ГОСТ 9556-83
Группа Г52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Деревообрабатывающее оборудование
СТАНКИ ПЛОСКОШЛИФОВАЛЬНЫЕ ЛЕНТОЧНЫЕ
Основные параметры
Woodworking equipment. Band flat grinding machines. Basic parameters
ОКП 38 3135
Дата введения 1985-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ Э.А.Лейн, В.И.Попова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.09.83 N 4724
3. Срок проверки - 1994 г.; периодичность проверки - 5 лет
4. Стандарт соответствует международным стандартам ИСО 9264-88 и ИСО 9415-89 в части терминологии
5. ВЗАМЕН ГОСТ 9556-73
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации
7. ПЕРЕИЗДАНИЕ (июнь 1996 г.) с Изменением N 1, утвержденным в декабре 1991 г. (ИУС 4-92)
1. Настоящий стандарт распространяется на плоскошлифовальные узколенточные станки, предназначенные для белого шлифования и шлифования лаковых покрытий пластей щитовых деталей и деталей ящичного типа, и широколенточные станки проходного типа, предназначенные для белого шлифования пластей щитовых деталей.
Стандарт соответствует международным стандартам ИСО 9264-88, ИСО 9415-89 в части терминологии (см. приложения 1, 2).
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
2. Основные параметры станков должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Узколенточные станки
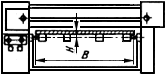
Черт.1
Широколенточные станки проходного типа
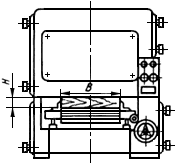
Черт.2
Таблица 1
Размеры в мм
Наименование основных параметров | Нормы для станков | ||
с подвижным столом и ручной подачей | с механизированной подачей стола | с конвейерной подачей проходного типа | |
Ширина шлифования | 2000 | 2000 | 1250 (1200); 2000; 2500 |
Ширина обрабатываемой заготовки: | |||
наибольшая, не менее | 800 | 800 | - |
наименьшая, не более | - | - | 360 |
Толщина обрабатываемой заготовки: | |||
наибольшая, не менее | 630 (400) | 400 | 75 |
наименьшая, не более | 3 | 3 | 8 (10) |
Скорость резания, м/с, не менее: | |||
для белого шлифования | 25 | ||
для шлифования лаковых покрытий | 12 | ||
Наибольшая скорость подачи, м/мин, не менее: | |||
для белого шлифования | - | 15 | 24 |
для шлифования лаковых покрытий | - | 8 | 15 |
Примечание. Размеры, приведенные в скобках, при новом проектировании применять не следует.
Таблица 2
Размеры в мм
Наименование основных параметров | Нормы для станков | |
Ширина шлифования | 900 (850) | 1250 (1100) |
Наименьшая длина обрабатываемой заготовки, не более | 355 | 400 |
Толщина обрабатываемой заготовки | ||
наибольшая, не менее | 80 | |
наименьшая, не более | 3 | |
Скорость резания, м/с, не менее | 25 | |
Наибольшая скорость подачи, м/мин, не менее | 24 | |
Примечание. Размеры, приведенные в скобках, при новом проектировании применять не следует.
3. Высота от основания станка до рабочей поверхности стола (конвейера) в крайнем положении не должна превышать 900 мм для станков с верхним расположением шлифовальных агрегатов и 1250 мм для станков с нижними шлифовальными агрегатами, расположенными перпендикулярно подаче заготовки.
ПРИЛОЖЕНИЕ 1
Обязательное
ИСО 9264-88 "Деревообрабатывающие станки. Ленточные шлифовальные станки с верхним расположением шлифовального агрегата с перемещающимся столом или рамой. Терминология"
1. Основные узлы и детали ленточных шлифовальных станков с верхним расположением шлифовального агрегата с перемещающимся столом или рамой указаны на чертеже под соответствующими номерами.
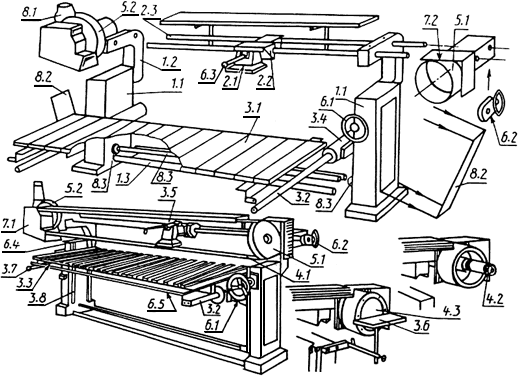
Примечание. Чертеж не определяет конструкцию станков
2. Терминология
1. Корпус
1.1. Станина
1.2. Изогнутая верхняя часть станины
1.3. Соединительная штанга
2. Подача заготовки и (или) инструмента
2.1. Подвижной утюжок
2.2. Каретка утюжка
2.3. Направляющая утюжка
3. Установка, крепление и перемещение заготовки
3.1. Стол
3.2. Направляющая стола
3.3. Направляющая опоры стола
3.4. Платики направляющих
3.5. Верхнее ограждение
3.6. Стол шлифовального диска
3.7. Упор
3.8. Направляющие вертикального перемещения стола
4. Держатели инструмента и инструмент
4.1. Шлифовальная лента
4.2. Шлифовальная бобина
4.3. Шлифовальный диск
5. Рабочий орган и привод инструмента
5.1. Ведомый шкив
5.2. Ведущий шкив
6. Управление
6.1. Вертикальное перемещение стола
6.2. Натяжение шлифовальной ленты
6.3. Прижим утюжка
6.4. Пульт управления
6.5. Ручка перемещения стола
7. Предохранительные устройства (примеры)
7.1. Защитный и эксгаустерный кожух
7.2. Защитный кожух ведомого шкива
8. Разное
8.1. Патрубок эксгаустерной системы
8.2. Дверца
8.3. Вал синхронизации механизма подъема стола
9. (Свободно)
10. Примеры работ
Эквивалентные термины на английском языке
1. Framework
1.1. Column
1.2. Swan neck
1.3. Stretcher
2. Feed of workpiece and/or tools
2.1. Travelling pad
2.2. Pad carriage
2.3. Pad slide bars
3. Workpiece support, clamp and guide
3.1. Table
3.2. Table slide bars
3.3. Table slide rollers
3.4. Slide bar mountings
3.5. Overtable
3.6. Disc sanding table
3.7. End stop
3.8. Slide table rise and fall
4. Tool-holders and tools
4.1. Sanding belt
4.2. Sanding spindle
4.3. Sanding disc
5. Workhead and tool drives
5.1. Idle pulley
5.2. Driven pulley
6. Controls
6.1. Table height adjustment
6.2. Belt tensioner
6.3. Pad operating level
6.4. Start/stop switch
6.5. Table handrail
7. Safety devices (examples)
7.1. Guard and dust hood
7.2. Idle pulley guard
8. Miscellaneous
8.1. Exhaust outlet
8.2. Access door
8.3. Gross-shaft for table height adjustment
9. (clause free)
10. Examples of work
ПРИЛОЖЕНИЕ 2
Обязательное
ИСО 9415-89 "Деревообрабатывающие станки. Широколенточные шлифовальные станки. Терминология"
1. Основные узлы и детали широколенточных шлифовальных станков указаны на чертеже под соответствующими номерами.
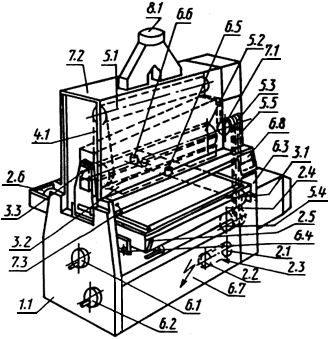
Примечание. Чертеж не определяет конструкцию станков.
2. Терминология
1. Корпус
1.1. Станина
2. Подача заготовки и (или) инструмента
2.1. Редуктор
2.2. Вариатор скорости
2.3. Приводной ремень
2.4. Подающий ленточный конвейер
2.5. Приводной валик подающего конвейера
2.6. Натяжной валик подающего конвейера
3. Установка, крепление и перемещение заготовки
3.1. Опорный стол подающего конвейера
3.2. Прижим передний
3.3. Прижим задний
4. Держатели инструмента и инструмент
4.1. Шлифовальная лента
5. Рабочий орган и привод инструмента
5.1. Натяжной барабан шлифовальной ленты
5.2. Барабан шлифовальный
5.3. Шкив ведомый
5.4. Шкив электродвигателя
5.5. Привод ременный
6. Управление
6.1. Регулировка высоты стола
6.2. Регулировка скорости подачи
6.3 Регулировка натяжения ленты конвейера
6.4. Фиксатор стола
6.5. Регулировка переднего прижима
6.6. Регулировка заднего прижима
6.7. Электрошкаф
6.8. Пульт управления
7. Предохранительные устройства
7.1. Тормоз
7.2. Кожух
7.3. Ограничитель толщины
8. Разное
8.1. Эксгаустер
9. (Свободно)
10. Примеры работ
10.1. Калибрование
10.2. Белое шлифование
10.3. Отделочное шлифование
10.4. Промежуточное шлифование
Эквивалентные термины на английском языке
1. Framework
1.1. Body
2. Feed of workpiece and/or tools
2.1. Speed reduction box
2.2. Variable-speed drive
2.3. Drive belt
2.4. Feed conveyor belt
2.5. Feed conveyor drive roller
2.6. Feed conveyor idle roller
3. Workpiece support, clamp ad guide
3.1. Table supporting in-feed conveyor
3.2. Front pressure plate
3.3. Rear pressure plate
4. Tool-holders and tools
4.1. Abrasive belt
5. Workhead and tool drives
5.1. Tensioning drum of abrasive belt
5.2. Sanding drum
5.3. Driven pulley
5.4. Motor pulley
5.5. Driving belt
6. Controls
6.1. Control of table height adjustment
6.2. Feed adjustment control
6.3. Conveyor tension adjustment control
6.4. Table lock control
6.5. Front pressure adjustment control
6.6. Rear pressure adjustment control
6.7. Electrical cabinet
6.8. Control panel
7. Safety devices (examples)
7.1. Brake
7.2. Protective hood
7.3. Depth limit switch
8. Miscellaneous
8.1. Exhaust hood
9. (clause free)
10. Examples of work
10.1. Calibrating sanding
10.2. Levelling sanding
10.3. Finishing sanding
10.4. Intermediate sanding
ПРИЛОЖЕНИЯ 1 и 2. (Введены дополнительно, Изм. N 1).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1996
{kind=link}