ГОСТ Р 50351.1—92 (ИСО 3630—1—90)
государственный стандарт российской федерации
ИНСТРУМЕНТЫ СТОМАТОЛОГИЧЕСКИЕ ДЛЯ ЛЕЧЕНИЯ и ОБРАБОТКИ КАНАЛА
КОРНЯ ЗУБА
Часть 1. КОРНЕВЫЕ НАПИЛЬНИКИ, ДРИЛЬБОРЫ, ПУЛЬПОЭКСТРАКТОРЫ, РАШПИЛИ, КАНАЛОНАПОЛНИТЕЛИ, ЗОНДЫ И ВАТНЫЕ ИГЛЫ
Издание официальное
ГОССТАНДАРТ РОССИИ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИНСТРУМЕНТЫ СТОМАТОЛОГИЧЕСКИЕ ДЛЯ ЛЕЧЕНИЯ И ОБРАБОТКИ КАНАЛА КОРНЯ ЗУБА
Часть 1. Корневые напильники, дрнльборы, пульпоэкстракторы, рашпили, каналонаполнители, зонды и ватные иглы
Dental root-canal instruments.
Part 1 Files, reamers, barbe<J broaches, rasps, paste carriers, explorers and cotton broaches
ГОСТ P
50351.1—92 (ИСО 3630—1—90)
ОКП 94 3377, 94 3442 94 3914 94 3211
Дата введения 01.01.94
0. ВВЕДЕНИЕ
В настоящем стандарте рассматриваются важнейшие характеристики ручных и машинных стоматологических инструментов для лечения и обработки канала корня зуба, используемых стоматологами при механической подготовке каналов к лечению. В стоматологии такие инструменты относят также к эндодонтическим.
В дополнение к указанным конкретным типам инструментов в настоящий стандарт включены общие технические требования и методы испытаний, применяемые для всех типов инструментов для лечения и обработки канала корня зуба.
Требования настоящего стандарта являются обязательными.
Издание официальное
© Издательство стандартов, 1993 Настоящий стандарт не может быть полностью иди частично воспроизведен, тиражирован и распространен без разрешения Госстандарта России
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает требования и методы испытаний для корневых напильников, дрильборов, пульпоэкстракторов, рашпилей, каналонаполнителей, зондов и ватных игл. Кроме того, в нем изложены общие технические требования и методы испытаний, дана информация по цветовому коду и идентификационным символам инструментов для лечения и обработки канала корня зуба всех типов.
Дополнительные требования к инструментам, учитывающие специфику народного хозяйства страны, приведены в приложении*
2 ссылки
ГОСТ 26634 (ИСО 1797) «Инструменты стоматологические вращающиеся. Хвостовики».
ГОСТ Р 50350.1 (ИСО 6360—1) «Стоматологические вращающиеся инструменты. Система цифрового обозначения. Часть 1. Общие характеристики».
ГОСТ Р 50350.2 (ИСО 6360—2) «Стоматологические вращающиеся инструменты. Система цифрового обозначения. Часть 2. Форма и виды исполнения».
ГОСТ 7.64 (ИСО 8601) «Система стандартов по информации, библиотечному и издательскому делу. Представление дат и времени дня. Общие требования».
3. НОМИНАЛЬНЫЕ РАЗМЕРЫ И ОБОЗНАЧЕНИЯ
В табл, 1 приведены номинальные размеры рабочих частей и соответствующие обозначения, которые следует использовать для всех стоматологических инструментов для корневых каналов (независимо от типа инструмента).
Таблица I
Обозначение номинального размера | Диаметр, мм |
008 | 0,С8 |
010 | 0,10 |
012 | 0,12 |
015 | 0,15 |
017 | 0,17 |
020 | 0,20 |
025 | 0,25 |
030 | 0,30 |
035 | 0,35 |
040 | 0,40 |
045 | 0,46 |
Продолжение табл 1
Обозначение номинального размера | Диаметр, мм |
050 | 0,50 |
055 | 0,55 |
060 | 0,60 |
070 | 0,70 |
075 | 0,75 |
080 | 0,80 |
090 | 0,90 |
100 | 1,00 |
105 | 1,05 |
МО | 1,10 |
120 | 1,20 |
130 | 1,30 |
140 | 1,40 |
150 | 1,50 |
160 | 1,60 |
170 | 1,70 |
190 | 1,90 |
Номинальные размеры обычно соответствуют значениям начального диаметра рабочей части в сотых долях миллиметра.
Обозначение из трех цифр является частью 15-цифрового обозначения, указанного в ГОСТ 50350.L
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1. Требования к материалу
4.1.1. Рабочая часть
Рабочая часть и стержень, если они составляют одно целое, должны быть изготовлены из нержавеющей или углеродистой стали Тип стали и способ ее обработки выбирает изготовитель.
4.1.2. Ручка, хвостовик
Ручка и хвостовик, скрепленные со стержнем, должны быть изготовлены из металла или пластика, которые могут выдерживать обычные рабочие процедуры.
Тип материала и способ его обработки выбирает изготовитель.
Требования данного пункта обеспечиваются при выполнении требований пп. 4.2—4.4.
4.2. Требования к размерам
Размеры инструментов должны соответствовать черт. 1—8 и табл. 2—9; при соблюдении требований к размерам допускаются различия по форме и конструкции.
Испытания должны быть выполнены по пп. 6.1 и 6.2,
4.2.1. Хвостовики
По выбору изготовителя хвостовики могут быть 1-го или 2-го типа по ГОСТ 26634. За исключением дрильборов типа В2, инст-
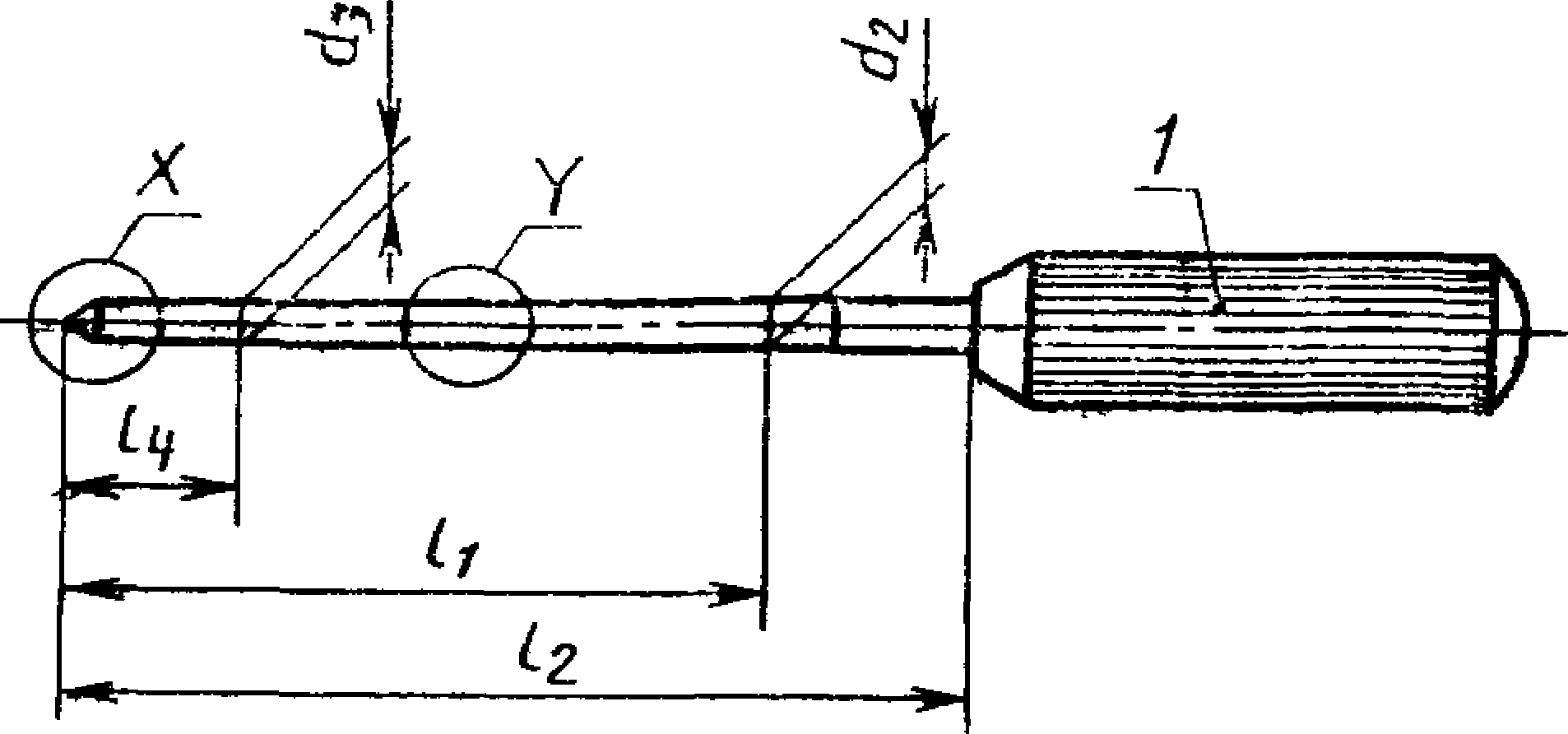
X
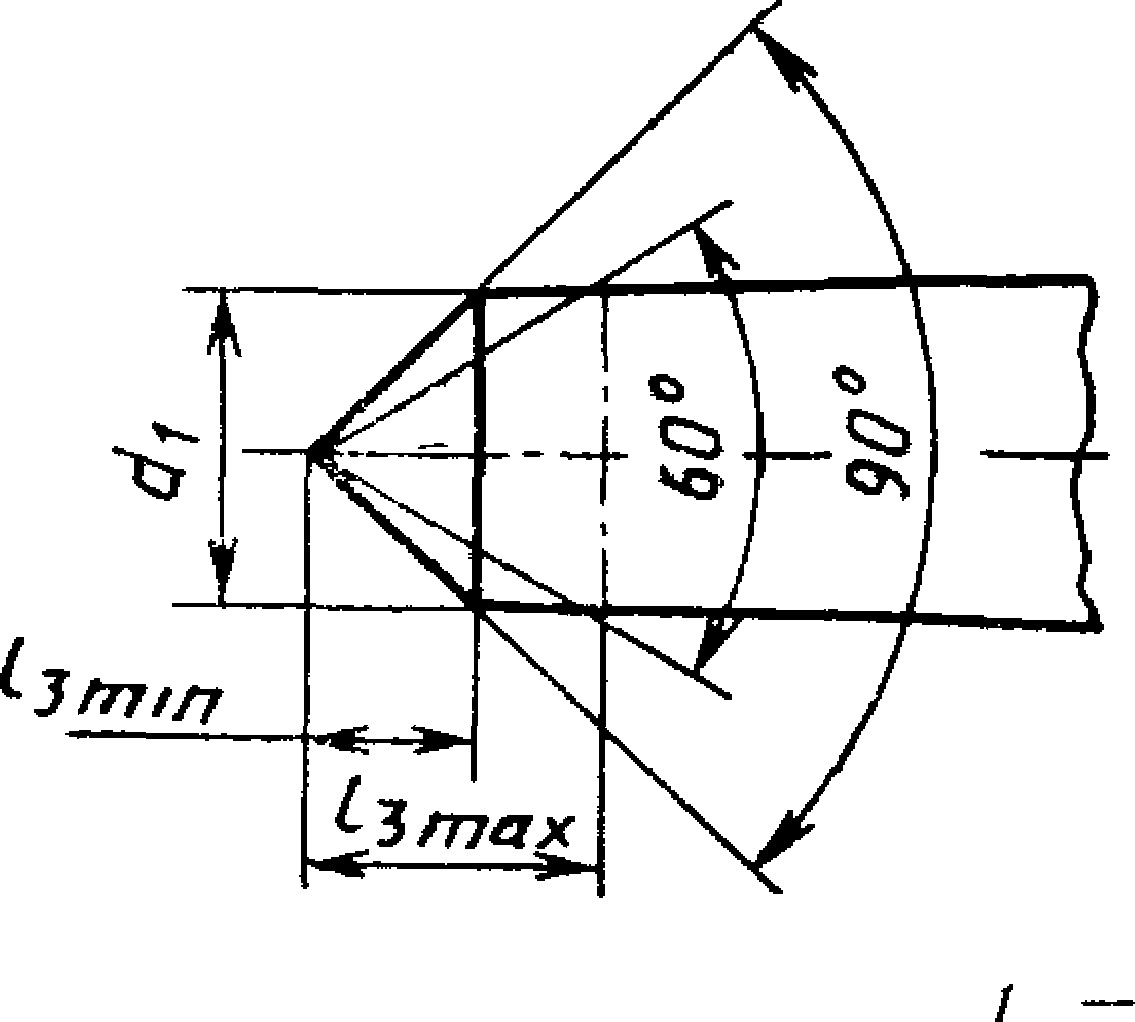
У
а
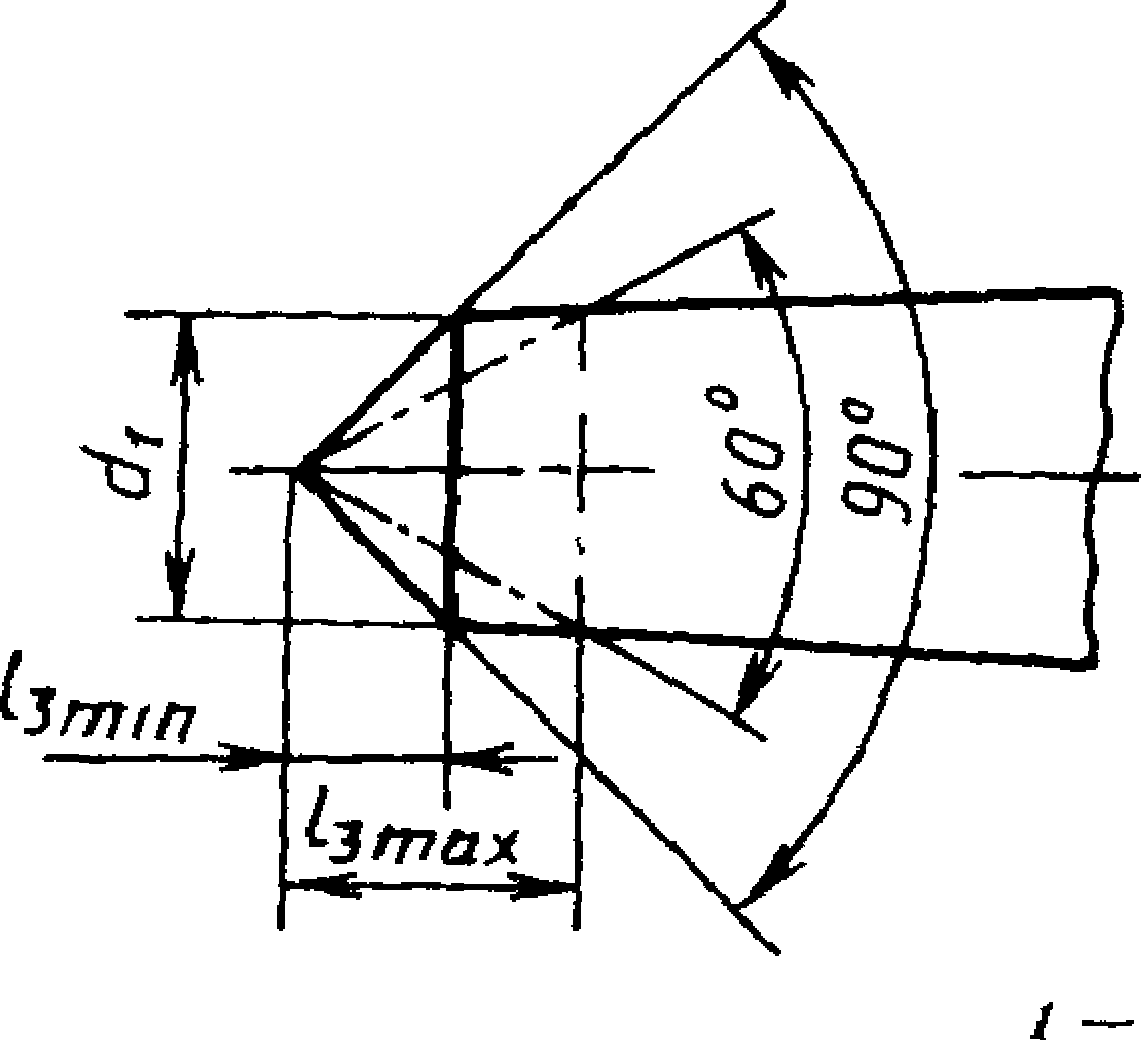
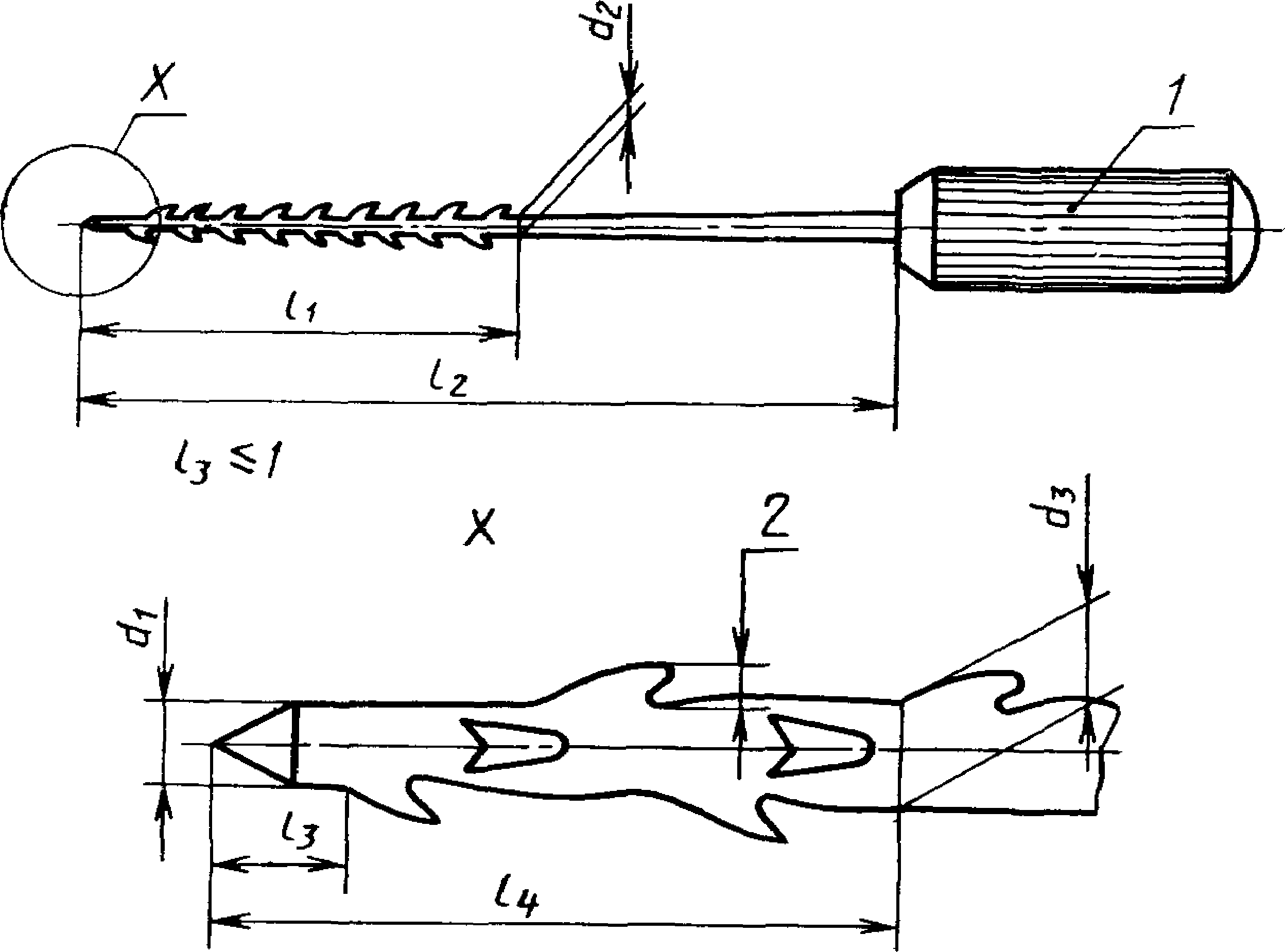
ручка,
— начальный диаметр рабочей части, d2 — максимальный диаметр рабочей части, — диаметр на длине /4, 1\ — длина рабочей части, /2 — длина оперативной части, /3 — длина заходной части, /4 — длина
до точки измерения
Конусность по длине рабочей части 0,02:1
Черт, 1
Таблица 2*
Размеры, мм
Обозначение номинально, о размера | dx 3.0,02 | (f a 0,02 | -0,02 | 11 mm | t j 10,5 | и | Цветово i код |
008 | 0,08 | 0.40 | 0,14 | Серый | |||
010 | 0,13 | 0,42 | 0,16 | Фиолетовый | |||
015 | 0,15 | 0,47 | Q.21 | 21; | Белый | ||
020 | 0,20 | 0,52 | 0,23 | 16 | 25, | 3 | Желтый |
025 | 0,25 | 0,57 | 0,31 | 28. | Красный | ||
030 | 0,30 | 0,62 | 0,36 | 31 | Голубой | ||
035 | 0,35 | 0,67 | 0,41 | Зеленый | |||
040 | 0,40 | 0,72 | 0.46 | | Черный |
Продолжение табл. 2*
Обозначение номинального размера | di 0,02 | J 0.02 | 0,02 |
015 | 0,45 | 0,77 | 0,51 |
050 | 0,50 | 0,82 | 0,56 |
055 | 0,55 | 0,87 | 0,61 |
000 | 0,60 | 0,92 | 0,66 |
070 | 0,70 | 1,02 | 0,76 |
080 | 0,80 | 1.12 | 0,86 |
090 | 0,90 | 1,22 | 0,96 |
100 | 1,00 | 1,32 | 1,06 |
по | 1,10 | 1,42 | 1,16 |
120 | 1,20 | 1,52 | 1,26 |
130 | 1,30 | 1,62 | 1,36 |
140 | 1,40 | 1,72 | 1,46 |
/,
пип
16
^ 2
4 0,5
Цветогой
код
21;
25;
28;
31
Белый
Желтый
Красный
Голубой
Зеленый
Черный
Белый
Желтый
Красный
Голубой
Зеленый
Черный
Примечание. Длины инструментов (/а), не указанные в таблице, должны иметь допуск ±0,5 мм от установленного значения.
* См. приложение.
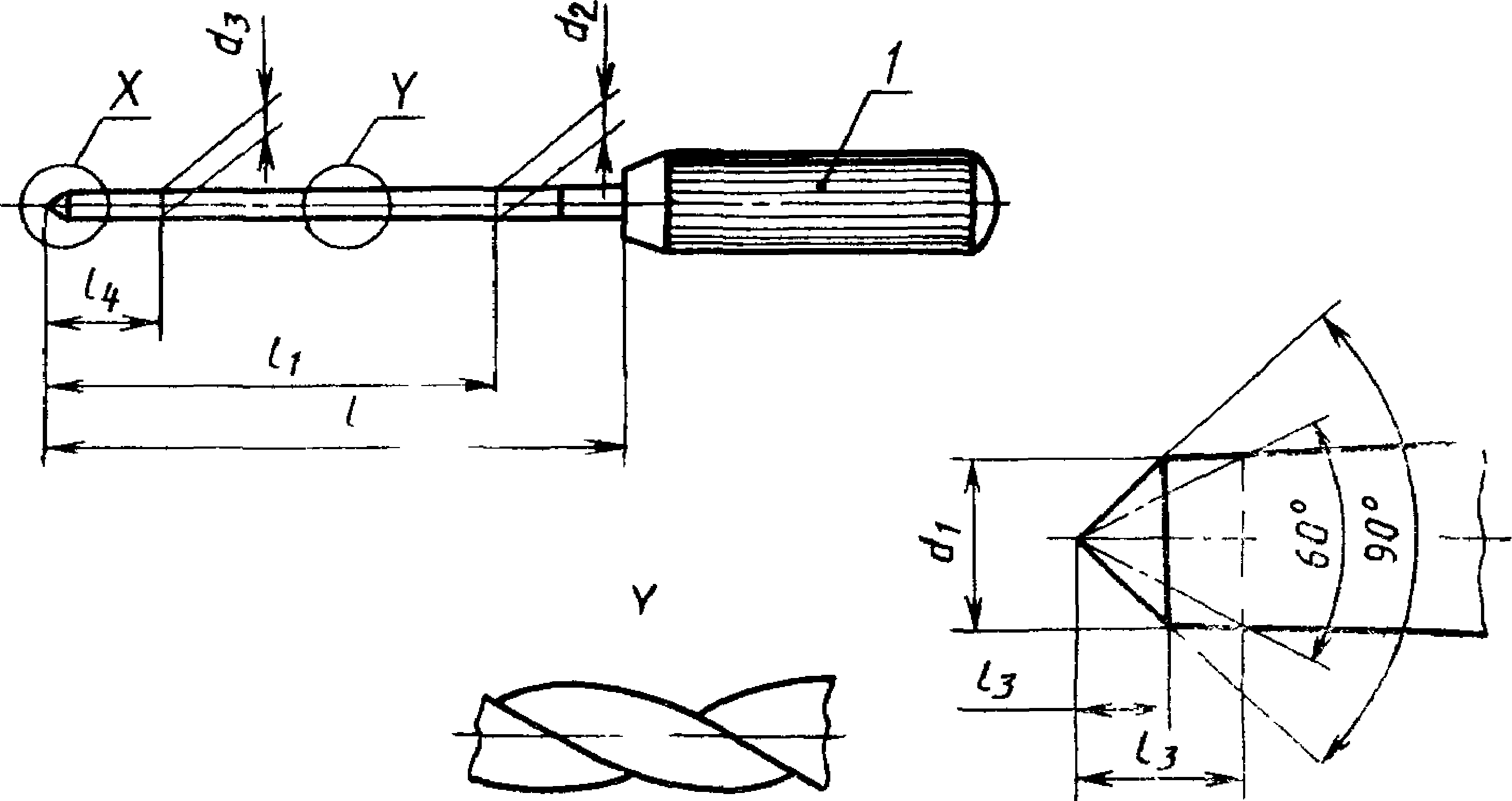
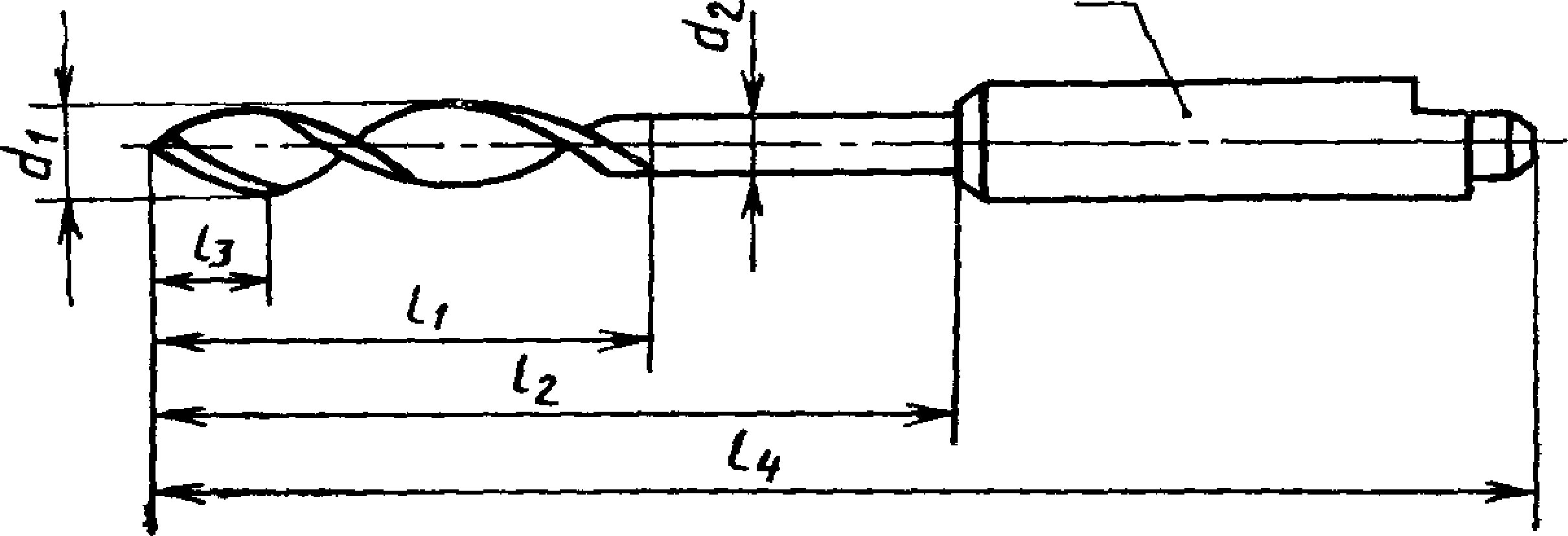
х
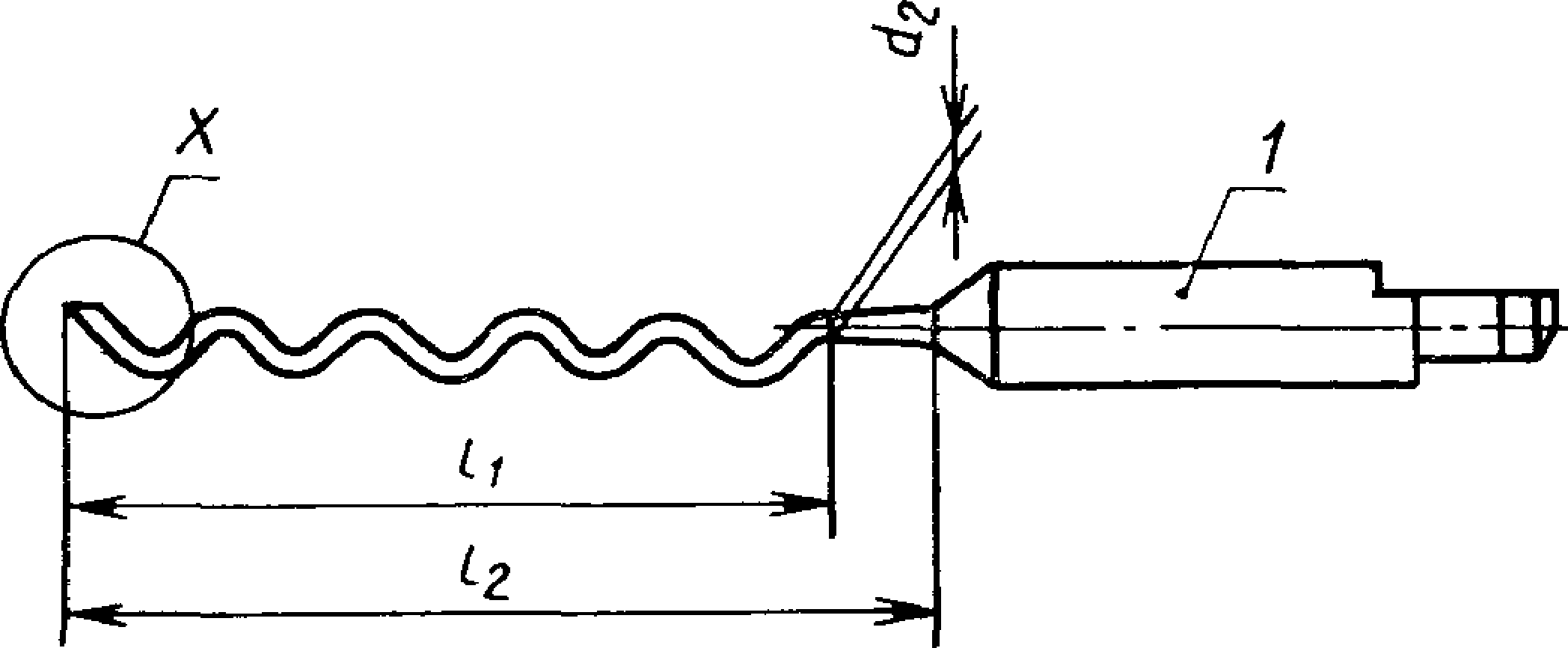
I — ручка;
— начальный диаметр рабочей части; d2 — максимальный диаметр рабочей части; dz — диаметр по длине /4; Л — длина рабочей части; — длина оперативной части; /3 —
длина заходной части; Л — длина до точки измерения Конусность по длине рабочей части 002:1
Черт, 2
Таблица 3*
Размеры, мм
Обозначенно номинального размера | ±0,02 | d9 ±0,02 | ±0,02 | *1 min | 1» ±0,5 | U | Цветовой код |
008 | 0,08 | 0,40 | 0,14 | Серый | |||
010 | 0,10 | 0,42 | 0,16 | Фиолетовый | |||
016 | 0,15 | 0,47 | 0,21 | Белый | |||
020 | 0,20 | 0,52 | 0,26 | Желтый | |||
025 | 0,25 | 0,57 | 0,31 | Красный | |||
030 | 0,30 | 0,62 | 0,36 | Г олубой | |||
С 35 | 0,35 | 0,67 | 0,41 | Зеленый | |||
С 40 | 0,40 | 0,72 | 0,46 | Черный | |||
045 | 0,45 | 0,77 | 0,51 | Белый | |||
050 | 0,50 | 0,82 | 0,56 | 16 | 21. | 3 | Желтый |
055 | 0,55 | 0,87 | 0,61 | 25, | Красный | ||
060 | 0,60 | 0,92 | 0,66 | Голубой | |||
070 | 0,70 | 1,02 | 0,76 | 31 | Зеленый | ||
080 | 0,80 | 1,12 | 0,86 | Черный | |||
ОВД | 0,90 | 1,22 | 0,96 | Белый | |||
100 | 1,00 | 1,32 | 1,06 | Желтый | |||
110 | 1,10 | 1,42 | 1,16 | Красный | |||
120 | 1,20 | 1,52 | 1,26 | Голубой | |||
130 | 1,30 | 1,62 | 1,36 | Зеленый | |||
140 | 1,40 | 1,72 | 1,46 | Черный |
Примечание. Длины инструментов (/2), не указанные в таблице, должны иметь допуск ±0,5 мм от установленного значения. *
* См. приложение.
3 Зак 2750
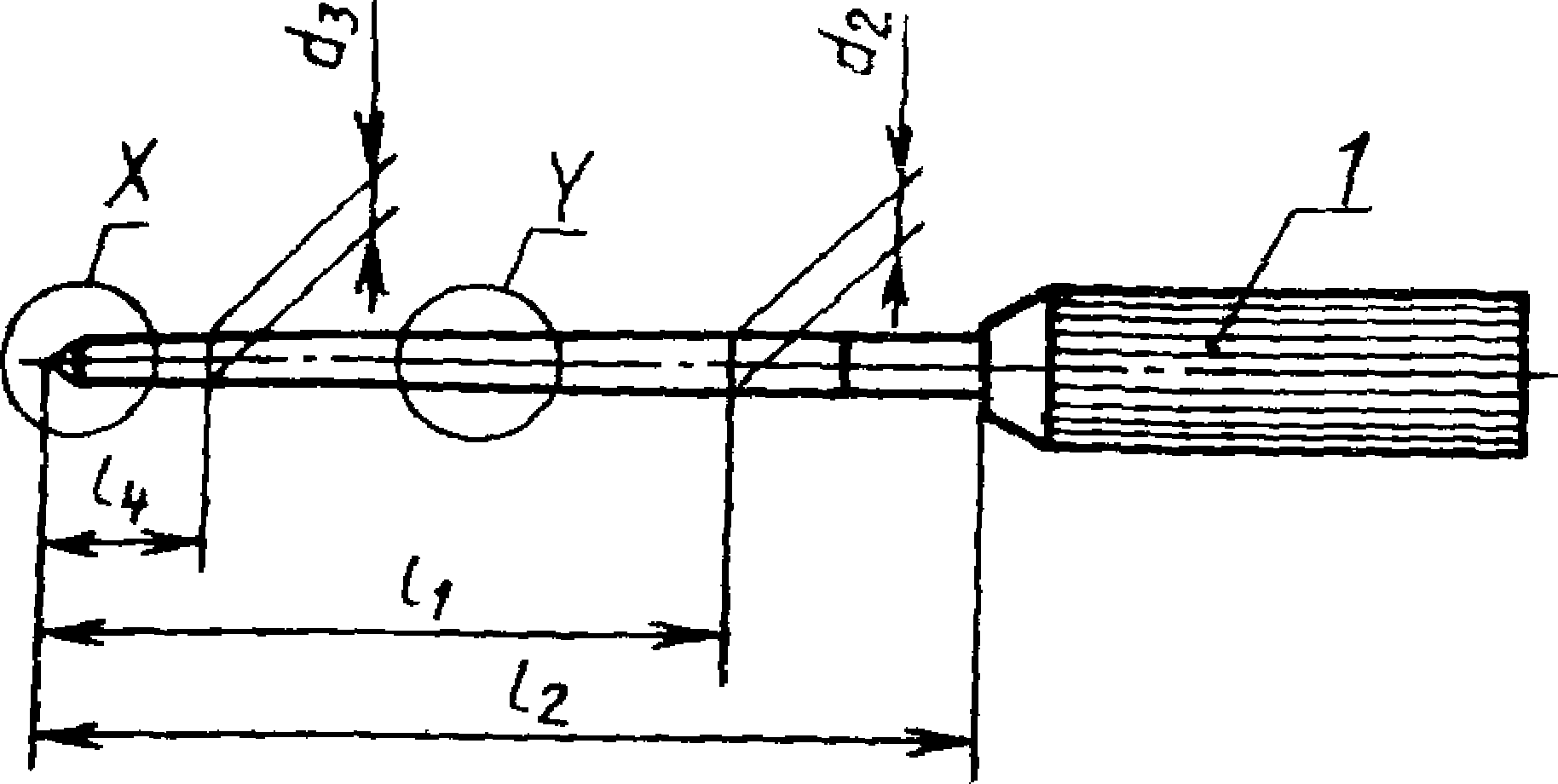
X
У
л KJ’RQ»
«1 — начальный диаметр рабочей части; d2 — максимальный диаметр рабочей части а3 — диаметр по длине /*; Л — длина рабочей части; /а — длина оперативной части; 1Ъ -
длина ааходной части; U ~ длина до точки измерения
Конусность по длине рабочей части 0,02:1
Черт. 3
Таблица 4
Размеры, мм
Обозначение номинального размера | 4% ±0,02 | dt ±0,02 | d 8 ±0.02 | ll min | 1г ±0,5 | и | Цветовой НОД |
008 | 0,08 | 0,40 | 0,14 | Серый | |||
010 | 0,10 | 0,42 | 0,16 | О 1 • | фиолетовый | ||
015 | 0,15 | 0,47 | 0,21 | ас. | Белый | ||
020 | 0,20 | 0,52 | 0,26 | 16 | оо. | 3 | Желтый |
025 | 0,25 | 0,57 | 0,31 | 2о> п t | Красный | ||
030 | 0,30 | 0,62 | 0,36 | 51 | Голубой | ||
035 | 0,35 | 0,67 | 0,41 | Зеленый | |||
040 | 0,40 | 0,72 | 0,46 | Черный |
Продолжение табл. 4*
Обозначение номинального размера | ±0,02 | ds ±0,02 | ±0,02 | U min | 1% ±0,5 | U | Цветовой код |
045 | 0,45 | 0,77 | 0,51 | Белый | |||
050 | 0,50 | 0,82 | 0,56 | Желтый | |||
065 | 0,55 | 0,87 | 0,61 | Красный | |||
060 | 0,60 | 0,92 | 0,66 | Г олубой | |||
070 | 0,70 | 1,02 | 0,76 | Зеленый | |||
080 | 0,80 | 1,12 | 0,86 | 16 | 21; | 3 | Черный |
090 | 0,90 | 1,22 | 0,96 | 25; | Белый | ||
100 | 1,CD | 1,32 | 1,06 | 28; | Желтый | ||
по | 1 JO | 1,42 | 1,16 | 31 | Красный | ||
120 | 1,20 | 1,52 | 1,26 | Голубой | |||
130 | 1,30 | 1,62 | 1,36 | Зеленый | |||
140 | 1,40 | 1,72 | 1,46 | Черный |
Примечание. Длины инструментов (12), не указанные в таблице, долж ны иметь допуск ±0,5 мм от установленного значения.
* См. приложение.
1
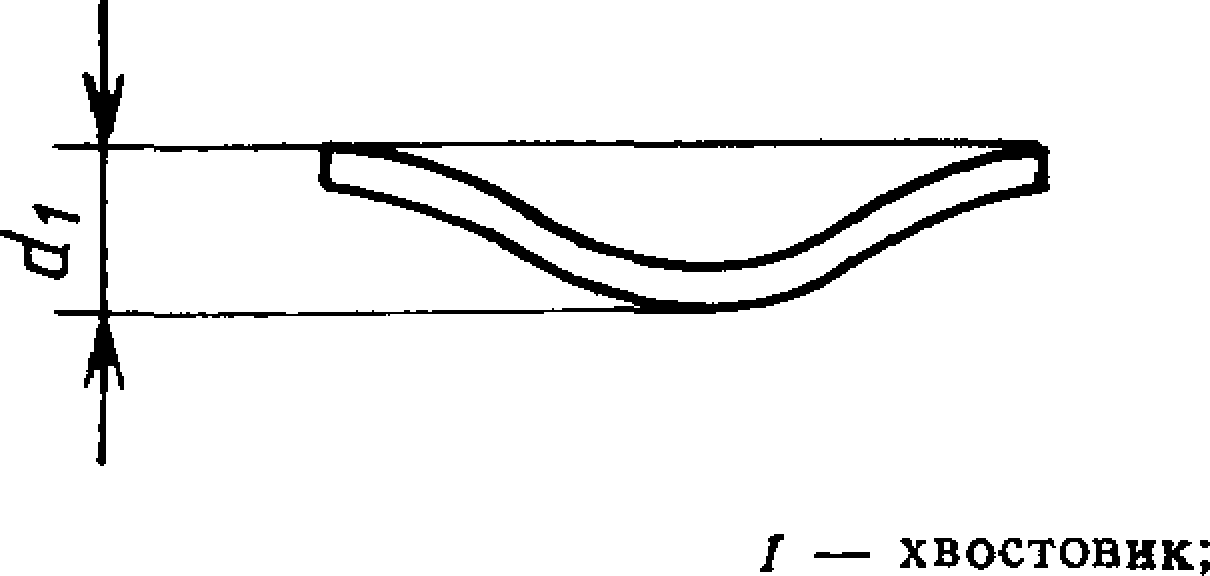
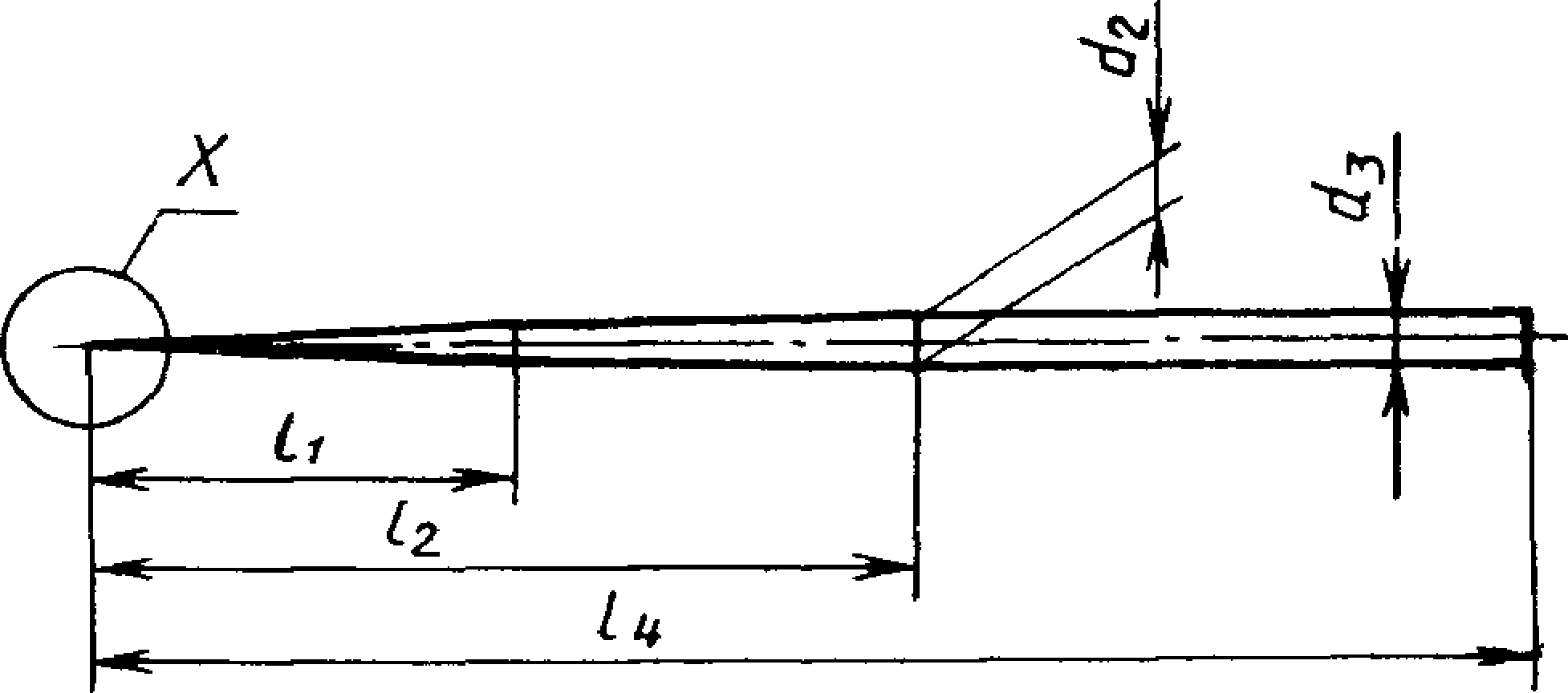
I — хвостовик;
dy — диаметр рабочей части; ds — диаметр шейки; t\ — длина рабочей части (цилиндрической); Ц — длина оперативной части; U — длина
заходной части 1А — общая длина
Черт, 4
Таблица 5
Размеры, мм
Обозначение номинального размера | dt ±0,04 | di min | h max | '3 max | Обозначение | |
Цвет | Кольцевая маркировка | |||||
Э2з | 0,25 | 0,15 | 7,5 | 0,5 | Фиолетовый | |
035 | 0,3*5 | 0,25 | 6 | 0,5 | Белый | I |
045 | 0,45 | 0,35 | g | 0,5 | Желтый | 11 |
060 | 0,60 | 0,45 | g | 0,7 | Красный | III |
07Е | 0,75 | 0,55 | 9 | 0,8 | Голубой | III I |
09С | 0,90 | 0,66 | 9 | 1 | Зеленый | III II |
105 | 1,05 | 0,75 | 10 | u | Черный | III III |
Таблица 5а
Длина /2 и /4 для хвостовика мм
/а | /4
типа 1 | типа 2 | типа 1 | типа 2 |
±0,5 | mm | ||
18 | 25 | 33 | 61 |
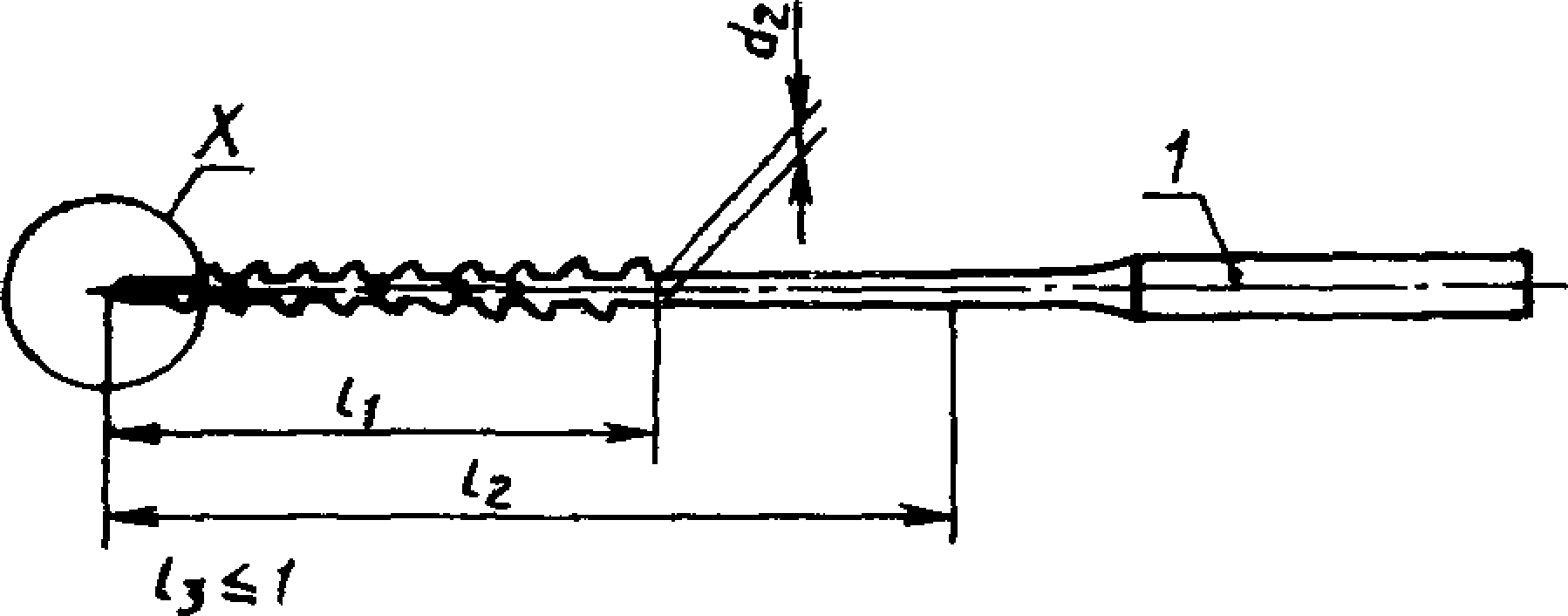
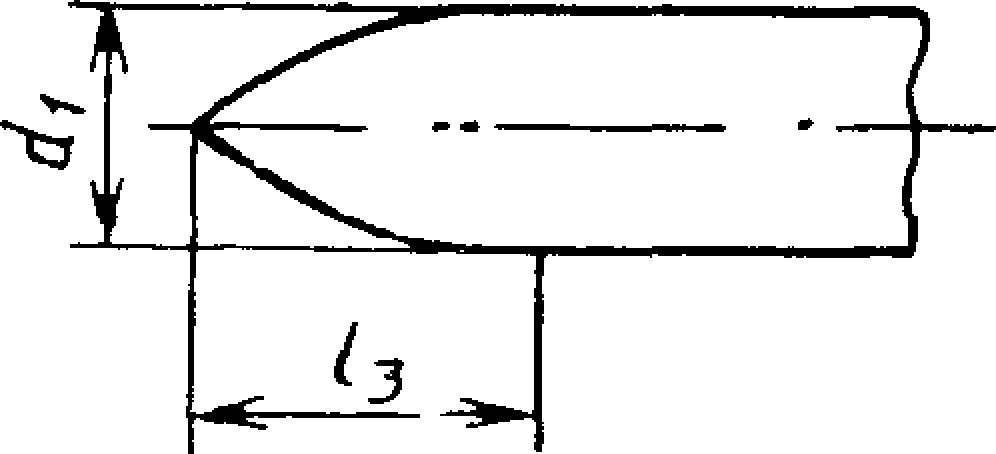
X
/ — ручка; 2 — высота зубца;
Ж ■— начальный диаметр рабочей части; йг — диаметр на длине 10,5 мм от заходной части;
di — диаметр по длине /4; h — длина рабочей части; /2 — длина оперативной части; /3 _
длина заходной части от острия до основания первого зубца; Ц — длина до точки измерения
Черт. 5
Обозначение номинального размера | dx | dt | d | 3 | ||
номин. | ДОП. откл. | номин. | доп. откл. | номин. | ДОП. откл. | |
020 | 0,12 | 0,22 | 0,16 | |||
025 | 0,14 | ±0,02 | 0,24 | ±0,02 | 0,17 | ±0,02 |
030 | 0,16 | 0,26 | 0,19 | |||
035 | 0,18 | 0,28 | 0,21 | |||
±0,03 : | ±003 : | ±0,03 | ||||
040 | 0,21 | 0,31 | 0,24 | |||
050 | 0,25 | 0,35 | 0,28 | |||
±0,04 | ±0,04 j | ±0,04 | ||||
060 | 0,29 | 0,39 | 0,32 |
Таблица 6
Обозначение | ||||||
h ±1,5 | и min | и | Высота зубцов | Число зубцов min | Цвет | Цифры |
0,075 | Фиолето вый | 0 | ||||
0,085 | Белый | 1 | ||||
' 10,5 | 20 | 3 | 0,095 ; | 36 | Желтый | 2 |
0,105 | Красный | 3 | ||||
0,120 | Голубой | 4 | ||||
0,140 | Зеленый | 5 | ||||
0,160 | Черный | 6 |
ГОСТ Р 50351.1—®2 С. 10
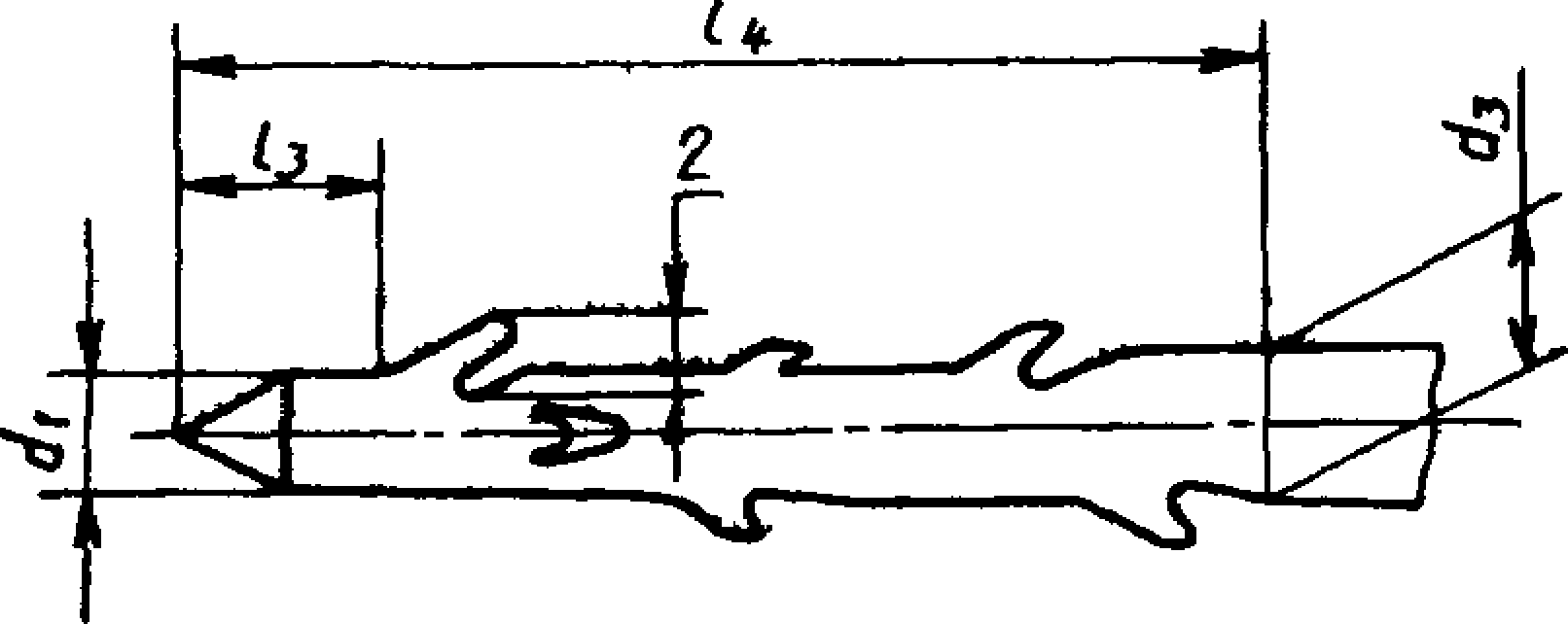
/ — ручка, 2 — высота зубца;
dt — начальный диаметр рабочей части, d2 — диаметр на длине 10,5 мм от заходной части; dt — диаметр стержня по длине Ц, h — длина рабочей части, U — длина оперативной части;' tt—Длина заходной части от острия до основания первого зубца U — длина до точки измерения
Конусность по длине рабочей части 0,015:1 с допуском +®’005
Черт. 6
Таблица 7
Размеры, мм
Обозначение номинального размера | *1 | йг | и | и | и | Высота зубцов | ' Число зубцов min | Обозначение | ||
-f0,03 | +0,03 | +0,03 | ±1,5 | +0.5 | Цвет | Ци [>ры | ||||
025 | 0,15 | 0,31 | 0,20 | 0,05 | Белый | 1 | ||||
030 | 0,18 | 0,34 | 0,23 | 0,06 | Желтый | 2 | ||||
035 | 0,21 | 0,37 | 0,26 | 0,07 | Красный | 3 | ||||
10,5 | 25,5 | 3 | 50 | |||||||
040 | 0,24 | 0,40 | 0,29 | 0,08 | Голубой | 4 | ||||
045 | 0,27 | 0,43 | 0,32 | 0,09 | Зеленый | 5 | ||||
050 | 0,30 | 0,46 | 0,35 | 0,10 | Черный | 6 |
Л
d{ — начальный диаметр рабочей части; d% — максимальный диаметр рабочей части; 1\ — длина рабочей части, /з—длина оперативной
части
Конусность по длине рабочей части от 0,00 до 0,02-1
Черт. 7
Таблица 8
Размеры, М)М
Обозначение ном инального размера | ±0,05 | h min | Обозначение | |
Цвет | Кольцегая маркировка хвостовика | |||
025 | 0,25 | Красный | I | |
030 | 0,30 | 1А | Голубой | II |
035 | 0,35 | Ю | Зеленый | III |
040 | 0,40 | Черный | IIII |
Таблица 8л
Длина U для хвостовика
м м
1з
+0,5
типа 1 | типа 2 |
21 | 21 |
25 | 25 |
20 | — |
к
dx — начальный диаметр рабочей части; d2 — диаметр на конце оперативной части; da — диаметр ручки; А — длина рабочей части; h — длина оперативной части; 1Ъ — длина заходной части; Ц — общая
длина
Конусность по длине оперативной части 0,037:1 с допуском +^003
Чёрт, 8
Таблица 9*
Размеры, мм *
Обозначение | ||||||||
Обозначение номинального размера | ||||||||
dt ±0,02 | ds max | h ±1,5 | 12 ±0,5 | 1» max | U ±1,5 | Цвет | Номер | |
012 | 0,12 | Белый | 1 | |||||
015 | 0,15 | Желтый | 2 | |||||
017 020 | 0,17 0,20 | 0,8 | 10,5 | 25 | 2Xdi | 50 | Красный Голубой | 3 4 |
025 | 0,25 | Зеленый | 5 | |||||
030 | 0,30 | Черный | 6 |
* См. приложение.
рументы с хвостовиками I-го или 2-го типа должны применяться с такими наконечниками или устройствами, работа которых ограничена низкой скоростью и которые выполняют описывающее ц (или) возвратно-поступательное движение (при отсутствии других указаний).
4.2.2, Корневые напильники
4.2.2.1. Корневые напильники типа Н
Форма заходной части и конструкция ручки или хвостовика (типа 1 или 2 по ГОСТ 26634)— по усмотрению изготовителя.
4.2.2.2. Корневые напильники типа К
Форма заходной части и конструкция ручки или хвостовика (типа 1 или 2 по ГОСТ 26634) — по усмотрению изготовителя.
4.2.3. Дрильборы
4.2.3.1. Дрильборы типа К
Форма заходной части и конструкция ручки или хвостовика (типа 1 или 2 по ГОСТ 26634) — по выбору изготовителя.
4.2.3.2. Д р и л ь б о р ы типа В2
Хвостовик типа 1 или 2 по ГОСТ 26634 — по усмотрению изготовителя.
4.2.4. Пульпоэкстракторы
Форма заходной части — по усмотрению изготовителя.
При ручном применении конструкция ручки — по усмотрению изготовителя.
При машинном применении (только для наконечника с возвратно-поступательным движением)— хвостовик типа 1 по ГОСТ 26634.
4.2.5. Рашпили
Форма заходной части и конструкция ручки — по усмотрению изготовителя.
4.2.6. Каналонаполнители
Хвостовик типа 1 или 2 по ГОСТ 26634 — по усмотрению изготовителя.
Намотка спирали — по усмотрению изготовителя. Намотка спирали должна быть выполнена таким образом, чтобы при вращении по часовой стрелке подавался материал на заходную часть.
4.2.7. Зонды и ватные иглы
Сечение оперативной части круглое или многоугольное — по выбору изготовителя.
4.3. Механические требования
4.3.1. Сопротивление излому при кручении и угловое отклонение
4.3.1.1. Корневые напильники, дрильборы, пульпоэкстракторы и рашпили при эксплуатации не должны ломаться. Должны быть достигнуты минимальные значения сопротивления излому при кручении и углового отклонения, указанные в табл. 10.
Таблица 10 о
Обозначение номинального размера | Сопротивление излому (при кручении) г*см, min | Угловое отклонение, градусы, mm | |||||||
Корневые н типа К | апильникы типа Н | Дрильбо- ры типа К | Пульпоэк страктор | Рашпили | Корневые напильники и дрильборэ! типа К | Корневые напильники типа Н | Пульпо экстракторы | Рашпили | |
008 | 5 | 5 | 5 | — | |||||
010 | 6 | 5 | 6 | — | — | — | |||
015 | 8 | 8 | 8 | — | — | ||||
020 | 18 | 12 | 12 | 5 | — | 180 | |||
025 | 30 | 20 | 20 | 6 | 8 | 360 | |||
030 | 45 | 35 | 35 | 8 | 10 | ||||
035 | 65 | 50 | 50 | 10 | 12 | 90 | |||
040 | 100 | 65 | 70 | 12 | 20 | 90 | |||
045 | 120 | 90 | 95 | — | 26 | 120 | |||
050 | 170 | 120 | 120 | 20 | 35 | ||||
056 | 160 | ||||||||
С 60 | 1) | 250 | 1) | 35 | — | \) | 90 | 90 | — |
070 | 350 | — | — | „__ |
u Минимальные значения для размеров, превышающих приведенные в таблице, не указаны Считается, что инструмент большего размера имеют достаточное сопротивление излому и угловое отклонение.
15 ГОСТ Р 50351.1—92
Испытание должно быть выполнено по п. 6.3.
Примечание Для других инструментов, используемых для лечения и обработки канала корня зуба, требования будут сформулированы дополнительно по мере накопления данных
4.3.2. Сопротивление изгибу
4.3.2.1. Корневые напильники, дрилъборы, пуль-поэкстракторы и рашпили
Значения сопротивления изгибу не должны быть выше указанных в табл. 11..
Таблица 11
Сопротивление изгибу
Обозначение номинального ра змера | Изгибающий момент, г | сl* , max | |||
Корневые типа К | напильники типа Н | Дрильборы типа К | Пульпоэк страктора | рашпили | |
008 | 20 | 20 | 20 | ||
010 | 25 | 20 | 25 | .— | — |
0L5 | 50 | 35 | 50 | — | — |
020 | 80 | 65 | 80 | 25 | — |
025 | 120 | 100 | 120 | 30 | 50 |
030 | 150 | 135 | 150 | 40 | 70 |
035 | 190 | 170 | 220 | 50 | 90 |
040 | 250 | 220 | 320 | 80 | 140 |
045 | 360 | 320 | 375 | — | 170 |
050 | 450 | 520 | 410 | 120 | 210 |
С 55 | 720 | . | |||
060 | 1) | 920 | 1) | 170 | — |
070 | 1220 | — | — |
1 > Максимальные значения для размеров, превышающих приведенные в таблице, не указаны. Считается, что инструменты большего размера имеют достаточную гибкость.
Испытание проводят по п. 6.4.
Примечание. Для других инструментов, используемых для лечения н обработки канала корня зуба, требования будут сформулированы дополнительно по мере накопления данных.
4.3.3. Сопротивление натяжению и кручению, надежность крепления ручки или хвостовика
Настоящее требование не распространяется на надежность крепления спиральных каналонаполнителей.
Крепление ручки или хвостовика с оперативной частью должно быть надежным и безопасным. Не должно быть какого-либо осевого перемещения инструмента относительно ручки или хвостовика и их скручйвания при кручении.
Испытание проводят по п. 6.5.
4.4. Химические требования
4.4.1. Сопротивление коррозии
На инструментах, изготовленных из нержавеющей стали, не должно быть никаких признаков коррозии. Инструменты, изготовленные из металла, не прошедшего специальную антикоррозионную обработку, не допускаются к применению.
Испытание проводят по п. 6.6.
4.4.2. Тепловое воздействие при стерилизации
На рабочей части инструментов должны отсутствовать какие-либо признаки ухудшения качества. При визуальном осмотре на ручках не должны обнаруживаться деформации или изменение цвета.
Испытание проводит по п. 6.7.
5. ОТБОР ОБРАЗЦОВ
Отбирают по 10 инструментов каждого типа и размера для установления соответствия:
а) сопротивление излому при кручении и угловое отклонение по п.'4.3.1;
б) сопротивление изгибу по п. 4.3.2.
Способ поставки образцов для испытания следует указать в протоколе испытаний.
Если все десять образцов прошли испытание, продукцию принимают. Если восемь (или менее) образцов прошли испытание, продукцию забраковывают. Если испытание прошли девять образцов, то дополнительно испытывают еще пять образцов.
При испытании пяти дополнительных образцов все пять должны пройти испытание для того, чтобы продукция была принята.
Для проверки других требований отбор образцов указан в соответствующих пунктах по испытаниям.
6. ИСПЫТАНИЯ
6.1. Визуальный осмотр
Для проверки соответствия установленным требованиям проводят визуальный осмотр при нормальной остроте зрения (если нет других указаний).
6.2. Измерения размеров
Длины, диаметры и конусность измеряют или рассчитывают с помощью проекционного прибора или другого оборудования эквивалентной точности, например измерительного прибора с круговой шкалой.
Конусность определяют путем расчета, используя действительные значения измеренных диаметров d2 и d$ или dy и *f2.
Конусность — разность между d2 и d3 или d{ и d2 деленная на длину конуса, Допуск по конусу проверяют исключительно с помощью допусков на указанные диаметры.
Размер заходной части рассчитывают из проекции конуса рабочей части на плоскость заходной части инструмента (базис), перпендикулярную к продольной оси (центральная линия) инструмента.
6.3. Сопротивление излому при кручении и угловое отклонение
6.3.1. Испытательная аппаратура
При испытании используют следующую аппаратуру:
а) низкоскоростной реверсивный редукторный двигатель, в котором поворот испытуемого образца происходит с интервалом 2 мин"1;
б) устройство для измерения крутящего момента, установленное на двух линейных шариковых направляющих;
в) патрон с тисками из мягкой латуни (70% меди и 30 % цинка) для зажима конца испытуемого образца на длину 3 мм коак-сиально с осью кручения;
г) раздельный усилитель и цифровой дисплей для регулирования работы двигателя и регистрации крутящего момента и углового отклонения;
д) патрон с тисками из закаленной стали для зажима хвостовика (стержня) испытуемого образца.
6.3.2. Проведение испытания
Ручки с помощью кусачек удаляют в месте их соединения со стержнем инструмента. Устройство для измерения крутящего момента выверяют по диапазону крутящего момента испытуемого образца. В патрон редукторного двигателя устанавливают испытуемый образец, оставляя максимум 1 мм неотшлифованного участка хвостовика (стержня) вне патрона.
Затягивают патрон. Медленно передвигают устройство для измерения крутящего момента вдоль линейных шариковых направляющих, пока конец испытуемого образца не войдет на 3 мм в латунные тиски (черт. 9). Проверяют, чтобы испытуемый образец был расположен прямо и в центре тисков (черт. 10). Затягивают патрон. Зажимание в тиски может вызвать предварительное напряжение испытуемого образца, поэтому необходимо включать редукторный двигатель до тех пор, пока цифровой дисплей или ленточный самописец не покажет ноль.
Удостоверившись в том, что двигатель установлен на вращение по часовой стрелке, если смотреть с торца хвостовика (стержня) испытуемого образца, устройство приводят в действие.
При поломке образца устройство должно прекратить работу. Значение крутящего момента и угловое отклонение записывают для каждого испытуемого образца.
Испытательный патрон
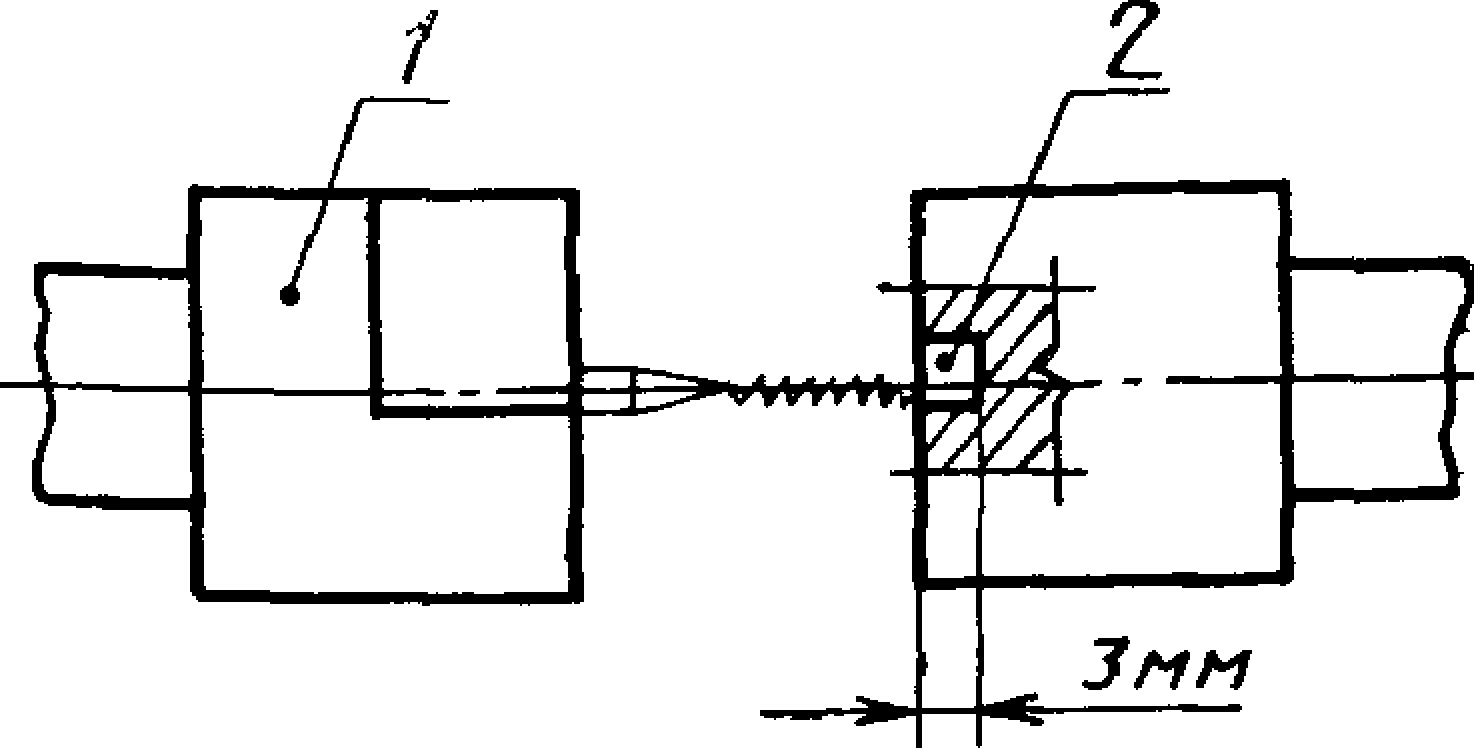
J — патрон; со стальными тисками, 2 — тиски из мягкой латуни
Черт. 9
Аппарат для испытания на кручение
1 2 3 4
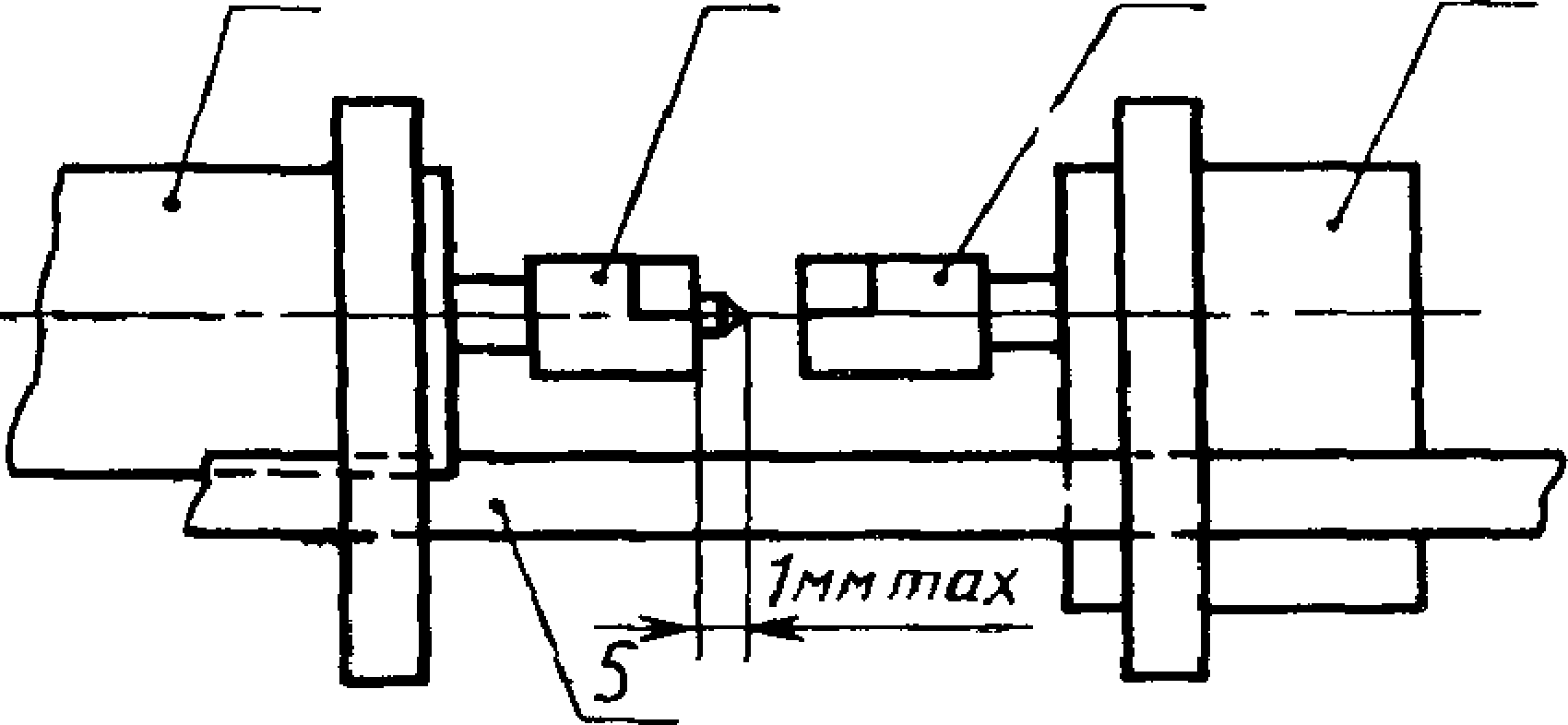
I — реверсивный редукторный двигатель, 2 — патрон с тисками из закаленной стлли, 3 — патрон с тисками из мягкой латуни, 4 — устройство для измерения крутящего момента, 5 — линейные шариковые направляющие
Черт. 10
6.4. Сопротивление изгибу
6.4.1, Аппаратура
Используют аппаратуру по п. 6.3.1 с модификацией зажимных тисков и изгибающего устройства или стопорного штифта, изображенных на черт 11. Усилитель должен устанавливаться на предварительно выбранное угловое отклонение 45°, которое является при испытании точкой остановки аппарата.
Аппарат для испытания на изгиб
1 3
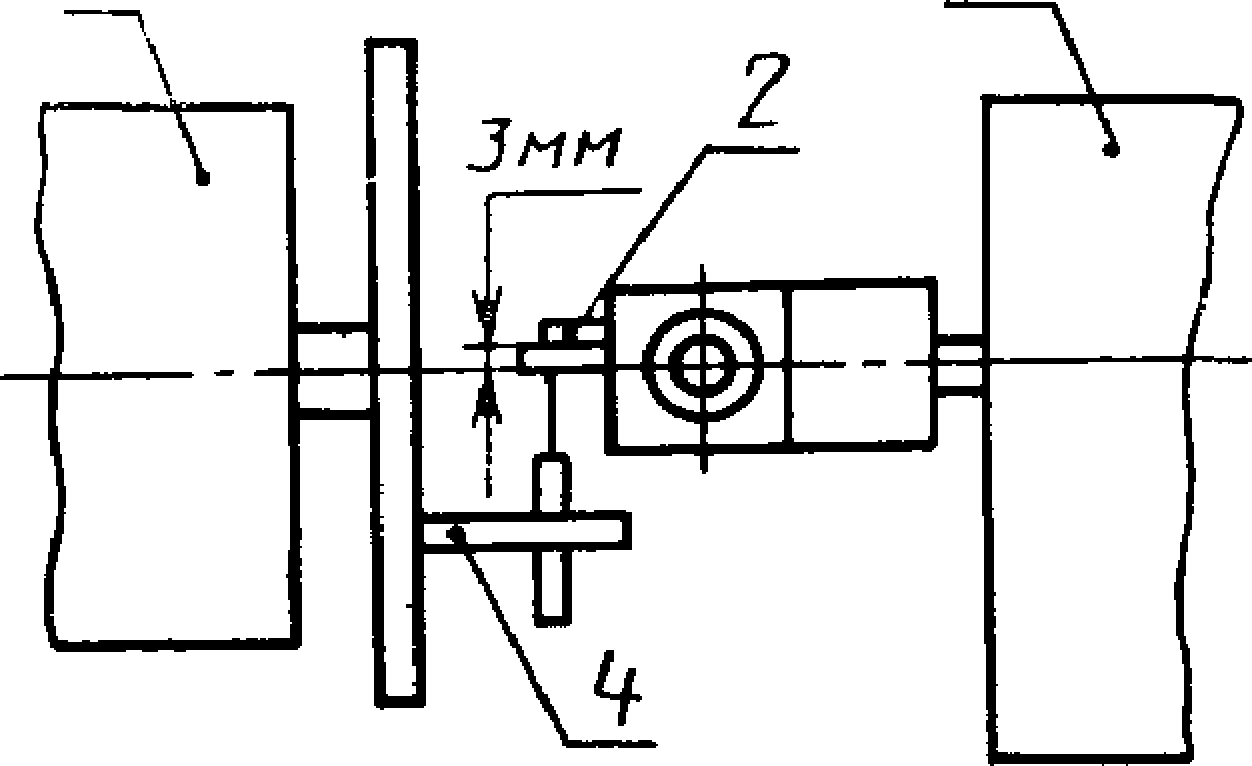
1 — реверсивный редукторный двигатель, 2 — стол, 3 — устройство для измерения крутящего момента, 4 — сто
порный штифт
Черт. 11
6.4.2. Проведение испытания
При помощи кусачек удаляют ручки в месте их соединения со* стержнем инструмента.
Аппарат устанавливают на остановку при угловом отклонении в 45°.
Патрон устанавливают на выходной вал устройства для измерения крутящего момента. Конец испытуемого образца устанавливают в тиски на глубину 3 мм перпендикулярно к оси редукторного двигателя. Затягивают патрон. Устанавливают стопорный штифт на диске редукторного двигателя. Двигают устройство для измерения крутящего момента вдоль линейных шариковых направляющих до тех пор, пока испытуемый образец не окажется над вращающимся штифтом. Двигатель постепенно поворачивают в нужном направлении до тех пор, пока стопорный штифт не коснется испытуемого образца. Следует убедиться в том, что дисплей показывает ноль. Включают устройство для измерения крутящего момента. При достижении углового отклонения 45° испытание прекращают. Для каждого испытанного образца на дисплее регистрируют испытательную нагрузку.
6.5. Сопротивление натяжению и кручению крепления ручки или хвостовика
Для испытания на натяжение отбирают в качестве образцов по пять инструментов каждого типа и размера; для испытания на кручение отбирают по пять других инструментов каждого типа и размера.
6.5.1. Сопротивление натяжению
Зажимают оперативную часть, оставив снаружи 3 мм стержня.
Ручку или хвостовик фиксируют для предотвращения осевого перемещения без ограничения свободы перемещения вставленного оперативного конца. Максимально прикладывают усилие 2,25 кг.
Измеряют и записывают длину оперативной части для определения наличия какого-либо осевого перемещения.
6.5.2. Сопротивление кручению
Укрепляют ручку или хвостовик в патроне устройства для измерения крутящего момента. Ручка или хвостовик должны быть зажаты вдоль участка за тордем вставленного стержня оперативной части. Вводят оперативную часть инструмента, оставляя снаружи 3 мм хвостовика. Скручивают инструмент при крутящем моменте 360 г*см.
Вращают устройство для измерения крутящего момента до тех пор, пока стержень инструмента не передвинется в пределах ручки или хвостовика, либо до тех пор, пока не будет получен минимальный крутящий момент. Следует отметить, что для стержня диаметром до 0,60 мм стержень может скручиваться до проскальзывания в пределах ручки или хвостовика.
6.6. Сопротивление коррозии
6.6.1. Отбор и подготовка образцов
В качестве образцов для каждого испытания используют пять инструментов каждого размера. Испытуемые образцы моют в воде с мылом, ополаскивают в горячей воде, погружают в 95 %-ный (по объему) этиловый или изопропиловый спирт (изопропанол, пропанол 2) и высушивают.
6.6.2. Проведение испытания
Испытуемые образцы подвергают одному из испытаний, описанных в пп. 6.6.2.1 и 6.6.2.2.
6.6.2.1. Испытание в растворе сернокислой м е-
д и
Раствор сернокислой меди приготовляют следующим образом:
4.0 г — пентагидрат сернокислой меди (II) (CuS04*5 Н20);
10.0 г — серной кислоты (H2S04p 1,84 г/мл);
90 мл — воды (Н20).
Погружают образцы на 6 мин в раствор сернокислой меди температурой (20±2) °С, затем вытирают их ветошью, смоченной в свежей воде. Для обнаружения следов коррозии (коричневые пятна) образцы осматривают при увеличении как минимум 5х.
6.6.2.2. Испытание в агарионовом геле
Агаровый гель приготовляют следующим образом:
0,2 г — гексацианоферрита калия (III) [KsFe(CN)6];
1.0 г — натрия (NaCi);
300 мл — воды (Н20);
1,5 г — агар-агар;
Агаровый гель наливают в прозрачный контейнер. Испытуемые образцы помещают в гель температурой (37±2) °С с промежутками между ними не менее 10 мм и на расстоянии 10 мм от края контейнера. Образцы погружают на 6 мин на глубину около 20 мм
и осматривают их для обнаружения коррозии (голубой осадок на поверхности образца), пока они находятся в геле.
6.7. Тепловое воздействие при стерилизации
6.7.1. Аппаратура
Паровой, автоклав и стерилизаторы-сухожары.
6.7.2. Проведение испытания
10 инструментов каждого размера укладывают в автоклаву (используя дистиллированную воду) на 20 мин при давлении 220 кПа (2,2 бар) и температуре (132±5) °С, а затем стерилизуют их в су-хожаре при температуре (180±5) °С в течение 120 мин.
7. ОБОЗНАЧЕНИЕ, МАРКИРОВКА И ИДЕНТИФИКАЦИЯ
7.1. Код для цветового обозначения
Ручка или хвостовики инструментов для лечения и обработки канала корня зуба должны быть обозначены цветами согласно табл. 12 или соответствующими сокращениями, указанными в табл. 13.
Примечание. В основу цветового обозначения положены шесть цветов от белого до черного. Такая последовательность повторяется для инструментов, имеющих больше шести размеров, за исключением тех случаев, когда указано до двух дополнительных размеров. Для этих случаев используют фиолетовый и серый азота в нисходящем поряддке
Из-за различия серий и типов инструментов невозможно вообще использовать один определенный цвет для обозначения какого-то одного диаметра инструмента для лечения и обработки канала корня зуба.
Для обозначения цветов могут быть использованы сокращения, указанные в табл. 13.
Цветовое обозначение
Таблица 12
Цветовое обозначение для
Обозначение номинального размера | напильников и дрнльборов типов Н и К | канало- наполни- телей | пульпо-экстракторов | рашпилей | дрнльборов типа В2 | зондов я ватных игл |
008 | Серый | 1 | ||||
010 | Фиолетовый | — | — | — | — | _ |
012 | — | — | — | — | — | Белый |
015 | Белый | — | — | — | — | Желтый |
017 | — | — | — | — | — | Красный |
020 | Желтый | — | Фиолетовый | — | — | Голубой |
025 | Красный | Красный | Белый | Белый | Фиолетовый | Зеленый |
030 | Голубой | Г од у бой | Желтый | Желтый | Черный |
Продолжение табл. 12
Обозначение номинального размера | Цгетовое обозначение для | |||||
нанкиьниноi и дрильборов типов Й к К | канало наполни телей | пульпоэк стракторов | рашпилей | |рильборов типа В2 | зондов и ватных игл | |
035 | Зеленый | Зеленый | Красный | Красный | Белый | |
040 | Черный | Черный | Голубой | Голубой | — | —- |
045 | Белый | — | —■ | Зеленый | Желтый | — |
050 | Желтый | — | Зеленый | Черный | — | .—■ |
056 | Красный | — | — | — | — | — |
060 | Голубой | — | Черный | — | Красный | ■— |
070 | Зеленый | — | — | — | — | .—. |
075 | — | *— | — | — | Голубой | — |
080 | Черный | ---- | г — | -__j _ | - — | г- |
090 | Белый | .— | — | Зеленый | — | |
I D0 | Желтый | — | — | — | — | — |
105 | — | — | —. | — | Черный | — |
ПО | Красный | — | — | — | — | — |
120 | Голубой | — | ■— | — | — | — |
130 | Зеленый | — | — | — | — | — |
МО | Черный | ■— | *— | — | — | — |
Таблица 13
Сокращения для обозначения цветов
Цвет | Сокращение |
Серый | gry |
Фиолетовый | pur |
Белый | wht |
Желтый | yefl |
Красный | red |
Голубой | blu |
Зеленый | grn |
Черный | Ык |
7.2. Дополнительные обозначения
В соответствии с табл. 14 должны быть использованы дополнительные обозначения:
а) инструменты для лечения и обработки канала корня зуба определенного типа должны быть маркированы кольцами и цифрами согласно табл. 14 в дополнение к цветовому коду по табл, 2—9.
б) для дрильборов типа В2 и каналонаполнителей в табл. 14 дано число колец для соответствующего обозначения номинального размера и конфигурации колец;
Таблица 14
Обозначение номинального размера | Обозначение кольцами | и цифрами | |||
дрил ьборов типа В2 | пульпоэк* стракторэв | рашпилей | каналоиа-полнителей | зондов | |
012 | 1 | ||||
015 | — | — | — | — | 2 |
017 | — | — | —- | — | 3 |
020 | — | 0 | — | — | 4 |
025 | — | 1 | I | I | 5 |
030 | —- | 2 | 2 | II | 6 |
035 | 1 | 3 | 3 | III | — |
040 | — | 4 | 4 | НИ | — |
045 | II | — | 5 | — | — |
050 | — | 5 | 6 | — | — |
060 | III | 6 | — | — | — |
075 | III I | — | — | — | — |
090 | III II | — | _ | — | — |
105 | III III | — | — | — | — |
о Для размеров ниже 100 первую цифру «0» допускается не использовать.
Напильник, тип Н
СИМВОЛЫ ДЛЯ ИДЕНТИФИКАЦИИ
Напильник, тип К
Дрильбор, тип К
Дрильбор, тип В1
О
Дрильбор тип В2
Пульпоэкст
рактор
Л
Рашпиль
Каналона-
полнитель
в) инструменты для лечений и обработки канала корнй зуба могут иметь дополнительную маркировку на ручке, обозначающую размер согласно табл. 1, а также идентификационный символ согласно черт, 12.
7.3. Идентификационные символы Идентификационные символы, используемые на ручке, упаковке, в каталогах изготовителей или стоматологической литературе, должны соответствовать черт. 12.
8. УПАКОВКА
Инструменты для обработки и лечения канала корня зуба поставляют по усмотрению изготовителя в комплекте или отдельными инструментами.
9. МАРКИРОВКА
На каждой упаковке должны быть нанесены следующие сведения:
а) тип инструмента, обозначение изделия;
б) длина оперативной части;
в) номинальный размер инструмента (для размеров менее 100 первая цифра «0» может не использоваться);
г) наименование изготовителя или поставщика;
д) дата упаковки (закодированная или в незашифрованном виде)
е) число инструментов в отдельной упаковке;
ж) материал оперативной части.
ПРИЛОЖЕНИЕ*
Обязательное
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ, ОТРАЖАЮЩИЕ СПЕЦИФИКУ
НАРОДНОГО хозяйства страны
4.2. Требования к размерам 4.2.2.1. Корневые напильники тина Н
Таблица 2
Обозначение i номинального размера | *1 ±0,025 | d 0,025 | Аз £0,025 | tx min | l 2 ±0,5 | ^4 | ЦветоЕОЙ код |
4.2.2.2. Корневые напильники | типа К | Таблица 3 | |||||
Обозначение номинального размера | Ах ±0,025 | А 2 ±0.025 | Аз хО,025 | и min | /е ±0,5 | и | Цзсто&ой КОД |
4.2.3.1. Дркльборы типа К
Таблица 4
Обозначение | А\ | А* | 1% m in | ||||
номинального размера | ±0,025 | ±0,025 | ±0%5 | 1 Z х0,5 | /* | Цветовой код |
4.2.7. Зонды и ватные иглы
Таблица 9
Обозначение номинального размера | Обозначение | ||||||
Ах ±0,04 | Аз так | ; _1,5 | It ±0,5 | 1ь min | и ±1,5 | Цвет | Номера |
* До 01.01.96.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 279 «Зубоврачебное дело»
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 14.10.92 № 1379
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 3630/1—90 «Инструменты стоматологические для лечения и обработки канала корня зуба. Часть 1. Корневые напильники, дрильборы, пульпоэкстракторы, рашпили, каналонаполнители, зонды и ватные иглы» с дополнительными требованиями, отражающими потребности народного хозяйства
3. Срок проверки — 1998 г., периодичность проверки — 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение отечественного НТД, на который дана ссылка | Обозначение соответствующего международного стандарта | Номер пункта, раздела |
ГОСТ 26634—91 | ИСО 1797—85 | 2; 3; 4.2.2.1; 4.2.2.2 ; 4.2.3.1; 4.2.3.2; 4.2.4; 4.2.6 |
ГОСТ Р 50350.1—92 | ИСО 6360/1—85 | 2 |
ГОСТ Р 50350.2—92 | ИСО 6360/2—85 | 2 |
ГОСТ 7.64—90 | ИСО 8601—88 | 2; 9 |
Редактор В. М. Лысенкина Технический редактор Г. А. Теребинкина Корректор О. Я- Чернецова
Сдано в наб. 24.11.92. Подп, в печ. 14.pi.93. Уел. п. л. 1,63. Уел. кр.-отт. 1,63.
Уч.-изд. д. 1..63. Тираж 194 экз.
Ордена «Знак Почета» Издательство стандартов, 107076, Москва, Колодезный пер , 14. Калужская типография стандартов, ул. Московская, 256. Зак, 2750
{kind=link}