ГОСТ EN 1218-2-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность деревообрабатывающих станков
СТАНКИ ШИПОРЕЗНЫЕ
Часть 2
Станки двухсторонние шипорезные и/или профилирующие с цепной конвейерной подачей
Safety of woodworking machines. Tenoning machine. Part 2. Double end tenoning and/or profiling machines fed by chain or chains
МКС 79.120.10
ОКП 38 3133
Дата введения 2016-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО "ЭНИМС")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 августа 2014 г. N 69-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2015 г. N 548-ст межгосударственный стандарт ГОСТ EN 1218-2-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 1218-2:2004+A1:2009* Safety of woodworking machines - Tenoning machine - Part 2: Double end tenoning and/or profiling machines fed by chain or chains (Безопасность деревообрабатывающих станков. Станки шипорезные. Часть 2. Станки двухсторонние шипорезные и/или профилирующие с цепной конвейерной подачей).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский стандарт разработан техническим комитетом по стандартизации CEN/TC 142 "Деревообрабатывающие станки. Безопасность".
Перевод с английского языка (en).
Официальные экземпляры европейского стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном агентстве по техническому регулированию и метрологии.
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT).
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт подготовлен как идентичный с европейским стандартом EN 1218-2:2004+А1:2009 Безопасность деревообрабатывающих станков. Станки шипорезные. Часть 2. Станки двухсторонние шипорезные и/или профилирующие с цепной конвейерной подачей (Safety of woodworking machines - Tenoning machines. Part 2: Double end tenoning and/or profiling machines fed by chain or chains) и соответствует основным требованиям безопасности Директив Европейского Союза и связанными с ними нормами EFTA.
Настоящий стандарт является стандартом типа С в соответствии с EN ISO 12100.
В настоящем стандарте рассмотрены основные опасности, опасные ситуации и опасные случаи, которые относятся к двухсторонним шипорезным и/или профилирующим станкам с цепной конвейерной подачей, и установлены требования безопасности и/или защитные меры по устранению опасностей и снижению риска при проектировании и эксплуатации этих станков.
В настоящий стандарт также включена информация, обязательная для правильного использования станка на всех стадиях его жизненного цикла.
Настоящий стандарт предназначен для конструкторов, производителей, поставщиков и импортеров двухсторонних шипорезных и/или профилирующих станков с цепной конвейерной подачей.
Общие требования безопасности к инструменту для деревообработки приведены в EN 847-1.
1 Область применения
Настоящий стандарт рассматривает все основные опасности, опасные ситуации и опасные случаи, перечисленные в разделе 4, которые относятся к двухсторонним шипорезным и/или профилирующим станкам с цепной конвейерной подачей (далее - станки), предназначенным для обработки заготовок из цельной и модифицированной древесины, и устанавливает требования безопасности и/или защитные меры по устранению опасностей и снижению риска при использовании станков по назначению и в соответствии с условиями изготовителя станков. Обрабатываемая заготовка, двигаясь вперед посредством встроенной подачи, обрабатывается режущими инструментами.
Настоящий стандарт не распространяется на:
a) станки двухсторонние шипорезные и/или профилирующие с цепной конвейерной подачей с полным закрытым ограждением, как описано в 3.3.11;
b) транспортабельные (передвижные) станки.
Настоящий стандарт не рассматривает опасности относительно:
c) одностороннего станка с механической загрузкой обрабатываемой заготовки; или
d) одностороннего станка, используемого в комбинации с любым другим шипорезным станком (как часть линии); или
e) станка, на котором используются обрабатывающие инструменты между половинами станка (см.3.1); или
f) станка, оснащенного лазером.
Настоящий стандарт не рассматривает опасности относительно электромагнитной совместимости для станков с программным управлением.
Примечание 1 - Требования настоящего стандарта применяются ко всем шипорезным станкам, какой бы не был их метод управления, например электромеханический и/или электронный.
Примечание 2 - Односторонние шипорезные станки с передвижным столом рассмотрены в [1]. Односторонние шипорезные станки с ручной подачей, с передвижным столом для резания цельной древесины рассмотрены в [2]. Односторонние профилирующие станки с неподвижным столом и с роликовой или цепной подачей рассмотрены в [3].
Настоящий стандарт применяется к указанным станкам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные (региональные) стандарты*, обязательные для применения. При датированных ссылках последующие редакции международных (региональных) стандартов или изменения к ним действительны для настоящего стандарта только после введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая все его изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
EN 614-1:2006+A1:2009 Safety of machinery - Ergonomic design principles - Part 1: Terminology and general principles (Безопасность машин. Эргономические принципы конструирования. Часть1. Терминология и общие принципы)
EN 614-2:2005+A1:2009 Safety of machinery - Ergonomic design principles - Part 2: Interactions between the design of machinery and work tasks (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими задачами)
EN 847-1:2005+А1:2007 Tools for woodworking - Safety requirements - Part 1: Milling tools, circular saw blades (Инструменты для деревообработки. Требования безопасности. Часть 1. Фрезерные инструменты, дисковые пилы)
EN 894-1: 1997+А1:2008 Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators (Безопасность машин. Эргономические требования по конструированию средств отображения информации и органам управления. Часть 1. Общие принципы взаимодействия человека со средствами отображения информации и приводными органами управления)
EN 894-2:1997 Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 2: Displays (Безопасность машин. Эргономические требования по конструированию средств отображения информации и приводных органов управления. Часть 2. Дисплеи)
EN 894-3:2000+A1:2008 Safety of machinery - Ergonomic requirements for the design of displays and control actuators - Part 3: Control actuators (Безопасность машин. Эргономические требования по конструированию средств отображения информации и приводных органов управления. Часть 3. Приводные органы управления)
EN 1005-1:2001+А1:2008 Safety of machinery - Human physical performance - Part 1: Terms and definitions (Безопасность машин. Физические характеристики человека. Часть 1. Термины и определения)
EN 1005-2:2003 Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery (Безопасность машин. Физические характеристики человека. Часть 2. Ручное обслуживание машин и механизмов машин)
EN 1005-3:2002+A1:2008 Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation (Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий для работы на машинах)
EN 1005-4-2005+A1:2008 Safety of machinery - Human physical performance - Part 4: Evaluation of working postures and movements in relation to machinery (Безопасность машин. Физические возможности человека. Часть 4. Оценка рабочих поз и движений относительно машины)
EN 1037:1995 Safety of machinery - Prevention of unexpected start-up (Безопасность машин. Предотвращение неожиданного повторного пуска)
EN 1088:1995 Safety of machinery - Interlocking devices associated with guards - Principles for design and selection (Безопасность машин. Блокировочные устройства, связанные с ограждениями. Принципы для проектирования и выбора)
EN 1760-2:2001+А1:2009 Safety of machinery - Pressure sensitive protection device - Part 2: General principles for the testing of pressure sensitive edges and pressure sensitive bars (Безопасность машин. Защитные устройства, чувствительные к давлению. Часть 2. Общие принципы конструкции и испытания чувствительных к давлению коммутационной планки и переключательной штанги)
EN 1837:1999 Safety of machinery - Integral lighting of machines (Безопасность машин. Встроенное освещение машин)
EN 12779:2004 Safety of woodworking machines. Chip and dust extraction systems with fixed installation. Safety related performances and safety requirements (Безопасность деревообрабатывающих станков. Стационарные установки для удаления стружки и пыли. Рабочие характеристики, связанные с безопасностью)
EN 50370-1:2005 Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 1: Emission (Электромагнитная совместимость [EMC]. Стандартные изделия для установки на станках. Часть 1. Излучение)
EN 50370-2:2003 Electromagnetic compatibility (EMC) - Product family standard for machine tools - Part 2: Immunity (Электромагнитная совместимость [EMC]. Стандартные изделия для установки на станках. Часть 2. Защищенность)
EN 60204-1:2006 Safety of machinery - Electrical equipment of machines - Part 1: General requirements (IEC 60204-1:2005 modified) (Безопасность машин. Электрооборудование машин. Часть 1. Общие требования [МЭК 60204-1:2005, модифицированный])
EN 60439-1:1999 Low-voltage switchgear and controlgear assemblies - Part 1: Type-tested and partially type-tested assemblies (IEC 60439-1:1999) (Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть 1. Узлы, подвергаемые полным и частичным типовым испытаниям [МЭК 60439-1:1999])
EN 60529:1991 Degrees of protection provided by enclosures (IP Code) (IEC 60529:1989) (Степени защиты, обеспечиваемые оболочками [IP-код] [МЭК 60529:1989])
EN 60947-4-1:2001 Low-voltage switchgear and control gear. Part 4-1: Contactors and motor starters - Electromechanical contactors and motor starters. (IEC 60947-4-1:2000) (Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть 4-1. Контакторы и пускатели электродвигателей. Электромеханические контакторы и пускатели электродвигателей. [МЭК 60947-4-1:2000])
EN 60947-5-1:2004 Low-voltage switchgear and control gear - Part 5-1: Control circuit devices and switching elements - Electromechanical control circuit devices (IEC 60947-5-1:2003) (Аппаратура коммутационная и механизмы управления низковольтные. Часть 5-1. Устройства и коммутационные элементы цепей управления. Электромеханические устройства цепей управления [МЭК 60947-5-1:2003])
EN 61310-1:2008 Safety of machinery - Indication, marking and actuating - Part 1: Requirements for visual, auditory and tactile signals (IEC 61310-1:2007) (Безопасность машин. Индикация, маркировка и запуск. Часть 1. Требования к визуальным, звуковым и осязаемым сигналам [МЭК 61310-1:2007])
CLC/TS 61496-2:2006 Safety of machinery - Electro-sensitive protective equipment - Part 2: Particular requirement using for equipment using active optoelectronic protective devices (AOPDs) (IES 61496-2:2006) (Безопасность машин. Электрочувствительные защитные устройства. Часть 2. Дополнительные требования к устройствам, использующим активные оптоэлектронные защитные приборы [AOPDs] [МЭК 61496-2:2006])
EN ISO 354:2003 Acoustics Measurement of sound absorption in a reverberation room (ISO 354:2003) (Акустика. Измерение звукопоглощения в реверберационной камере [ИСО 354:2003])
EN ISO 3743-1:1995 Acoustics - Determination of sound power levels of noise sources - Engineering methods for small, movable sources in reverberant fields - Part 1: Comparison methods for hard-walled test rooms (ISO 3743-1:1994) (Акустика. Определение уровней звуковой мощности источников шума. Технические методы для небольших подвижных источников в реверберационных полях. Часть 1. Сравнительный метод для твердостенных испытательных камер [ИСО 3743-1:1994])
EN ISO 3743-2-1996 Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering methods for small, movable sources in reverberant fields - Part 2: Methods for special reverberation test rooms (ISO 3743-2-1994) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технические методы для малых переносных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных камер [ИСО 3743-2:1994])
EN ISO 3744 Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering method in an essentially free field over a reflecting plane (ISO 3744) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в условиях свободного звукового поля над отражающей плоскостью [ИСО 3744])
EN ISO 3745 Acoustics - Determination of sound power levels of noise sources using sound pressure - Precision methods for anechoic and hemi-anechoic rooms (ISO 3745) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Точные методы для заглушенных и полузаглушенных камер [ИСО 3745])
EN ISO 3746 Acoustics - Determination of sound power levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane (ISO 3746) (Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения [ИСО 3746])
EN ISO 4413 Hydraulic fluid power - General rules and safety requirements for systems and their components (Приводы гидравлические. Общие правила и требования безопасности систем и их компонентов)
EN ISO 4414 Pneumatic fluid power - General rules and safety requirements for systems and their components (Приводы пневматические. Общие правила и требования безопасности систем и их компонентов)
EN ISO 4871:1996 Acoustics - Determination and verification of noise emission values of machinery and equipment (ISO 4871:1996) (Акустика. Определение и проверка шума машин и оборудования [ИСО 4871:1996])
EN ISO 9614-1 Acoustics - Determination of sound power levels of noise sources using sound intensity - Part 1: Measurement at discrete points (ISO 9614) (Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерение в отдельных точках [ИСО 9614-1])
EN ISO 11202:1995 Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and at other specified positions - Survey method in situ (ISO 11202:1995) (Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Контрольный метод измерения на месте [ИСО 11202:1995])
EN ISO 11204:1995 Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and at other specified positions - Method requiring environmental corrections (ISO 11204:1995) (Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Метод, требующий поправок на внешние воздействующие факторы [ИСО 11204:1995])
EN ISO 11688-1:2009 Acoustics - Recommended practice for the design of low-noise machinery and equipment. Part 1: Planning (ISO 11688:2009) (Акустика. Рекомендуемая практика проектирования малошумных машин и оборудования. Часть 1. Планирование [ИСО 11688:2009])
EN ISO 12100 Safety of machinery - Basic concepts, general principles for design (ISO 12100) (Безопасность машин. Основные концепции, общие принципы проектирования [ИСО 12100])
EN ISO 13849-1:2008 Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (ISO 13849-1:2006) (Безопасность машин. Элементы систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы проектирования [ИСО 13849-1:2006])
EN ISO 13850:2008 Safety of machinery - Emergency stop - Principles for design (ISO 13850:2006) (Безопасность машин. Аварийный останов. Принципы проектирования [ИСО 13850:2006])
ISO 286-2 ISO system of limits and fits - Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts (Допуски и посадки по системе ИСО. Часть 2. Таблицы классов стандартных допусков и предельных отклонений на размеры отверстий и валов)
ISO 7960:1995 Airborne noise emitted by machine tools - Operating conditions for woodworking machines (Шум станков, передаваемый по воздуху. Условия эксплуатации для деревообрабатывающих станков)
HD 21.1 S4:2002 Cables of rated voltages up to and including 450/750 V and having thermoplastic insulation - Part 1: General requirements (Силовые кабели номинальным напряжением до и включая 450/750 В с изоляцией из термопластика. Часть1. Общие требования)
HD 22.1 S4:2002 Cables of rated voltages up to and including 450/750 V and having cross-linked insulation - Part 1: General requirements (Силовые кабели номинальным напряжением до и включая 450/750 В с изоляцией из сшитого полиэтилена. Часть 1. Общие требования)
3 Термины и определения
3.1 Общие положения
Для целей настоящего стандарта применяются термины и определения, приведенные в EN ISO 12100. Дополнительно, специфические термины и определения, требуемые для настоящего стандарта, приведены в 3.2 и 3.3.
3.2 Термины
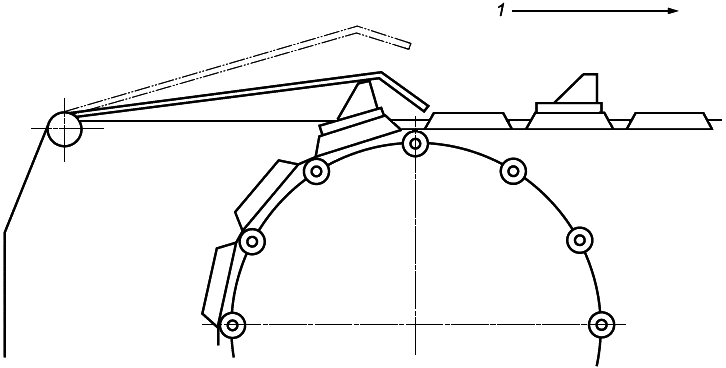
Основные части станка и их терминология показаны на рисунке 1.
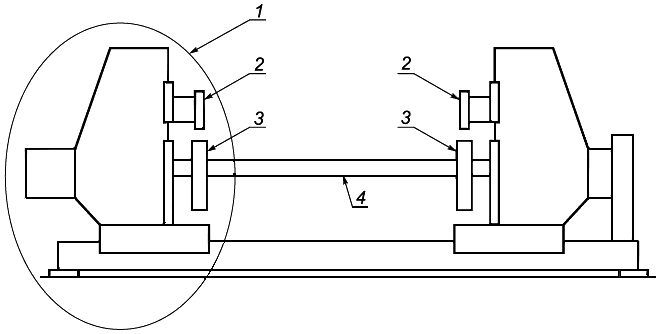
1 - половина станка; 2 - верхние прижимные балки; 3 - направляющие балки цепи; 4 - поперечный приводной вал подачи
Рисунок 1 - Терминология
3.3 Определения
3.3.1 двухсторонний шипорезный и/или профилирующий станок с цепной конвейерной подачей (double end tenoning and/or profiling machine fed by chain or chains): Деревообрабатывающий станок, предназначенный, главным образом, для формирования шипов и/или профилей на противоположных концах обрабатываемой заготовки одновременно за один проход. Шипы и/или профили нарезаются посредством фрезерных инструментов, дисковых пил и/или шлифовальных узлов, установленных на одном или более шпинделях на каждой половине станка. Обрабатываемая заготовка подается цепным конвейером подачи, использующим упоры и/или собачки, установленные на непрерывной ленте цепи конвейера.
3.3.2 половина станка (machine half): Часть станка, включающая станину, направляющую балку цепи конвейера, верхнюю прижимную балку и обрабатывающие узлы. На каждой половине станка обрабатывается один конец обрабатываемой заготовки. Одна или обе половины станка передвигаются (настроечное поперечное к направлению подачи заготовки перемещение по направляющим станины), что позволяет обрабатывать заготовки различной длины.
3.3.3 профилирование (profile): Формирование на конце обрабатываемой заготовки заданного фасонного профиля (например, шип, проушина, шлиц и т.д.) фрезерными инструментами, дисковыми пилами и/или шлифовальными узлами. Профилирование включает также возможность обработки кромок панелей щитовых деталей, сортированных по размерам.
3.3.4 встроенная подача (integrated feed): Механизм подачи для обрабатываемой заготовки или инструмента, который встроен в станок и на котором обрабатываемая заготовка или элемент станка, содержащий инструмент, удерживается и управляется механически во время обработки.
3.3.5 выброс (ejection): Неожиданное движение от станка обрабатываемой заготовки, частей ее или частей станка во время обработки.
3.3.6 привод станка (machine actuator): Силовой механизм, используемый для приведения в движение станка.
3.3.7 время разбега (run-up time): Время, прошедшее от приведения в действие устройства управления пуском до достижения шпинделем заданной скорости вращения.
3.3.8 время выбега без торможения (un-braked run-down time): Время, прошедшее от приведения в действие устройства управления остановкой до полной остановки шпинделя без включения тормозного устройства.
3.3.9 время выбега с торможением (braked run-down time): Время, прошедшее от действия устройства управления остановкой и включения тормозного устройства до полной остановки шпинделя.
3.3.10 встроенное закрытое ограждение (integral enclosure): Ограждение (например, кожух), установленное на станке для соответствующего закрытия станка и обеспечения мер по снижению шума, при котором заданные регулировочные работы могут быть доступны с внешней стороны ограждения. На каждой половине станка предусматривается отдельное ограждение и на подвижной половине/половинах станка это ограждение движется вместе с половиной станка, если проводится регулировка по ширине обрабатываемой заготовки.
3.3.11 полное закрытое ограждение (complete enclosure): Ограждение, полностью закрывающее станок, в виде кабины, предназначенное преимущественно для снижения шума и для предоставления оператору возможности свободно передвигаться вокруг ограждения для проведения наладочных и регулировочных работ внутри ограждения.
3.3.12 перемещаемый станок (displaceable machine): Станок, устанавливаемый на полу рабочего помещения, неподвижный во время работы и оборудованный устройством, обычно колесами, позволяющими передвигать его на другое место расположения. После установки станка на полу, колеса должны выводиться из контакта с полом.
3.3.13 информация поставщика (information from the supplier): Официальные бюллетени, литература по сбыту, проспекты или другие документы, в которых изготовитель (или поставщик) декларирует любые характеристики материалов или продукции или подтверждает соответствие материалов или продукции соответствующему стандарту.
4 Перечень основных опасностей
В данном разделе рассмотрены основные опасности, опасные ситуации и опасные случаи, которые требуют действия по устранению или снижению риска для станков, указанных в разделе 1.
В настоящем стандарте рассмотрены эти основные опасности и установлены требования безопасности и/или защитные меры по устранению этих опасностей и/или снижению риска при проектировании и эксплуатации станков, или приведены ссылки на соответствующие стандарты.
В таблице 1 представлен перечень основных опасностей.
Таблица 1 - Перечень основных опасностей
Наименование опасности | EN ISO 12100 | Соответствующий пункт в настоящем стандарте |
1 Механические опасности от воздействия: | ||
a) формы; | 6.2.2, 6.2.8 | 5.3.3, 5.3.7, 5.4.5, 6.3 |
b) относительного расположения; | 5.2.2, 5.2.5, 5.3.7 | |
c) массы и скорости (кинетической энергии частей станка в управляемом или неуправляемом движении); | 5.2.7, 5.3.5, 5.3.7 | |
d) механической прочности; | 5.3.2, 5.3.3 | |
- накопления энергии, внутри станка: | ||
e) жидкостями и газами под давлением | 6.2.10, 6.3.5 | 5.4.7, 5.4.8 |
1.1 опасность раздавливания | 6.2.2 | 5.3.7 |
1.2 опасность ранения | 5.3.7 | |
1.3 опасность разрезания или разрыва | 5.3.2, 5.3.3, 5.3.4, 5.3.7 | |
1.4 опасность запутывания | 5.3.3, 5.3.4, 5.3.6, 5.3.7 | |
1.5 опасность затягивания или попадания в ловушку | 5.3.7.1 | |
1.6 опасность удара | 5.3.7 | |
1.9 опасности, обусловленные выбросом жидкости | 5.3.4, 5.4.7, 5.4.8 | |
2 Электрические опасности вследствие: | ||
2.1 контакта персонала с токоведущими частями (прямой контакт); | 6.2.9, 6.3.2, 6.3.3.2, 6.3.5.4, 6.4.4, 6.4.5 | 5.4.4, 5.4.6, 5.4.12, 5.4.13 |
2.2 контакта с частями станка, которые в неисправном состоянии находятся под напряжением (косвенный контакт) | 5.4.4, 5.4.6, 5.4.12, 5.4.13 | |
4 Опасности, вызванные шумом, приводящие к: | ||
4.1 потере слуха (глухоте), другим физиологическим расстройствам (например, к потере равновесия, к ослаблению внимания) | 6.2.2.2, 6.2.3 с), 6.2.4 с), 6.2.8 с), 6.3.1, 6.3.2.1 b), 6.3.2.5.1, 6.3.3.2.1, 6.3.4.2, 6.4.3, 6.4.5.1 b) и с) | 5.4.2 |
4.2 ухудшению восприятия речи, звуковых сигналов и т.д. | 5.4.2 | |
7 Опасности, вызванные материалами и веществами (или их составляющими), используемыми или выделяемыми станком: | ||
7.1 опасности от контакта или вдыхания паров вредных жидкостей и пыли | 6.2.4 b), 6.2.8 с), 6.3.2.7, 6.3.3.2.1, 6.3.4.5 | 5.4.3, 6.3 |
7.2 опасности воспламенения или взрыва | 5.4.1 | |
8 Опасности из-за несоблюдения конструктором эргономических принципов при конструировании станка от: | ||
8.1 вредных для здоровья поз, связанных с чрезмерным напряжением тела | 6.2.2.1, 6.2.7, 6.2.8, 6.2.11.8, 6.3.2.1, 6.3.3.2.1 | 5.2.2, 5.4.5, 6.3 |
8.2 несоответствия анатомическим возможностям рук и ног человека | 5.2.2, 5.4.5, 6.3 | |
8.4 местного освещения | 5.4.6, 6.3 | |
8.6 ошибок в поведении людей | 6.3 | |
8.7 конструкции, расположения или опознания органов управления | 5.2.2 | |
8.8 конструкции или расположения средств отображения информации | 5.2.2 | |
9 Комбинация опасностей | Приложение В, таблица В.1 | 5.2.6, 5.2.7 |
10 Неожиданные пуски, повороты, прокручивания (или любые подобные нештатные состояния) от: | ||
10.1 неполадок или повреждения систем управления | 6.2.11, 6.3.5 | 5.2.1, 5.2.11 |
10.2 возобновление подачи энергоснабжения после его прерывания | 6.2.11.4, 6.2.11.5 | 5.2.10, 5.3.3.7 |
10.3 внешнего воздействия на электрооборудование | 6.2.11 | 5.4.4, 5.4.9 |
10.6 ошибок оператора (вследствие несоответствия станка характеристикам и возможностям человека (см.8.6 таблицы 1) | 6.2.8, 6.2.11.10, 6.3.5, 6.4 | 5.2.1, 5.4.5, 6.3 |
11 Невозможность остановки станка в желаемом положении | 6.2.11, 6.3.5 | 5.2.2, 5.2.4, 5.2.9 |
13 Нарушение энергоснабжения | 6.2.11 | 5.2.10 |
14 Нарушение в цепи управления | 6.2.11, 6.3.5 | 5.2.11 |
15 Ошибки монтажа | 6.2.7, 6.4.5 | 5.4.11, 6.3 |
16 Разрушение во время работы | 6.2.3 | 5.2.2 |
17 Падение или выбрасывание предметов или жидкостей | 6.2.3, 6.2.10 | 5.2.6, 5.2.8, 5.3.2, 5.3.3, 5.3.5, 5.3.6, 5.3.12 |
18 Потеря устойчивости/опрокидывание станка | 6.3.2.6 | 5.3.1 |
5 Требования безопасности и/или защитные меры
5.1 Общие положения
Станок должен отвечать требованиям безопасности и/или защитным мерам настоящего раздела. Кроме того, станок должен быть спроектирован в соответствии с принципами EN ISO 12100 (раздел 5) для соответствующих опасностей, но не основных, (например, острые кромки), которые не рассматриваются в настоящем стандарте.
При проектировании станков, для снижения риска следует руководствоваться EN ISO 12100 (6.2), а для принятия защитных мер - EN ISO 12100 (6.3).
5.2 Органы управления
5.2.1 Безопасность и надежность систем управления
Настоящий стандарт в вопросах безопасности охватывает всю систему управления станком от исходного органа управления или датчика положения до точки входа в конечный привод или элемент станка, например двигатель или тормозное устройство.
Ниже перечислены части системы управления, связанные с обеспечением безопасности этого станка в соответствии с выполняемыми функциями, такие как:
- пуск (см.5.2.3);
- рабочая остановка (см.5.2.4);
- аварийная остановка (см.5.2.5);
- блокируемые подвижные ограждения (см.5.3.7);
- подвижные ограждения, блокируемые с фиксацией закрытия ограждения (см.5.3.7);
- управляющее устройство с реакцией на приближение, устройство ограничения и удерживающие управляющие устройства, требуемые в 5.3.7.3;
- выбор режима (см.5.2.7);
- встроенная подача (см.5.2.6);
- бесступенчатое изменение скорости вращения (см.5.2.8);
- фиксация (запирание) шпиндельного узла (см.5.3.3.4);
- торможение (см.5.2.4, 5.2.5, 5.3.4).
Эти системы управления, должны быть спроектированы и сконструированы в соответствии с категорией 1, как определено в EN ISO 13849-1 с применением "успешно испытанных компонентов" и "хорошо проверенных принципов".
Для целей настоящего стандарта "успешно испытанными" компонентами и "хорошо проверенными принципами" являются:
а) электрические компоненты, если они соответствуют стандартам, включая следующие:
- EN 60947-5-1 (раздел 3) для переключателей управления с принудительно размыкающимися контактами, используемыми, как механически переключаемые позиционные переключатели для блокировки ограждений и как реле, используемые во вспомогательных цепях управления;
- EN 60947-4-1 - для электромеханических контакторов и пускателей электродвигателей, используемых в главных электрических цепях;
- HD 22.1 S4 - для кабелей с резиновой изоляцией;
- HD 21.1 S4 - для кабелей с поливинилхлоридной изоляцией, если эти кабели дополнительно защищены от механических повреждений (например, размещены внутри станины);
b) электрические принципы, если они соответствуют EN 60204-1 (9.4.2.1, первые четыре перечисления). Электрические цепи управления должны быть выполнены по схеме соединения электропроводами с использованием контактной электроаппаратуры или, если в системах управления, связанных с обеспечением безопасности, использованные "хорошо испытанные" электронные компоненты, выполнены в соответствии с требованиями EN 60204-1 ((9.4.2.2 [т.е. чрезмерность с поперечным контролем] или 9.4.2.3 [т.е разнообразие]), [см.приложение А - примеры систем управления, связанных с обеспечением безопасности]);
c) механические компоненты, если они выполнены в соответствии EN ISO 12100 (6.2.5);
d) механически действующие позиционные переключатели для ограждений, если они приводятся в действие принудительным способом и их расположение/крепление, а также конструкция/крепление контактного кулачка переключения соответствуют EN 1088 (5.2 и 5.3);
e) блокирующие устройства с фиксацией закрытия ограждения, если они удовлетворяют требованиям 5.3.7.1;
f) пневматические и гидравлические компоненты и системы, если они соответствуют требованиям EN ISO 4414 и EN ISO 4413.
Как исключение, если устройства задержки времени, используемые в электрических цепях управления, выполненных по схеме соединения электропроводами с использованием контактной электроаппаратуры, которые разработаны, по крайней мере, для одного миллиона приведений в действие, то компоненты, состоящие из начального ручного удерживающего управляющего устройства могут быть категории В в соответствии с требованиями EN ISO 13849-1.
Кроме того, система управления для бесступенчатого изменения скорости вращения должна быть разработана и построена в соответствии со следующими принципами: фактическая скорость или выходная частота тока могут быть преобразованы в компараторе, например, электронной системой и могут там быть сравнены или инвертором (преобразователем) непосредственно, или внешним компаратором с установленной выбранной частотой тока.
Контроль: проверка соответствующих чертежей и/или электрических схем и визуальный контроль станка.
Примечание - Для характеристики компонентов может быть использована информация поставщика компонентов.
5.2.2 Расположение органов управления
Основные органы управления станком, предназначенные для пуска шпинделей инструмента, рабочей остановки, движения верхней прижимной балки и выбора режима, должны быть расположены и установлены рядом на позиции, с которой видима площадь загрузки станка. Если органы управления расположены на отдельном пульте управления, их расположение должно быть указано изготовителем станка в руководстве по эксплуатации (см.6.3).
Удерживающие управляющие устройства должны быть расположены таким образом, чтобы оператор, приводя их в действие, мог видеть управляемые движения (также см.5.2.7.2, перечисление d).
Для расположения органов управления аварийной остановкой, см.5.2.5.
Если органы управления установлены на подвижном пульте, то пульт должен быть соединен посредством кабеля со станком.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.3 Пуск
Перед пуском или повторным пуском станка все защитные ограждения должны находиться на месте и быть работоспособными. Достигается это взаимосвязанными мерами, описанными в 5.3.7. Пуск или повторный пуск должны быть возможны только посредством приведения в действие устройства управления пуском, предусмотренного для этой цели.
Если двигателю шпинделя инструмента подается электропитание, это должно быть обозначено. Средствами идентификации являются, например, световой сигнал вблизи органа управления пуском или встроенный в кнопку пуска либо посредством использования двухпозиционного переключателя положения, либо через оператора, посылающего сигнал, управляя компьютером.
Площадь рассечения и/или раздавливания между обрабатываемой заготовкой и частями станка должна быть видимой с основной позиции управления станком прямо либо косвенно, например, посредством зеркала или телевизионной камеры.
Должен быть возможным пуск двигателя каждого шпинделя инструмента и механизма подачи отдельно (см.5.2.6).
Для электрически пускаемых станков см.EN 60204-1 (9.2.5.2).
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль и соответствующее функциональное испытание станка.
5.2.4 Органы управления остановкой
5.2.4.1 Рабочая остановка
Станок должен быть оснащен устройством управления остановкой, которое, когда приводится в действие, останавливает одновременно все приводы станка и механизмы резания, установленные к ним, как только остановка завершена.
Категория этой функции остановки (категория 0 или 1) должна быть в соответствии с требованиями EN 60204-1(9.2.2), где требования "безопасность и/или функционирование" станка выполнены, избегая воздействия между обрабатываемой заготовкой и вращающимися или стационарными инструментами, и позволяют функции остановки быть удерживаемой приведенным в действие электрическим тормозом (если предусмотрен) до тех пор, пока торможение не завершено полностью.
Вышеупомянутые требования должны быть обеспечены на уровне управления электрическими цепями. Если используется устройство задержки времени, то время задержки должно быть больше, чем наибольшее время выбега станка и/или время задержки должно быть установлено или устройство, регулирующее задержку времени, после установки времени задержки, должно быть опломбировано.
Если аварийная остановка, предусмотренная по 5.2.5, также обеспечивает достижение вышеизложенных требований, то аварийная остановка может быть принята во внимание, как соответствующая требованиям управления рабочей остановкой. В этом случае, должна быть учтена предосторожность по предотвращению автоматического или неожиданного повторного пуска (также см.EN 60204-1, 7.5).
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль и соответствующее функциональное испытание станка.
5.2.4.2 Другие органы управления остановкой
Другие предусмотренные органы управления остановкой должны быть категории 0, 1 или 2 в соответствии с требованиями EN 60204-1 в зависимости от их предназначенной функции. Если используется управление остановкой категории 2 и это действует в режиме урегулирования для всех движений или в рабочем режиме только для подачи, то это должно соответствовать всем требованиям безопасности связанным со специфическим режимом.
Если это принято, то последовательность остановки должна быть следующей:
a) остановка движений по осям;
b) остановка вращения шпинделя и приведение в действие тормозного устройства (если предусмотрено);
c) когда последовательность торможения выполнена, отключение тормозного устройства (если установлен электрический тормоз).
Неожиданный повторный пуск всех движений в режиме урегулирования или движения подачи в рабочем режиме должны быть предотвращены в соответствии с требованиями EN 1037. Где это невозможно для отключения всех приводов станка, управление остановкой в соответствии с требованиями EN 1037 (6.4) является необходимым. В случае отказа, система слежения должна отключить питание к этим движениям.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль и соответствующее функциональное испытание станка.
5.2.5 Аварийная остановка
Требования к аварийной остановке должны соответствовать EN ISO 13850.
Станки должны быть оснащены органом(ми) управления аварийной остановкой, который соответствует требованиям EN 60204-1 (9.2.5.4 и 10.7). Однако требования EN 60204-1 (10.7.5) не применяются.
Должны применяться требования для рабочей остановки по 5.2.4.
Органы управления аварийной остановкой должны быть установлены на следующих местах:
a) на позициях загрузки и разгрузки станка на обоих концах каждой половины станка;
b) на каждом подвижном и неподвижном пульте органов управления;
c) не более чем на 0,5 м от каждого удерживающего управляющего устройства;
d) внутри закрытого ограждения, если предусмотрен переключатель выбора режима (см.5.2.7) и расположен так, чтобы его возможно было достигнуть с любой позиции управления аварийной остановки.
Орган управления аварийной остановкой единственный может выполнять, на основании его установленного положения, больше одного из вышеупомянутых требований.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.6 Встроенная подача
Встроенная подача должна работать только тогда, когда все предназначенные для работы шпиндели инструмента вращаются, а не вращающиеся шпиндели с наибольшим диаметром инструмента, не участвующие в процессе резания, выведены за пределы зоны движения обрабатываемой заготовки. Это может быть достигнуто посредством:
a) переключателя ограничения, по меньшей мере, категории В в соответствии с требованиями EN ISO 13849-1; или
b) программируемой электронной системы.
См.6.3 для каждого регулируемого вручную инструмента, это ручное регулирование включает удерживающее управляющее устройство.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.7 Выбор режима
5.2.7.1 Общие положения
Переключатель выбора режима должен быть предусмотрен, если ограждения должны быть открытыми для регулировки, пока определенные части станка находятся в движении. Этому управлению режимом должны отвечать все другие системы управления за исключением системы управления аварийной остановки.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль и соответствующее функциональное испытание станка.
5.2.7.2 Выбор режима для регулировки инструментов
Для инструментов может быть предусмотрен переключатель выбора режима. Если переключатель выбора режима предусмотрен, следующие требования должны выполняться:
a) в режиме регулирования, рабочий (автоматический) режим управления должен быть исключен;
b) его использование не должно инициировать любую регулировку;
c) перемещение его к регулируемому положению должно инициировать остановку подачи и шпинделей инструмента;
d) он должен быть блокирован посредством замка переключателя в соответствии с требованиями EN ISO 12100 (6.2.11.10);
e) движение подачи должно быть управляемым посредством удерживающего управляющего устройства (см.5.2.2). Подача и шпиндели инструмента должны остановиться, если удерживающее управляющее устройство для подачи находится в действии более чем 5 мин. Удерживающее управляющее устройство должно быть расположено только на подвижном пульте управления;
f) приведенным в действие регулированием должно управлять удерживающее управляющее устройство (также см.5.2.2);
g) некоторые или все шпиндели инструмента могут вращаться после преднамеренного пуска. Если преднамеренный пуск возможен в регулируемом режиме, площадь вокруг инструмента должна быть видимой оператору;
h) устройство(а) сдерживания/препятствия должно быть установлено, по мере необходимости, чтобы предотвратить горизонтальный доступ внутрь закрытого ограждения. Для материалов и свойств этого устройства см.5.3.2.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.7.3 Выбор режима для точной регулировки инструментов пока они и подача находятся в движении в течение обработки
Для точной регулировки инструментов может быть предусмотрен переключатель выбора режима. Если переключатель выбора режима предусмотрен, должны выполняться следующие требования:
a) в режиме точной регулировки рабочий (автоматический) режим управления должен быть исключен;
b) его использование не должно инициировать любую регулировку;
c) он должен быть блокирован, например, посредством замка переключателя в соответствии с требованиями EN ISO 12100 (6.2.11.10);
d) принимая во внимание блокировку одной двери не более 2,0 м длиной, одно время должно быть принято для наибольшего периода до 3 мин. Подача и инструменты должны остановиться, если этот предел времени превышен;
e) устройство(а) сдерживания/препятствия должно быть установлено, по мере необходимости, чтобы предотвратить горизонтальный доступ к любому вращающемуся инструменту внутри закрытого ограждения. Материалы и свойства этого устройства см.5.3.2.
Также см.5.2.2 и 5.3.7.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерение, визуальный контроль и соответствующее функциональное испытание.
5.2.8 Изменение скорости
На станках, снабженных устройством (например, преобразователь частоты электрического тока) для постоянного бесступенчатого изменения частоты вращения шпинделей инструмента, это устройство должно обеспечивать фактическую частоту вращения шпинделя, которая не превышала бы установленную более чем на 10%. Фактическая частота вращения шпинделя или выходная частота тока, могут быть преобразованы в компараторе, например, электронной системой, и могут там быть сравнены с установленной величиной или непосредственно самим преобразователем или внешним компаратором (также см.EN 60204-1, 9.2.4 и А4).
Контроль: проверка соответствующих чертежей и/или электрических схем, измерение и визуальный контроль станка.
Примечание - Для характеристики компонентов могут быть использованы материалы от изготовителя компонентов.
5.2.9 Контроль дублирования
Если станок снабжен дублируемым органом управления пуском, то эти органы управления должны соответствовать EN ISO 12100 (перечисление е) 6.2.11.8), если опасные элементы означают движение любого привода шпинделя станка.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.10 Нарушение энергоснабжения
На станках с электрическим приводом, в случае прерывания электроснабжения, автоматический повторный пуск после восстановления электроснабжения должен быть исключен в соответствии с требованиями EN 60204-1 (7.5, абзацы 1 и 3).
На станках, оснащенных пневматическими приводами шпинделей, должно быть предусмотрено устройство давления, которое останавливает станок, если пневматическое давление составляет меньше, чем 50% от установленного рабочего давления (также см.6.3). Автоматический повторный пуск станка должен быть предотвращен.
Если пневматическое давление требуется для удержания или позиционирования, то должно быть установлено средство поддержания пневматического давления в случае отказа его поставки. Если используются обратные клапаны для выполнения этого требования, то они должны быть установлены в действующих цилиндрах.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.2.11 Нарушение в цепях управления
Должны выполняться требования EN 1037 и, кроме того, электрические цепи управления должны быть спроектированы так, чтобы разрыв линии в любой цепи (например, разрыв провода, трубы или шланга) не привел к потере функции безопасности, например к ненамеренному пуску (см.также EN 60204-1, EN ISO 4413 и EN ISO 4414).
Также см.5.2.1.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль, соответствующее функциональное испытание.
5.3 Защитные меры против механических опасностей
5.3.1 Устойчивость
Должна быть обеспечена возможность крепления стационарных станков и вспомогательного оборудования к ним, например, устройства для поддержания заготовки, к неподвижным частям рабочего помещения, например к полу, через отверстия в станине, например, крепежными болтами или другими крепежными устройствами (также см.6.3).
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.3.2 Опасность поломки во время работы
Ограждения инструмента должны быть изготовлены из материалов со следующими свойствами (также см.5.3.7):
a) сталь с пределом прочности на разрыв не менее 350 Н/мм и толщиной стенки не менее 2 мм;
b) легкий сплав с характеристиками, приведенными в таблице 2;
Таблица 2 - Толщина стенки ограждения инструмента в зависимости от предела прочности материала
Наименьший предел прочности, Н/мм | Наименьшая толщина стенки, мм |
180 | 5 |
240 | 4 |
300 | 3 |
c) поликарбонат с толщиной стенки не менее 5 мм или другой синтетический материал с толщиной стенки, имеющий прочность на удар, равную или лучше, чем поликарбонат с толщиной стенки 5 мм;
d) чугун с пределом прочности 200 Н/мм и наименьшей толщиной стенки до 5 мм.
Контакт между режущими инструментами и частями станка во время механической регулировки шпинделей должен быть устранен, например, при помощи ручного регулирования механически удерживающего устройства или посредством программного управления. При механическом регулировании не должны включаться никакие рабочие движения станка (также см.6.3).
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка.
Примечание - Для подтверждения предела прочности допускается использовать документацию изготовителей материалов.
5.3.3 Держатель инструмента и конструкция инструмента
5.3.3.1 Геометрическое исполнение
Все шпиндели инструментов должны быть изготовлены в соответствии с требованиями, приведенными в приложении В.
Посадочная часть шпинделя для установки инструмента, например пилы, должна иметь наименьшую точность по g6 в соответствии с требованиями ISO 286-2.
Контроль: проверка соответствующих чертежей, визуальный и измерение.
5.3.3.2 Прочность шпинделя
Шпиндели инструмента должны быть изготовлены из стали с пределом прочности не менее 580 Н/мм.
Контроль: проверка соответствующих чертежей.
Примечание - Для подтверждения предела прочности допускается использовать документацию изготовителя материалов.
5.3.3.3 Размеры для шпинделей и инструментов
Принимая во внимание требования по балансировке инструмента по EN 847-1 (6.2.4), изготовитель должен указывать для каждого шпинделя наибольшую частоту вращения, наибольшую массу и диаметр инструментов, которые могут быть использованы с ним (также см.6.3).
Контроль: расчеты и другие методы, например испытание, соответствующие стандарты и т.п.
5.3.3.4 Фиксация (запирание) шпиндельного узла
Регулируемые шпиндельные узлы во время обработки должны быть зафиксированы (заперты) в установленном рабочем положении, например, посредством:
а) устройства обеспечения фиксации (запирания), если регулирование его положения производится вручную;
b) тормоза электрического двигателя или самозапирающейся передачи (например, зубчатое колесо и зубчатая рейка);
c) обратного клапана, непосредственно связанного с пневматическим цилиндром, если регулирование положения осуществляется при помощи пневматической энергии;
d) электрической цепи, если регулирование положения осуществляется от системы программного управления.
Контроль: проверка соответствующих чертежей, электрических схем, визуальный контроль станка и соответствующее функциональное испытание станка.
Примечание - В контексте этого требования "регулирование" не включает управляемое движение во время обработки.
5.3.3.5 Фиксация (запирание) шпинделя
Если необходимо исключить возможность вращения шпинделя (например, при замене инструмента), то должно быть предусмотрено устройство фиксации (например, двухсторонний гаечный ключ или гнездо для фиксирующего штифта, вставленного в шпиндель).
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.3.6 Шпиндельные кольца
Если установлены шпиндельные кольца, то они должны иметь точность по внутреннему диаметру, по крайней мере, с допуском по Н8 в соответствии с требованиями ISO 286-2.
Поверхности прижима шпиндельного кольца должны быть параллельны в пределах допуска 0,02 мм.
Шпиндельные кольца должны быть изготовлены из стали с пределом прочности не менее 580 Н/мм и иметь толщину не менее 9,5 мм.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и измерение.
Примечание - Для подтверждения предела прочности допускается использовать документацию изготовителя материала.
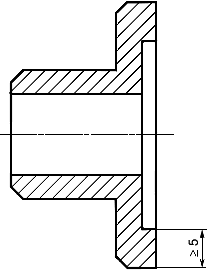
Рисунок 2 - Деталь фланца дисковой пилы
5.3.3.7 Устройства крепления инструментов
На шпинделях инструмента должно предусматриваться одно из следующих устройств закрепления инструмента:
a) точное соединение между инструментом и шпинделем; или
b) точное соединение между передним фланцем или шпиндельным кольцом и шпинделем; или
c) конусное соединение.
Если предусмотрены фланцы для дисковой пилы, то они должны соответствовать следующим требованиям:
a) диаметр обоих фланцев (или фланца дисковой пилы, установленной заподлицо) должен быть D/6 (где D - наибольший наружный диаметр дисковой пилы, предусмотренный конструкцией станка);
b) для всех фланцев, кроме предназначенных для установки пилы заподлицо, поверхность прижима на наружной части фланца должна быть плоской, шириной 5 мм и должна иметь фаску по наружному диаметру, скошенную к центру (см. рисунок 2). Отклонение по наружному диаметру обоих фланцев друг от друга не должно превышать ±1 мм.
Если на станке установлена гидравлическая система крепления инструмента, то должно быть предусмотрено устройство, предотвращающее осевое перемещение инструмента при сбое в гидравлической системе.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.3.4 Торможение
5.3.4.1 Общие положения
Должно быть предусмотрено автоматическое торможение для:
а) шпинделей инструмента, если время выбега без торможения превышает 10 с. Время выбега с торможением должно быть менее 10 с, если время разбега шпинделя превышает 10 с, но время разбега, ни в коем случае, не должно превышать 30 с;
b) шлифовально-ленточных узлов, если время выбега без торможения составляет более чем 30 с. Время выбега с торможением должно быть менее чем 30 с.
Для электрического торможения должно применяться только торможение постоянным током.
Контроль: для определения времени разбега и времени выбега без торможения и с торможением см., соответственно, испытания, приведены в 5.3.4.3.
5.3.4.2 Условия для всех испытаний
a) шпиндельный узел должен быть установлен в соответствии с инструкциями изготовителей станка (например, касательно силы натяжения ремня);
b) при выборе частоты вращения шпинделя и размеров инструментов должны быть выбраны условия, которые создают наибольшую кинетическую энергию, для которой разработан станок;
c) перед началом испытаний шпиндель должен вращаться для прогрева на холостом ходу с установленной частотой вращения не менее 15 мин;
d) отклонение фактической частоты вращения шпинделя от установленной не должно превышать 10%;
e) при пуске электродвигателя в режиме снижения пусковых токов путем ручного переключения звезда-треугольник следует соблюдать инструкции изготовителей двигателя для такого пуска;
f) прибор для измерения частоты вращения должен иметь точность не более ±1% в пределах шкалы измерения;
g) прибор для измерения времени должен иметь точность, по меньшей мере, ±0,1 с.
5.3.4.3 Испытания
5.3.4.3.1 Время выбега без торможения
Время выбега без торможения должно быть измерено следующим образом:
a) пустить двигатель привода шпинделя и обеспечить вращение с установленной частотой вращения на холостом ходу в течение 1 мин;
b) отключить двигатель привода шпинделя и измерить время выбега без торможения;
c) повторить этапы по перечислениям a) и b) не менее двух раз.
Время выбега без торможения определяется как среднее арифметическое значение из трех произведенных измерений.
5.3.4.3.2 Время выбега с торможением
Время выбега с торможением должно быть измерено следующим образом:
a) пустить двигатель привода шпинделя станка и обеспечить вращение шпинделя с установленной частотой вращения на холостом ходу в течение 1 мин;
b) отключить двигатель привода шпинделя и измерить время выбега с торможением;
c) остановить вращение шпинделя и обеспечить интервал до повторного пуска шпинделя, равный (Р/7,5) мин (где Р - номинальное значение мощности двигателя, кВт), но не менее 1 минуты;
d) повторно включить двигатель привода шпинделя и обеспечить вращение шпинделя с установленной частотой вращения на холостом ходу в течение 1 минуты;
е) повторить этапы по перечислениям b) - d) не менее девяти раз.
Время выбега с торможением определяется как среднее арифметическое значение из десяти произведенных измерений.
5.3.4.3.3 Время разбега
Время разбега должно быть измерено следующим образом:
a) пустить двигатель привода шпинделя и измерить время разбега (см.3.3.7);
b) отключить двигатель привода шпинделя и дождаться полной остановки шпинделя;
c) повторить этапы по перечислениям a) и b) не менее двух раз.
Время разбега определяется как среднее арифметическое значение из трех произведенных измерений.
5.3.5 Устройства для снижения возможности или последствия выброса
Устройства, например отражатели, толкатели, должны быть установлены так, чтобы отодвинуть отходы резания от полотна дисковой пилы для предотвращения от вхождения их в контакт с последующими инструментами и обеспечить выброс отходов от станка или отходы резания должны быть размещены в соответствующие приемники и быть извлечены.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.6 Опорные поверхности и направляющие для обрабатываемой заготовки
Обрабатываемая заготовка должна поддерживаться и направляться посредством звеньев цепи, упоров (собачками) и верхней прижимной балки.
Контроль: проверка соответствующих чертежей, визуальный контроль станка и соответствующее функциональное испытание станка.
5.3.7 Предотвращение доступа к движущимся частям
5.3.7.1 Ограждение инструментов
Доступ к вращающимся режущим инструментам, учитывая шлифовальные инструменты, должен быть предотвращен посредством ограждения или ограждений, которые представляют собой составное закрытое ограждение (также см.5.4.2), иное, чем через щель между цепью подачи и верхней прижимной балкой, вдоль которой проходит обрабатываемая заготовка.
Если предусмотрен доступ для техобслуживания, регулировки или установки инструмента, этот доступ должен быть через перемещаемое ограждение, блокируемое с устройством фиксации закрытия ограждения в соответствии с требованиями EN 1088 (исключения см.5.2.7.2).
Если время разбега инструмента превышает 10 с, то блокирующее упругое устройство, применяемое/механически освобождаемое устройство блокировки ограждения в соответствии с EN 1088 (приложение М) должно быть использовано для этой части секции закрытого ограждения.
Встроенное закрытое ограждение должно быть спроектировано так, чтобы оператору невозможно было оставаться внутри него при закрытых дверцах. Однако, где это невыполнимо из-за конструкции станка или размеров дверец, закрытое ограждение должно быть спроектировано так, чтобы:
a) движение оператора вдоль станка являлось ограниченным;
b) орган управления аварийной остановкой был доступен для оператора, стоящего внутри;
c) был возможным доступ к дверцам, открываемым с внутренней стороны.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль, измерение и соответствующее функциональное испытание станка.
5.3.7.2 Ограждение шлифовальных лент
Доступ к шлифовальной ленте, не участвующей в процессе обработки, должен быть предотвращен неподвижными ограждениями. Ограждения должны позволять замену или регулировку шлифовальной ленты, очистку или уборку пыли, например, посредством неблокируемого откидного ограждения, которое должно быть фиксируемым (запертым) в закрытой позиции во время рабочей операции.
Контроль: проверка соответствующих чертежей и/или электрических схем, визуальный контроль и соответствующее функциональное испытание станка.
5.3.7.3 Ограждение цепи или других механизмов подачи
5.3.7.3.1 Общие положения
Доступ к цепям и прижимным устройствам должен быть предотвращен посредством закрытого ограждения, требуемого по 5.3.7.1 и для каждой из наружных частей вне закрытого ограждения, неподвижными ограждениями, за исключением той части цепи и прижимного устройства, которые обязательно выставлены для удержания и подачи обрабатываемой заготовки.
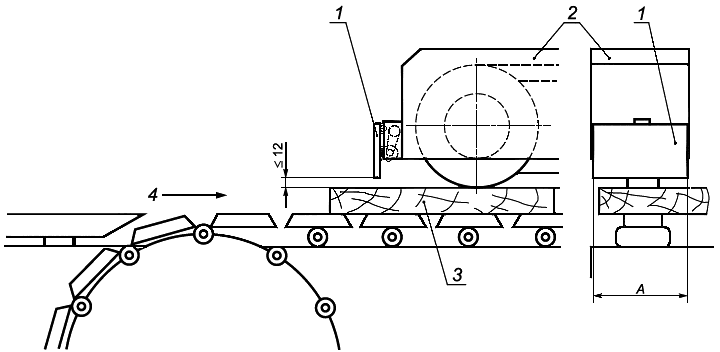
На входе и выходе подачи риск раздавливания между закрывающими цепь прокладками должен быть снижен посредством адекватной конструкции цепи (см. рисунок 3) или снабжен ограждением. Опасность вовлечения между цепью и неподвижной частью станка и стружколомателем должна быть снижена посредством использования части рабочего суппорта или соответствующего удлинения кожуха, чтобы покрыть точку затягивания в ловушку (см. рисунки 4 и 5).
Контроль: проверка соответствующих чертежей, визуальный контроль и соответствующее функциональное испытание станка.
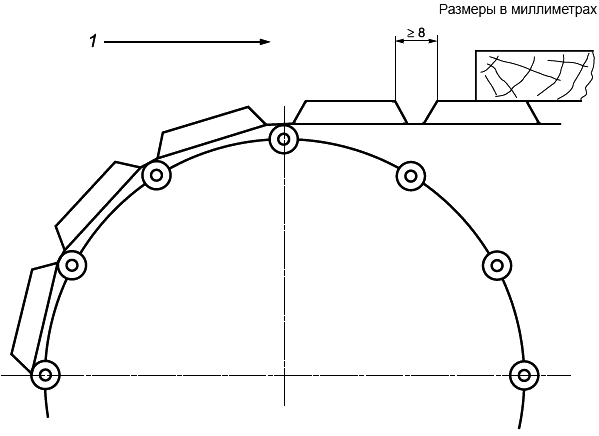
1 - направление подачи
Рисунок 3 - Пример адекватной конструкции цепной подачи
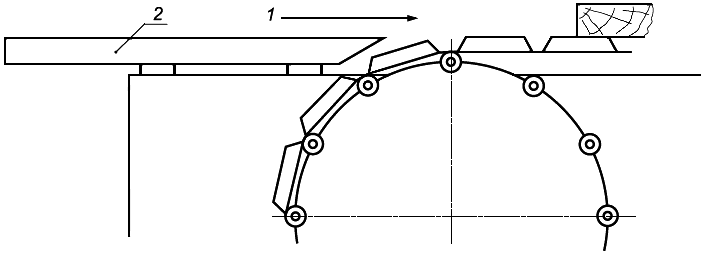
1 - направление подачи; 2 - рабочий суппорт (направляющая)
Рисунок 4 - Рабочий суппорт (направляющая) на входе подачи
1 - направление подачи
Рисунок 5 - Пример защиты цепи подачи на входе подачи
5.3.7.3.2 Затягивание в ловушку на конце подачи станка
Доступ к точкам затягивания в ловушку на конце подачи каждой верхней прижимной балкой, предусмотренной для направления и удержания обрабатываемой заготовки, должен быть предотвращен либо:
a) неподвижным ограждением на каждой верхней прижимной балке, которое перемещается вертикально с верхней прижимной балкой и ограничивает зазор между верхом обрабатываемой заготовки и этим ограждением до 4 мм; или
b) механически приводимым в действие устройством с реакцией на приближение (см. рисунок 6) в соответствии с требованиями EN 1760-2, которое должно отвечать следующим дополнительным требованиям:
1) ширина датчика каждого устройства с реакцией на приближение должна простираться, по меньшей мере, по полной ширине прижимной балки;
2) нижняя кромка устройства с реакцией на приближение должна быть расположена не больше чем на 12 мм выше поверхности обрабатываемой заготовки в течение рабочей подачи;
3) принимая во внимание, что зазор между устройством с реакцией на приближение и обрабатываемой заготовкой, расстояние по горизонтали от устройства с реакцией на приближение до точки затягивания в ловушку, время ответа устройства с реакцией на приближение и время остановки цепи, устройство с реакцией на приближение должно быть спроектировано и расположено таким образом, чтобы, когда оно приведено в действие, это должно останавливать подачу перед ручной остановкой обрабатываемой заготовки и перемещающиеся на наибольшей скорости подачи, для которой станок предназначен, может достигнуть точку затягивания в ловушку;
4) устройство с реакцией на приближение само по себе не должно создавать опасность затягивания в ловушку.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерение, визуальный контроль и соответствующее функциональное испытание станка.
1 - датчик устройства с реакцией на приближение; 2 - верхняя прижимная балка; 3 - обрабатываемая заготовка; 4 - направление подачи; А - ширина датчика (А больше либо равно ширине верхней прижимной балки)
Рисунок 6 - Устройство с реакцией на приближение на конце входа подачи станка
5.3.7.3.3 Раздавливание между половинами станка и неподвижными частями станка
Для предотвращения опасности для персонала, вызванной раздавливанием между балками цепи, станок должен быть снабжен:
a) механически действующим устройством с реакцией на приближение (см. рисунок 7) в соответствии с требованиями EN 1760-2, которое должно отвечать следующим дополнительным требованиям:
1) простираться, по меньшей мере, по полной длине балки цепи;
2) иметь наибольшую силу приближения до 50 Н;
3) быть приспособлено к подвижной балке цепи и расположено так, чтобы его датчик находился, по меньшей мере, на 50 мм перед балкой цепи и не более 70 мм ниже самой нижней точки разрушения балки цепи (см. рисунок 7);
4) когда устройство с реакцией на приближение будет вызвано, балка должна остановиться прежде, чем устройство с реакцией на приближение полностью сжато; или
b) предохранительным активным оптоэлектронным устройством (световая преграда) в соответствии с требованиями CLC/TS 61496-2 с одной или более балками которые, отвечают требованиям перечисления а) перечисление 1) подпункта 5.3.7.3.3 и перечисления а) перечисление 3) подпункта 5.3.7.3.3. Остаточный ход балки, цепи после приведения в действие, должен быть не более 50 мм. Это активное оптоэлектронное предохранительное устройство должно быть, по меньшей мере, категории 2 в соответствии с требованиями CLC/TS61496-2 с автоматическим испытанием при каждом включении станка;
c) устройством ограничения (см.EN ISO 12100, 3.28.8), которое предотвращает половины станка от сближения менее чем на 500 мм. В этом случае половины станка должны только быть допущены к сближению на 500 мм посредством использования удерживающего управляющего устройства, расположенного так, чтобы пропуск света был видимым вдоль длины половинок станка; или
d) удерживающим управляющим устройством для закрытия движения, расположенным таким образом, чтобы пропуск света был видим вдоль длины половин станка.
Если расстояние между балками цепи составляет 150 мм, устройство требуемое в a) или b) может быть не принятым во внимание.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерение, визуальный контроль и соответствующее функциональное испытание станка.
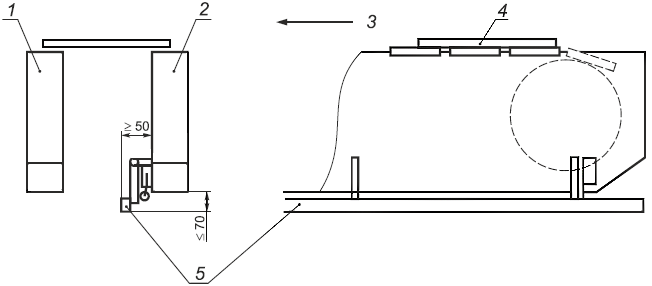
1 - неподвижная балка цепи; 2 - движущаяся балка цепи; 3 - направление подачи; 4 - обрабатываемая заготовка; 5 - датчик устройства с реакцией на приближение, простирающийся по полной длине балки цепи
Рисунок 7 - Устройство с реакцией на приближение на движущейся балке цепи
5.3.7.3.4 Раздавливание между половинами станка и неподвижными частями станка
Если есть опасность раздавливания/защемления между неподвижными частями станка и движением/открытием половины станка, одно из следующих мер защиты, или комбинация из них, должно быть выполнено:
a) должно быть установлено приводимое в действие устройство с реакцией на приближение, которое соответствует требованиям перечисления а) перечисление 1) и 3) подпункта 5.3.7.3.3; или
b) должно быть установлено удерживающее управляющее устройство для движения открытия половин станка и расположено таким образом, чтобы опасная зона была видимой; или
c) должно быть установлено ограничивающее устройство (см.EN ISO 12100, 3.28.8), которое предотвращает половинам станка сближение меньше, чем на 500 мм. В этом случае половины станка должны только быть допущены к сближению не меньше, чем на 500 мм посредством использования удерживающего управляющего устройства, расположенного таким образом, чтобы пропуск света был видимым вдоль длины половин станка.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерение, визуальный контроль и соответствующее функциональное испытание станка.
5.3.7.3.5 Удар
Если скорость перемещения подвижной половины станка превышает 25 мм/мин, опасность динамического удара должна быть снижена, например, установкой устройства с реакцией на приближение или удерживающим управляющим устройством.
Контроль: проверка соответствующих чертежей и/или электрических схем, измерение, визуальный контроль и соответствующее функциональное испытание станка.
5.3.7.3.6 Непроизвольный доступ между половинами станка
На станке должен быть установлен механизм для автоматического выключения подачи или действующее оптоэлектронное предохранительное устройство (световая преграда), по меньшей мере, с одной балкой цепи, в соответствии с требованиями CLC/TS 61496-2.
Действующее оптоэлектронное предохранительное устройство должно быть категории 2 в соответствии с требованиями CLC/TS 61496-2 с автоматической проверкой при каждом включении станка.
Установленное устройство должно:
a) останавливать движение подачи, при приведении в действие;
b) простираться через полную ширину открытия между балками цепи;
c) быть расположенным на высоте в пределах ±150 мм выше оси вала поперечного привода подачи и по горизонтали между передней балкой цепи и встроенным закрытым ограждением (см. рисунок 8).
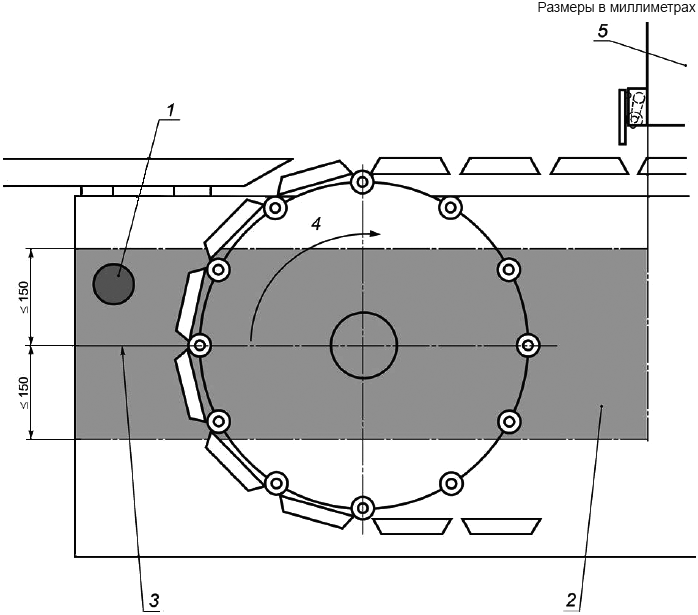
1 - устройство с реакцией на приближение; 2 - зона расположения устройства с реакцией на приближение; 3 - высота оси вала поперечного привода подачи; 4 - направление подачи; 5 - встроенное закрытое ограждение
Рисунок 8 - Устройство с реакцией на приближение для предотвращения непроизвольного доступа между половинами станка
Контроль: проверка чертежей и/или электрических схем, визуальный контроль станка, измерение и соответствующее функциональное испытание станка
5.3.7.4 Защита приводов
За исключением, вала поперечного привода подачи, доступ ко всем приводным механизмам должен быть предотвращен неподвижным ограждением. Если предусмотрен частый доступ к этим приводам для технического обслуживания или регулировочных целей, то есть более одного раза в смену, доступ должен быть через блокируемое подвижное ограждение. Там, где доступ к инструментам является также возможным, подвижное ограждение должно быть сблокировано с устройством фиксации закрытия ограждения в соответствии с требованиями 5.3.7.1.
Вал привода поперечной подачи должен быть защищен устройством с реакцией на приближение по его полной длине. Если устройство для автоматического выключения подачи используется также как устройство с реакцией на приближение, оно должно быть расположено на такой же высоте (±150 мм), как и вал привода поперечной подачи и не более чем на 350 мм от него в направлении подачи (см. рисунок 9).
Контроль: проверка соответствующих чертежей и/или электрических схем, измерение, визуальный контроль и соответствующее функциональное испытание станка.
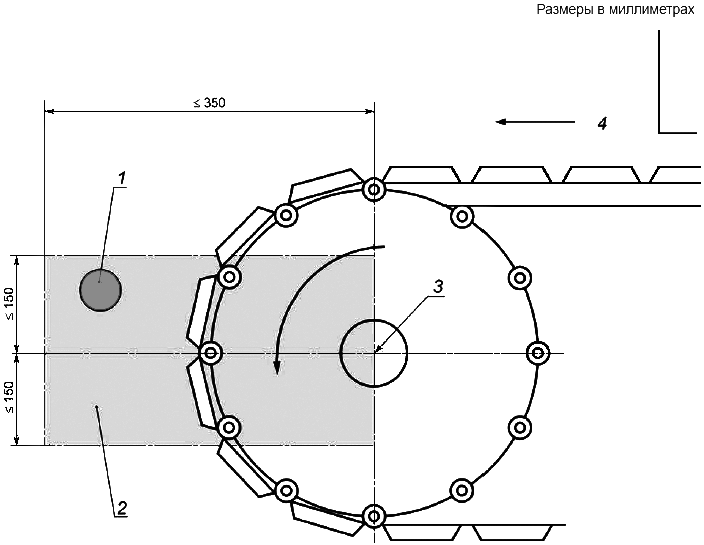
1 - механизм для автоматического выключения подачи; 2 - зона расположения механизма для автоматического выключения подачи; 3 - вал привода поперечной подачи; 4 - направление подачи
Рисунок 9 - Механизм для автоматического выключения подачи на выходе подачи на станке
5.4 Защитные меры против немеханических опасностей
5.4.1 Воспламенение
Для снижения опасности воспламенения должны быть выполнены требования 5.4.3 и 5.4.4
5.4.2 Шум
5.4.2.1 Снижение шума на стадии проектирования
При проектировании станков должны быть приняты во внимание информация и технические меры для контроля шума в источнике, приведенные в EN ISO 11688-1.
Станки должны быть снабжены закрытыми поглощающими шум ограждениями. Если это ограждение является частью системы защиты, то блокировка и/или блокировка с устройством фиксации закрытия ограждения, должно соответствовать требованиям по 5.3.7. Если это закрытое ограждение является эффективным только для защиты от шумовых опасностей и имеются другие ограждения против механических опасностей, то закрытое ограждение, не должно быть блокируемым (также см.6.3).
Закрытое ограждение должно поглощать звук облицовкой для покрытия, по меньшей мере, 75% от площади его внутренней поверхности. Облицовочный материал должен иметь фактор поглощения шума , по меньшей мере, 0,7 на 1 кГц, измеренный в соответствии с требованиями EN ISO 354. Размеры (высота и ширина) просветов на входе и выходе подачи для принятия выступа обрабатываемой заготовки не должны быть более чем на 20 мм больше, чем наибольшие допускаемые размеры обрабатываемой заготовки в любом направлении.
Контроль: проверка соответствующих чертежей, измерение, визуальный контроль.
5.4.2.2 Измерение шума
Условия эксплуатации для измерения уровня шума должны соответствовать требованиям ISO 7960 (приложение Е) для двухсторонних и профилирующих станков и ISO 7960 (приложение U) для двухсторонних шипорезных станков.
Условия измерения уровня шума на рабочем месте и уровней звуковой мощности должны быть идентичными установке и условиям работы станка.
Уровни звуковой мощности должны быть измерены по методу огибающей поверхности согласно требованиям EN ISO 3746 при соблюдении следующих условий:
a) показатель акустических условий окружающей среды должен быть не более 4 дБ;
b) разница между фоновым уровнем звука и уровнем звукового давления, издаваемого станком в каждой точке измерения должна быть равна или больше чем 6 дБ. Формула корректировки для этого показателя должна применяться и для значения равного 10 дБ согласно требованиям EN ISO 3746 (8.2);
c) огибающая поверхность измерения в форме прямоугольного параллелепипеда должна быть использована только для измерения на расстоянии 1,0 м от базовой поверхности измерения (источника звука);
d) дополнительное устройство должно быть включено в базовую поверхность (спецификацию), если расстояние от станка до дополнительного устройства меньше 2,0 м;
e) время измерения, требуемое по EN ISO 3746 (7.5.3), соответствующее 30 с, должно быть исключено;
f) точность метода испытания должна быть лучше чем 3 дБ;
д) количество точек измерения (позиций микрофона) должно быть равным девяти в соответствии с ISO 7960 (приложение Е) для двухсторонних профилирующих станков и ISO 7960 (приложение U) для двухсторонних шипорезных станков.
Альтернативно, если существуют приспособления и применяется метод измерения шума в зависимости от типа станка, уровни звуковой мощности можно измерять с более высокой точностью, используя метод измерения по EN ISO 3743-1, EN ISO 3743-2, EN ISO 3744 и EN ISO 3745 без указанных выше изменений.
Для определения уровней звуковой мощности по методу интенсивности звука допускается, по взаимной договоренности между потребителем и поставщиком, использовать метод по EN ISO 9614-1.
Уровень звукового давления на рабочем месте должен быть измерен в соответствии с требованиями EN ISO 11202 при соблюдении следующих изменений:
a) показатель акустических условий окружающей среды или локальный показатель акустических условий окружающей среды на рабочем месте
должен быть не более 4 дБ;
b) разница между уровнем звукового давления постороннего шума и уровнем звукового давления на рабочем месте должна быть не менее 6 дБ;
c) локальный показатель акустических условий окружающей среды должен рассчитываться в соответствии с EN ISO 11204 (приложение А, пункт А2) и измеряться по методу, установленному в EN ISO 3746 вместо метода, описанного в EN ISO 11202 (приложение А) или, в соответствии EN ISO 3743-1, EN ISO 3743-2, EN ISO 3744 или EN ISO 3745, если использовался метод измерения по одному из этих стандартов.
5.4.2.3 Декларация по шуму
Декларация по шуму см.6.3.
5.4.3 Удаление стружки и пыли
Должен быть обеспечен отсос пыли и стружки от станка посредством предусмотренных на станке специальных отсасывающих патрубков, для возможности подключения станка к централизованной системе удаления стружки и пыли [4].
Чтобы гарантировать, что стружка и пыль, удаляемые из точки их образования, транспортируются к вытяжной системе, конструкция вытяжных кожухов, воздухопроводов и дросселей должна быть основана на скорости движения потока воздуха в воздухопроводе: 20 м/с - для сухой стружки и 28 м/с - для влажной стружки (содержание влаги не менее 18%).
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.4 Электробезопасность
Должны выполняться требования EN 60204-1, если в настоящем стандарте не установлены другие требования.
Должны соблюдаться требования по защите от поражения электрическим током вследствие прямого контакта с токоведущими частями станка и косвенного контакта с токопроводящими частями станка, которые в неисправном состоянии находятся под напряжением в соответствии с EN 60204-1 (6.2 и 6.3 соответственно) и требования по защите против коротких замыканий и перегрузки в соответствии с EN 60204-1 (раздел 7).
Примечание - Защита против электрического удара вследствие косвенного контакта обычно обеспечивается путем автоматического отключения электропитания [см. информацию, которую изготовитель станка должен указывать в руководстве по эксплуатации перечисление b), 6.3].
Степень защиты для всех электрических компонентов должна быть в соответствии с EN 60204-1 (11.3) со следующими исключениями:
a) для трехфазных двигателей степень защиты должна быть не меньше IP 5X в соответствии с EN 60529;
b) последнее перечисление примечания 3 из 11.3 не применяется.
Должны выполняться испытания по проверке непрерывности защитных заземляющих цепей в соответствии с EN 60204-1 (18.2, метод 1) и функциональные испытания по проверке работоспособности в соответствии с EN 60204-1 (18.6).
Контроль: анализ соответствующих чертежей и/или электрических схем и визуальный контроль станка. Испытание непрерывности защитных заземляющих цепей и функциональные испытания в работе в соответствии с EN 60204-1 (18.2, метод 1 и 18.6 соответственно).
Примечание - Для подтверждения характеристик электрических компонентов допускается использование информация поставщиков компонентов.
5.4.5 Эргономика и управление
Должны выполняться требования EN 614-1, а также требования 5.2.2, 5.2.5 и 6.3 и кроме того:
Высота суппорта (опоры) обрабатываемой заготовки должна быть между 750 мм и 900 мм выше уровня пола.
Станок и его органы управления должны быть разработаны согласно эргономическим принципам, в соответствии с EN 1005-4 для положения тела оператора, не испытывающего чрезмерных нагрузок.
Расположение, обозначение и освещение (если необходимо) органов управления и приспособлений для подачи материалов и инструмента вручную должны быть в соответствии с эргономическими принципами в соответствии EN 894-1, EN 894-2, EN 894-3, EN 1005-1, EN 1005-2 и EN 1005-3.
Резервуары для гидравлических жидкостей, приборы для сжатого воздуха и масленки должны быть расположены или ориентированы таким образом, чтобы был обеспечен свободный доступ к зарядным и разгрузочным устройствам.
Элементы станка с массой, превышающей 25 кг и которые следует перемещать в процессе эксплуатации станка с использованием грузоподъемных устройств, должны иметь приспособления (например, отверстия, рым-болты и т.п.), расположенные таким образом, чтобы предотвратить станок и его части от опрокидывания, падения или самопроизвольного движения во время транспортировки, сборки и демонтажа.
Если станок оборудован подвижным пультом управления, то этот пульт должен быть снабжен устройством, обеспечивающим его перемещение в любую нужную позицию.
Если используются графические символы, связанные с работой приводов, то они должны соответствовать EN 61310-1 (таблица А.1)
Примечание - Дополнительную информацию по эргономике см. в EN 60204-1, EN 614-1 и EN 614-2.
Контроль: проверка соответствующих чертежей, визуальный контроль станка, измерение и соответствующее функциональное испытание станка.
5.4.6 Освещение
Если требуется освещение, как определено ссылкой на EN 1837, то оно должно быть предусмотрено в соответствии с EN 60204-1 (16.2), также см.6.3.
Контроль: проверка соответствующих чертежей и/или электрических схем и визуальный контроль станка.
5.4.7 Пневматика
См.5.2.1, 5.2.10, 5.3.3.4, 5.4.12, 5.4.13, 6.1, 6.2 и EN ISO 4414.
5.4.8 Гидравлика
См.5.2.1, 5.3.3.7, 5.4.12, 5.4.13, 6.1, 6.2 и EN ISO 4413.
5.4.9 Электромагнитная совместимость
Станок должен иметь надежную защиту от электромагнитных помех для обеспечения правильной работы в соответствии с EN 60439-1, EN 50370-1 и EN 50370-2.
Примечание - В станках, где электрические компоненты маркированы "СЕ" и где эти компоненты и электропроводка отвечают требованиям, указанным в информации изготовителя, можно гарантировать, что оборудование надежно защищено против внешних электромагнитных воздействий.
Для систем управления с электронными компонентами см.раздел 1.
Контроль: проверка соответствующих чертежей и/или электротехнических схем и визуальный контроль станка.
5.4.10 Статическое электричество
Если станок оснащен гибкими шлангами для отсоса стружки и пыли, то шланги должны быть заземлены и выполнены из антистатических материалов для отвода статического электричества.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
5.4.11 Ошибки установки
Не должна быть возможной установка инструмента большего диаметра, чем наибольший диаметр инструмента, предусмотренный конструкцией станка.
См. также 5.4.12, 6.2 и 6.3.
5.4.12 Изоляция (отключение энергоснабжения)
Должны выполняться требования EN 1037 (раздел 5) и кроме того: устройство для отключения электропитания должно быть в соответствии с EN 60204-1 (5.3) за исключением выключателя типа d), как описано в EN 60204-1 (5.3.2).
Если станок имеет пневматическую систему для отключения подачи воздуха, то следует использовать быстродействующее отключающее устройство, например, запорный клапан. Это устройство должно иметь средство для фиксации его в выключенном положении, например, висячий замок.
Если станок имеет гидравлическую систему, то отключение гидравлической системы должно достигаться либо:
a) отключением электрического снабжения двигателя гидравлического привода (см.EN 60204-1, 5.3); или
b) посредством установки устройства отключения, например, клапана с механической блокировкой в закрытой позиции (см. также EN ISO 4413).
Контроль: проверка соответствующих чертежей, руководства по эксплуатации, визуальный контроль станка и соответствующее функциональное испытание станка.
5.4.13 Техническое обслуживание
Должны быть соблюдены основные принципы EN ISO 12100 (6.2.15) и, кроме того, должна быть предусмотрена информация по техническому обслуживанию, перечисленная в EN ISO 12100 [перечисление е) 6.4.5.1].
Если остаточная энергия накапливается, например, в резервуарах высокого давления или трубопроводе, должны быть предусмотрены средства для сбрасывания накопленного остаточного давления, например, посредством использования предохранительного клапана. Сбрасывание остаточного давления не должно происходить путем разъединения какого-либо трубопровода.
Контроль: проверка соответствующих чертежей, руководства по эксплуатации, визуальный контроль станка и соответствующее функциональное испытание станка.
6 Информация для пользователя
6.1 Устройства предупреждения
Предупреждающие надписи или предупреждающие пиктограммы должны быть непосредственно прикреплены к станку, сообщая о том, что верхняя прижимная балка должна быть точно отрегулирована по толщине обрабатываемой заготовки.
Если станок снабжен пневматическим/гидравлическим питанием и отключение пневматической/гидравлической энергии не достигается путем электрической изоляции, около главного электрического выключателя должна быть постоянно размещена предупреждающая табличка, указывающая на то, что пневматическое/гидравлическое питание не отключается электрическим изолятором.
Эти предупреждения должны либо быть выполнены на языке той страны, в которой будет эксплуатироваться станок, или всякий раз, используя пиктограммы.
Контроль: проверка соответствующих чертежей, руководство по эксплуатации, визуальный контроль и соответствующее функциональное испытание станка.
6.2 Маркировка
Должны соблюдаться основные принципы EN ISO 12100 (6.4.4) и кроме того, приведенная ниже информация, должна быть легко читаемой и несмываемой в течение всего срока службы станка, нанесенной непосредственно на станок гравировкой или травлением, либо наклеиванием этикеток или самоклеющихся табличек, либо фирменных табличек, закрепленных на станке, например, посредством заклепок или шурупов, а именно:
a) наименование, юридический и фактический адрес изготовителя станка и полный адрес его уполномоченного представителя;
b) год изготовления станка, который является годом, в котором закончен процесс изготовления;
c) обозначение изготовителя и обозначение серии или типа;
d) серийный или идентификационный номер станка (если имеется);
e) основные данные (особенно, для электротехнической продукции: напряжение, частота тока, мощность);
f) ширина расклинивающего ножа, направляющие элементы, примыкающие к позиции установки расклинивающего ножа;
g) наибольшие длина, ширина и толщина обрабатываемой заготовки;
h) табличка или пиктограмма, примыкающая к любому устройству изменения скорости или на дверце, имеющей доступ к механизму ленточного привода, указывающие рабочую скорость каждого шпинделя. Эта информация, если относится, должна указывать скорость в каждом положении устройства управления или на диаметре шкива;
i) если станок оборудован гидравлической и/или пневматической системой, номинальное давление для гидравлических и/или пневматических цепей;
j) если на станке установлены гидравлический и/или пневматический силовые выключатели, их функция, расположение и рабочая позиция(и) должны быть четко указаны, например, посредством таблички или пиктограммы.
Шкалы, используемые на станке, должны выполняться в соответствии с требованиями EN 894-2.
Таблички или пиктограммы с обозначением номинального давления и выключателей, должны быть установлены в закрытой позиции, вблизи места установки на станке главного электрического выключателя станка.
Обозначения на станке должны либо быть выполнены на языке той страны, где будет эксплуатироваться станок, либо используя пиктограммы.
Контроль: проверка соответствующих чертежей и визуальный контроль станка.
6.3 Руководство по эксплуатации
Должны соблюдаться принципы EN ISO 12100 (6.4.5) и, кроме того, руководство по эксплуатации должно включать:
a) повторение маркировок, пиктограмм и других инструкций на станок и, если необходимо, информацию об их значении, как требуется в 6.1 и 6.2;
b) использование станка по назначению;
c) предупреждения относительно остаточных рисков (например, воздействие шума, древесной пыли);
d) инструкцию по безопасному использованию станка в соответствии с EN ISO 12100 (6.4.5.1). Это включает инструкции относительно того, как следующие пункты могут быть выполнены:
1) площадь пола вокруг станка должна быть ровной, хорошо очищенной и свободной от остатков материала, например, стружки и отходов резания;
2) использование при необходимости средств индивидуальной защиты, а именно средства:
i) защиты слуха, для снижения риска потери слуха;
ii) защиты органов дыхания, чтобы уменьшить риск вдыхания вредной пыли;
iii) ношение перчаток (рукавиц) при обращении с инструментами вручную (инструмент должен переноситься в держателе везде, где это возможно);
3) остановка станка, если он временно остается без надзора оператора;
4) сообщение о неисправностях в станке, включая ограждения или инструменты, сразу же после их обнаружения;
5) обеспечение использования безопасных процедур для регулярной очистки, технического обслуживания и удаления стружки и пыли, чтобы избежать риска воспламенения;
6) обеспечение использования фланцев и шпиндельных колец для крепления пил, изготовленных только в соответствии с требованиями изготовителя станка (см.5.3.3.6);
7) запрещение удаления вручную любых отходов резания или других частей обрабатываемой заготовки из зоны резания во время обработки;
8) запрещение обработки на станке, пока все ограждения и другие устройства, обеспечивающие безопасность при обработке, не будут установлены и приведены в рабочее состояние;
e) информацию о том, что на выходе подачи станка, наименьшая, свободная площадь должна быть на 500 мм больше, чем наибольшая длина обрабатываемой заготовки, для того, чтобы обработка была гарантирована;
f) информацию о том, что с внешней стороны подвижной половины станка должна быть обеспечена наименьшая свободная площадь не менее 500 мм между подвижной половиной станка и другими неподвижными примыкающими станками, частью строения или запасами материала и т.д. должна быть гарантирована;
g) диапазон диаметров и толщины дисковых пил и фрезерного инструмента, которые предназначены для использования на станке;
h) предупреждение о необходимости использования только дисковых пил и фрезерного инструмента, изготовленных в соответствии с EN 847-1;
i) информацию о необходимости обучения операторов правильному регулированию и работе на станке, включая правильное использование станка;
j) инструкцию, предусматривающую необходимость адекватного общего и местного освещения;
k) рекомендацию относительно того, как избежать контакт между режущими инструментами, регулируемыми вручную и другими частями станка;
l) информацию относительно того, как избежать контакт между инструментами и другими частями станка во время механической регулировки шпинделей, например, правильное положение вручную регулируемого механического удерживающего устройства или посредством обоснования работы соответствующей рабочей программы в системе числового программного управления;
m) информацию о том, что если закрытое ограждение не заблокировано (см.5.4.2.1), закрытое ограждение от шума должно оставаться в закрытом положении так долго, как возможно, чтобы обеспечить наибольший эффект снижения шума;
n) информацию относительно оборудования для отсоса стружки и пыли, установленного на станке, в том числе:
1) необходимый поток воздуха в м/час;
2) наименьшее разряжение на каждом выходном присоединительном патрубке для удаления пыли;
3) рекомендуемая скорость воздушного потока в вытяжном трубопроводе в м/с;
4) размеры поперечного сечения и детали каждого присоединительного патрубка;
o) требование об обязательном подключении станка к внешней системе удаления стружки и пыли во время использования станка.
Примечание 1 - Информацию о стационарных установках для отсоса стружки и пыли, устанавливаемых отдельно от станка, см.в EN 12779;
p) требование об обязательном включении оборудования для отсоса пыли перед началом процесса обработки;
q) требование об обязательном отключении станка от электрического питания перед сменой инструмента;
r) информацию о том, что техническое обслуживание должно проводиться только тогда, когда станок изолирован от всех источников питания и неожиданный повторный пуск предотвращен;
s) информацию по безопасной очистке станка;
t) метод для безопасного снятия остаточной энергии, если станок снабжен гидравлической или пневматической системой (см.5.4.13);
u) инструкцию о порядке проведения регулярного технического обслуживания станка, включая перечень устройств, подлежащих регулярной проверке с указанием частоты и методов проведения этих проверок. Это должно включать следующее:
1) аварийная остановка(и) - путем функционального испытания;
2) блокировка ограждения - путем открывания поочередно каждого ограждения для проверки невозможности включения станка при открытом положении любого ограждения;
3) любое устройство с реакцией на приближение - путем функционального испытания;
4) устройства торможения - путем функционального испытания для проверки соответствия времени торможения в пределах установленного времени;
v) декларацию о шуме, распространяющемся по воздуху при работе станка, либо фактические значения или значения, установленные на базе измерений, проведенных на идентичных станках и измеренных в соответствии с методами, приведенными в 5.4.2.2.
Декларация должна содержать информацию об используемых методах измерения шума и условиях эксплуатации во время проведения испытания, а также связанных с этими методами значениях погрешности K, используя при этом форму записи со сдвоенными числами в соответствии с EN ИСО 4871, а именно:
K=4 дБ, при использовании EN ISO 3746 и EN ISO 11202;
K=2 дБ, при использовании EN ISO 3743-1 или EN ISO 3743-2 или EN ISO 3744;
K=1 дБ, при использовании EN ISO 3745.
Например, для корректированного уровня звуковой мощности: =93 дБ (измеренное значение) при измерении, проведенном в соответствии с EN ISO 3746, погрешность K равна 4 дБ.
Если точность декларируемых значений уровня шума должна быть проверена, измерения должны быть сделаны с использованием того же метода измерения и при тех же условиях эксплуатации, которые приведены в декларации.
Декларация о шуме должна сопровождаться следующим заявлением:
"Приведенные цифры отражают предельные значения уровня шума, но необязательно являются безопасными рабочими уровнями. Несмотря на то, что существует соотношение между уровнями излучения и уровнем звукового давления, они не могут быть надежно использованы для определения того, требуются или нет дополнительные меры предосторожности.
Факторы, оказывающие влияние на фактический уровень воздействия шума на работников, включают особенности рабочего помещения, другие источники шума и т.п., а именно, количество станков и других сопутствующих процессов. Допустимый уровень воздействия шума может быть также различным в зависимости от страны, где станок эксплуатируется. Тем не менее, указанная информация позволит пользователю станка наилучшим образом оценить опасности и риски".
Контроль: проверка руководства по эксплуатации и соответствующих чертежей.
Примечание 2 - Информация об излучении шума должна содержаться в эксплуатационных документах;
w) информацию об условиях, обеспечивающих надежное крепление станка и его компонентов к полу в течение всего срока службы, исключающее возможность их опрокидывания, падения, перемещения в неконтролируемом направлении во время транспортировки, сборки, эксплуатации и демонтажа;
x) оперативный метод, который должен быть применен при типовых несчастных случаях или поломках, приводящих к блокировке работы станка и для возможности безопасного разблокирования станка;
y) спецификации запасных частей, которые будут использоваться, если они могут влиять на здоровье и безопасность операторов;
z) информацию о мерах по обеспечению защиты от поражения электрическим током при косвенном контакте.
Приложение А
(справочное)
Примеры систем управления, связанных с обеспечением безопасности
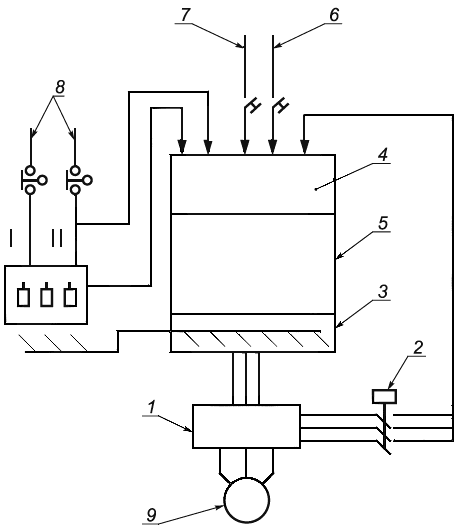
1 - регулятор привода; 2 - контактор (выключатель); 3 - выходной уровень программируемой электронной системы; 4 - входной уровень программируемой электронной системы; 5 - программируемая электронная система (ПЭС); 6 - остановка; 7 - пуск; 8 - блокируемое ограждение; 9 - электродвигатель
Рисунок А.1 - Органы управления, связанные с обеспечением безопасности для блокировки, например ограждения
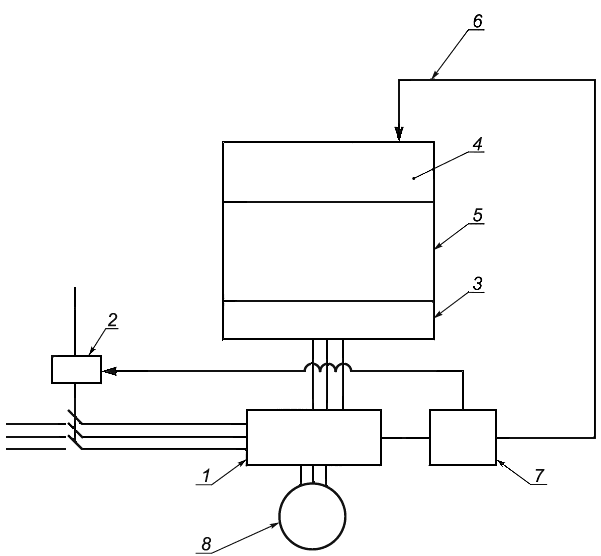
1 - регулятор привода; 2 - регулятор (выключатель) для двигателя; 3 - выходной уровень программируемой электронной системы; 4 - входной уровень программируемой электронной системы; 5 - программируемая электронная система (ПЭС); 6 - петля испытания (обратная связь по скорости); 7 - датчик контроля скорости вращения (двухканальный контроль); 8 - электродвигатель
Рисунок А.2 - Системы управления, связанные с обеспечением безопасности, категории 2 согласно EN 60204-1 для рабочей остановки
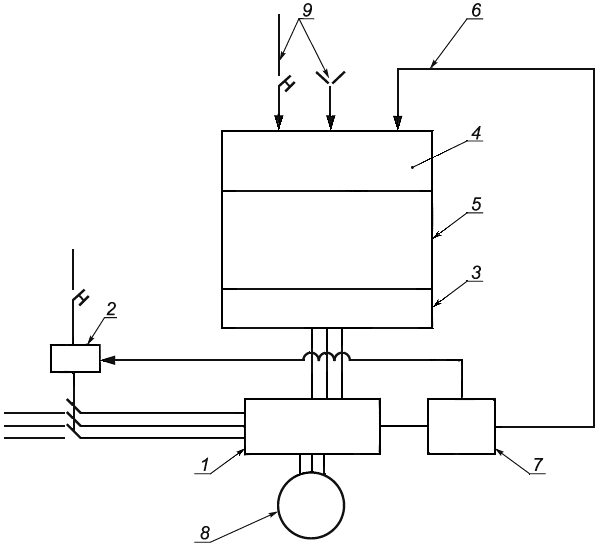
1 - регулятор привода; 2 - контактор (переключатель) для оси - электродвигателя, 3 - выходной уровень программируемой электронной системы; 4 - входной уровень программируемой электронной системы; 5 - программируемая электронная система; 6 - петля испытания (обратная связь по скорости); 7 - датчик контроля скорости вращения (двухканальный контроль); 8 - электродвигатель; 9 - управление пуском и остановкой (переключатель режима)
Рисунок А.3 - Система управления, связанная с обеспечением безопасности для осей (для перемещения по осям)
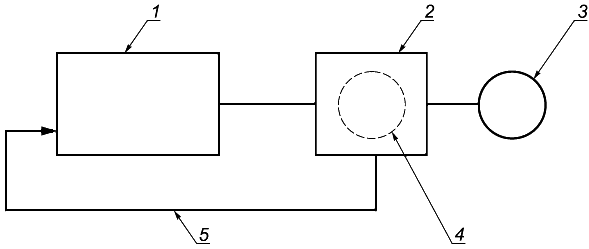
1 - программируемая электронная система; 2 - преобразователь; 3 - электродвигатель; 4 - 1-я внутренняя петля (внутренняя обратная связь); 5 - 2-я внешняя петля (внешняя обратная связь)
Рисунок А.4 - Система управления, связанная с обеспечением безопасности для контроля скорости
Приложение В
(обязательное)
Допускаемые отклонения посадочной части шпинделя под инструмент
Схема измерения | Объект | Допускаемое отклонение, мм | Инструмент для измерения |
| Измерение радиального биения шпинделя | 0,02 на длине шпинделя 100 | Индикатор часового типа |
| Измерение торцового биения шпинделя | 0,01 | Индикатор часового типа |
F - осевое усилие по рекомендации изготовителя |
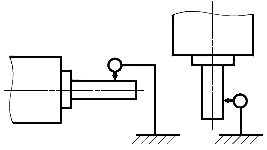
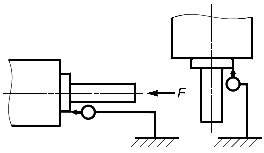
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным (региональным) стандартам
Таблица ДА.1
Обозначение и наименование международного (регионального) стандарта | Степень соответ- | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 614-1:2006+А1:2009 Безопасность машин. Эргономические принципы проектирования. Часть 1. Термины и общие принципы | - | * |
EN 614-2:2005+А1:2009 Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими задачами | IDT | ГОСТ EN 614-2-2012 Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими задачами |
EN 847-1:2005+А1:2007 Инструменты для деревообработки. Требования безопасности. Часть 1. Фрезерные инструменты, дисковые пилы | - | * |
EN 894-1:1997+А1:2008 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органам управления. Часть 1. Общие принципы взаимодействия человека со средствами отображения информации и приводными органами управления | IDT | ГОСТ EN 894-1-2012 Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие руководящие принципы при взаимодействии оператора с индикаторами и органами управления |
EN 894-2:1997 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Дисплеи | IDT | ГОСТ EN 894-2-2002 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Дисплеи |
EN 894-3-2000+А1:2008 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 3. Исполнительные механизмы системы управления | IDT | ГОСТ EN 894-3-2012 Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления |
EN 1005-1:2001+А1:2008 Безопасность машин. Физические характеристики человека. Часть 1. Термины и определения | - | * |
EN 1005-2:2003 Безопасность машин. Физические возможности человека. Часть 2. Ручное обслуживание машин и механизмов машин | IDT | ГОСТ EN 1005-2:2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами |
EN 1005-3:2002+А1:2008 Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий для работы на машинах | - | * |
EN 1005-4:2005+А1:2008 Безопасность машин. Физические возможности человека. Часть 4. Оценка рабочих поз и движений относительно машины | IDT | ГОСТ EN 1005-4-2013 Безопасность машин. Физические возможности человека. Часть 4. Оценка рабочих поз и движений относительно машины |
EN 1037:1995 Безопасность машин. Предотвращение неожиданного повторного пуска | IDT | ГОСТ EN 1037-2002 Безопасность машин. Предотвращение неожиданного пуска |
EN 1088:1995 Безопасность машин. Блокировочные устройства, связанные с ограждениями. Основные принципы для проектирования и выбора | IDT | ГОСТ EN 1088-2002 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора |
EN 1760-2:2001+А1:2009 Безопасность машин. Защитные устройства, чувствительные к давлению. Часть 2. Общие принципы конструкции и испытания чувствительных к давлению коммутационной планки и переключательной штанги | - | * |
EN 1837:1999 Безопасность машин. Встроенное освещение машин | IDT | ГОСТ EN 1837-2002 Безопасность машин. Встроенное освещение машин |
EN 12779:2004 Безопасность деревообрабатывающих станков. Стационарные установки для удаления стружки и пыли. Рабочие характеристики, связанные с безопасностью | - | * |
EN 50370-1:2005 Электромагнитная совместимость (ЕМС). Стандартные изделия для установки на станках. Часть 1. Излучение | IDT | ГОСТ EN 50370-1-2012 Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 1. Помехоэмиссия |
EN 50370-2:2003 Электромагнитная совместимость (ЕМС). Стандартные изделия для установки на станках. Часть 2. Защищенность | IDT | ГОСТ EN 50370-2-2012 Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 2. Помехоустойчивость |
EN 60204-1:2006 (IEC 60204-1:2005) Безопасность машин. Электрооборудование машин. Часть 1. Общие требования | - | * |
EN 60439-1:1999 Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть 1. Узлы, подвергаемые полным и частичным типовым испытаниям | - | * |
EN 60529:1991 (IEC 60529-1989) Степени защиты, обеспечиваемые оболочками (Код IP) | MOD | ГОСТ 14254-96 (МЭК 529-89) Степени защиты, обеспечиваемые оболочками (Код IP) |
EN 60947-4-1:2001 (IEC 60947-4-1:2000) Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть-4-1. Контакторы и пускатели электродвигателей. Электромеханические контакторы и пускатели электродвигателей | - | * |
EN 60947-5-1:2004 (IEC 60947-5-1:2003) Аппаратура коммутационная и механизмы управления низковольтные комплектные. Часть 5-1. Устройства и коммутационные элементы цепей управления | - | * |
EN 61310-1:2008 (IEC 61310-1:2007) Безопасность машин. Индикация, маркировка и приведение в действие. Часть 1. Требования к визуальным, звуковым и тактильным знакам | - | * |
CLC/TS 61496-2:2006 Безопасность машин. Электрочувствительные защитные устройства. Часть 2. Дополнительные требования к устройствам, использующим активные оптоэлектронные защитные приборы (AOPDs) | - | * |
EN ISO 354:2003 (ISO 3743-1:1994) Акустика. Измерение звукопоглощения в реверберационной камере | - | * |
EN ISO 3743-1:1995 (ISO 3743-1:1995) Акустика. Определение уровней звуковой мощности источников шума. Технические методы для небольших подвижных источников в реверберационных полях. Часть 1. Сравнительный метод для твердостенных испытательных камер | - | * |
EN ISO 3743-2:1996 (ISO 3743-2:1996) Акустика. Определение уровней звуковой мощности источников шума. Технические методы для небольших подвижных источников в реверберационных полях. Часть 2. Методы для специальных реверберационных камер | - | * |
EN ISO 3744 (ISO 3744) Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Технический метод в условиях свободного звукового поля над отражающей плоскостью | MOD | ГОСТ 31275-2002 (ИСО 3744-94) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью |
EN ISO 3745 (ISO 3745) Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Точные методы для заглушённых и полузаглушенных камер | - | * |
EN ISO 3746 (ISO 3746) Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения | MOD | ГОСТ 31277-2002 (ИСО 3746-95) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью |
EN ISO 4413 Приводы гидравлические. Общие правила и требования безопасности систем и их компонентов | - | * |
EN ISO 4414 Приводы пневматические. Общие правила и требования безопасности систем и их компонентов | - | * |
EN ISO 4871:1996 (ISO 4871:1996) Акустика. Заявленные значения шумоизлучения машин и оборудования и их проверка | MOD | ГОСТ 30691-2001 (ИСО 4871-96) Шум машин. Заявление и контроль значений шумовых характеристик |
EN ISO 9614-1 (ISO 9614-1) Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Часть 1. Измерение в отдельных точках | MOD | ГОСТ 30457-97 (ИСО 9614-1:1993) Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод |
EN ISO 11202:1995 (ISO 11202:1995) Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Контрольный метод измерения на месте | MOD | ГОСТ 31169-2003 (ЕН ИСО 11202:1995) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки |
EN ISO 11204:1995 (ISO 11204:1995) Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Метод, требующий поправок на внешние воздействующие факторы | MOD | ГОСТ 30683-2000 (ИСО 11204:1995) Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия |
EN ISO 11688-1:2009 (ISO 11688-1:2009) Акустика. Рекомендуемая практика проектирования машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование | - | * |
EN ISO 12100 (ISO 12100) Безопасность машин. Основные принципы конструирования. Оценка риска и снижение риска | IDT | ГОСТ ISO 12100-2013 Безопасность машин. Основные принципы конструирования. Оценка риска и снижение риска |
EN ISO 13849-1:2008 Безопасность машин. Элементы систем управления, связанные с обеспечением безопасности. Часть 1. Общие принципы проектирования | - | * |
EN ISO 13850:2006 (ISO 13850:2006) Безопасность машин. Аварийный останов. Принципы проектирования | - | * |
ISO 286-2 Допуски и посадки по системе ISO. Часть 2. Таблицы классов стандартных допусков и предельных отклонений на размеры отверстий и валов | - | * |
ISO 7960:1995 Шум станков, передаваемый по воздуху. Условия эксплуатации для деревообрабатывающих станков | - | * |
HD 21.1 S4:2002 Силовые кабели номинальным напряжением до и включая 450/750 В с изоляцией из термопластика. Часть 1. Общие требования | - | * |
HD 22.1 S4:2002 Силовые кабели номинальным напряжением до и включая 450/750 В с изоляцией из сшитого полиэтилена. Часть 1. Общие требования | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного (регионального) стандарта. Перевод данного международного (регионального) стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Приложение ДБ
(справочное)
Перечень действующих межгосударственных стандартов, касающихся двусторонних шипорезных и/или профилирующих станков с цепной конвейерной подачей
Таблица ДБ.1
Обозначение стандарта | Наименование стандарта |
ГОСТ 12.2.026.0-93 | Оборудование деревообрабатывающее. Требования безопасности к конструкции (раздел 5, пункт 5.9). |
ГОСТ 6855-88 | Деревообрабатывающее оборудование. Станки шипорезные рамные. Основные параметры. Нормы точности. Терминология |
Библиография
[1] EN 1218-1 | Safety of woodworking machines - Tenoning machines - Part 1: Single end tenoning machines with sliding table (Безопасность деревообрабатывающих станков. Станки шипорезные. Часть 1. Станки шипорезные односторонние с передвижным столом) |
[2] EN 1218-3 | Safety of wood working machines - Tenoning machines - Part 3: Hand fed tenoning machines with sliding table for cutting structural timbers (Безопасность деревообрабатывающих станков. Станки шипорезные. Часть 3. Шипорезные станки с ручной подачей, с передвижным столом для резания цельной древесины |
[3] EH 1218-5 | Safety of woodworking machines - Tenoning machines - Part 5: One side profiling machines with fixed table and feed rollers or fed by chain (Безопасность деревообрабатывающих станков. Станки шипорезные. Часть 5: Односторонние профилирующие станки с неподвижным столом и с роликовой или цепной подачей) |
[4] EH 12779 | Safety of woodworking machines - Chip and dust extraction systems with fixed installation - Safety related performances and safety requirements (Безопасность деревообрабатывающих станков. Системы удаления стружки и пыли неподвижными установками. Безопасность относительно параметров и требований безопасности) |
УДК 621.9.02-434.5:006.354 | МКС 79.120.10 | ОКП 38 3133 | IDT |
Ключевые слова: Безопасность машин, деревообрабатывающие станки, шипорезные станки, точные станки, определения, назначение, требования безопасности станков, предотвращение несчастных случаев, меры безопасности, защитные меры против механических опасностей, шум двигателя, снижение шума, информация, маркировка, технические предупреждения, использование, соответствие испытаниям | |||
Электронный текст документа
и сверен по:
, 2015
{kind=link}