ГОСТ Р 50569.2-94
Группа Р21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Инструменты стоматологические вращающиеся
АЛМАЗНЫЕ ИНСТРУМЕНТЫ. ДИСКИ
Общие технические требования и методы испытаний
Dental rotary instruments. Diamond instruments. Specifications. Test methods
ОКП 94 3375
Дата введения 1995-07-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 279 "Зубоврачебное дело"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 05.04.94 N 86
3 В настоящем стандарте полностью учтены все показатели и требования международного стандарта ИСО 7711-2-92 "Инструменты стоматологические вращающиеся. Алмазные инструменты. Часть 2. Диски"
4 ВВЕДЕН ВПЕРВЫЕ
0 ВВЕДЕНИЕ
Настоящий стандарт полностью соответствует международному стандарту ИСО 7711-2-92 "Инструменты стоматологические вращающиеся. Алмазные инструменты. Часть 2. Диски", подготовленному ТК 106 "Стоматология". Настоящий стандарт содержит требования к размерам дисков и другие дополнительные требования, отражающие специфику народного хозяйства России. Данные требования введены в основной текст стандарта.
Требования настоящего стандарта являются обязательными.
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на алмазные стоматологические плоские диски, предназначенные для обработки твердых тканей зуба, используемые с зубоврачебными наконечниками в клинических условиях (далее - диски), и устанавливает общие технические требования к дискам и методы их испытаний.
Стандарт не распространяется на алмазные круги, предназначенные для обработки зубных протезов.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.014-78 ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.302-88 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Правила приемки и методы контроля
ГОСТ 9206-80 Порошки алмазные. Технические условия
ГОСТ 19126-79* Инструменты медицинские металлические. Общие технические условия
______________
* На территории Российской Федерации действует ГОСТ 19126-2007, здесь и далее по тексту. - .
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 26634-91 Инструменты стоматологические вращающиеся. Хвостовики
ГОСТ Р 50350.2-92 Стоматологические вращающиеся инструменты. Система цифрового обозначения. Часть 2. Форма и виды исполнений
ГОСТ Р 50352-92 Инструменты стоматологические вращающиеся. Методы испытаний
ОСТ 42-21-2-85 Стерилизация и дезинфекция изделий медицинского назначения. Методы, средства и режимы
РМ 25.1-001-86 Устойчивость медицинских металлических инструментов к средствам дезинфекции, предстерилизационной очистке и стерилизации. Классификация. Выбор метода
3 ФОРМА И ИСПОЛНЕНИЕ ДИСКОВ
Форма и исполнение дисков должны соответствовать приведенным в таблице 1.
Таблица 1
Форма и исполнение | Рисунок | Номер рисунка по настоящему стандарту | Код по |
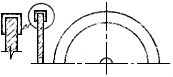
Диск с режущими боковой и прилегающими торцевыми поверхностями: |
| 321 | |
исполнение 1 - диск толщиной 0,15 мм; | 1 | ||
исполнение 2 - диск толщиной 0,20 мм; | 2 | ||
исполнение 3 - диск толщиной 0,30 мм; | 3 | ||
исполнение 4 - диск толщиной 0,55 мм | 4 | ||
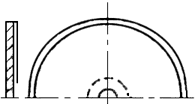
Диск с режущими боковой и проксимальной (обратной) торцевой поверхностями: |
| 328 | |
исполнение 1 - диск толщиной 0,20 мм; | 5 | ||
исполнение 2 - диск толщиной 0,45 мм | 6 | ||
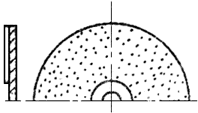
Диск с режущей дистальной (наружной) торцевой поверхностью |
| 7 | 331 |
Примечание - Допускается по согласованию с заказчиком изготовление дисков других исполнений по ГОСТ Р 50350.2 с учетом размеров, установленных настоящим стандартом | |||
4 УСЛОВНЫЕ ОБОЗНАЧЕНИЯ РАЗМЕРОВ
Условные обозначения размеров дисков указаны на рисунках 1-9:
- общий диаметр диска;
- диаметр части диска, не имеющей алмазного слоя;
- толщина диска с алмазным слоем;
- толщина диска без алмазного слоя;
- расстояние между проксимальной (обратной) стороной диска и головкой наконечника.
5 РАЗМЕРЫ
5.1 Размеры дисков исполнений 1-4 с режущими боковой и прилегающими торцевыми поверхностями должны соответствовать значениям, приведенным в таблицах 2-5.
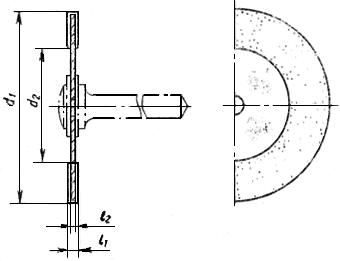
Рисунок 1
Таблица 2 - Размеры дисков исполнения 1
В миллиметрах
Номинальный размер |
|
| ||||
размер | пред. откл. | размер | пред. откл. | |||
140 | 14 | +0,4 | 10 | ±0,3 | 0,15 | 0,05 |
160 | 16 | 10 | ||||
180 | 18 | 12 | ±0,5 | |||
200 | 20 | 14 | ||||
220 | 22 | 16 | ||||
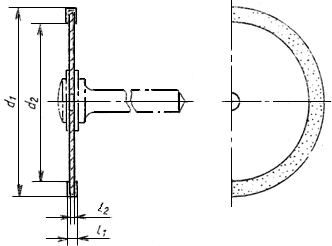
Рисунок 2
Таблица 3 - Размеры дисков исполнения 2
В миллиметрах
Номинальный размер |
| ||||
размер | пред. откл. | размер | пред. откл. | ||
160 | 16 | +0,4 | 13 | ±0,3 | 0,20 |
200 | 20 | 16 | ±16 | ||
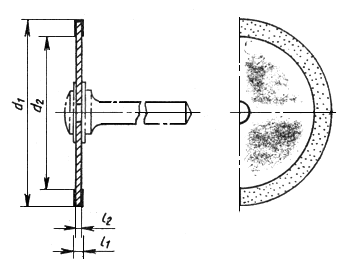
Рисунок 3
Таблица 4 - Размеры дисков исполнения 3
В миллиметрах
Номинальный размер |
|
|
| ||
размер | пред. откл. | ||||
160 | 16 | +0,4 | 13 | 0,30 | 0,10 |
180 | 18 | 15 | |||
200 | 20 | 17 | |||
220 | 22 | 19 | |||
250 | 25 | 21 | |||
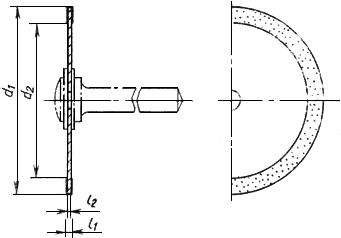
Рисунок 4
Таблица 5 - Размеры дисков исполнения 4
В миллиметрах
Номинальный размер |
|
|
| ||
размер | пред. откл. | ||||
160 | 16 | ±0,4 | 13 | 0,55 | 0,30 |
180 | 18 | 15 | |||
200 | 20 | 17 | |||
220 | 22 | 19 | |||
250 | 25 | 21 | |||
5.2 Размеры дисков исполнений 1-2 с режущими боковой и проксимальной (обратной) торцевой поверхностями должны соответствовать значениям, приведенным в таблицах 6-7.
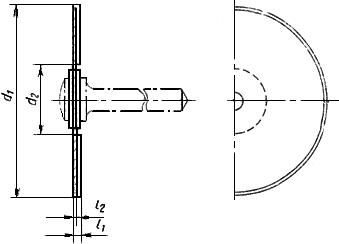
Рисунок 5
Таблица 6 - Размеры дисков исполнения 1
В миллиметрах
Номинальный размер |
|
|
| ||
размер | пред. откл. | ||||
160 | 16 | +0,4 | 7,0 | 0,20 | 0,10 |
180 | 18 | ||||
200 | 20 | ||||
220 | 22 | ||||
250 | 25 | ||||
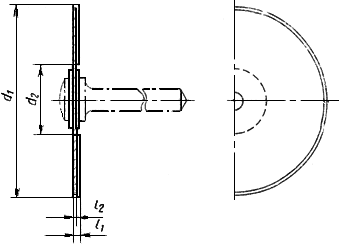
Рисунок 6
Таблица 7 - Размеры дисков исполнения 2
В миллиметрах
Номинальный размер |
|
|
| ||
размер | пред. откл. | ||||
180 | 18 | +0,4 | 0,7 | 0,45 | 0,30 |
200 | 20 | ||||
220 | 22 | ||||
250 | 25 | ||||
5.3 Размеры диска с режущей дистальной (наружной) торцевой поверхностью должны соответствовать значениям, приведенным в таблице 8.
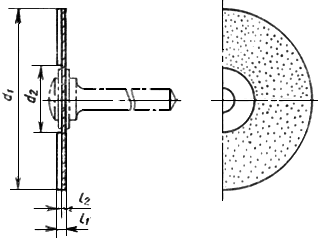
Рисунок 7
Таблица 8
В миллиметрах
Номинальный размер |
| ||||
размер | пред. откл. | размер | пред. откл. | ||
160 | 16 | +0,4 | 8 | ±0,5 | 0,20 |
200 | 20 | ||||
5.4 Диаметр отверстий дисков должен быть (1,6+0,05) мм или (1,8+0,05); (2+0,05) мм по усмотрению завода-изготовителя.
5.5 Присоединительная длина хвостовика дискодержателя для обеспечения радиального биения, установленного настоящим стандартом, и предотвращения сгибания дискодержателей должна соответствовать приведенной в таблице 9.
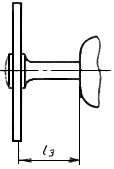
Рисунок 8
Таблица 9
В миллиметрах
Тип хвостовика по ГОСТ 26634 |
|
1 | 10 |
2 | 15 |
6 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
6.1 Характеристики (свойства)
6.1.1 Диски следует изготовлять в соответствии с требованиями настоящего стандарта, ГОСТ 19126, по технической документации, утвержденной в установленном порядке.
6.1.2 Радиальное биение корпуса диска относительно посадочной поверхности не должно превышать 0,15 мм.
6.1.3 Средний ресурс до списания должен быть не менее 65 мин машинного времени.
За критерий предельного состояния принимается полная потеря абразивной способности или поломка инструмента.
6.1.4 Диски должны быть устойчивы к многократному циклу обработки, состоящему из:
- дезинфекции в тройном растворе, воздушным методом или методом кипячения;
- предстерилизационной очистки в растворе моющего препарата типа "Биолот";
- стерилизации воздушным методом.
Цикл обработки должен быть проведен в соответствии с методами, средствами и режимами по ОСТ 42-21-2.
6.1.5 Алмазный порошок на рабочей поверхности диска должен быть распределен равномерно.
6.1.6 На рабочей части диска не допускается отслаивание алмазного слоя.
6.1.7 На рабочей части диска не допускаются наросты, видимые при увеличении 10.
6.1.8 Заращенность алмазных зерен связкой должна быть 65-75% размера зерна основной фракции по ГОСТ 9206.
6.1.9 В технических условиях на диски дополнительно к требованиям, установленным настоящим стандартом, должны быть нормированы следующие требования:
1) масса диска;
2) шероховатость поверхности диска, не имеющая алмазного слоя;
3) твердость;
4) плотность распределения алмазных зерен на 1 мм рабочей поверхности;
5) зернистость алмазного порошка;
6) марка стали, связки, алмазного порошка;
7) материал потребительской тары.
6.2 Требования к сырью, материалам, покупным изделиям
6.2.1 Корпус диска должен быть изготовлен из нержавеющей стали, предел текучести которой должен соответствовать нормам, указанным в таблице 10.
Таблица 10
Форма и исполнение диска | Предел текучести, Н/(мм |
Диск с режущими боковой и прилегающими торцевыми поверхностями: | |
исполнение 1 | 1000 |
исполнение 2 | 1000 |
исполнение 3 | 1000 |
исполнение 4 | 800 |
Диск с режущими боковой и проксимальной (обратной) торцевой поверхностями: | |
исполнение 1 | 1000 |
исполнение 2 | 800 |
Диск с режущей дистальной (наружной) торцевой поверхностью | 1000 |
6.2.2 На рабочую поверхность дисков должно быть нанесено покрытие из алмазного порошка по ГОСТ 9206.
6.3 Комплектность
6.3.1 Диски следует поставлять вместе с дискодержателями. Допускается по согласованию с заказчиком поставка дисков без дискодержателя.
6.4 Маркировка - по ГОСТ 19126.
6.4.1 Дополнительно к требованиям ГОСТ 19126 на каждой потребительской таре должны быть указаны:
1) наименование типа диска;
2) толщина диска;
3) количество дисков;
4) надпись "Сделано в России".
6.4.2 На групповой таре должны быть указаны:
1) наименование диска;
2) толщина диска;
3) количество дисков;
4) номер технических условий;
5) дата выпуска.
6.5 Упаковка - по ГОСТ 19126.
6.5.1. Перед упаковкой диски должны быть обезжирены и законсервированы по ГОСТ 9.014 для условий хранения Л, ВЗ-0, ВУ-1.
Предельный срок защиты без переконсервации - 5 лет.
6.5.2 Диски в количестве 10 шт. одного типоразмера должны быть уложены в пластмассовый футляр, изготовленный по чертежам предприятия-изготовителя, утвержденным в установленном порядке.
6.5.3 Пластмассовые футляры с дисками одного типоразмера должны быть уложены в количестве, кратном пяти, в картонные коробки, изготовленные по чертежам предприятия-изготовителя, утвержденным в установленном порядке.
7 МЕТОДЫ КОНТРОЛЯ
7.1 Методы контроля - по ГОСТ 19126 и настоящему стандарту.
7.2 Проверку размеров (5.1; 5.2; 5.3; 5.4; 5.5) проводят по ГОСТ Р 50352.
7.3 Проверку радиального биения (6.1.2) проводят по ГОСТ Р 50352.
7.4 Проверку среднего ресурса (6.1.3) проводят по техническим условиям.
7.5 Проверку устойчивости дисков к циклу обработки (6.1.4), состоящему из дезинфекции, предстерилизационной очистки, стерилизации, проводят по РМ 25.1-001. Режим - по ОСТ 42-21-2.
После трех циклов испытаний на поверхности дисков, не имеющих алмазного слоя, не допускается наличие следов коррозии, отслаивание алмазного слоя.
7.6 Проверку равномерности распределения алмазного слоя на рабочей поверхности диска (6.1.5) проводят с помощью микроскопа МБС-2 путем определения плотности распределения алмазных зерен на площади 1 мм рабочей поверхности, при этом на контролируемые участки накладывают трафарет с квадратным отверстием, длина стороны которого (1+0,1) мм. Проверка должна быть проведена не менее чем в трех точках.
7.7 Проверку недопустимости отслаивания алмазного слоя (6.1.6) проводят по ГОСТ 9.302.
7.8 Проверку недопустимости наростов на рабочей части диска (6.1.7) проводят визуально с помощью лупы по ГОСТ 25706. Наросты алмазного слоя, видимые при увеличении 10, не допускаются.
7.9 Проверку заращенности алмазных зерен связкой (6.1.8) проводят с помощью микроскопа, измеряя параметры проекции зерен основной фракции.
7.10 Проверку материалов (6.2.1; 6.2.2) проводят при входном контроле по ГОСТ 24297 по сертификатам заводов-изготовителей.
7.11 Проверку комплектности, маркировки, упаковки (6.3; 6.4; 6.5) проводят визуально.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1994
{kind=link}