ГОСТ Р ИСО 9694-2003
Группа Р22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛ СТОМАТОЛОГИЧЕСКИЙ ФОРМОВОЧНЫЙ
НА ФОСФАТНОМ СВЯЗУЮЩЕМ
Общие технические условия
Dental phosphate-bonded casting investments.
General specifications
ОКС 11.060.10
ОКСТУ 9391
Дата введения 2004-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 279 "Зубоврачебное дело" и Комитетом по новой медицинской технике Минздрава России
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 16 января 2003 г. N 9-ст
3 Настоящий стандарт содержит аутентичный текст международного стандарта ИСО 9694-96 "Материал стоматологический формовочный на фосфатном связующем"
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на стоматологический формовочный материал на фосфатном связующем (далее - формовочный материал), предназначенный для изготовления литейных форм при литье стоматологических изделий из сплавов, и устанавливает общие технические требования к основным физическим и физико-механическим свойствам материала и методы испытаний, используемые для определения этих свойств.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 20790-93/ГОСТ Р 50444-92 Приборы, аппараты и оборудование медицинские. Общие технические условия
ГОСТ 24104-2001 Весы лабораторные. Общие технические требования
ГОСТ Р 15.013-94 Система разработки и постановки продукции на производство. Медицинские изделия
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 формовочный материал на фосфатном связующем: Порошковая смесь огнеупорного наполнителя и связующего, специально предназначенная для литья зубных протезов из стоматологических сплавов. В качестве огнеупорного наполнителя используется кремнезем, а в качестве связующего - окись магния и фосфат аммония.
При смешивании порошка с жидкостью получают смесь, которая при затвердевании образует литейную форму, обладающую необходимыми физико-механическими и технологическими свойствами, а также токсикологическими и санитарно-химическими показателями, позволяющими применять их без вредных последствий для организма человека.
Примечание - Жидкость, используемая для смешивания с порошком формовочного материала, представляет собой коллоидный раствор кремнезема в воде.
3.2 линейное расширение при твердении: Свойство формовочного материала в процессе твердения образовывать кристаллогидраты магнийаммонийфосфата, в результате роста которых происходит увеличение линейных размеров.
3.3 линейное расширение при нагревании: Свойство формовочного материала увеличивать линейные размеры при нагревании в результате полиморфных превращений в кремнеземе.
4 Классификация
Формовочные материалы классифицируют по двум типам согласно их назначению при использовании для изготовления зубных протезов сплавов с температурой солидуса выше 1080 °С следующим образом:
тип 1 - для литья вкладок, коронок и других несъемных протезов;
тип 2 - для литья частично съемных, бюгельных и других литых протезов.
5 Технические требования
5.1 Состав
Порошок формовочного материала должен состоять из связующих и огнеупорного наполнителя, быть однородным по составу и не содержать посторонних включений и комков при визуальном осмотре.
Допускается применение красителей.
Если необходимо применение специальной жидкости, то она должна быть без осадка.
Прокладка для внутренней поверхности опоки должна быть без асбестового волокна.
5.2 Текучесть во время заливки
5.2.1 При испытании по 8.2 диаметр основания затвердевшего формовочного материала типа 1 должен быть не менее 90 мм, типа 2 - не менее 70 мм.
5.3 Время схватывания и затвердевания
5.3.1 При испытании по 8.3 время схватывания формовочного материала типов 1 и 2 должно быть не ранее чем через 3-5 мин, а затвердевания - не позднее чем через 30 мин.
При указании диапазона времени по требованию предприятия-изготовителя временем затвердевания считают среднее значение указанного диапазона.
5.4 Линейное расширение при твердении
5.4.1 Линейное расширение при твердении через 2 ч, определенное по 8.4, не должно отличаться более чем на 30% от значения, указанного изготовителем.
5.5 Линейное расширение при нагревании
5.5.1 Линейное расширение при нагревании, определенное по 8.5, должно отличаться не более чем на 15% от значения, указанного изготовителем.
Примечание - Суммарное линейное расширение (при твердении и нагревании) должно соответствовать усадке сплавов, рекомендуемых изготовителем для литья с использованием формовочного материала на фосфатном связующем.
5.6 Предел прочности при сжатии
5.6.1 Предел прочности при сжатии формовочных материалов типов 1 и 2 при испытании по 8.6 должен быть не менее 2,5 и 3,0 МПа соответственно.
5.7 Устойчивость к климатическим воздействиям
5.7.1 формовочный материал в упаковке предприятия-изготовителя должен обладать устойчивостью к воздействию климатических факторов при транспортировании и хранении в условиях хранения 5 согласно требованиям ГОСТ 15150.
5.8 Устойчивость к механическим воздействиям при транспортировании
5.8.1 Формовочный материал в упаковке предприятия-изготовителя должен быть устойчивым к воздействию механических факторов согласно требованиям ГОСТ Р 50444 для изделий группы 2.
5.9 Герметичность тары
5.9.1 Тара должна обеспечивать сохранность формовочного материала в соответствии с требованиями ГОСТ 20790.
6 Правила приемки
6.1 Формовочные материалы подвергают следующим видам испытаний:
приемочным;
приемосдаточным;
периодическим.
6.2 Приемочные испытания
6.2.1 Приемочные испытания проводят при постановке формовочного материала на серийное производство по ГОСТ Р 15.013.
6.3 Приемосдаточные испытания
6.3.1 Приемосдаточным испытаниям подвергают каждую партию формовочного материала для подтверждения его соответствия требованиям пунктов 5.1-5.6 и раздела 9.
6.3.2 Если в процессе приемосдаточных испытаний обнаружено несоответствие образцов формовочного материала хотя бы одному требованию настоящего стандарта, эти испытания повторяют на удвоенном числе образцов. В случае неудовлетворительных результатов повторных испытаний партию бракуют.
6.4 Периодические испытания
6.4.1 Периодические испытания проводят не реже одного раза в год для подтверждения соответствия образцов формовочного материала, прошедших приемосдаточные испытания, требованиям настоящего стандарта, кроме требований 5.7, 5.8.
6.4.2 Периодические испытания проводят также при изменении технологического режима производства формовочного материала для подтверждения его соответствия требованиям настоящего стандарта.
7 Отбор образцов
7.1 Образцы
7.1.1 Образцы формовочного материала, отобранные для испытаний, должны быть из одной партии с неистекшим сроком годности. Формовочный материал из разорванных или поврежденных упаковок испытаниям не подвергается.
Для испытаний необходимо не менее 3 кг формовочного материала. Если порошок формовочного материала находится в индивидуальных упаковках, то его ссыпают вместе, тщательно перемешивают и хранят во влагонепроницаемой упаковке до испытания.
Порошок формовочного материала, поставляемый оптом, тщательно перемешивают и хранят во влагонепроницаемой упаковке.
Порошок формовочного материала, упакованный негерметично, бракуют.
Если изготовитель рекомендует использовать прокладку в опоке или рекомендует при замешивании порошка применять специальную жидкость, то должна быть обеспечена их поставка.
7.2 Условия испытаний
7.2.1 Подготовку к испытаниям и испытания формовочного материала на соответствие требованиям 5.1-5.6 проводят при температуре окружающей среды (23±2) °С и относительной влажности воздуха (50±5)%.
Все остальные испытания формовочного материала проводят в помещении при отсутствии сквозняков при температуре (23±2) °С и относительной влажности воздуха (50±10)%.
7.2.2 Формы, используемые для получения образцов, должны быть сухими и чистыми.
7.2.3 Перед испытаниями следует выдержать испытуемый формовочный материал и формы не менее 15 ч при температуре (23±2) °С.
7.3 Смешивание
7.3.1 Смешивание компонентов проводят методом (ручным или механическим), указанным в инструкции изготовителя, используя воду, соответствующую требованиям ГОСТ 6709, или специальную жидкость (например коллоидный раствор кремнезема).
7.3.2 Оборудование
Вакуумный смеситель при механическом смешивании, рекомендуемый изготовителем.
Чашка резиновая.
Шпатель для ручного смешивания.
Секундомер.
Вибратор с частотой вибрации 3000-6000 колебаний в минуту и амплитудой 0-2000 мкм.
7.3.3 Метод смешивания
Отмеряют с точностью до ±1% необходимое количество порошка и требуемый объем жидкости для замешивания в соотношении, указанном изготовителем. Если изготовитель устанавливает диапазон значений концентрации или объема жидкости, то используют среднее значение концентрации или объема.
Наливают жидкость в чашку для смешивания и за 10 с всыпают порошок формовочного материала, избегая захватывания воздуха. Отсчет времени начинают с момента вступления в контакт порошка формовочного материала и жидкости. Порошок должен хорошо пропитаться жидкостью.
Смешивание проводят в вакуумсмесителе в течение времени, указанного изготовителем, и затем сразу же заполняют формовочным материалом формы, установленные на вибраторе.
Допускается смешивание проводить ручным способом.
8 Методы испытаний
8.1 Проверка внешнего вида
8.1.1 Проверку соответствия формовочного материала требованиям 5.1 проводят невооруженным глазом.
Порошок высыпают тонким слоем на гладкую и чистую поверхность (например лист бумаги) и оценивают его внешний вид согласно требованиям 5.1.
При использовании для замешивания специальной жидкости проверяют отсутствие осадка на дне потребительской тары.
8.2 Испытание на текучесть во время заливки формовочного материала
8.2.1 Оборудование
Цилиндрическая форма высотой (50,0±1) мм и внутренним диаметром (35,0±1) мм, изготовленная из коррозионностойкого неабсорбирующего материала.
Стеклянная пластина, чистая, сухая и гладкая, с минимальными размерами (150х150) мм.
Металлическая линейка по ГОСТ 427 или штангенциркуль по ГОСТ 166.
8.2.2 Метод испытания
Положить стеклянную пластину на поверхность, свободную от вибрации. Вертикально установить в центре пластины форму, цилиндрическое отверстие которой предварительно смазать вазелиновым маслом. В резиновую чашку влить рекомендуемое изготовителем количество жидкости, затем добавить (200±0,1) г порошка формовочного материала и смешать согласно 7.3. Установить пластину с формой на вибратор, подвергнуть форму вибрации в течение 20 с, заполнить ее формовочным материалом до верхних краев и сровнять с верхними краями формы. Через (120±2) с от начала смешивания медленно, без рывков поднять цилиндрическую форму с пластины и дать формовочному материалу осесть или расплыться по пластине. После затвердевания формовочного материала измерить с точностью до 1 мм наибольший и наименьший диаметры затвердевшего основания. Записать среднее арифметическое значение этих двух диаметров как значение текучести во время заливки.
8.2.3 Оценка результатов испытания
Испытание по 8.2.2 повторяют три раза. Если результаты испытания соответствует требованию 5.2, то формовочный материал считают выдержавшим испытание. Если ни один из результатов не соответствует требованию 5.2, то формовочный материал считают не выдержавшим испытание. Если только один из трех результатов соответствует требованию 5.2, то необходимо провести испытание еще три раза. Если среднее арифметическое значение трех испытаний соответствует указанному в 5.2, то считают, что формовочный материал выдержал испытание: в противном случае формовочный материал бракуют.
8.3 Испытание на время схватывания и затвердевания
8.3.1 Метод испытания заключается в определении времени от момента затворения формовочного материала жидкостью до начала схватывания и конца затвердевания.
8.3.2 Оборудование
8.3.2.1 Прибор ВИКА (рисунок 1).
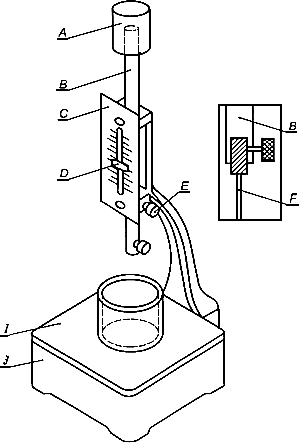
- дополнительная нагрузка;
- стержень длиной (270±5) мм и диаметром (10±1) мм;
- измерительная шкала, мм;
- указатель;
- винтовой зажим;
- игла Вика длиной (50±1) мм с поперечным сечением и диаметром (1±0,05) мм;
- стеклянная пластина размером (100х100) мм;
- поддерживающая опора.
Общая масса стержня и иглы - (300±1) г
Рисунок 1 - Схема прибора ВИКА
8.3.2.2 Чистая сухая форма, изготовленная из коррозионностойкого неабсорбирующего материала, с внутренним верхним диаметром 70 мм, внутренним нижним диаметром 60 мм, высотой 40 мм.
8.3.2.3 Секундомер.
8.3.2.4 Весы по ГОСТ 24104, высокого класса точности с погрешностью 0,01 г.
8.3.3 Метод испытания
Порошок формовочного материала в количестве (300+1) г добавить к рекомендованному изготовителем количеству жидкости и смешать согласно 7.3. Заполнить форму на вибраторе и сровнять уровень образца формовочного материала с верхним краем формы. Форму установить на пластине на основании прибора Вика. Подвижную часть прибора с иглой установить в такое положение, при котором конец иглы касается поверхности формовочного материала, а затем свободно опустить иглу в кольцо с формовочным материалом (когда блеск полностью исчезнет с поверхности материала) за 1 или 2 мин до предполагаемого времени начала схватывания. Погружение иглы проводят один раз через каждые 15 с, начиная с целого числа минут. После каждого погружения иглу следует тщательно вытереть, а форму передвинуть так, чтобы при каждом погружении игла опускалась на поверхность формовочного материала на расстоянии не менее 5 мм от предыдущего места.
Время начала схватывания в минутах определяют от момента добавления порошка формовочного материала к жидкости до момента, когда свободно опущенная игла не доходит до поверхности пластинки более чем на 1-2 мм; время затвердевания определяют в минутах, когда свободно опущенная игла погружается на глубину не более чем на 1 мм.
8.3.4 Оценка результатов испытания
Испытание по 8.3.3 повторяют два раза. Если оба результата испытаний соответствуют требованиям 5.3, то формовочный материал считают выдержавшим испытание. Если ни один из результатов испытания не соответствуют требованиям 5.3, то формовочный материал бракуют. Если один из результатов не соответствует указанным требованиям, то необходимо провести испытание еще три раза. Если после дополнительных испытаний все три результата соответствуют требованиям 5.3, то формовочный материал считают выдержавшим испытание; в противном случае формовочный материал бракуют.
8.4 Линейное расширение при твердении
8.4.1 Испытание заключается в определении изменения линейных размеров образца формовочного материала при затвердевании.
8.4.2 Оборудование
Прибор ГОИ, состоящий из штатива, на котором укреплен индикатор, измеряющий изменение длины с точностью до 0,01 мм, и металлического цилиндра с внутренним диаметром (50±1) мм, наружным диаметром (56±1) мм, высотой (100±0,5) мм.
Прокладка из эластичного материала толщиной 1-2 мм.
Смазочный агент (например вазелиновое масло).
Дюралюминиевая крышка диаметром 56 мм, толщиной 1 мм.
8.4.3 Метод испытания
Установить прибор на жесткое основание, исключив возможность вибрации.
Установить металлический цилиндр с прокладкой, предварительно смазав его внутреннюю поверхность агентом, на стеклянную пластину. Смазать агентом поверхность дюралюминиевой крышки, которая будет иметь контакт с испытуемым формовочным материалом. Заполнить цилиндр формовочным материалом, приготовленным по 7.3, и установить на испытательный столик прибора ГОИ. Затем накрыть цилиндр дюралюминивой крышкой и установить на ней головку индикатора.
За (60±1) с до начала затвердевания согласно 5.3 снять начальное показание.
Окончательное показание снять через (120±1) мин от начала смешивания и определить изменение длины образца с точностью до 0,01 мм. Вычислить линейное расширение образца при затвердевании , %, по формуле
![]() , (1)
, (1)
где - показание индикатора, мм;
- первоначальная длина образца, мм.
8.4.4 Оценка результатов испытания
Испытанию подвергают два образца. Результат испытания вычисляют как среднее арифметическое значение с точностью до 0,01%. Если значение линейного расширения обоих образцов соответствует указанному изготовителем, то формовочный материал считают выдержавшим испытание. Если ни одно из значений не соответствует указанному выше требованию, то формовочный материал считают не выдержавшим испытание. Если только одно из значений соответствует указанному требованию, то испытание повторяют еще три раза. Если после дополнительных испытаний все три значения соответствуют требованию изготовителя, то формовочный материал считают выдержавшим испытание; в противном случае формовочный материал бракуют.
8.5 Линейное расширение при нагревании
Негативная форма размерами [(6х6х50)±0,5] мм из публикационной массы или коррозионностойкого материала.
Кварцевый дилатометр с индикатором с ценой деления 0,01 мм.
Весы по ГОСТ 24104.
8.5.2 Проведение испытания
Порошок формовочного материала смешивают с жидкостью согласно 7.3 из расчета (5,0±0,1) г порошка на один образец.
Негативную форму устанавливают на вибратор и заполняют полученной смесью.
Через 40-50 мин образец извлекают из формы и сушат на воздухе в течение 90 мин.
Перед испытанием измеряют длину образца с точностью до 0,1 мм.
Испытанию подвергают три образца.
Температуру в дилатометре повышают до 950 °С со скоростью 5 °С/мин. Выдерживают образцы при этой температуре в течение 15 мин. Измеряют изменение длины образца с точностью до 0,01 мм.
Вычисляют линейное расширение образца при нагревании , %, по формуле
![]() , (2)
, (2)
где - показание индикатора, мм;
- первоначальная длина образца, мм.
8.5.3 Оценка результатов испытания
Среднее арифметическое значение трех измерений определяют с точностью до 0,01%. Если одно из трех значений отличается от среднего более чем на 15%, то испытания повторяют еще два раза и записывают среднее арифметическое значение всех пяти испытаний как линейное расширение при нагревании.
Полученное среднее арифметическое значение должно соответствовать указанному изготовителем; в противном случае формовочный материал бракуют.
8.6 Предел прочности при сжатии
8.6.1 Испытание заключается в определении нагрузок, разрушающих образец.
8.6.2 Оборудование
Разъемная пресс-форма из коррозионностойкого материала, с пятью отверстиями диаметром (20±0,2) мм и высотой (40±0,4) мм.
Стеклянные пластины для покрытия верхней и нижней частей формы размером не менее (150х150) мм.
Разрывная машина со скоростью движения траверсы (0,75±0,25) мм/мин.
Штангенциркуль по ГОСТ 166.
Весы по ГОСТ 24104.
Резиновая чашка.
8.6.3 Изготовление образцов
Порошок формовочного материала в количестве (300±1) г добавить в резиновую чашку к рекомендованному объему жидкости и смешать согласно 7.3. При необходимости провести повторное смешивание для получения образцов без дефектов. Залить смесь в пресс-форму (8.6.2), установленную на стеклянной пластине (8.6.2). Во время заполнения осторожно потряхивать форму не более 30 с, чтобы уменьшить образование воздушных пузырьков. Допускается использовать для смешивания и заливки образцов вакуумсмеситель с остаточным давлением 5 кПа, частотой вращения мешалки (390±10) мин и вибростолик частотой вибрации 3000-6000 колебаний в минуту и амплитудой 0-2000 мкм. До того как блеск полностью исчезнет с поверхности смеси крепко прижать вторую стеклянную пластину к верхней поверхности формы и сровнять уровень образца с верхними краями формы. Через (45±1) мин от начала смешивания вынуть образцы из пресс-формы и оставить их при температуре окружающей среды (23±2) °С и относительной влажности воздуха (50±10)%. По истечении (120±5) мин от начала смешивания провести испытание пяти образцов, используя разрывную машину (8.6.2), и записать максимальную прилагаемую нагрузку
.
8.6.4 Результаты испытаний
Для каждого испытанного образца вычислить прочность при сжатии , МПа, по формуле
![]() , (3)
, (3)
![]() , (4)
, (4)
где - максимальное значение нагрузки, Н;
- площадь образца, мм
;
- постоянная величина.
Если четыре результата из пяти соответствуют требованиям 5.6, то формовочный материал считают выдержавшим испытание. Если только три из пяти результатов соответствуют указанным требованиям, то проводят вторую серию испытаний образцов. Если все пять результатов дополнительных испытаний соответствуют указанным требованиям, то формовочный материал считают выдержавшим испытание, в противном случае формовочный материал бракуют.
9 Упаковка, маркировка, транспортирование и хранение
9.1 Упаковка порошка
Порошок должен быть расфасован во влагонепроницаемую упаковку, которая не загрязняет формовочный материал и не изменяет его физические и химические свойства. При оптовых поставках необходимо предусмотреть внешний контейнер.
9.2 Упаковка жидкости
Жидкость должна быть упакована в полиэтиленовую тару. При поставке большого количества жидкости необходимо предусмотреть внешний контейнер.
9.3 Маркировка
9.3.1 Внешний контейнер
На каждой упаковке должна быть четкая маркировка, содержащая следующую информацию:
а) торговое или фирменное название формовочного материала;
б) адрес и наименование предприятия-изготовителя или поставщика;
в) тип формовочного материала и область его применения;
г) цвет (если не белый);
д) запах (если имеется);
е) вес нетто содержимого в килограммах;
ж) дату окончания применения "использовать до …", после которой свойства формовочного материала могут не соответствовать указанным в настоящем стандарте;
з) условия хранения;
и) указание, что формовочный материал подвержен порче при атмосферных осадках, особенно при высокой влажности;
к) номер партии.
9.3.2 Индивидуальная упаковка
Если упаковка содержит отдельные пакеты, каждый пакет должен иметь маркировку, включающую следующую информацию:
а) рекомендуемое соотношение объемов жидкости в сантиметрах кубических и порошка в миллиграммах;
б) рекомендуемый метод смешивания, включая рекомендуемое оборудование, метод и время смешивания порошка формовочного материала и жидкости ручным или механическим способом;
в) время затвердевания в минутах;
г) линейное расширение при затвердевании в процентах;
д) линейное расширение при нагревании в процентах;
е) рекомендуемые изготовителем специальные рабочие методики или указания;
ж) предупреждение о содержании в материале кремнезема, представляющего опасность для легких при вдыхании.
9.4 Транспортирование и хранение
9.4.1 Формовочный материал транспортируют всеми видами крытых транспортных средств в соответствии с правилами перевозки грузов, действующими на соответствующем виде транспорта, и нормативными документами по погрузке и креплению грузов.
9.4.2 Формовочный материал должен храниться в упаковке предприятия-изготовителя в условиях хранения 2 С по ГОСТ 15150.
10 Инструкция по применению
Инструкция изготовителя или поставщика должна содержать следующую обязательную информацию:
рекомендуемое соотношение объемов жидкости в сантиметрах кубических и порошка в миллиграммах;
при поставке специальной жидкости - инструкцию по ее применению, хранению, разбавлению;
рекомендуемую методику смешивания с указанием типа смесителя, частоты вращения мешалки и времени смешивания;
при наличии прокладок для опоки - инструкцию по ее применению;
рекомендуемые методы формовки;
рекомендуемые режимы обжига формы и инструкцию по литью;
рекомендуемый метод дублирования модели (в случае применения).
Также должна быть включена информация о свойствах, указанных в настоящем стандарте:
точное соотношение порошка и жидкости и метод разбавления жидкости, при котором определены указанные свойства;
время схватывания (рабочее время) в минутах;
предел прочности при сжатии в мегапаскалях;
линейное расширение при твердении и линейное термическое расширение в процентах;
графики кривых линейного расширения при нагревании и усадки при охлаждении.
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие формовочного материала требованиям настоящего стандарта при соблюдении указанных в настоящем стандарте условий хранения.
11.2 Гарантийный срок хранения - 1 год с момента изготовления.
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2003
{kind=link}