ГОСТ 21893-76
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ДЕРЕВОРЕЖУЩИЕ ЗАТЫЛОВАННЫЕ РАДИУСНЫЕ
Конструкция и размеры*
Woodcutting relieved milling cutters for radius machining.
Design and dimensions*
ОКП 39 5227**
______________
* Наименование стандарта. Измененная редакция, Изм. N 2.
** Введено дополнительно, Изм. N 2.
Срок действия с 01.07.1977
до 01.07.1982*
_______________________________
* Ограничение срока действия снятопостановлением
Госстандарта СССР от 15.06.87 г. N 2052 (ИУС N 9, 1987 год.). -
.
РАЗРАБОТАН Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ)
Директор В.П.Жедь
Руководитель темы В.Г.Морозов
Исполнитель Е.С.Баранкова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии В.А.Трефилов
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Н.Н.Герасимов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 26 мая 1976 г. N 1297
ВЗАМЕН MH 2061-61 - MH 2065-61
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 03.03.82 N 925 с 01.07.82, Изменение N 2, утвержденное и введенное в действиеПостановлением Государственного комитета СССР по стандартам от 15.06.87 N 2052 с 01.12.87
Изменения N 1, 2 внесены изготовителем базы данных по тексту ИУС N 5, 1982 год, ИУС N 9, 1987 год
Настоящий стандарт распространяется на насадные затылованные цельные радиусные фрезы, предназначенные для обработки на фрезерных дереворежущих станках галтелей, полугалтелей, штапов и полуштапов в деталях из древесины.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
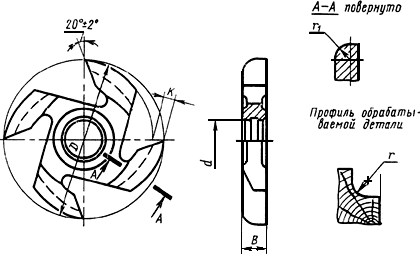
1.1. Фрезы должны изготовляться типов:
1 - для обработки галтелей;
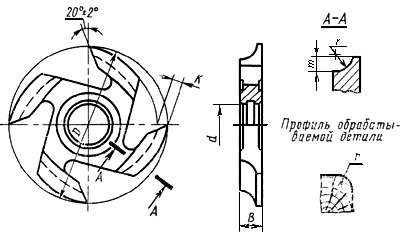
2 - для обработки полугалтелей;
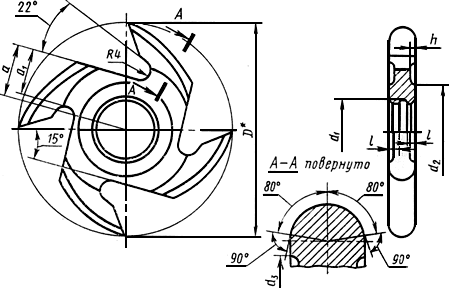
3 - для обработки штапов;
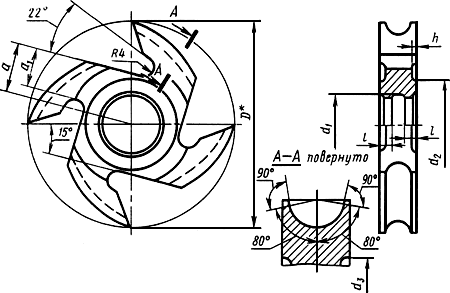
4 - для обработки полуштапов.
1.2. Конструкция и размеры фрез должны соответствовать указанным на черт.1-4 и в табл.1-4.
Тип 1

Черт.1
Таблица 1
мм
Обозна- | Применяе- |
|
|
| ||||
Но- | Пред. откл. | |||||||
3240-0006 | 100 | 27 | 3 | 2,9 | ±0,10 | 6,3 | 14 | |
3240-0007 | 4 | 3,9 | 8,3 | |||||
3240-0008 | 5 | 4,9 | 10,4 | |||||
3240-0009 | 6 | 5,9 | 12,4 | |||||
3240-0010 | 8 | 7,9 | 16,5 | |||||
3240-0011 | 10 | 9,9 | 20,6 | |||||
3240-0012 | 12 | 11,8 | ±0,15 | 24,7 | ||||
3240-0013 | 125 | 32 | 3 | 2,8 | ±0,10 | 6,3 | 16 | |
3240-0014 | 4 | 3,7 | 8,3 | |||||
3240-0015 | 5 | 4,6 | 10,4 | |||||
3240-0016 | 6 | 5,6 | 12,4 | |||||
3240-0017 | 8 | 7,4 | 16,5 | |||||
3240-0018 | 10 | 9,2 | 20,6 | |||||
3240-0019 | 12 | 11,8 | ±0,15 | 24,7 | ||||
3240-0020 | 14 | 13,8 | 28,8 | |||||
3240-0021 | 16 | 15,8 | 32,9 | |||||
3240-0022 | 18 | 17,7 | 36,2 | |||||
3240-0023 | 20 | 19,7 | 40,3 | |||||
3240-0024 | 30 | 3 | 2,9 | ±0,10 | 6,3 | |||
3240-0025 | 4 | 3,9 | 8,3 | |||||
3240-0026 | 5 | 4,9 | 10,4 | |||||
3240-0027 | 6 | 5,9 | 12,4 | |||||
3240-0028 | 8 | 7,9 | 16,5 | |||||
3240-0029 | 10 | 9,9 | 20,6 | |||||
3240-0031 | 12 | 11,8 | ±0,15 | 24,7 | ||||
3240-0032 | 14 | 13,8 | 28,8 | |||||
3240-0033 | 16 | 15,8 | 32,9 | |||||
5240-0034 | 18 | 17,7 | 36,2 | |||||
3240-0035 | 20 | 19,7 | 40,3 | |||||
Пример условного обозначения фрезы типа 1 диаметром =100 мм, радиусом
=10 мм:
Фреза 3240-0011 ГОСТ 21893-76
Тип 2
Черт.2
Таблица 2
мм
Правые | Левые |
|
|
| ||||||
Обозна- | При- | Обозна- | При- | Но- | Пред. откл. | |||||
3240-0056 | - | 100 | 27 | 3 | 2,9 | ±0,10 | 7 | 14 | ||
3240-0057 | - | 4 | 3,9 | |||||||
3240-0058 | - | 5 | 4,9 | 8 | ||||||
3240-0059 | - | 6 | 5,9 | 9 | ||||||
3240-0060 | - | 8 | 7,9 | 12 | ||||||
3240-0061 | - | 10 | 9,9 | 15 | ||||||
3240-0062 | - | 12 | 11,8 | ±0,15 | 17 | |||||
3240-0063 | 3240-0083 | 125 | 32 | 3 | 2,8 | ±0,10 | 7 | 16 | ||
3240-0064 | 3240-0084 | 4 | 3,7 | |||||||
3240-0065 | 3240-0085 | 5 | 4,6 | 8 | ||||||
3240-0066 | 3240-0086 | 6 | 5,6 | 9 | ||||||
3240-0067 | 3240-0087 | 8 | 7,4 | 12 | ||||||
3240-0068 | 3240-0088 | 10 | 9,7 | 15 | ||||||
3240-0069 | 3240-0089 | 12 | 11,8 | ±0,15 | 17 | |||||
3240-0070 | 3240-0091 | 14 | 13,8 | 19 | ||||||
3240-0071 | 3240-0092 | 16 | 15,8 | 21 | ||||||
3240-0072 | 3240-0093 | 18 | 17,7 | 23 | ||||||
3240-0073 | 3240-0094 | 20 | 19,7 | 25 | ||||||
3240-0036 | 3240-0037 |
| 30 | 3 | 2,9 | ±0,10 | 7 | |||
3240-0095 | 3240-0038 | 4 | 3,9 | |||||||
3240-0096 | 3240-0039 | 5 | 4,9 | 8 | ||||||
3240-0097 | 3240-0041 | 6 | 5,9 | 9 | ||||||
3240-0098 | 3240-0042 | 8 | 7,9 | 12 | ||||||
3240-0099 | 3240-0043 | 10 | 9,9 | 15 | ||||||
3240-0101 | 3240-0044 | 12 | 11,8 | ±0,15 | 17 | |||||
3240-0102 | 3240-0045 | 14 | 13,8 | 19 | ||||||
3240-0103 | 3240-0046 | 16 | 15,8 | 21 | ||||||
3240-0104 | 3240-0047 | 18 | 17,7 | 23 | ||||||
3240-0105 | 3240-0048 | 20 | 19,7 | 25 | ||||||
Пример условного обозначения фрезы типа 2 диаметром =100 мм, радиусом
=10 мм, правой:
Фреза 3240-0061 ГОСТ 21893-76
Тип 3

Черт.3
Таблица 3
мм
Обозна- | Применяе- |
|
|
|
| ||
3240-0106 | 100 | 27 | 3 | 2,8 | 12 | 14 | |
3240-0107 | 4 | 3,7 | 14 | ||||
3240-0108 | 5 | 4,6 | 16 | ||||
3240-0109 | 6 | 5,6 | 18 | ||||
3240-0110 | 8 | 7,4 | 22 | ||||
3240-0111 | 10 | 9,2 | 30 | ||||
3240-0112 | 12 | 11,1 | 34 | ||||
3240-0113 | 125 | 32 | 3 | 2,8 | 12 | 16 | |
3240-0114 | 4 | 3,7 | 14 | ||||
3240-0115 | 5 | 4,6 | 16 | ||||
3240-0116 | 6 | 5,6 | 18 | ||||
3240-0117 | 8 | 7,4 | 22 | ||||
3240-0118 | 10 | 9,2 | 30 | ||||
3240-0119 | 12 | 11,6 | 34 | ||||
3240-0120 | 14 | 13,0 | 38 | ||||
3240-0121 | 16 | 14,9 | 42 | ||||
3240-0122 | 18 | 16,7 | 46 | ||||
3240-0123 | 20 | 18,6 | 50 | ||||
3240-0124 | 30 | 3 | 2,8 | 12 | |||
3240-0125 | 4 | 3,7 | 14 | ||||
3240-0126 | 5 | 4,6 | 16 | ||||
3240-0127 | 6 | 5,6 | 18 | ||||
3240-0128 | 8 | 7,4 | 22 | ||||
3240-0129 | 10 | 9,2 | 30 | ||||
3240-0131 | 12 | 11,1 | 34 | ||||
3240-0132 | 14 | 13,0 | 38 | ||||
3240-0133 | 16 | 14,9 | 42 | ||||
3240-0134 | 18 | 16,7 | 46 | ||||
3240-0135 | 20 | 18,6 | 50 |
Пример условного обозначения фрезы типа 3 диаметром =100 мм, радиусом
=10 мм:
Фреза 3240-0111 ГОСТ 21893-76
Тип 4
Черт.4
Таблица 4
мм
Правые | Левые |
|
|
|
| ||||
Обозна- | При- | Обозна- | При- | ||||||
3240-0156 | - | 100 | 27 | 3 | 2,8 | 7 | 14 | ||
3240-0157 | - | 4 | 3,7 | ||||||
3240-0158 | - | 5 | 4,6 | 8 | |||||
3240-0159 | - | 6 | 5,6 | 9 | |||||
3240-0160 | - | 8 | 7,4 | 12 | |||||
3240-0161 | - | 10 | 9,2 | 15 | |||||
3240-0162 | - | 12 | 11,1 | 17 | |||||
3240-0163 | 3240-0183 | 125 | 32 | 3 | 2,8 | 7 | 16 | ||
3240-0164 | 3240-0184 | 4 | 3,7 | ||||||
3240-0165 | 3240-0185 | 5 | 4,6 | 8 | |||||
3240-0166 | 3240-0186 | 6 | 5,6 | 9 | |||||
3240-0167 | 3240-0187 | 8 | 7,4 | 12 | |||||
3240-0168 | 3240-0188 | 10 | 9,2 | 15 | |||||
3240-0169 | 3240-0189 | 12 | 11,1 | 17 | |||||
3240-0170 | 3240-0191 | 14 | 13,0 | 19 | |||||
3240-0171 | 3240-0192 | 16 | 14,9 | 21 | |||||
3240-0172 | 3240-0193 | 18 | 16,7 | 23 | |||||
3240-0173 | 3240-0194 | 20 | 18,6 | 25 | |||||
3240-0155 | 3240-0206 | 30 | 3 | 2,8 | 7 | ||||
3240-0195 | 3240-0207 | 4 | 3,7 | ||||||
3240-0196 | 3240-0208 | 5 | 4,6 | 8 | |||||
3240-0197 | 3240-0209 | 6 | 5,6 | 9 | |||||
3240-0198 | 3240-0211 | 8 | 7,4 | 12 | |||||
3240-0199 | 3240-0212 | 10 | 9,2 | 15 | |||||
3240-0201 | 3240-0213 | 12 | 11,1 | 17 | |||||
3240-0202 | 3240-0214 | 14 | 13,0 | 19 | |||||
3240-0203 | 3240-0215 | 16 | 14,9 | 21 | |||||
3240-0204 | 3240-0216 | 18 | 16,7 | 23 | |||||
3240-0205 | 3240-0217 | 20 | 18,6 | 25 | |||||
Пример условного обозначения фрезы типа 4 диаметром =100 мм, радиусом
=10 мм, правой:
Фреза 3240-0161 ГОСТ 21893-76
(Измененная редакция, Изм. N 1, 2).
1.3. Элементы конструкции и размеры фрез указаны в рекомендуемом приложении.
1.4. Технические условия - по ГОСТ 22749-77.
(Введен дополнительно, Изм. N 2).
Разделы 2-6. (Исключены, Изм. N 2).
Рвздел 7. (Введен дополнительно, Изм. N 1. Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И РАЗМЕРЫ ФРЕЗ
1. Элементы конструкции и размеры фрез типа 1 приведены на черт.1 и в табл.1.
________________
* Размеры для справок.
Черт.1
Таблица 1
мм
| ||||||||
100 | 3 | - | 40 | 60 | 23 | 18,5 | - | 1,5 |
4 | ||||||||
5 | ||||||||
6 | 2,0 | |||||||
8 | 56 | |||||||
10 | 52 | 4,0 | ||||||
12 | 29 | 48 | 8 | |||||
125 | 3 | - | 45 | 80 | 31 | 25,0 | - | 1,5 |
4 | ||||||||
5 | ||||||||
6 | 74 | 2,0 | ||||||
8 | ||||||||
10 | 70 | 4,0 | ||||||
12 | 34 | 65 | 8 | |||||
14 | 28 | 24,0 | 9 | 5,0 | ||||
16 | 62 | 11 | ||||||
18 | 44 | 52 | 13 | 2,0 | ||||
20 | 14 |
_________________
* Радиус обрабатываемой детали.
2. Элементы конструкции и размеры фрез типа 2 приведены на черт.2 и в табл.2.

_________________
* Размеры для справок.
Черт. 2
Таблица 2
мм
| ||||||||
100 | 3 | - | 40 | 60 | 23 | 18,5 | - | 1,5 |
4 | ||||||||
5 | ||||||||
6 | ||||||||
8 | 2,0 | |||||||
10 | 54 | |||||||
12 | 50 | |||||||
125 | 3 | 45 | 80 | 31 | 25,0 | 1,5 | ||
4 | ||||||||
5 | ||||||||
6 | ||||||||
8 | 74 | 2,0 | ||||||
10 | ||||||||
12 | 68 | |||||||
14 | 65 | 28 | 24,0 | 4,0 | ||||
16 | 34 | 8 | ||||||
18 | 44 | 52 | 2,0 | |||||
20 |
_________________
* Радиус обрабатываемой детали.
3. Элементы конструкции и размеры фрез типа 3 приведены на черт.3 и в табл.3.
_________________
* Размеры для справок.
Черт.3
Таблица 3
мм
| ||||||||
100 | 3 | - | 40 | 60 | 23 | 18,5 | - | 2 |
4 | ||||||||
5 | ||||||||
6 | ||||||||
8 | 29 | 8 | 4 | |||||
10 | 54 | 10 | 5 | |||||
12 | 50 | |||||||
125 | 3 | - | 45 | 80 | 31 | 25,0 | - | 2 |
4 | ||||||||
5 | ||||||||
6 | 4 | |||||||
8 | 34 | 74 | 8 | |||||
10 | 10 | 5 | ||||||
12 | 68 | |||||||
14 | 65 | 28 | 24,0 | 12 | 6 | |||
16 | 13 | |||||||
18 | 44 | 52 | 14 | 2 | ||||
20 | 15 |
_________________
* Радиус обрабатываемой детали.
4. Элементы конструкции и размеры фрез типа 4 приведены на черт.4 и в табл.4.

_______________
* Размеры для справок.
Черт.4
Таблица 4
мм
| ||||||||
100 | 3 | - | 40 | 60 | 23 | 18,5 | - | 1,5 |
4 | ||||||||
5 | ||||||||
6 | ||||||||
8 | 56 | 2,0 | ||||||
10 | 52 | |||||||
12 | 48 | |||||||
125 | 3 | - | 45 | 80 | 31 | 25,0 | - | 1,5 |
4 | ||||||||
5 | ||||||||
6 | 74 | |||||||
8 | 2,0 | |||||||
10 | 70 | |||||||
12 | 65 | |||||||
14 | 28 | 24,0 | ||||||
16 | 62 | 4,0 | ||||||
18 | 34 | 44 | 52 | 8 | 2,0 | |||
20 |
_________________
* Радиус обрабатываемой детали.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 1. Исключено, Изм. N 2).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1976
Редакция документа с учетом
изменений и дополнений
подготовлена З
{kind=link}