уровня звукового давления излучения на рабочем месте (положение микрофона оператора в испытательных целях) 1,5 м над уровнем пола и 0,5 м перед средним исходным отделением;
d) для определения уровня звукового давления на измерительной поверхности на расстоянии d = 1 м от огибающего параллелепипеда. Огибающий параллелепипед исключает выступающие части перед станком.
38
ГОСТ EN 1870-8—2014
Размеры в метрах
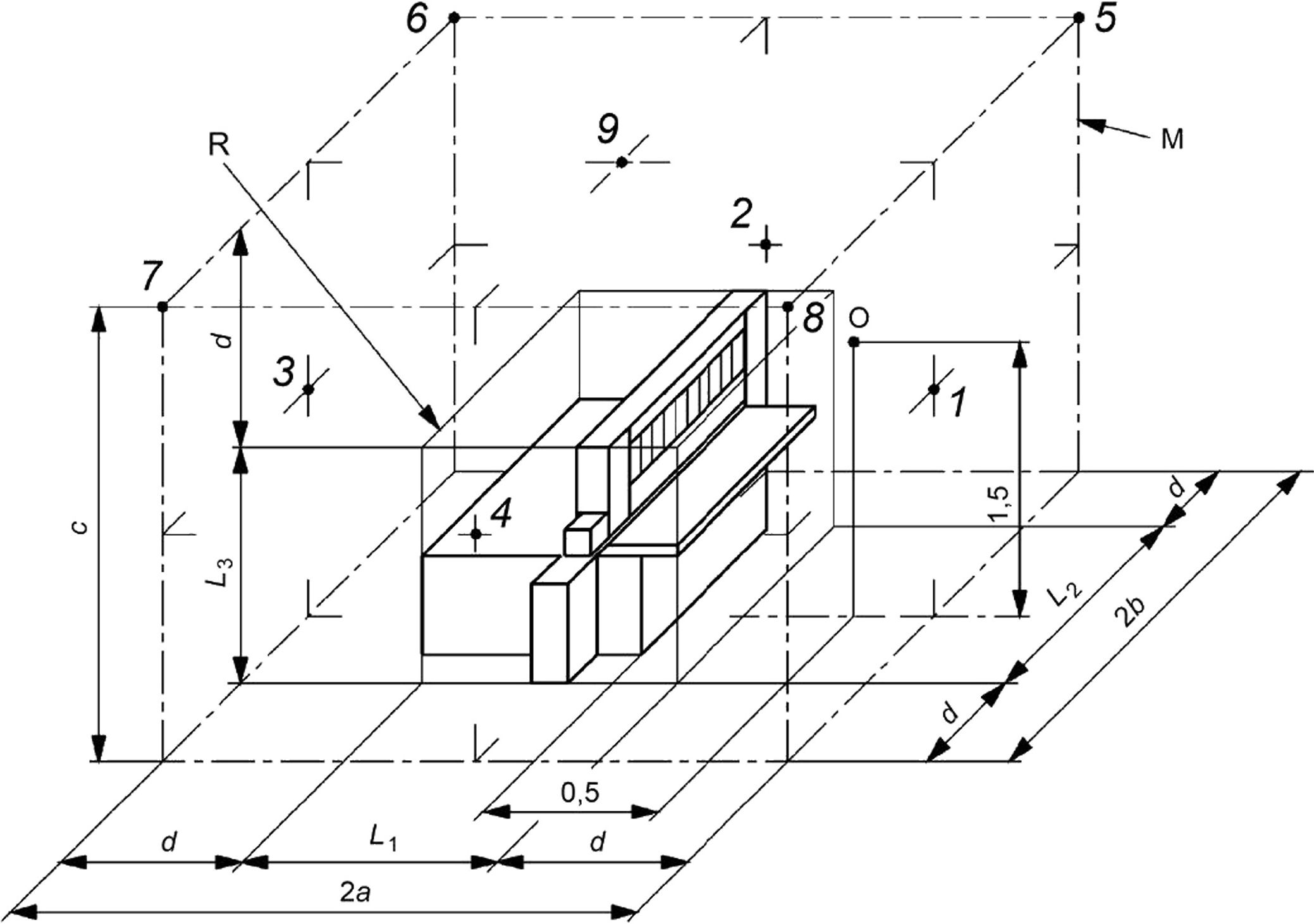
М— измерительная поверхность; О — место оператора; R — огибающий параллелепипед;
1 — 9 — расположение микрофонов для измерения уровня звуковой мощности;
d — расстояние до огибающего параллелепипеда; L1 — ширина огибающего параллелепипеда;
L2 — длина огибающего параллелепипеда; L3 — высота огибающего параллелепипеда
Рисунок Е.1 — Положение микрофонов
Е.З Протокол испытаний
Примечание — Пользователю разрешено копировать настоящую форму
Данные о станке | Изготовитель:................................................................................................... Тип:................................................................................................................. | |
Год выпуска:..................Номер станка:........................................................ Габаритные размеры станка 1: Длина L1 ..................мм а> Ширина L2..................мм Высота L3............... | ..мм | |
Дисковая пила 0........................мм Длина распиливания.........................мм Фланец 0..................................мм Макс, высота распиливания.................мм □ станок оборудован секционной □ станок оборудован секционной завесой завесой безопасности безопасности и прижимным валиком | ||
□ любое другое ограждение | ||
39
ГОСТ EN 1870-8—2014
Установка станка
Примечание/описание Станок установлен в соответствии с рекомендациями изготовителя | Да □..................................... Нет □..................................... |
Станок подключен к вытяжной системе | Да □..................................... |
в соответствии с рекомендациями изготовителя | Нет □..................................... |
Станок установлен на | Да □..................................... |
Виброизоляционном/изоляционном материале | Нет □..................................... |
Станок установлен в отдельной | Да □..................................... |
звукоизоляционной кабине | Нет □..................................... |
Станок оборудован шумопонижающим колпаком | Да □..................................... Нет □..................................... |
Другие средства защиты от шума | Да □..................................... Нет □..................................... |
Проверочная операция
Рабочая схема
Продольная распиловка планок из хвойных пород Доска устанавливается на середине стола
Стандартное условие(ия)
40
Рисунок Е.2 — Условия распила
Ширина планок а..............................................мм
Выступающая часть пилы b................................мм
>20
30
Условие, выбранное среди допустимых условий, либо отклонение от установленных условий измерений
ГОСТ EN 1870-8—2014
Параметры инструмента и режимов резания | Тип инструмента: Стандартная дисковая пила для продольного распиливания с твердосплавной режущей пластиной на конце Скорость подачи | м/мин | Стандартное условие(я) | Условие, выбранное среди допустимых условий, либо отклонение от установленных условий измерений |
Частота вращения шпинделя | м/мин | 30 ±2 Окружная скорость 60—70 м/с | ||
Диаметр дисковой пилы Ширина зуба | мм | м/мин | ||
мм | ||||
Фактическая толщина дисковой пилы | мм | |||
Материал для испытания | Материал: Древесина мягких пород средней толщины, например, ель Влажность: 8 % — 14 % Толщина доски: 60 мм Длина доски: 2000 мм (минимум) Ширина доски: > 200 мм, с обработкой до окончательной ширины в 150 мм Предварительная обработка: нет | |||
Фотография или точный рисунок испытанного станка | ||||
Лаборатория, проводившая испытания | Фирма/учреждение:.......................................................................................................... Почтовый адрес:.......................................................................................................... Телефон:........................Дата:.................................................................................... Подпись:..................................................................................................................... Испытание проведено: Место:......................................................................................................................... Дата:........................................................................................................................... | |||
а) Выступающие части станка, не влияющие на уровень шума (например, ручные маховики и рычаги), можно исключить. | ||||
41
ГОСТ EN 1870-8—2014
Приложение F (справочное)
Испытание торможения
F.1 Условия для всех испытаний
а) Шпиндель должен быть установлен в соответствии с инструкциями изготовителя (например, натяжение ремня).
Ь) При выборе скорости дисковой пилы, необходимо исходить из условий, которые создают наибольшую кинетическую энергии, на которую рассчитан станок.
с) Прогреть шпиндель на протяжении 15 мин, включив станок без нагрузки перед началом испытаний.
d) Убедиться, что фактическая скорость шпинделя находится в пределах 10 % от предполагаемой скорости.
е) Прибор для измерения скорости должен иметь точность не менее ± 1 % от полной шкалы.
F.2 Испытания
F.2.1 Время выбега без торможения
Время выбега без торможения измеряется следующим образом:
а) включить двигатель привода шпинделя дисковой пилы и дать ему возможность проработать с заданной частотой вращения в течение 1 мин (без нагрузки);
Ь) отключить энергоснабжение двигателя привода дисковой пилы и измерить время движения по инерции без торможения;
с) повторить операции по перечислениям а) и Ь) еще два раза.
Время выбега без торможения определяется как среднее арифметическое трех результатов измерений.
F.2.2 Время выбега с торможением
Время выбега с торможением измеряется следующим образом:
а) включить двигатель привода шпинделя дисковой пилы и дать ему проработать с заданной частотой вращения в течение 1 мин (без нагрузки);
Ь) отключить энергоснабжение двигатель привода дисковой пилы и измерить время движения по инерции с торможением;
с) оставить шпиндель пилы в неподвижном состоянии на (Р/7,5)2 минуты, где Р — мощность двигателя (номинальная входная), кВт. Время между пусками должно составлять не менее 1 мин;
d) повторить операции по перечислениям а) — с) девять раз.
Время выбега с торможением определяется как среднее арифметическое десяти результатов измерений.
42
ГОСТ EN 1870-8—2014
Приложение G (обязательное)
Испытание защитных ограждений на удар
G.1 Общие требования
В настоящем приложении рассматриваются испытания защитных ограждений, которые применяются с целью минимизации риска выброса частей дисковой пилы или заготовок из рабочей зоны.
Настоящее приложение распространяется на защитные ограждения, а также для образцов ограждений.
G.2 Метод испытаний
G.2.1 Предварительные испытания
Данный метод испытаний воспроизводит опасность выброса режущих частей пилы или заготовок. Испытания помогает определить сопротивление / прочность защитных ограждений и/или образцов материалов ограждений в случае проникновения и смещения выбрасываемых частей из станка или заготовки.
G.2.2 Испытательное оборудование
Испытательное оборудование состоит из двигательной установки, выбрасываемого предмета, опоры для объекта испытания и системы, позволяющей измерить и записать скорость удара с точностью ± 5%.
G.2.3 Выброс частей на защитные ограждения
В качестве выбрасываемого предмета используется стальной шарик диаметром 8 мм, обладающий следующими характеристиками:
а) прочность на разрыв: от Rm 560 до 690 Н/мм2;
Ь) нижний предел текучести :R0 2 > 330 Н мм;
с) удлинение при разрыве: А > 20%;
d) закалка до 56+04 HRC на глубину не менее 0,5 мм.
G.2.4 Выбор образцов
Для испытания используется защитное ограждение и/или образец материала, из которого изготовлено защитное ограждение. Держатель защитного ограждения должен быть эквивалентным ограждению, установленному на станке. Для испытания допускается использование образцов материалов, закрепленных на раме с внутренним отверстием 450 мм х 450 мм. Рама должна быть достаточно жесткой. Для крепления образцов должна быть использована надежная фиксация.
G.2.5 Процедура испытаний
Для ударных испытаний используют летящий предмет (G.2.2) со скоростью 70 м/с ± 5 % соударения. Удар должен наноситься под максимально прямым углом к поверхности образца материала или поверхности защитного ограждения. В качестве мишеней должны выбираться самые слабые места, расположенные в наиболее неудобных местах на защитном ограждении или по центру образца материала.
G.3 Результаты
После удара проводиться оценка повреждений, обнаруженных на защитном ограждении или на образце материала:
а) изгибание / выпучивание (остаточная деформация без трещин);
Ь) едва заметная трещина (видимая только на одной поверхности);
с) сквозная трещина (видимая с одной поверхности до другой);
d) проникновение («прошивание» испытываемого объекта летящим предметом);
е) ослабление крепления окошка защитного ограждения;
f) ослабление защитного ограждения на опоре.
G.4 Оценка
Считается, что испытание прошло успешно, если в испытуемом объекте нет сквозных трещин и проникновения и если нет повреждений по перечислениям е) и f) согласно требованиям раздела G.3.
G.5 Протокол испытаний
В протоколе испытаний должна содержаться следующая минимальная информация:
а) дата, место испытаний и наименование организации, проводившей испытания;
Ь) масса летящего предмета, размеры, скорость;
с) идентификационные данные заявителя;
d) конструкция, материал и размеры испытуемого объекта;
е) зажатие или крепление испытуемого объекта;
f) направление удара, точка удара летящего объекта;
д) результаты испытания;
43
ГОСТ EN 1870-8—2014
G.6 Оборудование для проведения ударных испытаний
Двигательная установка состоит из сосуда сжатого воздуха с фланцевыми соединениями ствольного канала (см. рисунок G.1). Сжатый воздух подается через клапан для ускорения летящего предмета в направлении испытуемого объекта.
Воздушная пушка приводится в действие воздушным компрессором. Скорость летящего предмета может регулироваться давлением воздуха.
Скорость летящего предмета измеряется возле сопла ствольного канала с помощью соответствующего спидометра с использованием, например бесконтактного датчика или фотореле.
^////7/^
1 — спидометр; 2 — ствольный канал; 3 — летящий предмет; 4 — пульт управления;
5 — сосуд со сжатым воздухом; 6 — испытуемый объект
Рисунок G.1 — Пример оборудования для испытаний на удар
44
ГОСТ EN 1870-8—2014
Приложение ZA (справочное)
Взаимосвязь между европейским стандартом и обязательными требованиями Директивы 2006/42/ЕС
Европейский стандарт, на основе которого подготовлен настоящий государственный стандарт, разработан Европейским комитетом по стандартизации (CEN) по поручению Комиссии Европейского сообщества и Европейской ассоциации свободной торговли (EFTA) и реализует существенные требования Директивы 2006/42/ЕС.
Европейский стандарт размещен в официальном журнале Европейского сообщества как взаимосвязанный с этой директивой. Соответствие обязательным требованиям европейского стандарта обеспечивает в пределах области применения настоящего стандарта презумпцию соответствия существенным требованиям этой директивы и регламентирующим документам EFTA.
ВНИМАНИЕ! К продукции, на которую распространяется европейский стандарт, могут применяться требования других стандартов и директив ЕС.
45
ГОСТ EN 1870-8—2014
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных и европейских стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного, европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 349:1993+А8:2009 | — | * |
EN 614-1:2006+А1:2009 | — | * |
EN 614-2:2000+А1:2008 | IDT | ГОСТ EN 614-2—2012 «Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими заданиями» |
EN 847-1:2005+А1:2007 | — | * |
EN 894-1:1997+А1:2008 | IDT | ГОСТ EN 894-1—2012 «Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие руководящие принципы при взаимодействии оператора с индикаторами и органами управления» |
EN 894-2:1997+А1:2008 | — | * |
EN 894-3:2000+А1:2008 | IDT | ГОСТ EN 894-3—2012 Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления |
EN 1005-1:2001+А1:2008 | — | * |
EN 1005-2:2003+А1:2008 | — | * |
EN 1005-3:2002+А1:2008 | — | * |
EN 1005-4:2005+А1:2008 | IDT | ГОСТ EN 1005-4—2013 «Безопасность машин. Физические возможности человека. Часть 4. Положение тела при работе с машинами и механизмами» |
EN 1037:1995+А1:2008 | — | * |
EN 1088:1995+А2:2008 | — | * |
EN 1837:1999+А1:2009 | — | * |
EN 12779:2004+А1:2009 | — | * |
EN 50370-1:2005 | IDT | ГОСТ EN 50370-1—2012 «Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 1. Помехоэмиссия» |
EN 50370-2:2003 | IDT | ГОСТ EN 50370-2—2012 «Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 2. Помехоустойчивость» |
EN 60204-1:2006 | — | * |
EN 60439-1:1999 | — | * |
EN 60439-1:1999+А1:2004 | — | * |
EN 60529:1991 | — | * |
46
Окончание таблицы ДА. 1
ГОСТ EN 1870-8—2014
Обозначение ссылочного международного, европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 60529:1991+А1:2000 | — | * |
EN 60825-1:2007 | — | * |
EN 61310-1:2008 | — | * |
EN 61800-5-2:2007 | — | * |
EN ISO 286-2:2010 | — | * |
EN ISO 3743-1:2010 | — | * |
EN ISO 3743-2:2009 | — | * |
EN ISO 3744:2010 | — | * |
EN ISO 3745:2009 | — | * |
EN ISO 3746:2010 | — | * |
EN ISO 4413:2010 | — | * |
EN ISO 4414:2010 | — | * |
EN ISO 4871:2009 | — | * |
EN ISO 9614-1:2009 | — | * |
EN ISO 11202:2010 | — | * |
EN ISO 11204:2010 | — | * |
EN ISO 11688-1:2009 | — | * |
EN ISO 12100:2010 | — | * |
EN ISO 13849-1:2008 | — | * |
EN ISO 13850:2008 | — | * |
EN ISO 13857:2008 | — | * |
ISO 7960:1995 | — | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного, европейского стандарта. Примечание — В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT — идентичные стандарты. | ||
47
ГОСТ EN 1870-8—2014
Библиография | |
[1] EN 1093-9:1998+А1:2008 | Safety of machinery — Evaluation of emission of airborne hazardous substances — Part 9: Pollutant concentration parameter, room method (Безопасность машин. Оценка выброса в атмосферу вредных веществ. Часть 9. Параметры концентрации вредных веществ. Метод испытания в испытательном помещении) |
[2] EN 1093-11:2001 +A1:2008 | Safety of machinery — Evaluation of the emission of airborne hazardous substances — Part 11: Decontamination index (Безопасность машин. Оценка выброса в атмосферу вредных веществ. Часть 11. Индекс очистки) |
[3] EN 60947-4-1:2001 | Low-voltage switchgear and controlgear — Part 4-1: Contactors and motor-starters — Electromechanical contactors and motor-starters (IEC 60947-4-1:2000) (Аппаратура распределения и управления низковольтная. Часть 4-1. Контакторы и пускатели. Электромеханические контакторы и пускатели) |
[4] EN 60947-5-1:2004 | Low-voltage switchgear and controlgear — Part 5-1: Control circuit devices and switching elements— Electromechanical control circuit devices (IEC 60947-5-1:2003) (Аппаратура распределения и управления низковольтная. Часть 5-1. Аппараты и коммутационные элементы цепей управления. Электромеханические аппараты для цепей управления) |
[5] HD 21.1 S4: 2002 | Cables of rated voltages up to and including 450/750 V and having thermoplastic insulation — Part 1: General requirements (Кабели на номинальное напряжение до 450/750 В, включительно, с изоляцией из термопластика. Часть 1. Общие требования) |
[6] HD 22.1 S4: 2002 | Cables of rated voltages up to and including 450/750 V and having cross-linked insulation — Part 1: General requirements (Кабели на номинальное напряжение до 450/750 В, включительно, с ПВХ-изоляцией. Часть 1. Общие требования) |
48
ГОСТ EN 1870-8—2014
УДК 621.934.023-783(083.74)(476):006.354
МКС 79.120.10
IDT
Ключевые слова: безопасность деревообрабатывающих станков, станки круглопильные, станки обрезные и реечные, дисковая пила, механизированное пильное устройство, ручная выгрузка, требования безопасности
49
Технический редактор В.Н. Прусакова
Корректор С.И. Фирсова Компьютерная верстка Е.А. Кондрашовой
Сдано в набор 17.06.2024. Подписано в печать 05.07.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 6,51. Уч.-изд. л. 5,20.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}