ГОСТ 6854-88
(СТ СЭВ 5547-86,
СТ СЭВ 6058-87)
Группа Г52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Деревообрабатывающее оборудование
СТАНКИ ЛЕНТОЧНОПИЛЬНЫЕ СТОЛЯРНЫЕ
Основные параметры. Нормы точности
Woodworking equipment. Bandsawing machines.
Basic parameters. Standards of accuracy
ОКП 38 3113
Дата введения 1989-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ:
А.В.Линьков, Г.Т.Дорофеев, В.И.Гудков, А.Г.Лисаков
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.07.88 N 2715.
3. Срок проверки-1993 г.; периодичность проверки - 5 лет.
4. Стандарт соответствует СТ СЭВ 5547-86, СТ СЭВ 6058-87. Стандарт соответствует международному стандарту ИСО 7007-83.
5. ВЗАМЕН ГОСТ 6854-77, ГОСТ 7833-75.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 25338-82* | 2.1 |
________________
* На территории Российской Федерации действует ГОСТ 25338-91. Здесь и далее. - .
Настоящий стандарт распространяется на ленточнопильные столярные станки, предназначенные для прямолинейной и криволинейной распиловки древесины.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
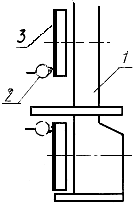
Основные параметры станков должны соответствовать указанным на чертеже и в таблице.
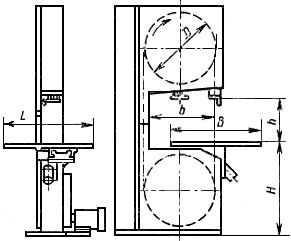
Черт.1
Примечание. Чертеж не определяет конструкцию станков.
Размеры, мм
Наименование параметра | Значение | ||
1. Диаметр | 400 | 800 | |
2. Наибольшая ширина пильной ленты, не менее | 20 | 50; 40 | |
3. Скорость пильной ленты, м/с, не более | 30 | 40 | |
4. Наибольшая высота | 200 | 400 | |
5. Вылет | 360 | 750 | |
6. Размеры стола, не менее | ширина | 500 | 1000 |
длина | 500 | 1000 | |
7. Наибольший угол наклона стола относительно плоскости пропила | 45° | ||
8. Наибольшая скорость подачи станков с делительно-подающим механизмом, м/мин, не менее | - | 30 | |
2. ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станка на точность по ГОСТ 25338-82.
2.2. Точность установки станка по уровню перед проверкой не должна превышать 0,1 мм на 1000 мм.
2.3. Нормы точности станков (пп.2.3.1-2.3.10).
2.3.1. Плоскостность рабочей поверхности стола
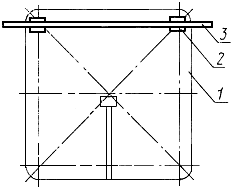
Черт.2
Допуск, мм, на длине стола, мм:
500 | 0,28 |
1000 | 0,40 |
На рабочей поверхности стола 1 в продольном, поперечном и диагональном направлениях на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты устанавливают поверочную линейку 3.
Просвет между проверяемой поверхностью и рабочей поверхностью линейки измеряют щупом.
Отклонение равно наибольшей алгебраической разности результатов измерений в каждом направлении.
2.3.2. Прямолинейность рабочей поверхности направляющей линейки
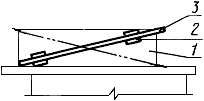
Черт.3
Допуск 0,20 мм на длине 500 мм
Выпуклость не допускается.
К рабочей поверхности направляющей линейки 1 в диагональных направлениях на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты прикладывают поверочную линейку 3.
Просвет между проверяемой поверхностью и рабочей поверхностью поверочной линейки измеряют щупом.
Отклонение равно наибольшей алгебраической разности результатов измерений.
2.3.3. Расположение образующих цилиндрических поверхностей роликов направляющей линейки в одной плоскости (для станков, оснащенных направляющей линейкой с роликами)
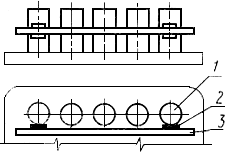
Черт.4
Допуск 0,20 мм на длине 500 мм
К образующей цилиндрической поверхности крайних роликов 1 на опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты прикладывают поверочную линейку 3.
Просвет между образующей цилиндрической поверхностью каждого ролика и рабочей поверхностью поверочной линейки измеряют щупом в трех или более положениях роликов с поворотом их не менее чем на 90°.
Отклонение равно наибольшей алгебраической разности результатов измерений в каждом положении.
2.3.4. Перпендикулярность рабочей поверхности направляющей линейки к рабочей поверхности стола
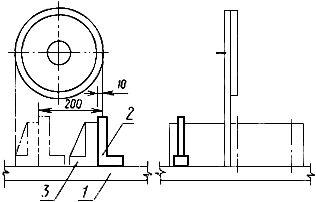
Черт.5
Допуск 0,10 мм на длине 100 мм
На рабочей поверхности стола 1 устанавливают поверочный угольник 2 так, чтобы его другая рабочая поверхность касалась рабочей поверхности направляющей линейки 3.
Направляющую линейку устанавливают в двух положениях на расстоянии 10 и 200 мм от боковой поверхности пильного полотна.
Измерения проводят в трех сечениях по длине направляющей линейки в каждом ее положении.
Просвет между проверяемой поверхностью и рабочей поверхностью поверочного угольника измеряют щупом.
Отклонение равно наибольшей алгебраической разности результатов измерений.
2.3.5. Перпендикулярность образующих цилиндрических поверхностей роликов направляющей линейки к рабочей поверхности стола (для станков, оснащенных направляющей линейкой с роликами)
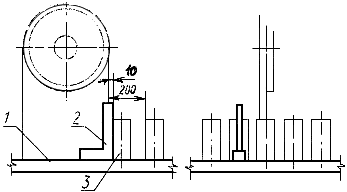
Черт.6
Допуск 0,10 мм на длине 100 мм
На рабочей поверхности стола 1 устанавливают поверочный угольник 2 так, чтобы его другая рабочая поверхность касалась образующей цилиндрической поверхности ролика 3.
Измерения проводят последовательно для каждого ролика в трех или более его положениях с поворотом не менее чем на 90° в двух положениях направляющей линейки на расстоянии 10 и 200 мм от боковой поверхности пильного полотна.
Просвет между образующей цилиндрической поверхностью ролика и рабочей поверхностью поверочного угольника измеряют щупом.
Отклонение равно наибольшей алгебраической разности результатов измерений.
2.3.6. Перпендикулярность боковой поверхности пильной ленты к рабочей поверхности стола
Черт.7
Допуск 0,10 мм на длине 100 мм
На рабочей поверхности стола 1 устанавливают поверочный угольник 2 так, чтобы его другая рабочая поверхность касалась боковой поверхности рабочей ветви нормально натянутой пильной ленты 3.
При измерении стол устанавливают в нулевое положение по шкале.
Измерения проводят в трех положениях пильных шкивов с поворотом их на 120°.
Просвет между боковой поверхностью пильной ленты и рабочей поверхностью поверочного угольника измеряют щупом.
Отклонение равно наибольшей алгебраической разности результатов измерений.
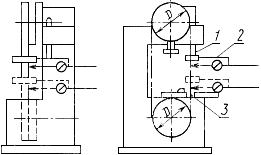
2.3.7. Радиальное биение обода пильных шкивов
Черт.8
Допуск, мм, для шкивов диаметром, мм:
400 | 0,16 |
800 | 0,23 |
На неподвижной части станка 1 устанавливают измерительный прибор 2 так, чтобы его измерительный наконечник касался последовательно каждого пильного шкива по внутренней его поверхности 3, обработанной с одной установки с наружной поверхностью.
Проверку проводят при снятой пильной ленте.
Биение равно наибольшей алгебраической разности показаний измерительного прибора.
2.3.8. Торцовое биение обода пильных шкивов
Черт.9
Допуск, мм, для шкивов диаметром, мм:
400 | 0,25 |
800 | 0,35 |
На неподвижной части станка 1 укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался торцовой поверхности 3 обода последовательно каждого пильного шкива.
Проверку проводят при снятой пильной ленте.
Биение равно наибольшей алгебраической разности показаний измерительного прибора.
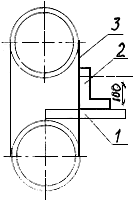
2.3.9. Расположение торцовых поверхностей обода пильных шкивов в одной плоскости
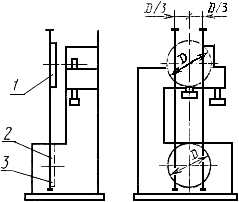
Черт.10
Допуск, мм, для шкивов диаметром, мм:
400 | 0,30 |
800 | 0,40 |
Проверку проводят во время сборки станка.
Со стороны рабочего места перед торцовыми поверхностями ободов пильных шкивов 1 и 2 устанавливают поверочную линейку 3.
Величину просвета между торцовыми поверхностями ободов пильных шкивов и измерительной поверхностью поверочной линейки измеряют щупом и плоскопараллельными концевыми мерами длины.
Измерения последовательно проводят в положениях, указанных на черт.10. В каждом сечении определяют наибольшую разность измеренных расстояний.
Отклонение равно наибольшей алгебраической разности результатов измерений.
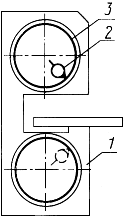
2.3.10. Параллельность перемещения направляющего устройства пильной ленты в крайних положениях относительно боковой плоскости и опорной кромки пилы
К направляющему устройству пильной ленты 1 закрепляют индикатор 2 так, чтобы его измерительный наконечник был направлен перпендикулярно к проверяемой плоскости ленты 3 (черт.11).
Черт.11
Допуск, мм, для шкивов диаметром, мм:
400 | 0,30 |
800 | 0,40 |
Направляющее устройство перемещают и устанавливают в верхнее и нижнее положение и проводят отсчет показаний индикатора относительно боковой плоскости и опорной кромки ленты.
Отклонение от параллельности равно алгебраической разности показаний индикатора в данной плоскости.
3. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
Для проверки используют заготовки из древесины любой породы влажностью не более 15 абс. % с размерами 1000х150х40 мм.
Базовые поверхности (пласть и кромка) заготовки строганые. Допуск прямолинейности базовых поверхностей не должен быть более 0,2 мм на длине 1000 мм, допуск перпендикулярности - 0,05 мм на длине 100 мм.
При скорости подачи не более 5 м/мин распиливают заготовки, базируя их при этом кромкой на рабочей поверхности стола, а пластью - на рабочей поверхности направляющей линейки.
Стол станка перед распиловкой устанавливают в нулевое положение по шкале.
3.1. Параллельность поверхности пропила базовой поверхности образца
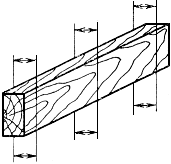
Черт.12
Допуск 0,25 мм в продольном направлении на длине 500 мм
0,2 мм в поперечном направлении на длине 100 мм
Толщину отпиленной части бруска со строганой базовой поверхностью измеряют в поперечном направлении и в трех местах в продольном направлении: на расстоянии 50 мм от торцев и посередине.
Отклонение в каждом направлении равно наибольшей алгебраической разности результатов измерений.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1991
{kind=link}