ГОСТ 980-80
(ИСО 2935-74)
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПИЛЫ КРУГЛЫЕ ПЛОСКИЕ ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ
Технические условия
Flat disk saws for wood sawing. Specifications
ОКП 39 5700
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук; В.Г.Морозов, канд. техн. наук; Е.И.Сапожников, канд. техн. наук; В.И.Горбульская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.06.80 N 3259
Изменение N 3 принято Межгосударственным Советом по стандартизации, метрологии и сертификации 15.04.94 (отчет Технического секретариата N 2)
Зарегистрировано Техническим секретариатом МГС N 912
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Госстандарт Беларуси |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Туркменистан | Главная государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. ВЗАМЕН ГОСТ 980-69
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | 4.2.1 |
ГОСТ 12.2.026.0-93 | 4.4.1 |
ГОСТ 1763-68 | 4.3.1 |
ГОСТ 2695-83 | 4.4.3 |
ГОСТ 2789-73 | 2.7 |
ГОСТ 5950-73 | 2.2 |
ГОСТ 8425-90 | 4.4.1 |
ГОСТ 8486-86 | 4.4.3 |
ГОСТ 9012-59 | 4.3.2 |
ГОСТ 9013-59 | 4.3.2 |
ГОСТ 9302-83 | 4.4.3 |
ГОСТ 9335-89 | 4.4.1 |
ГОСТ 9378-93 | 4.1.3 |
ГОСТ 9462-88 | 4.4.3 |
ГОСТ 9463-88 | 4.4.3 |
ГОСТ 14951-79 | 2.22, 2.23, разд.5 |
ГОСТ 16543-71 | 4.4.1 |
ГОСТ 18088-83 | 2.22, 2.23, разд.5 |
ГОСТ 23677-79 | 4.3.2 |
ГОСТ 23726-79 | 3.1 |
ГОСТ 25706-83 | 4.1.1; 4.1.3 |
ГОСТ 30091-93 | 4.4.1 |
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ПЕРЕИЗДАНИЕ (июнь 1999 г.) с Изменениями N 1, 2, 3, утвержденными в марте 1986 г., марте 1989 г., феврале 1996 г. (ИУС 6-86, 6-89, 5-96)
Настоящий стандарт распространяется на плоские пилы, предназначенные для распиловки древесины на круглопильных станках.
Требования стандарта в части разд.1 (кроме пп.1.3; 2.2; 2.4а; 2.5; 2.6а; 2.11; 2.18; 2.19; 2.20); разд.4 (кроме п.4.4); разд.5 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Введена дополнительно, Изм. N 3).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Пилы должны изготовляться типов:
1 - для продольной распиловки.
2 - для поперечной распиловки.
1.2. Основные размеры пил должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
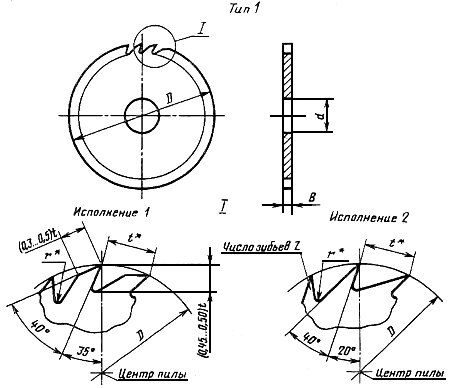
________________
* Размеры для справок: ![]() ;
; ![]() .
.
Черт.1
Таблица 1
мм | ||||||
Обозначение | Применяемость | Исполнение | Число зубьев | |||
3420-3190* | 2 | 40 | 12,5 | 0,8 | 24 | |
3420-3191* | 50 | |||||
3420-3192* | 63 | |||||
3420-3193* | 80 | |||||
3420-3194* | 1,0 | |||||
3420-3195* | 100 | 0,8 | ||||
3420-3196* | 1,0 | |||||
3420-3197* | 125 | 20 | 0,8 | 36 | ||
3420-3198* | 1,0 | |||||
3420-3199* | 1,2 | |||||
3420-0353 | 32 | 1,0 | ||||
3420-0354 | 1,2 | |||||
3420-0355 | 1,0 | 48 | ||||
3420-0356 | 1,2 | |||||
3420-3200* | (140) | 20 | 0,8 | 36 | ||
3420-3201* | 1,0 | |||||
3420-3202* | 1,2 | |||||
3420-3203* | 0,8 | 48 | ||||
3420-3204* | 1,0 | |||||
3420-3205* | 1,2 | |||||
3420-3206* | 160 | 20 | 1,0 | |||
3420-3207* | 1,2 | |||||
3420-3208* | 1,6 | |||||
3420-0357 | 32 | 1,2 | ||||
3420-0358 | 1,4 | |||||
3420-0359 | 1,6 | |||||
3420-0361 | 1,2 | 60 | ||||
3420-0362 | 1,4 | |||||
3420-0363 | 1,6 | |||||
3420-3209* | (180) | 30 | 1,0 | 48 | ||
3420-3210* | 1,2 | |||||
3420-3211* | 1,6 | |||||
3420-3212* | 2 | 1,0 | ||||
3420-3213* | 1,2 | |||||
3420-3214* | 1,6 | |||||
3420-3215* | 60 | 1,0 | ||||
3420-3216* | 1,2 | |||||
3420-3217* | 1,6 | |||||
3420-3218* | 1,0 | 60 | ||||
3420-3219* | 1,2 | |||||
3420-3220* | 1,6 | |||||
3420-3221* | 200 | 30 | 1,0 | |||
3420-3222* | 1,2 | |||||
3420-3223* | 1,6 | |||||
3420-3224* | 2,0 | |||||
3420-0370 | 32 | 1,2 | ||||
3420-0371 | 1,4 | |||||
3420-0372 | 1,6 | |||||
3420-0151 | 1 | 1,4 | 24 | |||
3420-0152 | 1,6 | |||||
3420-0367 |
| 1,4 | 48 | |||
3420-0368 | 1,6 | |||||
3420-0369 | 1,8 | |||||
3420-3225* | 60 | 1,0 | ||||
3420-3226* | 2 | 1,2 | ||||
3420-3227* | 1,6 | |||||
3420-3228* | 2,0 | |||||
3420-3229* | 1,0 | |||||
3420-3230* | 1,2 | |||||
3420-3231* | 1,6 | |||||
3420-3232* | 2,0 | |||||
3420-0156 |
| 250 | 32 | 1,0 | ||
3420-0157 | 1,2 | |||||
3420-0158 | 1,4 | |||||
3420-0159 | 1,6 | |||||
3420-0160 | 1,8 | |||||
3420-0162 | 1 | 1,2 | ||||
3420-0163 | 1,4 | |||||
3420-0164 | 1,6 | |||||
3420-0165 | 1,8 | |||||
3420-3233* | 30 | 1,2 | ||||
3420-3234* |
| 1,6 | 60 | |||
3420-3235* | 2,0 | |||||
3420-3236* | 1 | 2,5 | ||||
3420-3237* | 1,2 | |||||
3420-3238* | 1,6 | 48 | ||||
3420-3239* | 2,0 | |||||
3420-3240* | 2,5 | |||||
3420-0373 | 2 | 80 | 1,2 | 72 | ||
3420-0374 | 1,4 | |||||
3420-3241* |
| (255) | 30 | 1,2 | 48 | |
3420-3242* | 1,6 | |||||
3420-3243* | 2,0 | |||||
3420-3244* | 2,5 | |||||
3420-3245* | 1,2 | 60 | ||||
3420-3246* | 1,6 | |||||
3420-3247* | 2,0 | |||||
3420-3248* | 2,5 | |||||
3420-3249* | (280) | 1,2 | ||||
3420-3250* | 1,6 | |||||
3420-3251* | 2,0 | |||||
3420-3252* | 2,5 | |||||
3420-3253* | 60 | 1,2 | 48 | |||
3420-3254* | 1,6 | |||||
3420-3255* | 2,0 | |||||
3420-3256* | 2,5 | |||||
3420-3161 | 1 | 315 | 80 | 1,8 | 36 | |
3420-3162 | 2,0 | |||||
3420-3163 | 2,2 | |||||
3420-3257* | 30 | 1,6 | 48 | |||
3420-3258* | 2,0 | |||||
3420-3259* | 2,5 | |||||
3420-3260* | 3,2 | |||||
3420-0169 | 50 | 1,8 | ||||
3420-0170 | 2,0 | |||||
3420-0171 |
| 2,2 | ||||
3420-0173 | 1,8 | 60 | ||||
3420-0174 | 2,0 | |||||
3420-0175 | 2,2 | |||||
3420-3261* | 1,6 | |||||
3420-3262* | 2,0 | |||||
3420-3263* | 2,5 | |||||
3420-3264* | 3,2 | |||||
3420-3265* | 60 | 1,6 | 48 | |||
3420-3266* | 2,0 | |||||
3420-3267* | 2,5 | |||||
3420-3268* | 3,2 | |||||
3420-3269* |
| (355) | 1,6 | |||
3420-3270* | 2,0 | |||||
3420-3271* | 2,5 | |||||
3420-3272* | 3,2 | |||||
3420-3273* | 1,6 | 60 | ||||
3420-3274* | 2,0 | |||||
3420-3275* | 2,5 | |||||
3420-3276* | 3,2 | |||||
3420-3277* | 30 | 1,6 | ||||
3420-3278* | 2,0 | |||||
3420-3279* | 2,5 | |||||
3420-3280* | 3,2 | |||||
3420-3281* | 1,6 | 48 | ||||
3420-3282* | 2,0 | |||||
3420-3283* | 2,5 | |||||
3420-3284* | 360 | 80 | 3,2 | |||
3420-3164 | 2,0 | 36 | ||||
3420-3165 | 2,2 | |||||
3420-3166 | 2,5 | |||||
3420-0179 | 50 | 2,0 | 48 | |||
3420-0180 | 2,2 | |||||
3420-0181 | 2,5 | |||||
3420-0183 | 2,0 | 60 | ||||
3420-0184 | 2,2 | |||||
3420-0185 |
| 2,5 | ||||
3420-3285* | 1 | 400 | 30 | 1,6 | ||
3420-3286* | 2,0 | |||||
3420-3287* | 2,5 | |||||
3420-3288* | 3,2 | |||||
3420-3289* | 1,6 | 48 | ||||
3420-3290* | 2,0 | |||||
3420-3291* | 2,5 | |||||
3420-3292* | 3,2 | |||||
3420-0189 | 50 | 2,0 | ||||
3420-0190 | 2,2 | |||||
3420-0191 | 2,5 | |||||
3420-0193 |
| 2,0 | 60 | |||
3420-0194 | 2,2 | |||||
3420-0195 | 2,5 | |||||
3420-3293* | 60 | 1,6 | ||||
3420-3294* | 2,0 | |||||
3420-3295* | 2,5 | |||||
3420-3296* | 3,2 | |||||
3420-3297* | 1,6 | 48 | ||||
3420-3298* | 2,0 | |||||
3420-3299* | 2,5 | |||||
3420-3300* | 3,2 | |||||
3420-0196 | 80 | 2,2 | 36 | |||
3420-0197 | 2,5 | |||||
3420-0198 |
| 2,8 | ||||
3420-3301* | (450) | 30 | 2,0 | 48 | ||
3420-3302* | 2,5 | |||||
3420-3303* | 3,2 | |||||
3420-3304* | 4,0 | |||||
3420-3305* | 2,0 | 60 | ||||
3420-3306* | 2,5 | |||||
3420-3307* | 3,2 | |||||
3420-3308* | 4,0 | |||||
3420-0208 | 450 | 50 | 2,2 | 48 | ||
3420-0209 | 2,5 | |||||
3420-0210 | 2,8 | |||||
3420-0212 | 2,2 | 60 | ||||
3420-0213 | 2,5 | |||||
3420-0214 | 2,8 | |||||
3420-3309* | 85 | 2,0 | 48 | |||
3420-3310* | 2,5 | |||||
3420-3311* | 3,2 | |||||
3420-3312* | 4,0 | |||||
3420-3313* | 2,0 | 60 | ||||
3420-3314* | 2,5 | |||||
3420-3315* | 3,2 | |||||
3420-3316* | 4,0 | |||||
3420-3317* | 500 | 30 | 2,0 | |||
3420-3318* | 2,5 | |||||
3420-3319* | 3,2 | |||||
3420-3320* | 4,0 | |||||
3420-3321* | 2,0 | 48 | ||||
3420-3322* | 2,5 | |||||
3420-3323* | 3,2 | |||||
3420-3167 | 50 | 2,2 | ||||
3420-0226 | 2,5 | |||||
3420-0227 | 2,8 | |||||
3420-0228 | 1 | 2,2 | 60 | |||
3420-0229 | 2,5 | |||||
3420-0230 | 2,8 | |||||
3420-3168 | 80 | 2,2 | 48 | |||
3420-0233 | 2,5 | |||||
3420-0234 | 2,8 | |||||
3420-3324* | 85 | 2,0 | ||||
3420-3325* | 2,5 | |||||
3420-3326* | 3,2 | |||||
3420-3327* | 4,0 | |||||
3420-3328* | 2,0 | 60 | ||||
3420-3329* | 2,5 | |||||
3420-3330* | 3,2 | |||||
3420-3331* | 4,0 | |||||
3420-3332* | (560) | 30 | 2,0 | 48 | ||
3420-3333* | 2,5 | |||||
3420-3334* | 3,2 | |||||
3420-3335* | 4,0 | |||||
3420-3336* | 2,0 | 60 | ||||
3420-3337* | 2,5 | |||||
3420-3338* | 3,2 | |||||
3420-3339* | 4,0 | |||||
3420-0241 | 560 | 80 | 2,2 | 48 | ||
3420-0242 | 2,5 | |||||
3420-0243 | 2,8 | |||||
3420-0244 | 2,2 | 60 | ||||
3420-0245 | 2,5 | |||||
3420-0246 | 2,8 | |||||
3420-3340* | (560) | 85 | 2,0 | 48 | ||
3420-3341* | 2,5 | |||||
3420-3342* | 3,2 | |||||
3420-3343* | 4,0 | |||||
3420-3344* | 2,0 | 60 | ||||
3420-3345* | 2,5 | |||||
3420-3346* | 3,2 | |||||
3420-3347* | 4,0 | |||||
3420-3348* | 630 | 40 | 2,5 | |||
3420-3349* | 3,2 | |||||
3420-3350* | 4,0 | |||||
3420-3351* | 2,5 | 48 | ||||
3420-3352* | 3,2 | |||||
3420-3353* | 4,0 | |||||
3420-0249 | 50 | 2,5 | ||||
3420-0250 | 2,8 | |||||
3420-0251 | 3,0 | |||||
3420-0252 | 1 | 2,5 | 60 | |||
3420-0253 | 2,8 | |||||
3420-0254 | 3,0 | |||||
3420-3169 | 80 | 2,2 | ||||
3420-0260 | 2,5 | |||||
3420-0261 | 2,8 | |||||
3420-0262 | 3,0 | |||||
3420-3354* | (710) | 40 | 2,5 | 48 | ||
3420-3355* | 3,2 | |||||
3420-3356* | 4,0 | |||||
3420-3357* | 2,5 | 60 | ||||
3420-3358* | 3,2 | |||||
3420-3359* | 4,0 | |||||
3420-0263 | 710 | 50 | 2,5 | 48 | ||
3420-0264 | 2,8 | |||||
3420-3271 | 3,0 | |||||
3420-0265 | 3,2 | |||||
3420-0266 | 2,5 | 60 | ||||
3420-0267 | 2,8 | |||||
3420-3172 | 3,0 | |||||
3420-0268 | 3,2 | |||||
3420-3360* | 800 | 40 | 2,5 | 48 | ||
3420-3361* | 3,2 | |||||
3420-3362* | 4,0 | |||||
3420-3363* | 2,5 | 60 | ||||
3420-3364* | 3,2 | |||||
3420-3365* | 4,0 | |||||
3420-0269 | 50 | 3,0 | 48 | |||
3420-0270 | 3,2 | |||||
3420-0271 | 3,6 | |||||
3420-0272 | 3,0 | 60 | ||||
3420-0273 | 3,2 | |||||
3420-0274 | 3,6 | |||||
3420-3366* | (900) | 40 | 3,2 | 48 | ||
3420-3367* | 4,0 | |||||
3420-3368* | 5,0 | |||||
3420-3369* | 3,2 | 72 | ||||
3420-3370* | 4,0 | |||||
3420-3371* | 5,0 | |||||
3420-0275 | 900 | 50 | 3,2 | 48 | ||
3420-0276 | 3,6 | |||||
3420-0277 | 4,0 | |||||
3420-0278 | 3,2 | 72 | ||||
3420-0279 | 3,6 | |||||
3420-0280 | 4,0 | |||||
3420-3372* | 1000 | 40 | 3,2 | 48 | ||
3420-3373* | 4,0 | |||||
3420-3374* | 1 | 4,5 | ||||
3420-3375* | 3,2 | 72 | ||||
3420-3376* | 4,0 | |||||
3420-3377* | 4,5 | |||||
3420-0281 | 50 | 3,6 | 48 | |||
3420-0282 | 4,0 | |||||
3420-0283 | 4,5 | |||||
3420-0284 | 3,6 | 72 | ||||
3420-0285 | 4,0 | |||||
3420-0286 | 4,5 | |||||
3420-3378* | 1250 | 60 | 3,6 | 48 | ||
3420-3379* | 4,0 | |||||
3420-3380* | 4,5 | |||||
3420-3381* | 3,6 | 72 | ||||
3420-3382* | 4,0 | |||||
3420-3383* | 4,5 | |||||
3420-0291 | 1500 | 50 | 5,0 | |||
3420-0292 | 5,5 | |||||
3420-3384* | 6,0 | |||||
3420-3385* | 1600 | 60 | 4,5 | |||
3420-3386* | 5,0 | |||||
3420-3387* | 6,0 | |||||
3420-3388* | 2000 | 5,0 | 120 | |||
3420-3389* | 7,0 | |||||
________________
* Обозначения пил с размерами ,
и
, соответствующими ИСО 2935-74.
Примечание. Диаметры пил, указанные в скобках, применять не рекомендуется.
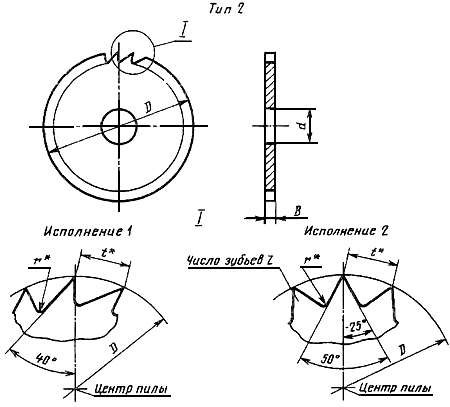
________________
* Размеры для справок: ![]() ;
; ![]() .
.
Черт.2
Таблица 2
мм | ||||||
Обозначение | Применяемость | Исполнение | Число зубьев | |||
3421-0550* |
| 40 | 12,5 | 0,8 | 24 | |
3421-0551* | 50 | |||||
3421-0552* | 63 | |||||
3421-0553* | 80 | |||||
3421-0554* | 1,0 | |||||
3421-0555* | 100 | 0,8 | ||||
3421-0556* | 1,0 | |||||
3421-0557* | 125 | 20 | 0,8 | 60 | ||
3421-0558* | 2 | 1,0 | ||||
3421-0559* | 1,2 | |||||
3421-0287 | 32 | 1,0 | ||||
3421-0288 | 1,2 | |||||
3421-0560* | (140) | 20 | 0,8 | |||
3421-0561* | 1,0 | |||||
3421-0562* | 1,2 | |||||
3421-0563* | 160 | 1,0 | ||||
3421-0564* | 1,2 | |||||
3421-0565* | 1,6 | |||||
3421-0290 | 32 | 1,2 | ||||
3421-0291 | 1,4 | |||||
3421-0292 | 2 | 1,6 | ||||
3421-0566* | (180) | 30 | 1,0 | |||
3421-0567* | 1,2 | |||||
3421-0568* | 1,6 | |||||
3421-0569* | 60 | 1,0 | ||||
3421-0570* | 1,2 | |||||
3421-0571* | 1,6 | |||||
3421-0294 | 200 | 32 | 1,6 | 36 | ||
3421-0295 | 1,4 | 72 | ||||
3421-0296 | 1,6 | |||||
3421-0297 | 1,4 | 96 | ||||
3421-0298 | 1,6 | |||||
3421-0299 | 250 | 1,4 | 72 | |||
3421-0300 | 1,6 | |||||
3421-0301 | 1,8 | |||||
3421-0302 | 1,4 | 96 | ||||
3421-0303 | 1,6 | |||||
3421-0304 | 1,8 | |||||
3421-0572* | 30 | 1,2 | 72 | |||
3421-0573* | 2 | 1,6 | ||||
3421-0574* | 2,0 | |||||
3421-0575* | 2,5 | |||||
3421-0576* | 1,2 | 96 | ||||
3421-0577* | 1,6 | |||||
3421-0578* | 2,0 | |||||
3421-0579* | 2,5 | |||||
3421-0580* | (255) | 1,2 | 72 | |||
3421-0581* | 1,6 | |||||
3421-0582* | 2,0 | |||||
3421-0583* | 2,5 | |||||
3421-0584* | 1,2 | 96 | ||||
3421-0585* | 1,6 | |||||
3421-0586* | 2,0 | |||||
3421-0587* | 2,5 | |||||
3421-0588* | 60 | 1,2 | 72 | |||
3421-0589* | 1,6 | |||||
3421-0590* | 2,0 | |||||
3421-0591* | 2,5 | |||||
3421-0592* | 1,2 | 96 | ||||
3421-0593* | 1,6 | |||||
3421-0594* | 2,0 | |||||
3421-0595* | 2,5 | |||||
3421-0596* | (280) | 1,2 | ||||
3421-0597* | 1,6 | |||||
3421-0598* | 2,0 | |||||
3421-0599* | 2,5 | |||||
3421-0600* | 1,2 | 72 | ||||
3421-0601* | 1,6 | |||||
3421-0602* | 2,0 | |||||
3421-0603* | 2,5 | |||||
3421-0604* | 30 | 1,2 | ||||
3421-0605* | 1,6 | |||||
3421-0606* | 2,0 | |||||
3421-0607* | 2,5 | |||||
3421-0608* | 1,2 | 96 | ||||
3421-0609* | 1,6 | |||||
3421-0610* | 2,0 | |||||
3421-0611* | 2,5 | |||||
3421-0612* | 315 | 1,6 | ||||
3421-0613* | 2,0 | |||||
3421-0614* | 2,5 | |||||
3421-0615* | 3,2 | |||||
3421-0616* | 1,6 | 72 | ||||
3421-0617* | 2 | 2,0 | ||||
3421-0618* | 2,5 | |||||
3421-0619* | 3,2 | |||||
3421-0305 | 50 | 1,8 | ||||
3421-0306 | 2,0 | |||||
3421-0307 | 2,2 | |||||
3421-0308 | 1,8 | 96 | ||||
3421-0309 | 2,0 | |||||
3421-0310 | 2,2 | |||||
3421-0620* | 60 | 1,6 | ||||
3421-0621* | 2,0 | |||||
3421-0622* | 2,5 | |||||
3421-0623* | 3,2 | |||||
3421-0624* | 1,6 | 72 | ||||
3421-0625* | 2,0 | |||||
3421-0626* | 2,5 | |||||
3421-0627* | 3,2 | |||||
3421-0628* | (355) | 30 | 1,6 | |||
3421-0629* | 2 | 2,0 | ||||
3421-0630* | 2,5 | |||||
3421-0631* | 3,2 | |||||
3421-0632* | 1,6 | 96 | ||||
3421-0633* | 2,0 | |||||
3421-0634* | 2,5 | |||||
3421-0635* | 3,2 | |||||
3421-0638* | 60 | 2,5 | ||||
3421-0639* | 3,2 | |||||
3421-0640* | 1,6 | 72 | ||||
3421-0641* | 2,0 | |||||
3421-0642* | 2,5 | |||||
3421-0643* | 3,2 | |||||
3421-0315 | 360 | 50 | 2,0 | 96 | ||
3421-0316 | 2,2 | |||||
3421-0151 |
| 2,0 | 72 | |||
3421-0152 | 2,2 | |||||
3421-0153 | 2,5 | |||||
3421-0154 | 1 | 2,0 | 96 | |||
3421-0155 | 2,2 | |||||
3421-0156 | 2,5 | |||||
3421-0312 | 2 | 2,0 | 72 | |||
3421-0313 | 2,5 | |||||
3421-0644* | 1 | 400 | 30 | 1,6 | ||
3421-0645* | 2,0 | |||||
3421-0646* | 2,5 | |||||
3421-0647* | 3,2 | |||||
3421-0648* | 1,6 | 96 | ||||
3421-0649* | 2,0 | |||||
3421-0650* | 2,5 | |||||
3421-0651* | 3,2 | |||||
3421-0652* | 1,6 | 120 | ||||
3421-0653* | 2,0 | |||||
3421-0654* | 2,5 | |||||
3421-0655* | 3,2 | |||||
3421-0656* | 2 | 1,6 | 72 | |||
3421-0657* | 2,0 | |||||
3421-0658* | 2,5 | |||||
3421-0659* | 3,2 | |||||
3421-0660* | 1,6 | 96 | ||||
3421-0661* | 2,0 | |||||
3421-0662* | 2,5 | |||||
3421-0663* | 3,2 | |||||
3421-0160 | 1 | 50 | 2,0 | 72 | ||
3421-0161 | 2,2 | |||||
3421-0162 | 2,5 | |||||
3421-0166 | 2,0 | 120 | ||||
3421-0167 | 2,2 | |||||
3421-0168 | 2,5 | |||||
3421-0324 | 2 | 2,0 | 96 | |||
3421-0325 | 2,2 | |||||
3421-0321 | 2,2 | 72 | ||||
3421-0322 | 2,5 | |||||
3421-0664* | 1 | 60 | 1,6 | |||
3421-0665* | 2,0 | |||||
3421-0666* | 2,5 | |||||
3421-0667* | 3,2 | |||||
3421-0668* | 1,6 | 120 | ||||
3421-0669* | 2,0 | |||||
3421-0670* | 2,5 | |||||
3421-0671* | 3,2 | |||||
3421-0672* | 2 | 1,6 | 96 | |||
3421-0673* | 2,0 | |||||
3421-0674* | 2,5 | |||||
3421-0675* | 3,2 | |||||
3421-0676* | 1,6 | 72 | ||||
3421-0677* | 2,0 | |||||
3421-0678* | 2,5 | |||||
3421-0679* | 3,2 | |||||
3421-0680* | 450 | 30 | 2,0 | |||
3421-0681* | 2,5 | |||||
3421-0682* | 3,2 | |||||
3421-0683* | 4,0 | |||||
3421-0684* | 1 | 2,0 | 96 | |||
3421-0685* | 2,5 | |||||
3421-0686* | 3,2 | |||||
3421-0687* | 4,0 | |||||
3421-0170 | 50 | 2,5 | 72 | |||
3421-0171 | 2,8 | |||||
3421-0172 | 2,2 | 120 | ||||
3421-0173 | 2,5 | |||||
3421-0330 | 2 | 2,5 | 72 | |||
3421-0331 | 2,8 | |||||
3421-0333 | 2,2 | 96 | ||||
3421-0334 | 2,5 | |||||
3421-0688* | (450) | 85 | 2,0 | 72 | ||
3421-0689* | 2,5 | |||||
3421-0690* | 3,2 | |||||
3421-0691* | 4,0 | |||||
3421-0692* | 2,0 | 120 | ||||
3421-0693* | 2,5 | |||||
3421-0694* | 3,2 | |||||
3421-0695* | 4,0 | |||||
3421-0696* | 1 | 2,0 | 72 | |||
3421-0697* | 2,5 | |||||
3421-0698* | 3,2 | |||||
3421-0699* | 4,0 | |||||
3421-0700* | 2,0 | 120 | ||||
3421-0701* | 2,5 | |||||
3421-0702* | 3,2 | |||||
3421-0703* | 4,0 | |||||
3421-0704* | 500 | 30 | 2,0 | |||
3421-0705* | 2,5 | |||||
3421-0706* | 3,2 | |||||
3421-0707* | 4,0 | |||||
3421-0708* | 2,0 | 72 | ||||
3421-0709* | 2,5 | |||||
3421-0710* | 3,2 | |||||
3421-0711* | 4,0 | |||||
3421-0712* | 2 | 2,0 | 72 | |||
3421-0713* | 2,5 | |||||
3421-0714* | 3,2 | |||||
3421-0715* | 4,0 | |||||
3421-0716* | 2,0 | 120 | ||||
3421-0717* | 2,5 | |||||
3421-0718* | 3,2 | |||||
3421-0719* | 4,0 | |||||
3421-0176 | 1 | 50 | 2,5 | 72 | ||
3421-0177 | 2,8 | |||||
3421-0178 | 2,2 | 120 | ||||
3421-0179 | 2,5 | |||||
3421-0339 | 2 | 2,5 | 72 | |||
3421-0340 | 2,8 | |||||
3421-0344 | 2,2 | 120 | ||||
3421-0345 | 2,5 | |||||
3421-0720* | 85 | 2,0 | ||||
3421-0721* | 2,5 | |||||
3421-0722* | 3,2 | |||||
3421-0723* | 4,0 | |||||
3421-0724* | 2,0 | 72 | ||||
3421-0725* | 2,5 | |||||
3421-0726* | 3,2 | |||||
3421-0727* | 4,0 | |||||
3421-0728* | 1 | 2,0 | ||||
3421-0729* | 3,2 | |||||
3421-0730* | 2,5 | |||||
3421-0731* | 4,0 | |||||
3421-0732* | 2,0 | 120 | ||||
3421-0733* | 2,5 | |||||
3421-0734* | 3,2 | |||||
3421-0735* | 4,0 | |||||
3421-0736* | 2 | 2,0 | ||||
3421-0737* | 2,5 | |||||
3421-0738* | 3,2 | |||||
3421-0739* | 4,0 | |||||
3421-0740* | (560) | 30 | 2,0 | 72 | ||
3421-0741* | 2,5 | |||||
3421-0742* | 3,2 | |||||
3421-0743* | 4,0 | |||||
3421-0744* | 2,0 | 120 | ||||
3421-0745* | 2,5 | |||||
3421-0746* | 3,2 | |||||
3421-0747* | 4,0 | |||||
3421-0748* | 1 | 2,0 | ||||
3421-0749* | 2,5 | |||||
3421-0750* | 3,2 | |||||
3421-0751* | 4,0 | |||||
3421-0752* | 2,0 | 72 | ||||
3421-0753* | 2,5 | |||||
3421-0754* | 3,2 | |||||
3421-0755* | 4,0 | |||||
3421-0182 | 560 | 50 | 2,5 | |||
3421-0183 | 2,8 | |||||
3421-0184 | 2,2 | 120 | ||||
3421-0185 | 2,5 | |||||
3421-0348 | 2 | 2,5 | 72 | |||
3421-0349 | 2,8 | |||||
3421-0353 | 2,2 | 120 | ||||
3421-0354 | 2,5 | |||||
3421-0756* | (560) | 85 | 2,0 | |||
3421-0757* | 2,5 | |||||
3421-0758* | 3,2 | |||||
3421-0759* | 4,0 | |||||
3421-0760* | 2,0 | 72 | ||||
3421-0761* | 2,5 | |||||
3421-0762* | 3,2 | |||||
3421-0763* | 4,0 | |||||
3421-0764* | 1 | 2,0 | ||||
3421-0765* | 2,5 | |||||
3421-0766* | 3,2 | |||||
3421-0767* | 4,0 | |||||
3421-0768* | 2,0 | 120 | ||||
3421-0769* | 2,5 | |||||
3421-0770* | 3,2 | |||||
3421-0771* | 4,0 | |||||
3421-0772* | 630 | 40 | 2,5 | |||
3421-0773* | 3,2 | |||||
3421-0774* | 4,0 | |||||
3421-0775* | 2,5 | 72 | ||||
3421-0776* | 3,2 | |||||
3421-0777* | 4,0 | |||||
3421-0778* | 2 | 2,5 | ||||
3421-0779* | 3,2 | |||||
3421-0780* | 4,0 | |||||
3421-0781* | 2,5 | 120 | ||||
3421-0782* | 3,2 | |||||
3421-0783* | 4,0 | |||||
3421-0188 | 1 | 50 | 2,8 | 72 | ||
3421-0189 | 3,0 | |||||
3421-0190 | 2,5 | 120 | ||||
3421-0191 | 2,8 | |||||
3421-0357 | 2 | 2,8 | 72 | |||
3421-0358 | 3,0 | |||||
3421-0362 | 2,5 | 120 | ||||
3421-0363 | 2,8 | |||||
3421-0784* | (710) | 40 | 2,5 | 120 | ||
3421-0785* | 3,2 | |||||
3421-0786* | 4,0 | |||||
3421-0787* | 2,5 | 72 | ||||
3421-0788* | 3,2 | |||||
3421-0789* | 4,0 | |||||
3421-0790* | 1 | 2,5 | ||||
3421-0791* | 3,2 | |||||
3421-0792* | 4,0 | |||||
3421-0793* | 2,5 | 120 | ||||
3421-0794* | 3,2 | |||||
3421-0795* | 4,0 | |||||
3421-0194 | 710 | 50 | 2,8 | 72 | ||
3421-0195 | 3,0 | |||||
3421-0197 | 2,5 | 120 | ||||
3421-0198 | 2,8 | |||||
3421-0366 | 2 | 2,8 | 72 | |||
3421-0367 | 3,0 | |||||
3421-0372 | 2,5 | 120 | ||||
3421-0373 | 2,8 | |||||
3421-0796* | 1 | 800 | 40 | 2,5 | ||
3421-0797* | 3,2 | |||||
3421-0798* | 4,0 | |||||
3421-0799* | 2,5 | 72 | ||||
3421-0800* | 3,2 | |||||
3421-0801* | 4,0 | |||||
3421-0802* | 2 | 2,5 | 96 | |||
3421-0803* | 3,2 | |||||
3421-0804* | 4,0 | |||||
3421-0200 | 1 | 50 | 3,2 | 72 | ||
3421-0201 | 3,6 | |||||
3421-0202 | 2,8 | 120 | ||||
3421-0203 | 3,2 | |||||
3421-0378 | 2 | 3,2 | 96 | |||
3421-0379 | 3,6 | |||||
3421-0805* | (900) | 40 | 3,2 | |||
3421-0806* | 4,0 | |||||
3421-0807* | 5,0 | |||||
3421-0808* | 1 | 3,2 | 72 | |||
3421-0809* | 4,0 | |||||
3421-0810* | 5,0 | |||||
3421-0811* | 900 | 50 | 3,2 | 120 | ||
3421-0812* | 4,0 | |||||
3421-0813* | 5,0 | |||||
3421-0205 | 3,6 | 72 | ||||
3421-3173 | 4,0 | |||||
3421-0206 | 3,2 | 120 | ||||
3421-0207 | 3,6 | |||||
3421-0386 | 2 |
| 3,6 | 96 | ||
3421-3174 | 4,0 | |||||
3421-0814* | 1000 | 40 | 3,2 | |||
3421-0815* | 4,0 | |||||
3421-0816* | 5,0 | |||||
3421-0817* | 1 | 3,2 | 120 | |||
3421-0818* | 4,0 | |||||
3421-0819* | 5,0 | |||||
3421-0820* | 3,2 | 72 | ||||
3421-0821* | 4,0 | |||||
3421-0822* | 5,0 | |||||
3421-0210 | 50 | 4,0 | ||||
3421-3175 | 4,5 | |||||
3421-0212 | 4,0 | 120 | ||||
3421-0213 | 4,5 | |||||
3421-0388 | 2 | 4,0 | 96 | |||
3421-3176 | 4,5 | |||||
3421-0214 | 1 | 1250 | 4,5 | 72 | ||
3421-0215 | 5,0 | |||||
3421-0217 | 4,5 | 120 | ||||
3421-0218 | 5,0 | |||||
3421-0390 | 2 | 4,5 | 96 | |||
3421-3177 | 5,0 | |||||
3421-0823* | 60 | 3,6 | ||||
3421-0824* | 4,0 | |||||
3421-0825* | 5,0 | |||||
3421-0826* | 1 | 3,6 | 72 | |||
3421-0827* | 4,0 | |||||
3421-0828* | 5,0 | |||||
3421-0829* | 3,6 | 120 | ||||
3421-0830* | 4,0 | |||||
3421-0831* | 5,0 | |||||
3421-0220 | 1500 | 50 | 5,0 | 72 | ||
3421-0221 | 5,5 | |||||
3421-0223 | 5,0 | 120 | ||||
3421-0224 | 5,5 | |||||
3421-0394 | 2 | 5,5 | 96 | |||
3421-3178 | 5,5 | |||||
3421-0832* | 1600 | 60 | 4,5 | |||
3421-0833* | 5,0 | |||||
3421-0834* | 6,0 | |||||
3421-0835* | 1 | 4,5 | 72 | |||
3421-0836* | 5,0 | |||||
3421-0837* | 6,0 | |||||
3421-0838* | 4,5 | 120 | ||||
3421-0839* | 5,0 | |||||
3421-0840* | 6,0 | |||||
3421-0841* | 2000 | 5,0 | ||||
3421-0842* | 1 | 7,0 | ||||
3421-0843* | 2 | 5,0 | ||||
3421-0844* | 7,0 | |||||
________________
* Обозначения пил с размерами ,
и
, соответствующими ИСО 2935-74.
Примечание. Диаметры пил, указанные в скобках, применять не рекомендуется.
Пример условного обозначения пилы типа 1 диаметром =500 мм, толщиной
=2,2 мм, диаметром посадочного отверстия
=50 мм, с числом зубьев 60, исполнения 1:
Пила 3420-0228 ГОСТ 980-80
(Измененная редакция, Изм. N 1, 3).
1.3. Допускается по заказу потребителей изготовлять пилы диаметрами от 710 до 1500 мм типов 1 и 2 с диаметром посадочного отверстия 80 мм и пилы диаметрами 450, 500 и 560 мм типа 1 с диаметром посадочного отверстия 125 мм.
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пилы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Пилы изготовляются из инструментальной стали марки 9ХФ по ГОСТ 5950.
Допускается изготовлять пилы из сталей других марок.
(Измененная редакция, Изм. N 3).
2.2а. Пилы, изготовленные из сталей других марок, не должны уступать пилам из стали 9ХФ по стойкости и механической прочности.
(Введен дополнительно, Изм. N 3).
2.3. (Исключен, Изм. N 2).
2.4. На пилах не должно быть трещин, волосовин, расслоений, плен, забоин, выкрошенных мест, поджогов и коррозии.
Кромки посадочного отверстия должны быть притуплены.
(Измененная редакция, Изм. N 3).
2.4а. На пилах диаметром до 500 мм допускается наличие окисной пленки.
По контуру незаточенных зубьев допускаются заусенцы, образующиеся при штамповке, высотой не более 0,2 мм.
(Введен дополнительно, Изм. N 3).
2.5. У пил, имеющих окисную пленку, допускается обезуглероженный слой, глубина которого не должна превышать, мм:
для пил толщиной до 2 мм | 0,06 | |||
для пил толщиной св. 2 мм | 0,08 | |||
(Измененная редакция, Изм. N 3).
2.5а. Пилы без окисной пленки не должны иметь обезуглероженного слоя.
(Введен дополнительно, Изм. N 3).
2.6. Твердость пил должна быть 40 ... 45 НRС (370 ... 420 НВ).
Разброс твердости в разных точках одной пилы не должен превышать 4 единицы НRС (40 единиц НВ).
(Измененная редакция, Изм. N 3).
2.6а. Для пил с окисной пленкой допускается твердость 42 ... 47 HRC (380 ... 430 НВ).
(Введен дополнительно, Изм. N 3).
2.7. Параметры шероховатости поверхностей пил по ГОСТ 2789 должны быть, мкм:
торцовых поверхностей |
| |||
поверхностей посадочных отверстий |
| |||
передних и задних поверхностей заточенных зубьев |
| |||
(Измененная редакция, Изм. N 1).
2.8. На торцовых поверхностях пил не допускаются следы от ударов молотком глубиной более, мм:
для пил диаметром до 900 мм | 0,06 | |||
для пил диаметром св. 900 мм | 0,08 | |||
2.9. Допуск прямолинейности торцовых поверхностей пил не должен быть более, мм:
для пил диаметром до 560 мм | 0,2 | |||
для пил диаметром св. 560 до 800 мм | 0,25 | |||
для пил диаметром св. 800 до 1000 мм | 0,3 | |||
для пил диаметром 1250 мм | 0,4 | |||
для пил диаметром 1500 мм | 0,5 | |||
для пил диаметром св. 1500 мм | 0,6 | |||
(Измененная редакция, Изм. N 3).
2.10. Пилы диаметром от 250 до 1500 мм должны иметь нормированное напряженное состояние, характеризуемое величиной вогнутости согласно табл.3.
Таблица 3
Диаметр пил, | Диаметр окружности распо- | Величина вогнутости пил толщиной, мм | |||||||||||||||
1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,0 | 2,2 | 2,5 | 2,8 | 3,0 | 3,2 | 3,6 | 4,0 | 4,5 | 5,0 | 5,5 | ||
250 | 210 | 0,30 | 0,25 | 0,20 | 0,15 | - | - | - | - | - | - | - | - | - | - | - | - |
315 | 268 | - | - | - | - | 0,25 | 0,20 | 0,15 | - | - | - | - | - | - | - | - | - |
360 | 307 | - | - | - | - | - | 0,30 | 0,20 | 0,15 | - | - | - | - | - | - | - | - |
400 | 345 | - | - | - | - | - | 0,35 | 0,30 | 0,20 | 0,15 | - | - | - | - | - | - | - |
450 | 406 | - | - | - | - | - | - | 0,40 | 0,30 | 0,20 | - | - | - | - | - | - | - |
500 | 436 | - | - | - | - | - | - | 0,50 | 0,40 | 0,30 | - | - | - | - | - | - | - |
560 | 510 | - | - | - | - | - | - | 0,55 | 0,45 | 0,35 | - | - | - | - | - | - | - |
630 | 574 | - | - | - | - | - | - | 0,75 | 0,65 | 0,55 | 0,50 | - | - | - | - | - | - |
710 | 648 | - | - | - | - | - | - | - | 0,90 | 0,80 | 0,70 | 0,60 | - | - | - | - | - |
800 | 730 | - | - | - | - | - | - | - | - | 1,10 | 1,00 | 0,90 | 0,70 | - | - | - | - |
900 | 832 | - | - | - | - | - | - | - | - | - | - | 1,50 | 1,25 | 1,00 | - | - | - |
1000 | 912 | - | - | - | - | - | - | - | - | - | - | - | 1,80 | 1,50 | 1,20 | - | - |
1250 | 1106 | - | - | - | - | - | - | - | - | - | - | - | - | - | 2,50 | 2,10 | - |
1500 | 1382 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 4,50 | 3,70 |
При расположении в горизонтальной плоскости на трех равномерно расположенных точечных опорах, находящихся на окружности, диаметр которой указан в табл.3, пилы при свободном провисании средней части их должны приобретать вогнутость.
Величины вогнутости должны измеряться с обеих сторон пилы на расстоянии 50 мм от ее центра.
Предельные отклонения величин вогнутости пил не должны превышать, мм:
для пил диаметром до 450 мм | ±0,08 | |||
для пил диаметром св. 450 до 710 мм | +0,20 -0,05 | |||
для пил диаметром св. 710 до 1000 мм | +0,35 -0,05 | |||
для пил диаметром св. 1000 мм | +0,55 -0,05 | |||
(Измененная редакция, Изм. N 2).
2.11. Предельные отклонения размеров пил должны соответствовать полям допусков:
диаметра пил |
| |||
толщины пил |
| |||
диаметра посадочного отверстия |
| |||
Допускается изготовление пил с полем допуска по толщине 15.
(Измененная редакция, Изм. N 3).
2.12. Неравномерность толщины в пределах одной пилы не должна превышать, мм:
для пил диаметром до 450 мм | 0,05 | |||
для пил диаметром св. 450 до 800 мм | 0,08 | |||
для пил диаметром св. 800 до 1000 мм | 0,10 | |||
для пил диаметром 1250 мм | 0,15 | |||
для пил диаметром 1500 мм | 0,20 | |||
для пил диаметром св. 1500 мм | 0,25 | |||
(Измененная редакция, Изм. N 1, 3).
2.13. Разность двух любых шагов зубьев пилы не должна превышать, мм:
для шагов зубьев до 10 мм | 0,4 | |||
для шагов зубьев св. 10 до 20 мм | 0,6 | |||
для шагов зубьев св. 20 до 40 мм | 1,0 | |||
для шагов зубьев св. 40 до 60 мм | 1,5 | |||
для шагов зубьев св. 60 мм | 2,0 | |||
2.14. Допуск радиального биения вершин зубьев пил относительно оси посадочного отверстия должен быть, мм:
для незаточенных пил:
для пил диаметром до 360 мм | 0,5 | |||
для пил диаметром св. 360 до 630 мм | 0,8 | |||
для пил диаметром св. 630 до 1000 мм | 1,2 | |||
для заточенных пил:
для пил диаметром до 360 мм | 0,3 | |||
для пил диаметром 1250 и 1500 мм | 0,8 | |||
2.15. Зубья пил должны обладать способностью к разводу или плющению (на сторону) на величину, мм:
для пил толщиной до 1,4 мм | 0,6 | |||
для пил толщиной св. 1,4 до 2,5 мм | 1,0 | |||
для пил толщиной св. 2,5 до 3,6 мм | 1,3 | |||
для пил толщиной св. 3,6 мм | 1,5 | |||
2.14, 2.15. (Измененная редакция, Изм. N 1).
2.16. Зубья пил, изготовленных для ручного механизированного инструмента, пил диаметром до 360 мм, поступающих в розничную торговую сеть, и пил диаметром 1250 и 1500 мм должны быть заточены и разведены предприятием-изготовителем.
Развод зубьев пил должен быть в соответствии с табл.4.
При разводе отгибают часть зуба на расстоянии 0,5 ... 0,9 его высоты от вершины при высоте зуба до 15 мм и 0,3 ... 0,5 его высоты при высоте зуба более 15 мм.
Допуск развода зубьев пил диаметром 1250 и 1500 мм должен быть ±0,2 мм, пил остальных диаметров ±0,15 мм.
Угловые параметры заточенных пил должны соответствовать черт.1 и 2.
Угол заострения в плоскости, нормальной к главной и вспомогательной режущим кромкам зубьев, у пил типа 2 должен быть 60°. Пилы типа 2 диаметром 1250 и 1500 мм допускается затачивать по контуру. Зубья остальных пил предприятие-изготовитель не затачивает и не разводит.
(Измененная редакция, Изм. N 1, 2, 3).
2.17. Предельные отклонения передних углов и углов заострения не должны превышать ±2°.
2.18. Допускается скругление излома контура зубьев пил типа 1 исполнения 1 по задней поверхности на длине до 0,1 шага зубьев.
(Измененная редакция, Изм. N 3).
2.18а. Отклонение профиля дна впадины зубьев от номинального для пил типа 1 исполнения 1 при плавном его очертании не более 1,5 мм.
(Введен дополнительно, Изм. N 3).
2.19. Средний и 95%-ный
периоды стойкости при условиях испытаний, указанных в разд.4, должны быть:
= не менее 90 мин,
= не менее 45 мин - при распиловке древесины хвойных и мягких лиственных пород и
= не менее 60 мин,
= не менее 30 мин - при распиловке древесины твердых лиственных пород.
(Измененная редакция, Изм. N 2, 3).
2.20. Критерием затупления пил является качество распиловки. Шероховатость поверхности должна быть не более:
при продольной распиловке - ![]() 800 мкм,
800 мкм,
при поперечной распиловке - ![]() 1200 мкм.
1200 мкм.
(Введен дополнительно, Изм. N 2).
2.21. На боковой поверхности каждой пилы должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение пилы;
диаметр пилы;
толщина пилы;
число зубьев.
2.22. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
2.23. Упаковка пил - по ГОСТ 18088. Для пил диаметром до 1000 мм масса ящика брутто должна быть не более 80 кг. Пилы диаметром 1250 мм должны упаковываться по две штуки, пилы диаметром 1500 мм и выше - по одной штуке.
При наличии механизации погрузочно-разгрузочных работ упаковывать пилы в один ящик: диаметром 710 и 800 мм - по 10 шт.; диаметром 900, 1000, 1250 - по 5 шт.; диаметром 1500 мм - по 3 шт.; диаметром св. 1500 мм - по 2 шт. Пилы диаметром до 250 мм - по 10 шт., не более, в потребительскую тару.
Примечание. Пилы можно упаковывать в многооборотную тару массой до 500 кг при условии предохранения пил от механических повреждений.
2.21-2.23. (Введены дополнительно, Изм. N 3).
3. ПРИЕМКА
3.1. Правила приемки - по ГОСТ 23726.
3.2, 3.3. (Исключены, Изм. N 3).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида и шероховатости поверхности
4.1.1. Дефекты поверхности пил (п.2.4) выявляются визуально либо с помощью лупы ЛП-16 по ГОСТ 25706.
(Измененная редакция, Изм. N 1, 2).
4.1.2. При выявлении следов от ударов молотком (п.2.8) должно быть исключено влияние соседних вмятин и следов.
4.1.3. Шероховатость поверхностей пил должна проверяться сравнением с образцами-эталонами, имеющими значения параметров шероховатости не более указанных в п.2.7 и аттестованными в установленном порядке, или сравнением с образцами шероховатости по ГОСТ 9378.
Сравнение осуществляется с помощью лупы ЛП-1-5 по ГОСТ 25706.
(Измененная редакция, Изм. N 2).
4.2. Контроль размерных параметров
4.2.1. При измерении пил применяют средства контроля, имеющие погрешности измерения не более:
а) при измерении линейных размеров - величин, указанных в ГОСТ 8.051;
б) при измерении углов - 35% допуска;
в) при измерении погрешностей расположения поверхностей - 25% допуска на проверяемый параметр.
4.2.2. Отклонения от прямолинейности в торцовых поверхностях пил должны проверяться контрольными линейками и щупами в направлениях диаметров, радиусов и хорд с обеих сторон диска пилы или на специальном приспособлении.
Торцовые поверхности пилы должны находиться в вертикальной плоскости с опорой пилы на зубья (предельное отклонение от вертикальной плоскости ±5 мм на диаметре пилы).
При проверке по диаметру длина контрольной линейки должна быть меньше диаметра окружности впадин, но не более чем на 10 мм.
Величины просветов между торцовой поверхностью пилы и измерительной поверхностью контрольной линейки не должны превышать отклонений, указанных в п.2.9.
Примечание. При измерении толщины и отклонения от прямолинейности в торцовых поверхностях пилы вмятины, образующиеся на диске пилы от ударов молотком, не учитываются.
На пилах диаметром св. 560 мм измерение неравномерности толщины пилы производят на расстоянии 20 мм от окружности зубьев и 10 мм от посадочного отверстия.
4.2.1, 4.2.2. (Измененная редакция, Изм. N 3).
4.2.3. Вогнутость, характеризующая напряженное состояние дисков пил (п.2.10), должна проверяться контрольными линейками и щупами или на специальном приспособлении.
При использовании контрольных линеек вогнутость пил определяют просветом между диском пилы, расположенным в соответствии с п.2.10, и рабочей кромкой контрольной линейки, длина которой на 10 мм меньше диаметра окружности впадин зубьев пил, прикладываемой не менее чем по двум взаимно перпендикулярным диаметрам с вогнутой стороны пилы. Измерение должно производиться на расстоянии 50 мм от центра пилы.
4.2.4. Радиальное биение (п.2.14) контролируется при установке пилы на оправке, имеющей опорный торец.
4.2.5. Профиль впадины зубьев (п.2.18) контролируется шаблонами, имеющими номинальный размер радиуса. При этом зазор между шаблоном и поверхностью впадины не должен превышать 1,5 мм.
4.3. Контроль качества термообработки
4.3.1. Глубина обезуглероженного слоя (п.2.5) контролируется по ГОСТ 1763.
4.3.2. Твердость пил (п.2.6) контролируется по ГОСТ 9012 или по ГОСТ 9013 с помощью твердомера ТБ или ТР по ГОСТ 23677.
(Измененная редакция, Изм. N 2).
4.3.3. Способность зубьев пил диаметром до 1000 мм включительно к разводу (п.2.15) должна проверяться не менее чем на шести зубьях поочередным отгибанием их в ту и другую стороны. Отгиб должен обеспечивать остаточную деформацию не менее указанной в п.2.15.
4.4. Испытания пил
(Измененная редакция, Изм. N 2).
4.4.1. Испытания пил на средний и 95%-ный периоды стойкости должны проводиться на круглопильных станках по ГОСТ 16543, ГОСТ 30091, ГОСТ 9335, ГОСТ 14951, ГОСТ 8425 или на ручном механизированном инструменте.
Состояние станков должно соответствовать установленным для них нормам точности и ГОСТ 12.2.026.0.
(Измененная редакция, Изм. N 1, 2, 3).
4.4.2. Перед испытанием должны быть проверены отклонение от прямолинейности в торцовых поверхностях и вогнутость пил (пп.2.9 и 2.10).
Испытаниям на надежность подвергаются пилы при режимах, указанных в п.4.4.4.
(Измененная редакция, Изм. N 2).
4.4.3. При испытании распиливаются круглые лесоматериалы по ГОСТ 9462, ГОСТ 9463 или пиломатериалы по ГОСТ 2695, ГОСТ 8486, ГОСТ 9302 хвойных и лиственных пород не ниже 3-го сорта влажностью свыше 30 %.
(Измененная редакция, Изм. N 2).
4.4.4. Режимы резания при испытании: скорость резания 40-60 м/с - при продольной распиловке, 40-75 м/с - при поперечной распиловке. Высота пропила и подача на зуб, а также величина развода зубьев должны соответствовать указанным в табл.4.
Таблица 4
мм
Диаметр пил | Развод зубьев при распиловке | Высота пропила, не менее | Подача на зуб, не менее при распиловке | ||
продольной | поперечной | продольной | поперечной | ||
40-80 | 0,3 | 0,2 | 10 | 0,03 | 0,01 |
100-315 | 0,45 | 0,30 | 20 | 0,07 | 0,03 |
355-500 | 0,70 | 0,40 | 40 | 0,20 | 0,05 |
560-630 | 0,80 | 0,50 | 70 | 0,40 | 0,08 |
710-900 | 0,90 | 0,60 | 180 | 0,70 | 0,10 |
1000-1250 | 1,10 | 0,80 | 250 | 1,20 | 0,12 |
1500-1600 | 1,30 | 0,90 | 300 | - | 0,25 |
2000 | 1,50 | 1,10 | 500 | - | 0,30 |
(Измененная редакция, Изм. N 2, 3).
4.4.5. (Исключен, Изм. N 2).
4.4.6. Приемочные значения среднего и 95%-ного периодов стойкости для выборки из 5 пил должны быть не менее: =100 мин,
=50 мин - при распиловке древесины хвойных и мягких лиственных пород,
=66 мин,
=33 мин - при распиловке древесины твердых лиственных пород.
(Введен дополнительно, Изм. N 2, 3)
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
Разд. 5. (Измененная редакция, Изм. N 3).
Разд. 6. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ. (Исключено, Изм. N 2).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1999
{kind=link}