ГОСТ 33529-2015
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПИЛЫ ЛЕНТОЧНЫЕ БРЕВНОПИЛЬНЫЕ С РЕЖУЩИМИ ЭЛЕМЕНТАМИ, НАПЛАВЛЕННЫМИ СТЕЛЛИТОМ
Технические условия
Band saw blades with cutting elements welded by satellite. Specifications
МКС 79.120.20
ОКП 39 5700
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены".
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие стандарта проголосовали:
Краткое наименование страны по MК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 568-ст межгосударственный стандарт ГОСТ 33529-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на ленточные бревнопильные пилы, наплавленные стеллитом (износостойким литым сплавом), предназначенные для продольной распиловки хвойных и лиственных пород и древесных материалов на ленточнопильных станках.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2283-79 Лента холоднокатаная из инструментальной и пружинной стали. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 7016-82 Древесина. Параметры шероховатости поверхности
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-8) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 21449-75 Прутки для наплавки. Технические условия
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Пилы следует изготавливать двух типов:
1 - узкие;
2 - широкие.
Пилы типа 2 следует изготовлять трех исполнений:
1 - с прямой задней поверхностью зуба;
2 - с прямой задней поверхностью зуба и увеличенной впадиной между зубьев;
3 - с ломанной задней поверхностью зуба.
3.1.2 Основные размеры пил типа 1 должны соответствовать указанным на рисунке 1 и в таблице 1.
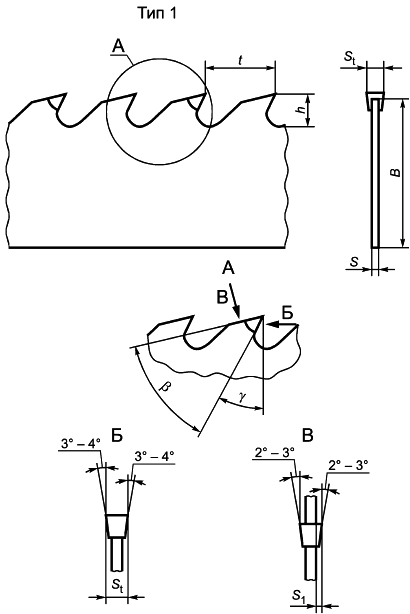
Примечание - Наплавка стеллита через зуб
Рисунок 1
Таблица 1
Размеры в миллиметрах
В | S | S | S | t | h | ||
32 | 1,8; 1,9; 2,0 | 0,9; 1,0; 1,1 | 0,45 | 19 | 4,0 | 0°-6° | 60°-65° |
22 | 4,5 | ||||||
40 | 1,9 | 0,9 | 0,50 | 19 | 5,0 | ||
2,2; 2,3 | 1,0; 1,1 | 0,60 | 22 | 5,5 | |||
25 | 6,0 | ||||||
50 | 1,9 | 0,9 | 0,50 | 19 | |||
2,2; 2,3 | 1,0; 1,1 | 0,60 | 22 | 6,5 | |||
25 | 7,0 | ||||||
60 | 1,9 | 0,9 | 0,50 | 19 | 6,0 | ||
2,2; 2,3 | 1,0; 1,1 | 0,6 | 22 | 6,5 | |||
25 | 7,5 |
3.1.3 Основные размеры пил типа 2 должны соответствовать указанным на рисунке 2 и в таблице 2.
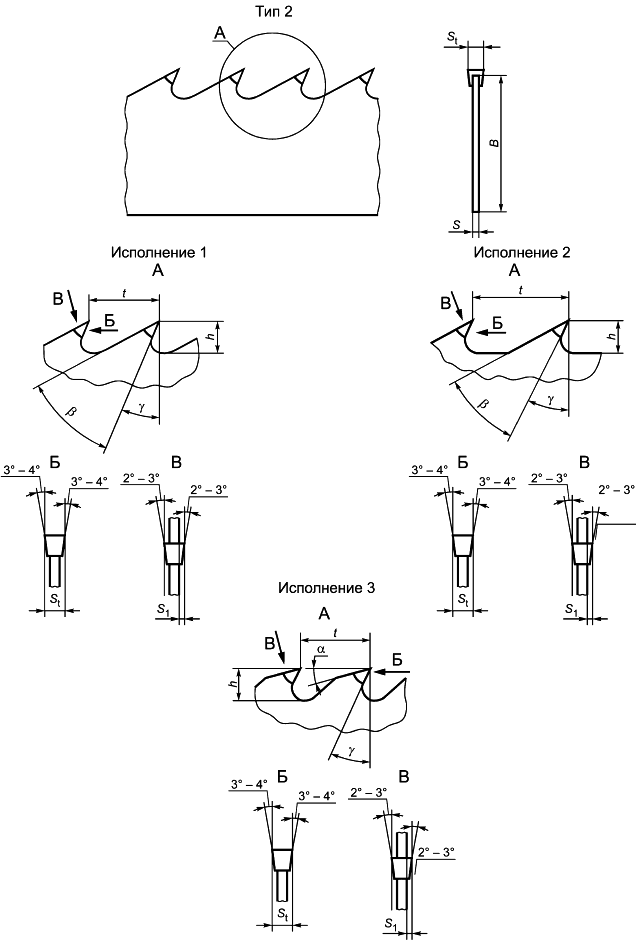
Рисунок 2
Таблица 2
Размеры в миллиметрах
В | S | S | S | t | h | Исполнения 1 и 2 | Исполнение 3 | ||
80 | 1,8-2,7 | 0,9; 1,1 | 0,45-0,80 | 25-50 | 10; 12 | 18°-22° | 50°-45° | 20°-24° | 12°-16° |
100 | 12; 14 | 24°-30° | |||||||
130 | 2,0-3,0 | 1,0; 1,2 | 0,5-0,9 | ||||||
150 | 2,40-3,47 | 1,20-1,47 | 0,6-1,0 | 14; 16 | |||||
180 | |||||||||
206 | |||||||||
230 | 2,5-3,9 | 1,25-2,10 | 0,62-0,90 | 14; 18 | |||||
280 | |||||||||
320 | |||||||||
Пример условного обозначения пилы типа 1, шириной 40 мм, толщиной 2,2 мм, с шагом 22 мм, 6°,
64°, длиной L:
Пила 1-40-2,2-22-6°-64°-L* ГОСТ 33529-2015
________________
* Конкретные значения длины пилы L оговаривают при заказе.
Пример условного обозначения пилы типа 2, исполнения 2 шириной 130 мм, толщиной 2,4 мм, с шагом 45 мм, высотой зуба 14 мм, 20°,
50°, длиной L:
Пила 2-2-130-2,4-45-14-20°-50°-L* ГОСТ 33529-2015
________________
* Конкретные значения длины пилы L оговаривают при заказе.
Пример условного обозначения пилы типа 2, исполнения 3 шириной 180 мм, толщиной 2,6 мм, с шагом 45 мм, высотой зуба 16 мм, 24°,
12°, длиной L:
Пила 2-3-180-2,6-45-16- 24°-12°- L* ГОСТ 33529-2015
________________
* Конкретные значения длины пилы L оговаривают при заказе.
3.2 Характеристики
3.2.1 Корпуса пил следует изготовлять из стали марки 9ХФ по ГОСТ 5950. Допускается изготовлять корпуса пил из сталей других марок, не уступающих по физико-механическим свойствам стали марки 9ХФ.
3.2.2 В качестве заготовки полотен пил следует применять холоднокатаную ленту повышенной точности, изготовленную по технической документации, утвержденной в установленном порядке.
3.2.3 На режущие зубья полотен пил должен быть наплавлен износостойкий слой марки Пр-ВЗК-Р по ГОСТ 21449. Допускается наплавка износостойкого слоя других марок, не уступающих марке Пр-ВЗК-Р по эксплуатационным показателям.
3.2.4 Твердость слоя, наплавленного на режущие зубья пил, должна быть не менее 48 HRC. Зоны термического влияния соседних зубьев пилы не должны перекрывать друг друга.
Твердость полотен пил должна быть:
42 ... 45 HRC - для пил толщиной S до 1,83 мм включительно; | |||||
40...43 HRC | " | " | " | " | св. 1,83 мм. |
Разность твердости в разных точках одной и той же пилы не должна превышать 3 единицы HRC.
3.2.5 На пилах не должно быть трещин, волосовин, расслоений, плен, забоин, черновин, выкрошенных мест, прижогов и коррозии. По контуру зубьев допускаются заусенцы высотой не более 0,2 мм. На боковых поверхностях пил допускаются вмятины от правки глубиной не более 0,04 мм.
3.2.6 Боковые поверхности полотен пил - по ГОСТ 2283. При изготовлении пил из холоднокатаной стальной ленты с применением непрерывной ступенчатой закалки допускается выпуск пил с окисной пленкой, не препятствующей выявлению поверхностных дефектов.
3.2.7 Допуск прямолинейности в поперечном направлении боковой поверхности полотна пилы должен быть, мм, не более:
0,10 - для пил шириной В до 80 мм включительно; | |||||||||
0,15 - | " | " | " | "св. | 80 мм | " | 130 мм | "; | |
0,20 - | " | " | " | "св. | 130 мм | " | 230 мм | "; | |
0,25 - | " | " | " | "св. | 230 мм. | ||||
3.2.8 Допуск прямолинейности поверхности, противоположной зубьям пил, на длине 1 м должен быть, мм, не более:
0,50 - для пил шириной В до 60 мм включительно; | ||||||||||
0,35 - | " | " | " | "св. | 60 мм | " | 180 мм | "; | ||
0,20 - | " | " | " | " | 180 мм. | |||||
3.2.9 Разность размеров ширины полотна пилы должна быть, мм, не более:
0,50 - для пил шириной В до 60 мм включительно; | |||||||||
0,75 - | " | " | " | " | св.60 мм | " | 180 мм | "; | |
1,50 - | " | " | " | " | " 180 мм. | ||||
3.2.10 Разность размеров толщины полотна пилы должна быть, мм, не более:
0,05 - для пил толщиной S, равной 0,9 мм; | ||||||
0,06 - | " | " | " | " | св.0,9 мм | до 1,2 мм включительно; |
0,12 - | " | " | " | " | " | 1,2 мм. |
3.2.11 Параметры шероховатости поверхностей пил по ГОСТ 2789 должны быть, мкм, не более:
Rz 6,3 - для передних, задних главных и задних вспомогательных поверхностей зубьев;
Ra 1,25 - для боковых поверхностей зубьев.
3.2.12 Предельные отклонения размеров пил должны быть, мм, не более:
+1,0 | |||||||
-1,5 - для пил шириной В | до 60 мм включительно; | ||||||
±3,0 - | " | " | " | " св. 60 мм | " 180 мм | "; | |
±3,5 - | " | " | " | " " 180 мм; | |||
±0,3 - для шага t, равного 19 мм; | |||||||
±0,5 - | " | " | "св. 19 мм до 50 мм включительно. | ||||
3.2.13 Предельные отклонения углов режущих элементов пил должны быть не более:
±2° - для передних, задних углов и углов заострения;
±30' - для углов, номинальное значение которых не превышает 5°.
3.2.14 Предельные отклонения выступания наплавленных режущих элементов относительно боковой поверхности корпуса пилы должны быть не более ±0,03 мм.
3.2.15 Средняя наработка до отказа и установленная безотказная наработка Т
пил, наплавленных износостойкими режущими элементами, при условиях испытаний, указанных в 5.7, должны быть не менее:
80 мин;
40 мин.
3.2.16 Критерием отказа пил является отклонение прямолинейности реза от плоскости пропила более чем 2 мм (на 6 м длины распиливаемого материала) (или принудительное снятие пил со станка при непрерывной работе свыше 120 мин (для снятия усталостных напряжений).
3.2.17 Маркировка
3.2.17.1 На боковой поверхности каждой пилы должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- материал полотна пилы;
- толщина полотна пилы;
- ширина пилы;
- ширина зуба;
- длина пилы;
- шаг зубьев;
- материал режущей части.
Примечание - Допускается маркировка другой информации по требованию заказчика.
3.2.17.2 Маркировка потребительской тары и транспортная маркировка - по ГОСТ 18088.
3.2.18 Упаковка - по ГОСТ 18088.
3.2.18.1 Пилы, сваренные в кольца, упаковывают свернутыми в петлю и перевязанными не менее чем в четырех местах стальной проволокой.
3.2.18.2 При упаковывании пил допускается применение на зубьях защитного пластикового чехла, изготовленного по технической документации, утвержденной в установленном порядке.
4 Правила приемки
4.1 Приемка пил- по ГОСТ 23726.
4.2 Испытания пил на наработку до отказа проводят один раз в три года, на установленную безотказную наработку - один раз в год.
Испытания проводят не менее чем на трех пилах любого типоразмера.
Допускается проводить испытания у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид пил контролируют визуально с помощью лупы ЛП-1-5* по ГОСТ 25706. Допускается контролировать внешний вид пил визуально сравнением с образцами, утвержденными в установленном порядке.
5.2 Контроль твердости режущих элементов и полотен пил - по ГОСТ 9013 с помощью твердомера ТР по ГОСТ 23677.
5.3 Отклонение от прямолинейности полотна пилы в поперечном направлении проверяют по всей длине через каждые 2 м наложением поперек полотна поверочной линейки по ГОСТ 8026 и набора щупов по технической документации, утвержденной в установленном порядке.
5.4 Отклонение от прямолинейности поверхности, противоположной зубьям пил, на длине 1 м проверяют по схеме, приведенной на рисунке 3.
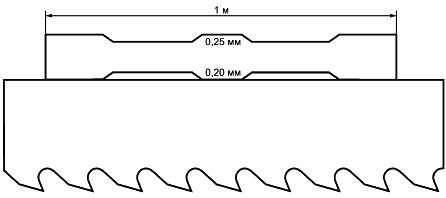
Рисунок 3
Допускается выпуклость поверхности, противоположной зубьям, не превышающая на 1 м длины пилы:
0,25 мм - для пилы шириной до 180 мм включительно;
0,35 мм - для пилы шириной свыше 180 мм.
5.5 Параметры шероховатости поверхностей пил проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцами-эталонами, имеющими значения параметров шероховатости не более указанных в 3.2.11 и утвержденными в установленном порядке. Сравнение осуществляют визуально с применением лупы ЛП-1-5* по ГОСТ 25706.
5.6 При контроле размерных параметров пил применяют методы и средства измерения, погрешность которых должна быть не более:
- значений, указанных в ГОСТ 8.051, - при измерении линейных размеров;
- 35% допуска на проверяемый угол - при измерении угловых размеров;
- 25% допуска на проверяемый параметр - при измерении отклонения формы и расположения поверхностей.
5.7 Испытания пил на работоспособность, наработку до отказа и установленную безотказную наработку проводят на ленточнопильных станках, соответствующих установленным для них нормам точности, при продольной распиловке бревен и брусьев из мерзлой древесины твердых лиственных пород влажностью 60% пилами шириной В=130 мм, шагом t=45 мм, при высоте пропила 200 мм, подаче на зуб 0,4 мм/зуб, со скоростью резания 30-50 м/с.
5.8 При испытании пил на работоспособность каждой пилой должно быть обработано не менее 50 м материала, после чего на режущих кромках не должно быть прижогов, трещин и сколов, а также - прижогов на обрабатываемом материале.
5.9 Приемочные значения средней наработки до отказа 92 мин, установленной безотказной наработки
46 мин.
5.10 Критерием затупления пил является ухудшение шероховатости обработанных поверхностей, превышающее Rm500 мкм по ГОСТ 7016.
6 Требования безопасности
6.1 Скорость резания не должна превышать указанную в 5.7.
6.2 Зубья пил типа 1 должны иметь передний угол :
от 4° до 6° включительно - при распиловке лесоматериалов хвойных пород; | |||||
от 0° до З° | " | " | " | " | твердых лиственных пород и мерзлой древесины. |
6.3 Зубья пил типа 2 должны иметь передний угол :
от 21 ° до 30° включительно - при распиловке лесоматериалов хвойных пород; | |||||
от 18° до 20° | " | " | " | " | твердых лиственных пород и мерзлой древесины. |
6.4 Работа с затупленными режущими кромками не допускается.
7 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 18088.
УДК 674.05:621.93:006.354 | МКС 79.120.20 | Г23 | ОКП 39 5700 |
Ключевые слова: пилы ленточные, режущие элементы со стеллитом, технические условия | |||
Электронный текст документа
и сверен по:
, 2016
{kind=link}