ГОСТ 7315-92
Группа Г52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ.
СТАНКИ СТРОГАЛЬНЫЕ ЧЕТЫРЕХСТОРОННИЕ
Основные параметры. Нормы точности и жесткости
Woodworking machinery. Four-sided planers.
Basic parameters. Norms of accuracy and rigidity
ОКП 38 3125
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации "Станки" (ТК 70 "Станки")
РАЗРАБОТЧИКИ
С.М.Хасдан, И.К.Черкасов, Г.Л.Шалимов, М.А.Слободник, В.И.Попова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 24.01.92 N 57
3. Срок проверки - 1997 г., периодичность проверки - 5 лет
4. Стандарт соответствует международному стандарту ИСО 7947-85 в части норм точности
5. ВЗАМЕН ГОСТ 6826-78, ГОСТ 7315-83, ГОСТ 19467-74
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 25338-91 | 2.1 |
Настоящий стандарт распространяется на станки строгальные (продольно-фрезерные) четырехсторонние, производственные, общего назначения, для продольного фрезерования заготовок по заданному профилю и размерам сечения.
Требования настоящего стандарта являются обязательными.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
Основные параметры станков должны соответствовать указанным на черт.1, 2 и в табл.1.
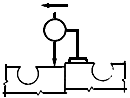
Станки без фуговального устройства
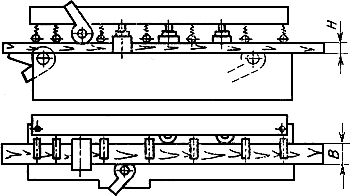
Черт.1
Станки с фуговальным устройством
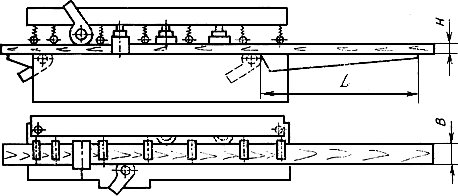
Черт.2
Примечание. Чертеж не определяет конструкцию станка.
Таблица 1
Размеры, мм
Наименование параметра | Значение параметра для станков | ||||||
без фуговального устройства | с фуговальным устройством | ||||||
Ширина обрабатываемой заготовки | |||||||
наибольшая | 100 | 160 | 250 | 100 | 160 | 250 | |
наименьшая, не более | 20 | 32 | 50 | 20 | 32 | 50 | |
Толщина обрабатываемой заготовки | |||||||
наибольшая, не менее | 50 | 80 | 125 | 50 | 80 | 125 | |
наименьшая, не более | 8 | 10 | 12 | 8 | 10 | 12 | |
Наименьшая длина обрабатываемой заготовки, не более | 250 | 400 | 630 | 250 | 400 | 630 | |
Длина переднего стола | - | - | - | 1600 | 2240 | 2800 | |
Скорость подачи обрабатываемой заготовки, м/мин: | |||||||
наибольшая, не менее | 30 | 40 | 70 | 30 | 40 | ||
наименьшая, не более | 6 | 8 | 10 | 16 | 6 | 8 | 10 |
2. ПРОВЕРКА ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ СТАНКА
2.1. Допуск на установку станка по уровню не должен превышать 0,1 мм на длине 1000 мм.
Общие требования к испытаниям станков на точность и жесткость - по ГОСТ 25338.
Стандарт не устанавливает последовательность проведения проверок. Отдельные проверки могут проводиться в процессе сборки, если проведение их на собранном станке затруднительно.
Допускается применение других методов и средств измерения при условии, что они обеспечивают требуемую стандартом точность проверки.
Стандарт устанавливает нормы точности станков двух классов:
повышенной точности (для производства мебели);
нормальной точности (для прочих производств).
Геометрическая точность станка должна соответствовать нормам, указанным в пп.2.2-2.11.
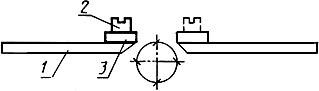
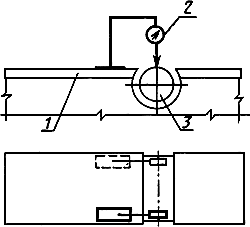
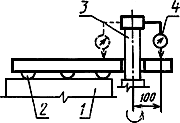
2.2. Плоскостность рабочей поверхности столов
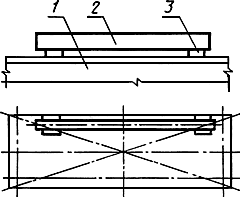
Черт.3
Допуск, мм, на длине 1000 мм:
повышенной точности | 0,16 | |||
нормальной точности | 0,2 | |||
На рабочей поверхности стола 1 (черт.3) последовательно в продольных, поперечных и диагональных направлениях на двух опорах 3 (плоскопараллельных концевых мерах длины) одинаковой высоты устанавливают поверочную линейку 2. Просвет между рабочей поверхностью стола и рабочей поверхностью поверочной линейки измеряют плоскопараллельными концевыми мерами длины и щупом.
Отклонение от плоскостности равно разности между наибольшим и наименьшим результатами измерений.
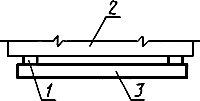
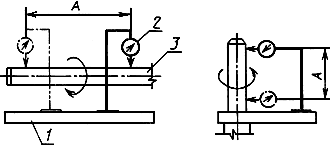
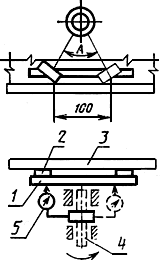
2.3. Параллельность рабочих поверхностей столов:
а) в продольном направлении
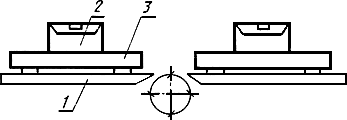
б) в поперечном направлении
Черт.4
Таблица 2
Вид станка | Номер пункта | Допуск, мм, на длине 1000 мм | |
повышенной точности | нормальной точности | ||
С фуговальным устройством | а | 0,2 | 0,3 |
Без фуговального устройства | а | 0,3 | 0,4 |
На рабочей поверхности неподвижного стола 1 (черт.4) в продольном или поперечном направлении в среднем сечении (а) или заподлицо (б) с кромкой стола на регулируемой подставке 3 устанавливают на нуль уровень 2.
Расстояние между опорами подставки 1000 мм (а) или 100 мм (б). При недостаточной длине стола опоры устанавливают в его крайних по длине сечения (а).
Подставку с уровнем переставляют на подвижный стол. Определяют абсолютные величины показаний уровня на подвижном столе при двух крайних положениях подвижного стола по высоте.
Отклонение от параллельности равно наибольшей абсолютной величине показаний уровня на подвижном столе.
2.4. Прямолинейность рабочих поверхностей направляющих линеек
Черт.5
Допуск, мм, на длине 1000 мм:
повышенной точности | 0,1 | |||
нормальной точности | 0,2 | |||
К рабочей поверхности направляющей линейки 2 (черт.5) в продольном направлении на двух опорах 1 (плоскопараллельных концевых мерах длины) одинаковой высоты прикладывают поверочную линейку 3.
Просвет между рабочей поверхностью поверочной линейки и проверяемой поверхностью измеряют плоскопараллельными концевыми мерами длины и щупом.
Отклонение от прямолинейности равно разности между наибольшим и наименьшим результатами измерений.
2.5. Параллельность рабочих поверхностей направляющих линеек
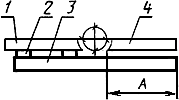
Черт.6
Допуск, мм, на длине 1000 мм:
повышенной точности | 0,2 | |||
нормальной точности | 0,3 | |||
К рабочей поверхности неподвижной направляющей линейки 1 (черт.6) в продольном направлении на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты прикладывают поверочную линейку 3 так, чтобы часть ее располагалась напротив рабочей поверхности контролируемой подвижной линейки 4.
Просвет между рабочей поверхностью поверочной линейки и проверяемой поверхностью измеряют плоскопараллельными концевыми мерами длины и щупом в двух точках, отстоящих друг от друга на расстоянии =1000 мм, либо в двух крайних точках по длине проверяемой линейки при меньшей ее длине.
Измерения проводят в двух крайних положениях измеряемой линейки по ширине стола.
Для каждого положения линейки определяют разность результатов измерений в двух точках.
Отклонение от параллельности равно наибольшей разности результатов измерений.
2.6. Радиальное биение опорных вальцов
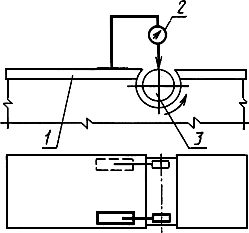
Черт.7
Допуск, мм:
повышенной точности | 0,08 | |||
нормальной точности | 0,12 | |||
На рабочей поверхности стола 1 (черт.7) устанавливают на стойке индикатор 2 так, чтобы его измерительный наконечник касался образующей цилиндрической поверхности опорного вальца 3 и был направлен перпендикулярно к его оси.
Опорный валец приводят во вращение со скоростью, позволяющей регистрировать показания индикатора.
Измерения проводят в крайних сечениях по длине вальца.
Для каждого сечения определяют наибольшую алгебраическую разность показаний индикатора.
Радиальное биение равно наибольшему из полученных результатов.
Измерения проводят последовательно для каждого опорного вальца.
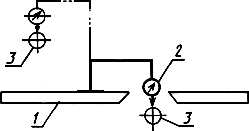
2.7. Параллельность верхних образующих опорных вальцов рабочей поверхности заднего стола
Черт.8
Допуск, мм, на длине 100 мм:
повышенной точности | 0,05 | |||
нормальной точности | 0,08 | |||
На рабочей поверхности стола 1 (черт.8) устанавливают на стойке индикатор 2 так, чтобы его измерительный наконечник касался верхней образующей опорного вальца 3 и был перпендикулярен этой образующей.
Определяют алгебраическую разность показаний индикатора в крайних сечениях по длине вальца. Проводят аналогичные измерения после поворота вальца на 90°.
Отклонение от параллельности равно наибольшему из полученных результатов.
Измерения проводят последовательно для каждого опорного вальца.
2.8. Радиальное биение шпинделей
Черт.9
Допуск, мм:
при | 0,02 | |||
при | 0,03 | |||
На рабочей поверхности стола 1 (черт.9) устанавливают на стойке индикатор 2 так, чтобы его измерительный наконечник касался образующей цилиндрической посадочной поверхности под инструмент шпинделя 3 и был перпендикулярен ее оси.
Шпиндель приводят во вращение со скоростью, позволяющей регистрировать показания индикатора.
Измерения биения шпинделя проводят в двух крайних сечениях посадочной поверхности шпинделя под инструмент. Для каждого сечения определяют наибольшую алгебраическую разность показаний индикатора.
Радиальное биение равно наибольшему из полученных результатов.
Измерения проводят последовательно для каждого шпинделя.
2.9. Торцовое биение опорной поверхности шпинделя под инструмент
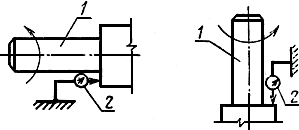
Черт.10
Допуск, мм | 0,01 |
На неподвижной части станка (черт.10) устанавливают на стойке индикатор 2 так, чтобы его измерительный наконечник касался опорной торцовой поверхности шпинделя 1 на возможно большем расстоянии от оси вращения и был перпендикулярен ей.
Шпиндель поворачивают не менее чем на два оборота.
Шпиндель приводят во вращение со скоростью, позволяющей регистрировать показания индикатора.
Измерения проводят в двух диаметрально противоположных положениях индикатора.
Торцовое биение определяют как наибольшую алгебраическую разность показаний индикатора в каждом его положении.
Измерения проводят последовательно для каждого шпинделя.
2.10. Параллельность осей вращения горизонтальных шпинделей рабочей поверхности стола
Черт.11
Допуск, мм, на длине 100 мм:
повышенной точности | 0,03 | |||
нормальной точности | 0,04 | |||
На рабочей поверхности стола 1 (черт.11) устанавливают на стойке индикатор 2 так, чтобы его измерительный наконечник касался верхней образующей цилиндрической посадочной поверхности под инструмент шпинделя 3 и был перпендикулярен его оси.
Определяют алгебраическую разность показаний индикатора в верхнем и нижнем зафиксированных положениях шпинделя.
Аналогичные измерения проводят после поворота шпинделя на 90°.
Отклонение от параллельности равно среднему арифметическому алгебраических разностей результатов измерений в двух крайних сечениях посадочной поверхности шпинделя по длине в первоначальном положении и при повороте его на 90°.
Измерения проводят последовательно для каждого горизонтального шпинделя.
2.11. Перпендикулярность осей вращения вертикальных шпинделей рабочей поверхности стола
Черт.12
Допуск, мм, на длине 100 мм | 0,05 |
На рабочей поверхности стола 1 (черт.12) устанавливают специальное приспособление 2, удовлетворяющее следующим требованиям:
допуск на расстояние от основания приспособления до его верхней поверхности 0,01 мм;
допуск плоскостности верхней поверхности приспособления 0,01 мм.
На шпинделе 3 закрепляют индикатор 4 так, чтобы его измерительный наконечник касался рабочей поверхности приспособления и был перпендикулярен ей.
Измерения проводят в двух взаимно перпендикулярных (продольном и поперечном) направлениях при повороте шпинделя с индикатором на 180° в каждом направлении.
Отклонение от перпендикулярности для каждого направления равно половине наибольшей алгебраической разности результатов измерений при повороте шпинделя на 180°.
Измерения проводят последовательно для каждого вертикального шпинделя.
2.12. Перпендикулярность осей вращения горизонтальных калевочных шпинделей рабочей поверхности направляющей линейки
Черт.13
Допуск, мм, на длине 100 мм | 0,05 |
Поверочную линейку 1 (черт.13) на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой толщины прикладывают к направляющей линейке 3. На шпинделе 4 закрепляют индикатор 5 так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. Измерения проводят в первоначальном положении и при повороте шпинделя на угол .
Отклонение от перпендикулярности равно алгебраической разности результатов измерений в первоначальном положении и при повороте шпинделя на угол .
Измерения проводят последовательно для каждого горизонтального калевочного шпинделя.
2.13. Дополнительные проверки геометрических параметров, регламентированные международным стандартом ИСО 7947, приведены в приложении 1.
3. ПРОВЕРКА ТОЧНОСТИ СТАНКА В РАБОТЕ
Для проверки точности станка в работе используют не менее пяти образцов длиной 1000 мм, шириной от 90 до 110 мм, толщиной от 40 до 60 мм, удовлетворяющих следующим требованиям:
допуск плоскостности базовой пласти не более 0,3 мм на длине 1000 мм;
допуск перпендикулярности смежных поверхностей не более 0,3 мм на длине 100 мм;
допуск перпендикулярности торцов к боковым поверхностям не более 0,5 мм на длине 100 мм;
порода древесины - любая (предпочтительно твердая);
влажность древесины не более 15% (абс.).
Образцы должны обрабатываться с четырех сторон на чистовом режиме: скорость подачи не более 10 м/мин, толщина снимаемого слоя от 1 до 1,5 мм за один проход.
3.1. Прямолинейность базовой пласти (для станков с фуговальным устройством) и базовой боковой стороны образца
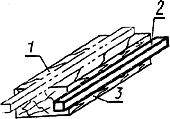
Черт.14
Допуск, мм, на длине 1000 мм:
повышенной точности | 0,2 | |||
нормальной точности | 0,3 | |||
К базовой пласти 1 и базовой боковой стороне 3 (черт.14) образца в продольном направлении последовательно прикладывают поверочную линейку 2.
Просвет между рабочей поверхностью линейки и проверяемой поверхностью образца измеряют щупом.
Отклонение равно наибольшей величине просвета.
3.2. Перпендикулярность боковых сторон базовой пласти образца
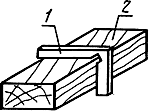
Черт.15
Допуск, мм, на длине 100 мм:
повышенной точности | 0,1 | |||
нормальной точности | 0,25 | |||
К базовой пласти 2 (черт.15) прикладывают поверочный угольник 1.
Просвет между рабочей поверхностью поверочного угольника и проверяемой поверхностью образца измеряют щупом.
Измерения проводят в трех сечениях по длине образца посередине и на расстоянии 50 мм от торцов.
Отклонение равно наибольшей величине просвета.
3.3. Равномерность толщины и ширины образца
Допуск на равномерность ширины и толщины, мм:
повышенной точности | 0,2 | |||
нормальной точности | 0,3 | |||
Ширину и толщину измеряют штангенциркулем в трех сечениях по длине образца: посередине и на расстоянии 50 мм от торцов.
Отклонение равно разности между наибольшим и наименьшим результатами измерений.
4. Проверка жесткости станка в работе приведена в приложении 2.
5. Терминология основных узлов и деталей двух-, трех- и четырехсторонних строгальных станков приведена в приложении 3.
ПРИЛОЖЕНИЕ 1
Справочное
ИСО 7947-1985 "Станки деревообрабатывающие. Двух-, трех- и четырехсторонние строгальные станки. Номенклатура и условия приемки". Условия испытания и допускаемые отклонения. Геометрические испытания
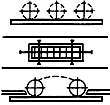
Таблица 3
Номер про- верки | Схема | Проверка | Допускаемое отклонение, мм | Измерительный инструмент | Примечание и ссылки на пункты ИСО 230/1 |
G2 |
| Расположение поверхностей рабочих секций столов в одной плоскости в продольном направлении | 0,10 | Контрольная линейка и щупы | |
G3 |
| Расположение рабочих секций столов в одной плоскости в поперечном направлении | 0,03, исключая передний стол Всегда ниже в направлении подачи | Индикатор | п.5.412.2 |
G16 |
| Параллельность валиков приемного конвейера последующего стола, проверяемая продольно и поперечно | 0,20 | Контрольная линейка и щуп |
ПРИЛОЖЕНИЕ 2
Справочное
ПРОВЕРКА ЖЕСТКОСТИ СТАНКА
Значения нагружающих сил и вызываемых ими перемещений шпинделей относительно стола станка должны соответствовать указанным в табл.4.
Таблица 4
Размеры, мм
Наибольшая ширина обрабатываемой заготовки | Нагружающая сила, Н | Наибольшее допускаемое перемещение для шпинделей | |
горизонтальных | вертикальных | ||
160 | 800 | 0,2 | 0,15 |
250 | 1200 | 0,1 | 0,2 |
Положения шпинделей станка, точек приложения и направления действия сил должны соответствовать указанным на черт.16 и в табл.5.
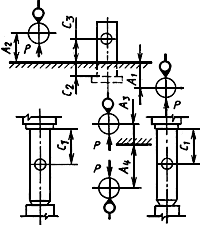
Черт.16
Таблица 5
мм
Положение шпинделей станка и точек приложения сил | Нормы при ширине фрезерования | |
160 | 250 | |
Расстояние | 70 | 70 |
Расстояние | 120 | 120 |
Расстояние | 70 | 70 |
Расстояние | 210 | 210 |
Расстояние | 100 | 180 |
Расстояние | 35 | 20 |
Расстояние | 40 | 60 |
На станине станка закрепляют устройство с динамометром для создания нагружающей силы .
Нагружающим устройством создают плавно возрастающую до заданного значения силу , направленную перпендикулярно оси шпинделя и проходящую через его ось в соответствии с черт.16.
Одновременно в направлении действия нагружающей силы индикатором измеряют перемещение шпинделя относительно стола станка.
Нагружение проводят дважды.
За относительное перемещение принимают среднее арифметическое значение результатов двух испытаний.
ПРИЛОЖЕНИЕ 3
Обязательное
ИСО 7947-1985 "Станки деревообрабатывающие. Двух-, трех- и четырехсторонние строгальные станки. Номенклатура и условия приемки".
1. Основные узлы и детали двух-, трех- и четырехсторонних строгальных станков указаны на черт.17 под соответствующими номерами.
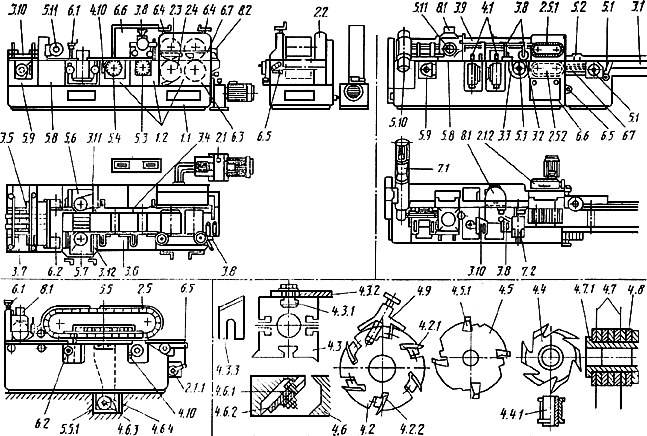
Черт.17
Примечание. Чертеж не определяет конструкцию станков.
2. Терминология:
1. Корпус
1.1. Станина.
1.2. Стандартные модули.
2. Подача заготовки и/или инструмента
2.1. Привод подачи.
2.1.1. Коробка передач.
2.1.2. Вариатор скорости.
2.2. Кожух механизма передачи.
2.3. Верхний подающий ролик.
2.4. Нижний подающий ролик.
2.5. Цепь конвейера.
2.5.1. Верхний конвейер.
2.5.2. Нижний конвейер.
3. Установка, крепление и перемещение заготовки
3.1. Фуговальный стол.
3.2. Стол передний.
3.3. Стол задний.
3.4. Передняя направляющая линейка.
3.5. Задняя направляющая линейка.
3.6. Передний боковой прижим.
3.7. Задний боковой прижим.
3.8. Прижимной ролик.
3.9. Верхний стружколоматель.
3.10. Прижим калевочной режущей головки.
3.11. Правый стружколоматель.
3.12. Левый стружколоматель и инструмент.
4. Держатели инструмента и инструмент
4.1. Шпиндель.
4.2. Цилиндрическая режущая головка.
4.2.1. Клин.
4.2.2. Нож.
4.3. Квадратная режущая головка (со скосами или без).
4.3.1. Крепежный болт.
4.3.2. Нож.
4.3.3. Профильный нож.
4.4. Цельная профильная фреза.
4.4.1. Оправка.
4.5. Сборная профильная фреза.
4.5.1. Вставной профильный резец.
4.6. Узел гладильного ножа.
4.6.1. Гладильный нож.
4.6.2. Стружколоматель гладильного ножа.
4.6.3. Дробилка.
4.6.4. Рабочий орган дробилки.
4.7. Пильный вал.
4.7.1. Оправка.
4.8. Дистанционные прокладки.
4.9. Приспособление для установки ножа.
4.10. Приспособление для фугования ножей.
5. Рабочий орган и привод инструмента
5.1. Нижняя фуговальная головка.
5.2. Правая вертикальная фуговальная головка.
5.3. Нижняя горизонтальная режущая головка.
5.4. Многоножевая режущая головка для чистовой обработки.
5.5. Коробка гладильного ножа.
5.5.1. Дробилка.
5.6. Правая вертикальная режущая головка.
5.7. Левая вертикальная режущая головка.
5.8. Верхняя горизонтальная режущая головка.
5.9. Нижняя горизонтальная калевочная режущая головка.
5.10. Универсальная режущая головка.
5.11. Съемный подшипник горизонтальной ножевой головки.
6. Управление
6.1. Механизм вертикальной настройки режущей головки или стола.
6.2. Механизм горизонтальной настройки режущей головки или направляющей линейки.
6.3. Регулировка нижних подающих роликов.
6.4. Регулировка верхних подающих роликов.
6.5. Регулятор скорости подачи.
6.6. Электрошкаф.
6.7. Пульт управления.
7. Предохранительные устройства
7.1. Ограждение привода подачи.
7.2. Ограждение режущей головки.
8. Разное
8.1. Эксгаустерная воронка.
8.2. Когтевая защита.
9. (Свободно)
10. Виды работ
Текст документа сверен по:
М.: Издательство стандартов, 1992
{kind=link}