ГОСТ 18479-73
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПИЛЫ КРУГЛЫЕ СТРОГАЛЬНЫЕ
ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ
Технические условия
Planer - type circular saws for sawing of wood.
Technical conditions
Срок действия с 01.01.74
до 01.01.94
_______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5-6, 1993 год). - Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; В.Г.Морозов, канд. техн. наук; Е.И.Сапожников; М.В.Лопачева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 09.03.73 N 555
3. Срок проверки - 1993 г.
Периодичность проверки - 5 лет
4. ВЗАМЕН МН 134-63, MH 135-63, MH 136-63, МН 5142-63, МН 5143-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.014-78 | 2.19.2 |
ГОСТ 2789-73 | 2.6 |
ГОСТ 5950-73 | 2.1 |
ГОСТ 7016-82 | 2.17 |
ГОСТ 8486-86 | 4.2 |
ГОСТ 9013-59 | 4.6 |
ГОСТ 9378-75 | 4.7 |
ГОСТ 18088-83 | 2.18.2; 2.19.1; 5.1 |
ГОСТ 23677-79 | 4.6 |
ГОСТ 25706-83 | 4.7; 4.8 |
6. ПЕРЕИЗДАНИЕ (октябрь 1990 г.) с Изменениями N 1, 2, 3, утвержденными в июле 1976 г., мае 1979 г., декабре 1987 г. (ИУС 9-76, 7-79, 3-88)
7. Проверен в 1987 г. Срок действия продлен до 01.01.94 (Постановление Государственного комитета СССР по стандартам N 4635 от 17.12.87)
Настоящий стандарт распространяется на пилы круглые строгальные, предназначенные для распиловки сухой древесины с влажностью до 20%.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
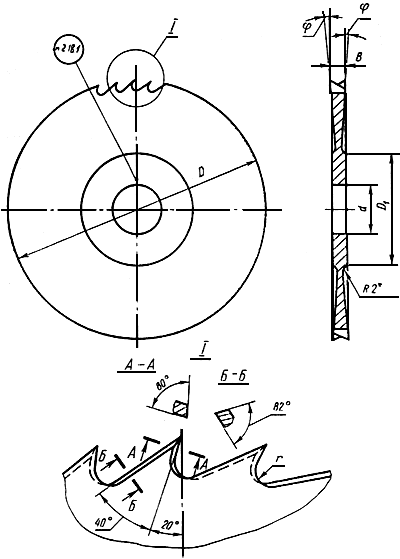
1.1. Пилы должны изготовляться четырех типов:
1 - одноконусные для продольной распиловки;
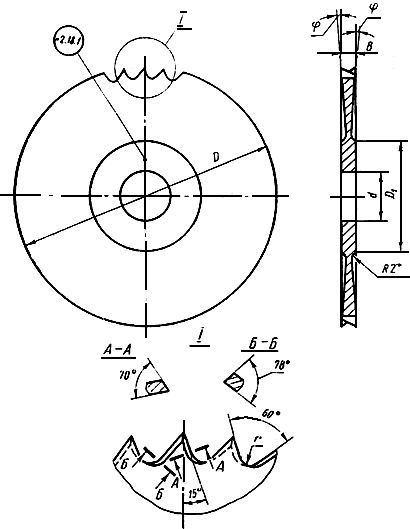
2 - одноконусные для поперечной распиловки;
3 - двухконусные для продольной распиловки;
4 - двухконусные для поперечной распиловки.
1.2. Основные размеры пил должны соответствовать указанным на черт.1-4 и в табл.1-4.
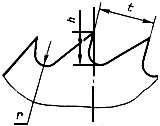
Тип 1
_______________
* Размер обеспечивается инструментом.
Черт.1
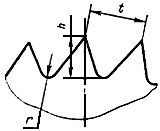
Тип 2
________________
* Размер обеспечивается инструментом.
Черт.2
Тип 3
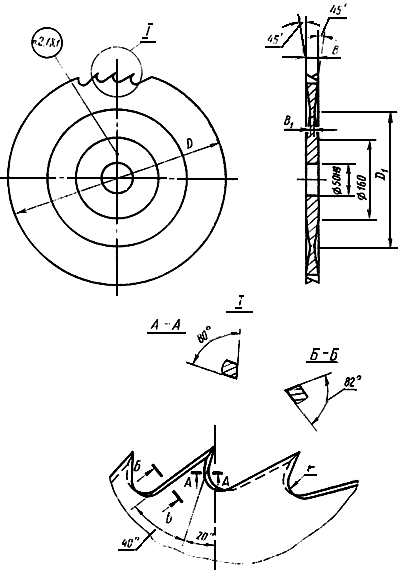
Черт.3
Тип 4
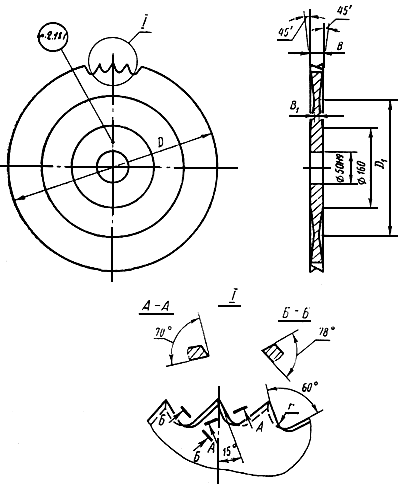
Черт.4
Тип 1
Таблица 1
Размеры в мм
Обозначения пил | Приме- няемость |
| Число зубьев | ||||
3420-0451 |
|
| 1,2 | 15 | 60 | ||
3420-0452 | 1,6 | 15 | 48 | ||||
3420-0453 |
|
| 32 | 1,6 | 15 | 60 | |
3420-0454 | 2,0 | 20 | 48 | ||||
3420-0455 |
|
| 2,0 | 20 | 60 | ||
3420-0456 | 2,4 | 25 | 48 | ||||
3420-0457 |
|
| 2,4 | 20 | 72 | ||
3420-0458 | 3,0 | 25 | 60 | ||||
3420-0459 |
|
| 2,8 | 20 | 72 | ||
3420-0461 |
| 3,0 | 25 | 60 | |||
3420-0462 |
| 3,0 | 20 | 96 | |||
3420-0463 | 3,6 | 25 | 60 |
Тип 2
Таблица 2
Размеры в мм
Обозначения пил | Приме- няемость |
| Число зубьев | ||||
3421-0531 |
|
| 1,6 | 15 |
| ||
3421-0532 | 2,0 | 20 | |||||
3421-0533 |
|
| 32 | 2,0 | 20 |
| |
3421-0534 | 2,4 | 25 | |||||
3421-0535 |
|
| 2,4 | 20 | 96 | ||
3421-0536 |
| 3,0 | 25 | 72 | |||
3421-0537 |
|
| 3,0 | 20 |
| ||
3421-0538 | 3,6 | 25 |
Тип 3
Таблица 3
Размеры в мм
Обозначения пил | Приме- няемость |
| Число зубьев | |||
3420-0464 |
| 253 | 2,8 | 1,4 | 72 | |
3420-465 | 238 | 3,0 | 1,4 | 60 | ||
3420-0466 |
| 300 | 3,0 | 1,7 | 96 | |
3420-0467 | 255 | 3,6 | 1,7 | 60 |
____________
* Размер для справок.
Тип 4
Таблица 4
Размеры в мм
Обозначения пил | Приме- няемость |
| Число зубьев | |||
3421-0539 |
| 253 | 2,8 | 1,4 | 96 | |
3421-0541 | 238 | 3,0 | 1,4 | 72 | ||
3421-0542 |
| 300 | 3,0 | 1,7 |
| |
3421-0543 | 255 | 3,6 | 1,7 |
___________
* Размер для справок.
Пример условного обозначения пилы типа 1, диаметром =400 мм, толщиной
=3,0 мм:
Пила 3420-0462 ГОСТ 18479-73
То же, пилы типа 4:
Пила 3421-0542 ГОСТ 18479-73
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пилы должны изготовляться из стали марки 9ХФ или 9Х5ВФ по ГОСТ 5950-73.
2.2. (Исключен, Изм. N 3).
2.3. Пилы не должны иметь обезуглероженного слоя.
2.4. Твердость пил - 51...55 HRC.
(Измененная редакция, Изм. N 3).
2.5. На пилах не допускаются трещины, волосовины, расслоения, плены, забоины, черновины, выкрошенные места, поджоги и коррозия.
Острые нерабочие кромки должны быть притуплены.
2.6. Параметры шероховатости поверхностей пил по ГОСТ 2789-73 должны быть не более, мкм:
торцовых конических поверхностей - 1,25;
поверхностей дна впадин и поверхности перехода торцовой конической поверхности в плоскую - 20;
остальные поверхности - 2,5.
(Измененная редакция, Изм, N 1, 3).
2.7. В месте сопряжения двух конических поверхностей у пил типов 3 и 4 не допускается уступ высотой более 0,2 мм.
2.8. Допуск прямолинейности на каждой стороне пилы, находящейся в вертикальном положении, должен быть, мм:
по образующим конических поверхностей - 0,10;
по поверхности плоской части - 0,07.
При правке молотком на торцовых поверхностях пил допускаются следы от ударов глубиной не более 0,05 мм.
2.9. Завалы, выкрошенные места на режущих кромках не допускаются.
2.8, 2.9. (Измененная редакция, Изм. N 3).
2.10. Предельные отклонения размеров пил не должны быть более:
диаметра |
|
диаметра плоской центральной части | ±2 мм |
толщины |
|
диаметра посадочных отверстий |
|
углов зубьев | ±2° |
вспомогательного угла в плане | +3' -5' |
(Измененная редакция, Изм. N 2, 3).
2.11. Разность двух любых двойных шагов зубьев пилы не должна превышать для шагов:
до 10 мм - 0,8 мм;
св. 10 мм - 1,0 мм.
2.12. Допуск радиального биения вершин зубьев пил должен быть не более 0,3 мм.
2.13. Допуск торцового биения диска пилы в зоне шириной не более 5 мм от окружности дна впадин должен быть не более, мм:
для пил диаметром до 250 мм - 0,2;
для пил диаметром свыше 250 мм - 0,3.
2.12; 2.13. (Измененная редакция, Изм. N 3).
2.14. Разнотолщинность в плоской центральной части в одной и той же пиле не должна превышать 0,04 мм.
Примечание. При измерении толщины и непрямолинейности плоской части вмятины от ударов молотком, получаемые при правке, не учитываются.
(Измененная редакция, Изм. N 1).
2.15. (Отменен, Изм. N 1).
2.16. Средний и установленный
периоды стойкости пил, при условиях испытаний, указанных в разд.4, должны быть не менее
=120 мин,
=60 мин.
2.17. Критерием затупления пил является ухудшение шероховатости распиленных поверхностей, превышающее для пил типов 1 и 3 =100 мкм, для пил типов 2 и 4
=320 мкм - по ГОСТ 7016-82.
2.18. Маркировка
2.18.1. На плоской центральной части каждой пилы должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение пилы по настоящему стандарту;
изображение государственного Знака качества в порядке, установленном Госстандартом СССР.
2.18.2. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088-83.
2.19. Упаковка
2.19.1. Упаковка пил - по ГОСТ 18088-83.
2.19.2. Вариант внутренней упаковки ВУ-1 - по ГОСТ 9.014-78.
2.16-2.19.2. (Введены дополнительно, Изм. N 3).
3. ПРИЕМКА
3.1. Для контроля соответствия изготовленных пил требованиям настоящего стандарта должен проводиться приемочный контроль и периодические испытания.
(Измененная редакция, Изм. N 3).
3.2. Приемочный контроль должен проводиться в объеме выборок:
на соответствие требованиям пп.2.4; 2.6…2.8; 2.10…2.14 - 5% от партии, но не менее 3 пил;
на соответствие требованиям пп.2.5 и 2.9 - 100% пил.
В партию входят пилы, изготовленные из одной марки стали, одного типоразмера, одновременно предъявляемые к приемке.
(Измененная редакция, Изм. N 1, 3).
3.3. Периодическим испытаниям подвергаются пилы, прошедшие приемочный контроль.
3.4. Периодические испытания на средний период стойкости проводятся раз в 3 года, на установленный период стойкости - раз в год.
Испытаниям подвергается выборка из 5 пил для продольной или поперечной распиловки одного типоразмера любого диаметра.
3.3; 3.4. (Измененная редакция, Изм. N 3).
3.5. При неудовлетворительных результатах испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенном количестве пил из той же партии. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
3.6. (Исключен, Изм. N 3).
3.7. Допускается проводить испытания на стойкость пил у потребителя в производственных условиях.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания пил на стойкость должны проводиться на круглопильных станках, соответствующих установленным для них нормам точности.
(Измененная редакция, Изм. N 3).
4.2. Испытания пил должны проводиться на распиловке хвойной древесины не ниже 3-го сорта по ГОСТ 8486-86 влажностью не более 12% при следующих режимах резания:
скорость резания для пил диаметром:
от 160 до 250 мм | 25-35 м/с |
св. 250 мм | 40-60 м/с |
подача на зуб, не менее, для пил типов: | |
1 и 3 | 0,05 мм |
2 и 4 | 0,02 мм |
высота пропила, не менее, для пил диаметром: | |
160 мм | 15 мм |
св. 160 до 200 мм | 20 мм |
св. 200 мм | 25 мм |
4.3; 4.4. (Исключены, Изм. N 3).
4.5. Линейные и угловые размеры, радиальное и торцовое биение должны контролироваться универсальными и специальными измерительными средствами.
4.6. Твердость пил должна проверяться по ГОСТ 9013-59 при помощи твердомера ТР по ГОСТ 23677-79.
4.7. Шероховатость поверхностей пил должна проверяться при помощи лупы ЛП-1-5 по ГОСТ 25706-83 сравнением с образцами шероховатости по ГОСТ 9378-75.
4.8. Внешний вид пил контролируется визуально. Наличие трещин проверяется при помощи лупы ЛП-1-5 по ГОСТ 25706-83 или дефектоскопом.
4.6-4.8. (Измененная редакция, Изм. N 3).
4.9. Приемочные значения среднего и установленного периодов стойкости для выборки из 5 пил не должны быть менее значений =134 мин,
=67 мин.
(Введен дополнительно, Изм. N 3).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - в соответствии с ГОСТ 18088-83.
Разд.5. (Измененная редакция, Изм. N 3.).
Разд.6. (Исключен, Изм. N 3).
ПРИЛОЖЕНИЕ
Рекомендуемое
РАСЧЕТ ПАРАМЕТРОВ ЗУБЬЕВ ПИЛ
Параметры зубьев пил, приведенные на чертежах, определяются по следующим формулам:
шаг пилы: ![]() ,
,
где - диаметр пилы;
- число зубьев;
высота зуба: ![]() ;
;
радиус закругления впадин (не менее 2 мм):
![]() .
.
Пилы типов 1 и 3
| Пилы типов 2 и 4
|
Текст документа сверен по:
М.: Издательство стандартов, 1991
{kind=link}