ГОСТ 9769-79
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПИЛЫ ДИСКОВЫЕ С ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ
ДЛЯ ОБРАБОТКИ ДРЕВЕСНЫХ МАТЕРИАЛОВ
Технические условия
Wood-working carbide-tipped circular saws.
Specifications
ОКП 39 2222
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук; В.Г.Морозов, канд. техн. наук; Е.И.Сапожников, канд. техн. наук; В.А.Зашмарин, В.И.Горбульская
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государствениого комитета СССР по стандартам от 24.09.79 N 3666
4. Срок проверки - 1995 г., периодичность проверки - 5 лет
5. ВЗАМЕН ГОСТ 9769-69
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер раздела, пункта |
ГОСТ 8.051-81 | 4.1 |
ГОСТ 2789-73 | 2.12 |
ГОСТ 3882-74 | 2.2 |
ГОСТ 5950-73 | 2.4 |
ГОСТ 13833-77 | 2.3 |
ГОСТ 14959-79 | 2.4 |
ГОСТ 18088-83 | 2.28, 5 |
ГОСТ 19738-74 | 2.5 |
ГОСТ 19904-90 | 2.17 |
ГОСТ 23726-79 | 3.1 |
7. Ограничение срока действия снято Постановлением Госстандарта СССР от 24.05.91 N 735
8. ПЕРЕИЗДАНИЕ (январь 1998 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в феврале 1982 г., июне 1984 г., марте 1989 г., мае 1991 г., феврале 1995 г. (ИУС 4-82, 10-84, 6-89, 8-91, 5-95)
Настоящий стандарт распространяется на дисковые пилы с твердосплавными пластинами, предназначенные для распиловки листовых и плитных древесных материалов, облицованных плит и щитов, фанеры, клееной и цельной древесины на автоматических линиях и позиционных станках, изготовляемые для нужд народного хозяйства и экспорта.
Требования стандарта являются обязательными, кроме примечания к табл.1, пп.1.4, 2.4, 2.5, 2.25, 2.26, 4.5, 4.6 (примечания).
Стандарт пригоден для целей сертификации по безопасности по п.4.4.
(Измененная редакция, Изм. N 3, 4, 5).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Пилы должны изготовляться типов:
1 - с разносторонними и односторонними углами наклона передних и задних главных поверхностей зубьев;
2 - без углов наклона передних и задних главных поверхностей зубьев.
1.2. Основные параметры и размеры пил должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Тип 1
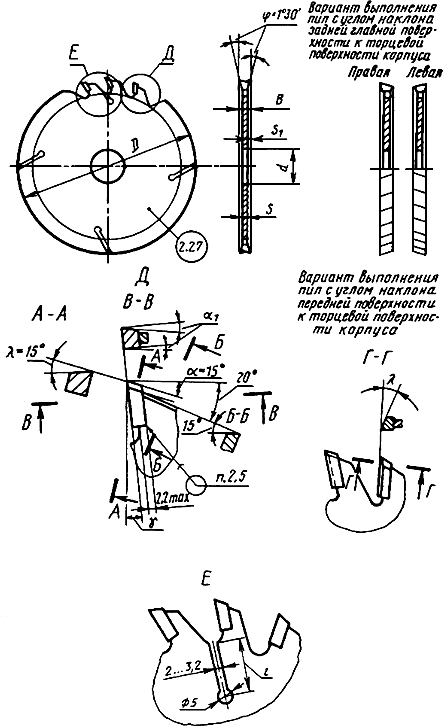
Черт.1
Таблица 1
Размеры в мм
Обозначение | Приме- няемость | Число зубьев | |||||||||
3421-0551 | 160 | 2,8 | 2,0 | 0,4 | 15 | 15° | -20° | 24 | |||
3421-0552 | 32 | 3,4 | 2,4 | 0,5 | |||||||
3421-0553 | 2,8 | 2,0 | 0,4 | 48 | |||||||
3421-0554 | 200 | 20 | |||||||||
3421-0555 | 80 | 3,4 | 2,4 | 0,5 | |||||||
3421-0597 | 56 | ||||||||||
3421-0586 | 2,8 | 2,0 | 0,4 | 24 | |||||||
3421-0557 | 3,4 | 2,4 | 0,5 | ||||||||
3421-0558 | 250 | 2,8 | 2,0 | 0,4 | 25 | 10° | 36 | 2°30' | |||
3421-0559 | 3,4 | 2,4 | 0,5 | ||||||||
3421-0561 | 2,8 | 2,0 | 0,4 | 56 | |||||||
3421-0562 | 3,4 | 2,4 | 0,5 | ||||||||
3421-0563 | 2,8 | 2,0 | 0,4 | 36 | |||||||
3421-0564 | 3,4 | 2,4 | 0,5 | ||||||||
3421-0565 | 315 | 2,8 | 2,0 | 0,4 | 56 | ||||||
3421-0566 | 3,4 | 2,4 | 0,5 | ||||||||
3421-0567 | 2,8 | 2,0 | 0,4 | ||||||||
3421-0568 | 3,4 | 2,4 | 0,5 | 72 | |||||||
3421-0569 | 3,2 | 2,4 | 0,4 | 0° | 0° | ||||||
3421-0571 | 10° | 36 | |||||||||
3421-0572 | 50 | 4,0 | 2,8 | 0,6 | 30 | 0° | |||||
3421-0573 | 10° | 3° | |||||||||
3421-0574 | 3,2 | 2,4 | 0,4 | 0° | |||||||
3421-0575 | 355 | 10° | 56 | 2°30' | |||||||
3421-0576 | 4,0 | 2,8 | 0,60 | 0° | |||||||
3421-0577 | 10° | 56 | 3° | ||||||||
3421-0578 | 3,2 | 2,4 | 0,40 | 0° | |||||||
3421-0579 | 10° | 2°30' | |||||||||
3421-0580 | 4,0 | 2,8 | 0,60 | 0° | 72 | ||||||
3421-0581 | 3° | ||||||||||
3421-0582 | 4,1 | 2,8 | 0,65 | ||||||||
3421-0583 | 3,6 | 2,6 | 0,50 | 36 | 2°30' | ||||||
3421-0584 | 4,1 | 2,8 | 0,65 | 3° | |||||||
3421-0585 | 400 | 3,6 | 2,6 | 0,50 | 56 | 2°30' | |||||
3421-0586 | 4,1 | 2,8 | 0,65 | 3° | |||||||
3421-0587 | 3,6 | 2,6 | 0,50 | 10° | 72 | 2°30' | |||||
3421-0588 | 4,3 | 2,8 | 35 | 56 | |||||||
3421-0589 | 72 | ||||||||||
3421-0591 | 4,5 | 3,0 | 56 | ||||||||
3421-0592 | 450 | 0,75 | 72 | 3° | |||||||
3421-0593 | 4,3 | 2,8 | 56 | ||||||||
3421-0594 | 80 | 72 | |||||||||
3421-0595 | 4,5 | 3,0 | 56 | ||||||||
3421-0596 | 72 |
Примечание. Допускается изготовлять пилы диаметром =355 и 400 мм с углом наклона передней поверхности
=15°, пилы диаметром
=160, 200, 250 и 400 мм - с односторонней заточкой задней главной поверхности.
Допускается изготовлять пилы диаметром до 200 мм без компенсаторов.
Пример условного обозначения пилы типа 1, без компенсаторов, размерами =400 мм,
=3,6 мм, число зубьев
=72 с пластинами из сплава ВК6:
Пила 3421-0587 ГОСТ 9769-79 ВК6
Тип 2
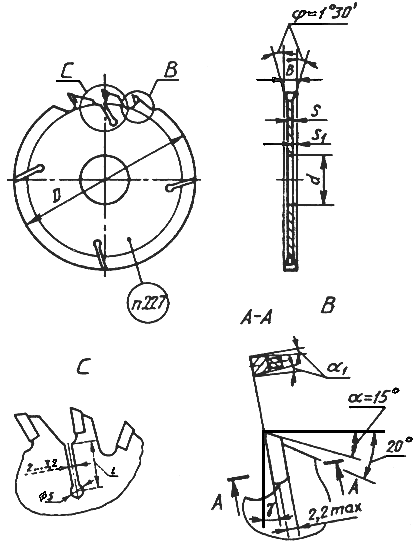
Черт.2
Таблица 2
Размеры в мм
Обозначение | Приме- няемость | Число зубьев | ||||||||
3420-0471 | 100 | 24 | ||||||||
3420-0303 | 160 | 2,8 | 2,0 | 0,40 | 15 | |||||
3420-0472 | 180 | |||||||||
3420-0473 | 32 | 3,4 | 2,4 | 0,50 | 48 | |||||
3420-0309 | 2,8 | 2,0 | 0,40 | 10° | 36 | |||||
3420-0474 | ||||||||||
3420-0475 | 200 | 3,4 | 2,4 | 0,50 | 20 | 48 | ||||
3420-0476 | 2°30' | |||||||||
3420-0477 | 80 | 2,8 | 2,0 | 0,40 | ||||||
3420-0531 | 3,4 | 2,4 | 0,50 | 56 | ||||||
3420-0478 | 2,8 | 2,0 | 0,40 | |||||||
3420-0479 | 20° | 24 | ||||||||
3420-0481 | 3,4 | 2,4 | 0,50 | 10° | ||||||
3420-0482 | 250 | 32 | 25 | 20° | ||||||
3420-0483 | 2,8 | 2,0 | 0,40 | 10° | ||||||
3420-0484 | 20° | 36 | ||||||||
3420-0485 | 3,4 | 2,4 | 0,50 | 10° | ||||||
3420-0486 | 20° | |||||||||
3420-0487 | 50 | 2,8 | 2,0 | 0,40 | 56 | |||||
3420-0488 | 3,4 | 2,4 | 0,50 | |||||||
3420-0489 | 130 | 10° | ||||||||
3420-0325 | 2,8 | 2,0 | 0,40 | |||||||
3420-0326 | 20° | |||||||||
3420-0327 | 3,5 | 2,4 | 0,55 | 10° | 24 | 3° | ||||
3420-0328 | 20° | |||||||||
3420-0329 | 2,8 | 2,0 | 0,40 | 10° | 36 | 2°30' | ||||
3420-0330 | 50 | 20° | ||||||||
3420-0331 | 315 | 10° | 36 | |||||||
3420-0332 | 20° | |||||||||
3420-0491 | 3,5 | 2,4 | 0,55 | 10° | 56 | 3° | ||||
3420-0492 | 20° | |||||||||
3420-0333 | 2,8 | 2,0 | 0,40 | 10° | 2°30' | |||||
3420-0334 | 20° | |||||||||
3420-0337 | 30 | 24 | ||||||||
3420-0338 | 80 | 3,5 | 2,4 | 0,55 | 20° | 36 | 3° | |||
3420-0339 | 56 | |||||||||
3420-0493 | 3,2 | 2,4 | 0,40 | 10° | 2°30' | |||||
3420-0494 | 20° | 24 | ||||||||
3420-0495 | 4,0 | 2,8 | 0,60 | 10° | 3° | |||||
3420-0496 | 20° | |||||||||
3420-0497 | 50 | 3,2 | 2,4 | 0,40 | 10° | 2°30' | ||||
3420-0498 | 20° | |||||||||
3420-0499 | 4,0 | 2,8 | 0,60 | 10° | 36 | 3° | ||||
3420-0501 | 355 | 20° | ||||||||
3420-0502 | 3,2 | 2,4 | 0,40 | 10° | 2°30' | |||||
3420-0503 | 20° | |||||||||
3420-0504 | 4,0 | 2,8 | 0,60 | 10° | 56 | 3° | ||||
3420-0505 | ||||||||||
3420-0506 | 24 | 2°30' | ||||||||
3420-0507 | 80 | 3,2 | 2,4 | 0,40 | 20° | 36 | ||||
3420-0508 | 56 | |||||||||
3420-0541 | 3,6 | 2,6 | 0,50 | 10° | 24 | |||||
3420-0542 | 20° | |||||||||
3420-0509 | 4,0 | 2,8 | 0,60 | 10° | 3° | |||||
3420-0511 | 20° | |||||||||
3420-0543 | 50 | 3,6 | 2,6 | 0,50 | 10° | 2°30' | ||||
3420-0360 | 20° | |||||||||
3420-0544 | 400 | 4,1 | 2,8 | 0,65 | 35 | 10° | 36 | 3° | ||
3420-0545 | 20° | |||||||||
3420-0546 | 3,6 | 2,6 | 0,50 | 10° | 56 | 2°30' | ||||
3420-0364 | 20° | |||||||||
3420-0365 | 10° | |||||||||
3420-0547 | 4,1 | 2,8 | 0,65 | |||||||
3420-0548 | 24 | 3° | ||||||||
3420-0549 | 80 | 20° | 36 | |||||||
3420-0369 | 56 | |||||||||
3420-0512 | 10° | 36 | ||||||||
3420-0513 | 20° | |||||||||
3420-0514 | 50 | 10° | 56 | 3° | ||||||
3420-0515 | 450 | 4,1 | 2,8 | 0,65 | 35 | 20° | ||||
3420-0516 | 20° | 36 | ||||||||
3420-0517 | 80 | 56 | ||||||||
3420-0518 | 72 |
Пример условного обозначения пилы типа 2, без компенсаторов, размерами =400 мм,
=4,1 мм,
=50 мм, числом зубьев
=56 с пластинами из сплава ВК6:
Пила 3420-0365 ГОСТ 9769-79 ВК6
1.3. Наименования поверхностей и кромок зубьев пил указаны в приложении 1.
1.4. Расчет параметров зубьев пил указан в приложении 2.
(Измененная редакция, Изм. N 2, 3, 4, 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пилы должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Режущие пластины зубьев пил должны быть из твердого сплава марок ВК6, ВК6-ОМ, ВК15 по ГОСТ 3882.
(Измененная редакция, Изм. N 3).
2.3. Формы и размеры твердосплавных пластин - по ГОСТ 13833.
2.4. Корпуса пил изготовляют из стали марок 50ХФА по ГОСТ 14959, 9ХФ по ГОСТ 5950.
(Измененная редакция, Изм. N 5).
2.4а. Корпуса пил, изготовленные из материалов, не указанных в п.2.4, должны не уступать им по физико-механическим свойствам.
(Введен дополнительно, Изм. N 5).
2.5. Пластины из твердого сплава паять припоем марки ПСр-40 по ГОСТ 19738.
(Измененная редакция, Изм. N 5).
2.5а. Пластины из твердого сплава, припаянные припоем, не указанным в п.2.5, должны обеспечивать эксплуатационную прочность и надежность.
(Введен дополнительно, Изм. N 5).
2.6. Разрыв паяного шва не должен быть более 10% от общей длины шва.
2.7. (Исключен, Изм. N 1).
2.8. Твердость корпусов пил должна быть 40...45 ![]() .
.
В зоне термического влияния от нагрева при пайке допускается твердость:
21...45 | при | пайке | припоем ПСр-40 | |||
30...54 | " | " | другими припоями. | |||
Зона термического влияния от нагрева при пайке расположена между вершиной зуба и его основанием.
Зоны термического влияния соседних зубьев пилы не должны перекрывать друг друга.
(Измененная редакция, Изм. N 2, 3).
2.9. (Исключен, Изм. N 2).
2.10. На поверхностях корпусов пил не должно быть трещин, следов коррозии; на режущих кромках зубьев не должно быть сколов и трещин.
2.11. На торцевых поверхностях корпусов пил не должно быть следов цветов побежалости от нагрева пластин при пайке.
На пиле допускается наличие зоны удаления цветов побежалости.
(Измененная редакция, Изм. N 3).
2.12. Параметры шероховатости поверхностей пил по ГОСТ 2789 должны быть, мкм:
- передних и задних главных и вспомогательных поверхностей, прилежащих к вспомогательным режущим кромкам зубьев |
| |||
- задних вспомогательных поверхностей зубьев, прилежащих к вспомогательным коротким кромкам |
| |||
- торцевых поверхностей корпусов пил в зоне удаления цветов побежалости |
| |||
- торцевых поверхностей корпусов пил и посадочного отверстия |
| |||
- остальных поверхностей |
| |||
2.13. Пилы должны быть выправлены. При правке молотком на торцах корпусов не допускаются следы от ударов глубиной более 0,05 мм.
2.14. Предельные отклонения углов зубьев не должны быть более:
- переднего угла | ±1°30' | |||
- главного заднего угла | ±2° | |||
- вспомогательных углов в плане | +30' | |||
2.15. Предельные отклонения диаметров пил не должны быть более:
до 160 мм | ±1 мм | |||
св. 160 мм | ±2 мм | |||
2.16. Предельные отклонения диаметра посадочного отверстия - по Н8.
2.17. Предельные отклонения толщин корпусов - по h12.
Примечание. Предельные отклонения толщин корпусов пил, изготовленных из холоднокатаной тонколистовой стали по ГОСТ 19904, не должны быть более, мм:
при толщине 2 мм | ±0,07 | |||||
" | " | 2,4 мм | ±0,09 | |||
" | " | 2,6; 2,8; 3,0 мм | ±0,10 | |||
(Измененная редакция, Изм. N 3).
2.18. Разность двух любых шагов зубьев пил не должна быть более, мм:
при шаге от 10 до 18 мм | 0,6 | |||||
" | " | св. 18 " 30 мм | 0,7 | |||
" | " | " 30 мм | 0,8 | |||
2.19. Допуск прямолинейности торцевых поверхностей пилы, расположенной в вертикальной плоскости, не должен быть более 0,1 мм для пил диаметром до 400 мм и 0,15 мм - для пил диаметром св. 400 мм без учета следов правки.
2.20. Неравномерность толщины корпуса одной и той же пилы без учета следов правки не должна быть более, мм, для пил диаметром:
до 400 мм | 0,04 | |||
св. 400 мм | 0,06 | |||
2.19, 2.20. (Измененная редакция, Изм. N 3).
2.21. Предельные отклонения выступа твердосплавных пластин относительно торца корпуса пилы не должны превышать, мм:
при | +0,15 | |||
" | +0,15, -0,10 | |||
2.22. Допуск торцевого биения вершин зубьев не должен быть более для пил диаметром:
до 400 мм | 0,2 мм | |||
св. 400 мм | 0,25 мм. | |||
2.23. Допуск радиального биения вершин зубьев не должен быть более 0,15 мм.
2.24. Пилы должны быть статически уравновешены. Дисбаланс пил не должен быть более, г·мм, для пил диаметром:
до 250 мм | 200 | |||
315 и 355 мм | 300 | |||
400 мм | 400 | |||
450 мм | 450 | |||
(Измененная редакция, Изм. N 3).
2.25. Надежность пил определяют по среднему и 95%-ному периодам стойкости. Средний () и 95%-ный (
) периоды стойкости при условии испытаний, указанных в разд.4, должны быть не менее указанных в табл.2а.
Таблица 2а
Обрабатываемый материал | Диаметр пилы, мм | Средний период стойкости | 95%-ный период стойкости |
Древесностружечная плита (ДСтП) | 2300 | 1150 | |
315-450 | 610 | 300 | |
ДСтП, облицованная натуральным или синтетическим шпоном | 200-250 | 2160 | 1080 |
160-200 | 1450 | 730 |
Примечания:
1. Показатели надежности указаны для пил с пластинами из твердого сплава марки ВК6. При оснащении пил пластинами из твердого сплава марки ВК6-ОМ показатели надежности умножают на коэффициент 1,1, а из сплава ВК15 - на 0,7.
2. Пилы диаметром 315-450 мм применяют при операции раскроя, диаметром 200-250 мм - при форматной обрезке, диаметром 160-200 мм - при подрезке пласти.
3. Показатели надежности пил приведены для обработки древесностружечных плит, не содержащих лигносульфоната (сульфитный щелок на аммониевом основании).
(Измененная редакция, Изм. N 3, 4).
2.26. Критерием затупления пил является невыполнение требований к качеству распиловки:
- при форматной обрезке и подрезке пласти на облицованных плитах - появление сколов облицовочного слоя глубиной более 0,3 мм;
- при раскрое облицованных и необлицованных плитных материалов - глубина сколов, превышающая 5 мм.
2.27. На боковой поверхности пилы должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- обозначение пилы;
- марка твердого сплава.
2.28. Транспортная маркаировка, маркировка потребительской тары и упаковка - по ГОСТ 18088.
2.25-2.28. (Введены дополнительно, Изм. N 2, 4).
3. ПРИЕМКА
3.1. Правила приемки - по ГОСТ 23726.
3.2. Периодические испытания, в т.ч. испытания на средний период стойкости, проводят раз в три года, на 95%-ный период стойкости - раз в год.
Испытаниям подвергают пять пил каждого типа любого размера.
3.3. Допускается испытания на средний и 95%-ный периоды стойкости проводить у потребителя.
Разд.3. (Измененная редакция, Изм. N 3, 4).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Погрешность измерений геометрических параметров пил не должна быть более:
а) для линейных размеров - указанных в ГОСТ 8.051;
б) для отклонения формы и расположения поверхностей - 25% допуска на проверяемый параметр;
в) для угловых размеров - 35% допуска на проверяемый угол.
4.2. Отклонение от прямолинейности торцевых поверхностей пил проверяют контрольной линейкой и щупами.
Контроль проводят по диаметрам, радиусам и хордам по обеим сторонам пилы, расположенной в вертикальной плоскости.
Допускается отклонение пилы от вертикальной плоскости в пределах ±5 мм.
(Измененная редакция, Изм. N 3).
4.3. Торцевое и радиальное биения зубьев пил и дисков проверяют на пилах, установленных на оправку и закрепленных шайбами и гайками. Диаметр шайб должен быть равным 50 мм для пил диаметром =100 мм; 100 мм - для пил диаметром
до 315 мм и 125 мм - для пил диаметром
св. 315 мм. Торцевое биение шайб не должно превышать 0,02 мм для шайб диаметром до 100 мм и 0,03 мм - для шайб диаметром св. 100 мм.
4.4. Прочность пил контролируют при частоте вращения, превышающей указанную в табл.3 в 1,5 раза.
Прочность контролируют на двух пилах в каждом диапазоне размеров.
(Измененная редакция, Изм. N 5).
4.4а. Статический дисбаланс пил проверяют на балансировочных станках в статическом режиме или на приспособлениях для статической балансировки.
(Введен дополнительно, Изм. N 3).
4.5. Испытания на средний и 95%-ный периоды стойкости пил должны проводиться на станках, соответствующих установленным для них нормам точности.
Режимы испытаний пил на надежность указаны в табл.2б.
Таблица 2б
Обрабатываемый материал | Диаметр пил, мм | Режимы резания | ||
Частота вращения, мин | Подача, мм/зуб | Высота пропила, мм | ||
Древесностружечная плита (ДСтП) и ДСтП, облицованная натуральным или синтетическим шпоном | 315-450 | 3000 | 0,12 | 50...85 |
ДСтП, облицованная натуральным или синтетическим | 200-250 | 6000 | 0,06 | 13...20 |
160-200 | 6000 | 0,07 | 3 | |
(Измененная редакция, Изм. N 2, 3, 4).
4.6. Приемочные значения среднего и 95%-ного периодов стойкости для выборки из пяти пил, оснащенных пластинами из твердого сплава марки ВК6, должны быть не менее указанных в табл. 2в.
Таблица 2в
Обрабатываемый материал | Диаметр пил, мм | Приемочные значения | |
Средний период стойкости | 95%-ный период | ||
Древесностружечная плита (ДСтП) | 315-450 | 2550 | 1275 |
670 | 330 | ||
ДСтП, облицованная натуральным или синтетическим шпоном | 200-250 | 2400 | 1200 |
160-200 | 1600 | 800 | |
Примечание. Показатели приемочных значений стойкости указаны для пил с пластинами из твердого сплава марки ВК6. При оснащении пил пластинами из твердого сплава марки ВК6-ОМ показатели приемочной стойкости умножают на коэффициент 1,1, а из сплава ВК15 - на 0,7.
(Измененная редакция, Изм. N 3, 4)
Таблица 3
Диаметр пил, мм | Максимально допустимая частота вращения, мин |
100, 160 | 12000 |
180, 200 | 8000 |
250 | 6500 |
315 | 5000 |
355 | 4500 |
400 | 3800 |
450 | 3500 |
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение пил - по ГОСТ 18088.
(Измененная редакция, Изм. N 4).
Разд.6. (Исключен, Изм. N 3).
Разд.7. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Обязательное
НАИМЕНОВАНИЕ ОСНОВНЫХ ПОВЕРХНОСТЕЙ И КРОМОК ЗУБЬЕВ ПИЛ
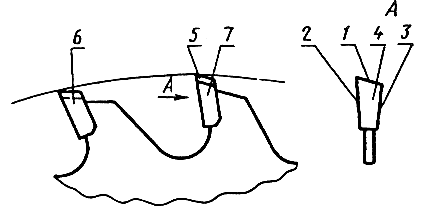
1 - главная режущая кромка; 2 - вспомогательная режущая кромка;
3 - вспомогательная короткая кромка; 4 - передняя поверхность;
5 - задняя главная поверхность; 6 - задняя вспомогательная поверхность, прилегающая
к вспомогательной режущей кромке; 7 - задняя вспомогательная поверхность,
прилегающая к вспомогательной короткой кромке
ПРИЛОЖЕНИЕ 2
Рекомендуемое
РАСЧЕТ ПАРАМЕТРОВ ЗУБЬЕВ ПИЛ
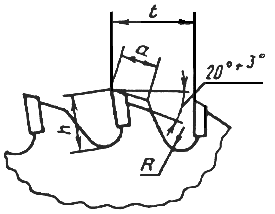
Параметры зубьев пил, приведенные на чертеже, определяют по следующим формулам:
- шаг пилы
![]() ,
,
где - диаметр пилы,
- число зубьев;
- высота зуба
![]() ;
;
- радиус закругления впадин
![]() , но не менее 2 мм;
, но не менее 2 мм;
- вспомогательный конструктивный размер
![]() .
.
ПРИЛОЖЕНИЕ 3. (Исключено, Изм. N 5).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}