ГОСТ Р ИСО 7787-2-2012
Группа Р21
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИНСТРУМЕНТЫ СТОМАТОЛОГИЧЕСКИЕ ВРАЩАЮЩИЕСЯ
Фрезы
Часть 2
Карбидные лабораторные фрезы
Dental rotary instruments. Cutters. Part 2. Carbide laboratory cutters
ОКС 11.060.20
Дата введения 2013-06-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Государственным унитарным предприятием Республики Татарстан "Всероссийский научно-исследовательский проектный институт медицинских инструментов" (ГУП РТ "ВНИПИМИ") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 14 "Медицинские инструменты", Управлением технического регулирования и стандартизации Федерального агентства по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 июля 2012 г. N 165-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 7787-2:2000* "Инструменты стоматологические вращающиеся. Фрезы. Часть 2. Карбидные лабораторные фрезы" (ISO 7787-2:2000 "Dental rotary instruments - Cutters - Part 2: Carbide laboratory cutters").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р 50348.2-92 (ИСО 7787-2-84)
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
ИСО 7787 состоит из следующих частей под общим наименованием "Стоматологические вращающиеся инструменты. Фрезы":
- Часть 1: Стальные зуботехнические фрезы;
- Часть 2: Карбидные зуботехнические фрезы;
- Часть 3: Карбидные зуботехнические фрезы для токарных станков;
- Часть 4: Миниатюрные карбидные зуботехнические фрезы.
Следует обратить внимание на ИСО 6360, в котором установлена 15-значная цифровая система кодирования для идентификации стоматологических вращающихся инструментов всех типов.
1 Область применения
В настоящем стандарте установлены размерные и другие характеристики для 11 видов наиболее широко применяемых карбидных фрез, которые преимущественно используются в зуботехнической лаборатории.
Примечание - Стальные зуботехнические фрезы подробно рассмотрены в ИСО 7787-1. Карбидные зуботехнические фрезы для токарных станков подробно рассмотрены в ИСО 7787-3. Миниатюрные карбидные зуботехнические фрезы подробно рассмотрены в ИСО 7787-4.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*. Для датированных ссылок применяются только указанные издания. Для недатированных ссылок применяют самые последние издания (включая любые изменения и поправки).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 1797-1 Стоматологические вращающиеся инструменты. Хвостовики. Часть 1. Схемы отбора образцов (ISO 1797-1, Dental rotary instruments - Shanks - Part 1: Shanks made of metals)
ИСО 2859-1 Процедуры отбора образцов, индексированные по уровню качества для приемки (AQL) для инспекции по партиям (ISO 2859-1, Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptable quality level (AQL) for lot-by-lot inspection)
ИСО 6360-1 Стоматологические вращающиеся инструменты. Цифровая система кодирования. Часть 1. Общие характеристики (ISO 6360-1, Dental rotary instruments - Number coding system - Part 1: General characteristics Bilingual edition)
ИСО 6360-2 Стоматологические вращающиеся инструменты. Цифровая система кодирования. Часть 2. Формы и конкретные характеристики (ISO 6360-2, Dental rotary instruments - Number coding system - Part 2: Shape and specific characteristics Bilingual edition)
ИСО 8325 Стоматологические вращающиеся инструменты. Методы испытаний (ISO 8325, Dental rotary instruments - Test methods)
3 Классификация
Зуботехнические фрезы классифицируют в соответствии с материалом, используемым для изготовления рабочей части, например стальные зуботехнические фрезы или карбидные зуботехнические фрезы. Стальные зуботехнические фрезы подробно рассмотрены в ИСО 7787-1. В ИСО 7787-3 и ИСО 7787-4 подробно рассмотрены карбидные зуботехнические фрезы.
4 Символы
В настоящем стандарте применены следующие символы:
- диаметр головки;
- длина головки;
- угол рабочей части.
5 Требования
5.1 Материалы
Рабочая часть должна быть изготовлена из карбида вольфрама. Выбор типа карбида вольфрама и способа его обработки - по усмотрению изготовителя.
5.1.1 Хвостовик
Материал хвостовика должен удовлетворять требованиям ИСО 1797-1.
5.2 Формы
Формы рабочей части должны быть тонкими, как показано на рисунках 1-11.
Изменения форм допускаются в пределах указанных размеров и характеристик, используемых в наименованиях подпунктов.
Испытания проводят в соответствии с 6.1.
5.3 Размеры и число режущих кромок
5.3.1 Рабочая часть
5.3.1.1 Общие положения
Размеры рабочей части должны соответствовать указанным на рисунках 1-11 соответственно и приведенным в таблицах 1-11 соответственно.
Число режущих кромок должно соответствовать указанному в таблице 12.
Испытания проводят в соответствии с 6.2.
5.3.1.2 Сферическая круглая головка
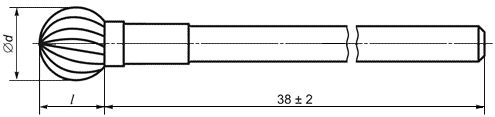
Рисунок 1
Таблица 1
В миллиметрах
Обозначение номинального диаметра (номинальный размер) |
|
|
040 | 4 | 3,5 |
050 | 5 | 4,5 |
060 | 6 | 5,5 |
5.3.1.3 Усеченно-конусная, перевернутая головка
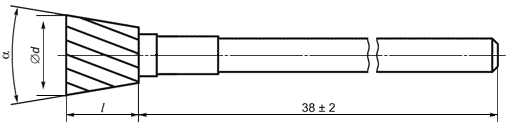
Рисунок 2
Таблица 2
Размеры в миллиметрах
Обозначение номинального диаметра |
|
|
|
060 | 6 | 5,5 | От 8° до 12° |
5.3.1.4 Цилиндрическая головка
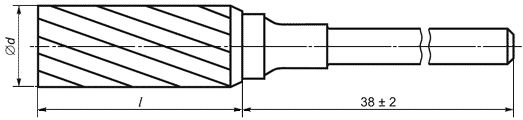
Рисунок 3
Таблица 3
В миллиметрах
Обозначение номинального диаметра (номинальный размер) |
|
|
060 | 6 | 13,0 |
5.3.1.5 Цилиндрическая полусферическая головка
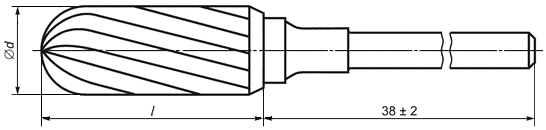
Рисунок 4
Таблица 4
В миллиметрах
Обозначение номинального диаметра (номинальный размер) |
|
|
060 | 6 | 13,0 |
070 | 7 | 13,0 |
5.3.1.6 Усеченно-конусная, куполообразная головка
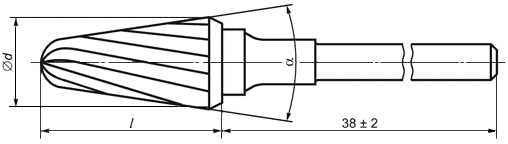
Рисунок 5
Таблица 5
Размеры в миллиметрах
Обозначение номинального диаметра |
|
|
|
040 | 4 | 8,0 | От 14° до 18° |
050 | 5 | 10,0 | |
060 | 6 | 11,0 | |
070 | 7 | 13,0 |
5.3.1.7 Округленная конусная головка
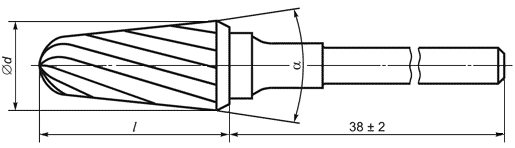
Рисунок 6
Таблица 6
Размеры в миллиметрах
Обозначение номинального диаметра |
|
|
|
040 | 4 | 13,0 | От 10° до 14° |
050 | 5 | 13,0 | |
060 | 6 | 13,0 | |
070 | 7 | 14,0 |
5.3.1.8 Почкообразная заостренная головка
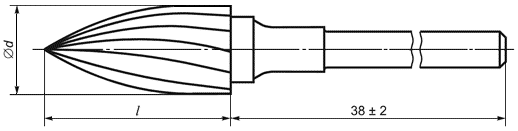
Рисунок 7
Таблица 7
В миллиметрах
Обозначение номинального диаметра (номинальный размер) |
|
|
050 | 5 | 10,0 |
060 | 6 | 12,0 |
5.3.1.9 Параболоидная головка
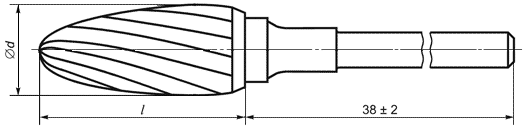
Рисунок 8
Таблица 8
В миллиметрах
Обозначение номинального диаметра (номинальный размер) |
|
|
060 | 6 | 14,0 |
070 | 7 | 14,0 |
5.3.1.10 Усеченно-конусная головка
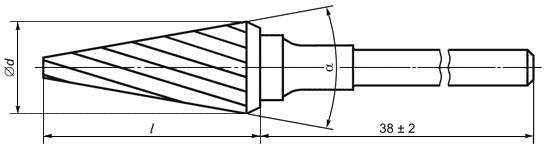
Рисунок 9
Таблица 9
Размеры в миллиметрах
Обозначение номинального диаметра |
|
|
|
060 | 6 | 14,0 | От 18° до 22° |
5.3.1.11 Удлиненная эллипсоидная головка
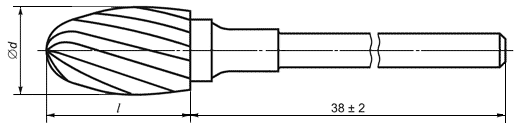
Рисунок 10
Таблица 10
В миллиметрах
Обозначение номинального диаметра (номинальный размер) |
|
|
060 | 6 | 10,0 |
5.3.1.12 Грушевидная головка
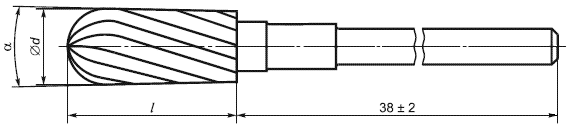
Рисунок 11
Таблица 11
Размеры в миллиметрах
Обозначение номинального диаметра |
|
|
|
050 | 5 | 10,0 | От 14° до 28° |
060 | 6 | 11,0 | |
070 | 7 | 12,0 |
5.3.2 Хвостовик
Хвостовик должен быть типа 2, как предусмотрено в ИСО 1797-1.
5.4 Зубья
Зубья инструментов на рисунках 1-11 показаны только в качестве примеров. Выбор зубьев оставлен на усмотрение изготовителя. Для обозначения зубьев см. раздел 8 и таблицу 12.
Испытания проводят в соответствии с 6.3.
5.5 Биение
Общее указанное биение не должно превышать 0,08 мм. Испытания проводят в соответствии с 6.4.
6 Процедуры испытаний
6.1 Формы
Формы определяют путем использования затененного экрана со шкалой либо измерением соответствующих размеров в соответствии с ИСО 8325.
6.2 Размеры и число режущих кромок
Число режущих кромок определяют путем визуального осмотра.
6.3 Зубья
Тип зубьев определяют путем визуального осмотра.
6.4 Биение
Биение определяют в соответствии с ИСО 8325.
Точка измерения должна быть расположена в наибольшем диаметре рабочей части, а для цилиндрических фрез - в середине рабочей части.
7 Отбор образцов и уровень приемки (AQL)
Приемлемый уровень качества должен быть в соответствии с ИСО 2859-1 и должен соответствовать 6.5.
8 Обозначение зубьев и число режущих кромок
Зубья должны быть обозначены путем представления любого из следующих видов информации либо любой их комбинацией:
a) описательным термином, как указано в таблице 12;
b) его аббревиатурой, как указано в таблице 12;
c) цветом, как указано в таблице 12;
d) кодовым номером, как указано в соответствующей части ИСО 6360.
Число режущих кромок должно быть таким, какое указано в таблице 12.
Таблица 12 - Обозначение зубьев и число режущих кромок
Обозначение зубьев | Число режущих кромок | |||||||||
Термин | Аббре- | Цвет | 040 | 050 | 060 | 070 | ||||
вправо | влево | вправо | влево | вправо | влево | вправо | влево | |||
Очень мелкий | VF | Желтый | ||||||||
VFX | ||||||||||
Мелкий | F | Красный | ||||||||
FX | 20-25 | 15-20 | 25-27 | 18-24 | 27-32 | 20-26 | 30-33 | 23-29 | ||
Средний | М | Синий | 12-18 | 16-20 | 20-25 | 17-25 | ||||
MX | 12-18 | 8-14 | 16-20 | 10-16 | 20-22 | 12-18 | 22-24 | 14-20 | ||
Грубый | С | Зеленый | 10-12 | 10-14 | 12-16 | |||||
СХ | 8-12 | 6-8 | 10-12 | 6-10 | 12-14 | 7-11 | 14-16 | 9-14 | ||
Очень грубый | VC | Черный | 8-10 | 10-12 | ||||||
VCX | 6-8 | 4-5 | 8-10 | 4-6 | 8-10 | 4-6 | 8-12 | 6-8 | ||
Примечание - Пустые ячейки указывают на фрезы, которые не существуют в настоящее время. | ||||||||||
9 Маркировка на инструменте
Маркировка на карбидных зуботехнических фрезах может содержать информацию относительно зубьев. Если применяется маркировка, она должна быть выполнена в соответствии со спецификацией раздела 8. Маркировка по цвету должна быть нанесена позади рабочей части, за пределами посадочной длины.
10 Ярлык на упаковке
Ярлык на упаковке должен содержать следующую информацию:
- наименование или товарный знак изготовителя;
- материал рабочей части;
- тип хвостовика в соответствии с ИСО 1797-1;
- номер формы в соответствии с ИСО 6360-2;
- номинальный диаметр;
- идентификацию зубьев;
- номер партии.
Информация должна быть предпочтительно дана в соответствии с ИСО 6360.
11 Упаковка
Карбидные зуботехнические фрезы должны быть упакованы по усмотрению изготовителя.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 6360-1:2004 | IDT | ГОСТ Р ИСО 6360-1-2012 "Стоматология. Система цифрового кодирования вращающихся инструментов. Часть 1. Общие требования" |
ИСО 6360-2:2004 | IDT | ГОСТ Р ИСО 6360-2-2012 "Стоматология. Система цифрового кодирования вращающихся инструментов. Часть 2. Формы" |
ИСО 8325:2004 | IDT | ГОСТ Р ИСО 8325-2010 "Инструменты стоматологические вращающиеся. Методы испытаний" |
ИСО 2859-1:1999 | IDT | ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества" |
ИСО 1797-1 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Электронный текст документа
и сверен по:
, 2013
{kind=link}