ГОСТ Р ИСО 6873-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Стоматология
ГИПСОВЫЕ МАТЕРИАЛЫ
Технические требования и методы испытаний
Dentistry. Gypsum products. Technical requirements and test methods
ОКС 11.060.10
Дата введения 2021-05-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением "Центральный научно-исследовательский институт стоматологии и челюстно-лицевой хирургии" Министерства здравоохранения Российской Федерации (ФГБУ "ЦНИИСиЧЛХ" Минздрава России) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 279 "Стоматология"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 августа 2020 г. N 456-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 6873:2013* "Стоматология. Гипсовые материалы" (ISO 6873 "Dentistry - Gypsumproducts", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт классифицирует стоматологические гипсовые материалы в зависимости от их назначения: для получения оттисков с твердых и мягких тканей полости рта, форм, слепков, штампиков, моделей, цоколей моделей и для фиксации моделей в артикуляторе.
Настоящий стандарт устанавливает технические требования и методы испытаний стоматологических гипсовых материалов.
Настоящий стандарт устанавливает требования к маркировке, упаковке и инструкции по применению.
Настоящий стандарт не применяется для стоматологических костных трансплантатов, состоящих из полугидрата сульфата кальция (или гипса).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 1302, Geometrical Product Specifications (GPS) - Indication of surface texture in technical product documentation [Геометрические характеристики изделий (GPS). Индикация текстуры поверхности в технической документации на изделие]
ISO 1942, Dentistry - Vocabulary (Стоматология. Словарь)
ISO 3696:1987, Water for analytical laboratory use - Specification and test methods (Вода для аналитического лабораторного использования. Спецификация и методы испытаний)
ISO 8601, Data elements and interchange formats - Information interchange - Representation of dates and times (Элементы даты и форматы обмена. Обмен информацией. Представление дат и времен)
ISO 15223-1, Medical devices - Symbols to be used with medical device labels, labelling and information to be supplied - Part 1: General requirements (Медицинские изделия. Символы, используемые на этикетках, маркировке и в представляемой информации на медицинское изделие. Часть 1. Основные требования)
3 Термины и определения
В настоящем стандарте применены термины по ISO 1942, а также следующий термин с соответствующим определением:
3.1 гипсовый материал (gypsumproduct): Стоматологический материал, состоящий из полугидрата сульфата кальция и любых необходимых модификаторов.
Примечание 1 - Краситель и ароматизатор, если применяются, также относятся к модификаторам.
4 Классификация
Настоящий стандарт классифицирует стоматологические гипсовые материалы на пять типов следующим образом:
a) тип 1 - стоматологический гипсовый материал для оттисков;
b) тип 2 - стоматологический гипсовый материал для фиксации моделей в артикуляторе (класс 1) и для моделей (класс 2);
c) тип 3 - стоматологический высокопрочный гипсовый материал для моделей;
d) тип 4 - стоматологический сверхпрочный гипсовый материал (высокая прочность, низкое расширение) для моделей, штампиков, цоколей моделей, заготовок для CAD-/CAM-системы;
e) тип 5 - стоматологический сверхпрочный гипсовый материал (высокая прочность, высокое расширение) для моделей, если требуется высокое расширение для компенсации усадки материалов, применяемых на этапах изготовления стоматологических протезов.
5 Технические требования
5.1 Внешний вид
Порошок должен быть без комков и посторонних включений. Испытания проводят по 7.1.
При замешивании по инструкции производителя гипсовый материал должен быть однородным.
5.2 Текучесть во время заливки (только для гипсового материала типа 1)
При испытании по 7.2 при времени заливки 1,25 мин текучесть материалов типа 1 должна быть равна 70 мм или более.
5.3 Время затвердевания
При испытании по 7.3 время затвердевания гипсового материала типа 1 должно быть от 2,5 до 5,0 мин. Для остальных типов материала время затвердевания должно быть в пределах 20% от значения времени затвердевания, указанного производителем в h) 8.2.1 или в h) 8.2.2.
5.4 Линейное расширение при затвердевании
При испытании по 7.4 линейное расширение при затвердевании через 2 ч должно быть в пределах, указанных в таблице 1.
Таблица 1 - Линейное расширение при затвердевании и прочность при сжатии
Тип | Линейное расширение при затвердевании, % | Прочность при сжатии, МПа | ||||
2 ч | 24 ч | 1 ч | ||||
мин. | макс. | мин. | макс. | мин. | макс. | |
1 | 0,00 | 0,15 | - | - | 4 | 8 |
2 (класс 1) | 0,00 | 0,05 | - | - | 9 | - |
2 (класс 2) | 0,06 | 0,3 | - | - | 9 | - |
3 | 0 | 0,2 | - | - | 20 | - |
4 | 0 | 0,15 | 0 | 0,18 | 35 | - |
5 | 0,16 | 0,3 | - | - | 35 | - |
5.5 Излом (только для гипсового материала типа 1)
При испытании по 7.5 гипсовый материал для оттиска типа 1 должен разламываться на две части, которые при складывании принимают размер и форму начального образца.
5.6 Прочность при сжатии
При испытании по 7.6 значения прочности при сжатии должны соответствовать требованиям, указанным в таблице 1.
5.7 Воспроизведение деталей
Гипсовые материалы типов 1 и 2: при испытании по 7.7 должны воспроизводить канавку c, указанную на рисунке 6.
Гипсовые материалы типов 3, 4 и 5: при испытании по 7.7 должны воспроизводить канавку a, указанную на рисунке 6.
6 Испытания. Общие требования
6.1 Отбор образцов
Образцы гипсового материала для испытаний должны быть отобраны от одной производственной партии, предназначенной для розничной продажи, с действующим сроком годности [см. перечисление b) 8.2.1 или b) 8.2.2]. Не используют порошок из предварительно открытых, поврежденных и разорванных контейнеров.
6.2 Условия проведения испытаний
Подготовку к испытаниям и испытания стоматологического гипсового материала проводят при температуре окружающей среды (23±2)°С и относительной влажности воздуха (50±10)%. Аппаратура и инструменты, используемые для испытаний, должны быть сухие, чистые, без частиц гипса.
Перед началом испытаний следует выдержать гипсовый материал и испытательное оборудование при температуре испытания в течение времени, достаточного для достижения этой температуры.
Примечание - Рекомендуется минимальный срок выдержки 15 ч.
6.3 Смешивание
Смешивание компонентов проводят методом (ручным или механическим), указанным в инструкции производителя (см. 8.3), используя воду, соответствующую требованиям ИСО 3696, степень 3.
7 Методы испытаний
7.1. Внешний вид
Проверку соответствия образцов требованиям 5.1, 5.5 и 5.7 проводят визуально при отсутствии указаний по 7.7. Проверку соответствия упаковки, маркировки и инструкции производителя проводят по разделу 8.
7.2 Текучесть во время заливки (только для гипсового материала типа 1)
7.2.1 Аппаратура
7.2.1.1 Цилиндрическая форма, чистая и сухая, длиной (50,0±0,1) мм и внутренним диаметром (35,0±0,1) мм, изготовленная из коррозионно-стойкого неабсорбирующего материала.
7.2.1.2 Стеклянная пластина, чистая, сухая и гладкая, с длиной боковых сторон не менее 100 мм.
7.2.1.3 Устройство для измерения в диапазоне от 35 до 100 мм с точностью до миллиметра наибольшего и наименьшего диаметров расплыва смеси.
7.2.2 Метод испытания
Помещают стеклянную пластину на поверхность, свободную от вибрации. Устанавливают форму вертикально в центр пластины.
Добавляют (100±0,1) г испытуемого порошка к рекомендуемому производителем количеству воды с точностью 0,1 мл [см. ИСО 3696, степень 3] и смешивают согласно 6.3. Полностью заполняют форму и выравнивают уровень смеси с верхними краями формы.
Через промежуток времени 1,25 мин от начала смешивания вертикально поднимают форму с пластины со скоростью приблизительно 10 мм/с и дают смеси осесть или расплыться по пластине. Через 1 мин после поднятия формы измеряют больший и меньший диаметры осевшего материала с точностью до 1 мм. Записывают среднее арифметическое значение этих двух диаметров как значение текучести во время заливки.
7.2.3 Оценка результатов
Испытания проводят два раза. Если оба результата соответствуют требованиям 5.2, то гипсовый материал соответствует требованиям текучести.
Если результаты не удовлетворяют требованиям 5.2, то материал бракуют. Если один из двух результатов соответствует требованиям текучести, то испытания проводят еще три раза. Если среднее арифметическое значение результатов трех испытаний соответствует требованиям 5.2, то материал считают выдержавшим испытания; в противном случае материал бракуют.
7.3 Время затвердевания
Аппаратура
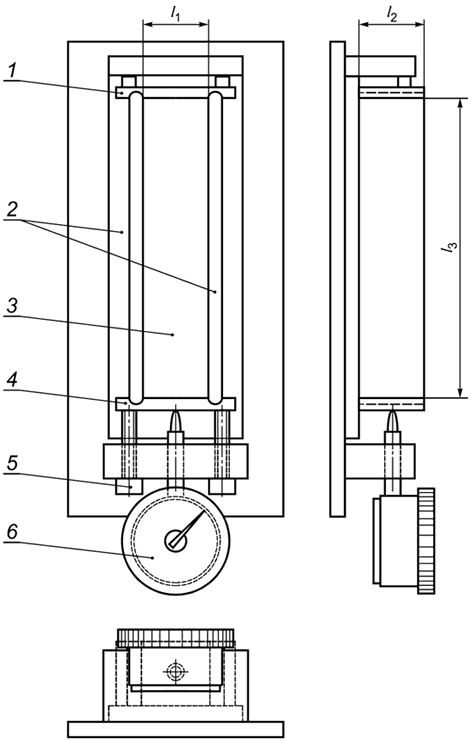
7.3.1.1 Пенетрометр с иглой (см. рисунок 1), отвечающий следующим требованиям:
a) игла пенетрометра (1), длиной 50 мм, с круглым поперечным сечением диаметром (1,00±0,05) мм и с квадратным хвостовиком;
b) стержень (2) длиной около 270 мм и диаметром 10 мм;
c) дополнительный груз (компенсирующий) (3);
d) общая масса всех подвижных частей вместе со стержнем должна быть (300±1) г;
e) шкала (4), градуированная в миллиметрах;
f) основание - стеклянная пластина (5) размером приблизительно 100x100 мм.
|
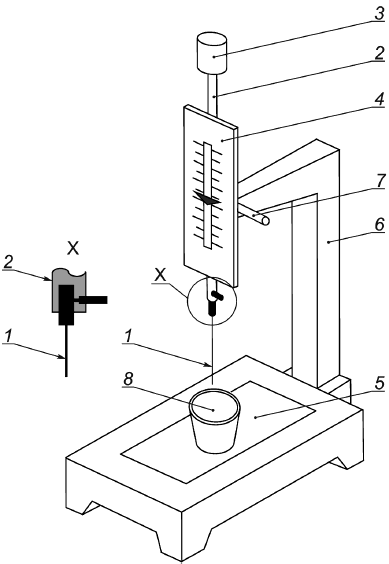
1 - игла; 2 - стержень; 3 - дополнительный груз; 4 - шкала; 5 - основание - стеклянная пластина; 6 - стойка; 7 - винтовой зажим для регулировки шкалы; 8 - форма
Рисунок 1 - Пример пенетрометра с иглой
7.3.1.2 Кольцевую форму, изготовленную из коррозионно-стойкого неабсорбирующего материала, применяют двух типов.
7.3.1.2.1 Большая коническая форма с внутренним верхним диаметром 70 мм и внутренним нижним диаметром 60 мм, высотой 40 мм.
7.3.1.2.2 Маленькая цилиндрическая форма с внутренним диаметром 20 мм и высотой 30 мм.
Примечание - Для экономного расходования материалов можно использовать маленькую форму вместо традиционной большой. Меньшая площадь формы позволяет сделать несколько индентаций (согласно 7.3.2), при этом следует уделять большее внимание времени первой индентации (относительно ожидаемого времени затвердевания).
7.3.1.2.3 Смазка для формы, например силиконовый аэрозоль или силиконовая смазка.
7.3.2 Проведение испытания
Смазывают тонким слоем смазки внутреннюю часть кольцевой формы. Помещают кольцевую форму на пластину - основание, располагая ее под иглой.
Смешивают гипсовый материал согласно 6.3, используя соответствующую массу порошка и объем воды [см. ИСО 3696, степень 3] для получения рабочей смеси, достаточной для заполнения формы. Порошок и жидкость должны быть смешаны в пропорции с точностью 0,5%.
Примечание 1 - При использовании большой формы к порошку массой 400 г добавляют рекомендованное производителем количество воды в смесительную чашку. При использовании маленькой формы к порошку массой 100 г добавляют рекомендуемое производителем количество воды.
Отмечают по секундомеру время смешивания, время его окончания и время всех последующих этапов испытаний.
Заполняют форму смесью с избытком и выравнивают поверхность образца с верхним краем формы.
Поднимают стержень с иглой выше поверхности смеси. Форму устанавливают под иглой таким образом, чтобы первую пенетрацию провести приблизительно на расстоянии 4 мм от стенки формы.
Приводят иглу в контакт с поверхностью смеси, устанавливают на шкале пенетрометра ноль и фиксируют это положение стопорным винтом. Удерживают иглу в контакте с поверхностью образца.
Примечание 2 - Для данной конструкции измерительная шкала прикреплена к стержню и движется (относительно фиксированного индикатора) вместе с ним, когда стержень поднимается или опускается. Фиксированное нулевое положение должно позволять поднимать иглу после пенетрации, очищать ее и опускать для следующей пенетрации и снятия показания.
Примечание 3 - Возможно применение другой конструкции, которая позволяет производить такое же движение между шкалой и индикатором для записи движения иглы.
Не менее чем за 1-2 мин до ожидаемого времени затвердевания, которое является временем затвердевания или средним значением диапазона времени затвердевания, указанного производителем в соответствии с перечислением h) 8.2.1 [или перечислением h) 8.2.2 в зависимости от упаковки, в которой выпускается продукт] осторожно освобождают стержень для пенетрации иглы в образец и записывают первое показание времени затвердения.
Примечание 4 - Для маленькой формы возможно максимум восемь пенетраций, для которых время между первым и последним показаниями составляет 1,75 мин. Испытатель должен рассмотреть, насколько соответствует этот промежуток времени для испытания продукта, даже если используется минимальное рекомендованное время затвердевания (т.е. за 1 мин до предполагаемого времени затвердевания).
Если это вызывает сомнения, рекомендуется использовать большую форму.
Примечание 5 - После проникновения иглы на глубину 3 мм ее можно извлечь для подготовки ко второй пенетрации.
Снимают второе и последующие показания с интервалами (15±1) с следующим образом:
a) поднимают стержень для удаления иглы из образца. Передвигают форму на новый участок пенетрации, отстоящий не менее 4 мм от стенки формы и участка предыдущей пенетрации;
b) очищают иглу после каждого погружения и опускают ее на поверхность образца;
c) в соответствующее время освобождают стержень и записывают время (как второе и последующие показания).
Погружение иглы для следующих измерений производят каждые 15 с, за это время проводят этапы по перечислениям а) и b) 7.3.2.
Примечание 6 - При снятии первого, второго и последующих показаний необязательно ждать пенетрации более 3 мм. При достижении этой глубины иглу можно извлекать для подготовки к снятию следующего показания;
d) записывают время затвердевания как общее время от начала смешивания до времени, когда игла впервые не может проникнуть в образец на глубину 2 мм.
7.3.3 Оценка результатов
7.3.3.1 Гипсовые материалы типа 1
Проводят испытание два раза. Если оба измерения соответствуют требованиям, приведенным в 5.3, то гипсовый материал соответствует требованию времени затвердевания. Если ни один из них не отвечает этим требованиям, гипсовый материал считают не прошедшим испытания. Если требованиям, приведенным в 5.3, соответствует только одно измерение, проводят еще три испытания. Если все три испытания соответствуют требованиям, приведенным в 5.3, гипсовый материал признают отвечающим требованию времени затвердевания. В противном случае гипсовый материал бракуют.
7.3.3.2 Гипсовые материалы типов 2, 3, 4 и 5
Проводят испытание два раза. Если оба измерения соответствуют требованиям, приведенным в 5.3, то гипсовый материал соответствует требованию времени затвердевания. Если ни один из них не отвечает этим требованиям, гипсовый материал считают не прошедшим испытания. Если требованиям, приведенным в 5.3, соответствует только одно измерение, проводят еще три испытания. Если все три испытания соответствуют требованиям, приведенным в 5.3, гипсовый материал признают отвечающим требованию времени затвердевания. В противном случае материал бракуют.
7.4 Линейное расширение при затвердевании
7.4.1 Аппаратура
7.4.1.1 Экстензометр. Применяют два типа экстензометров, любой из которых можно использовать.
7.4.1.1.1 Желоб треугольного сечения (см. рисунки 2, 3 и 4), изготовленный из коррозионно-стойкого металла (такого как алюминий, нержавеющая сталь или латунь), для получения образца длиной (100,0±0,1) мм. Аппарат оснащен устройством для измерения изменения длины с точностью до 0,01 мм, оказывающим усилие на образец не более 0,8 Н.
Внутреннее сечение желоба должно иметь форму равнобедренного треугольника с углом 90° и внутренней длиной торца (30±1) мм.
Один конец желоба должен быть заблокирован неподвижной концевой вставкой, а другой конец представляет собой подвижную часть массой (200±10) г.
На внутренней части желоба обозначена горизонтальная линия - разметка на расстоянии (25±1) мм от дна для определения уровня заливки образца.
|
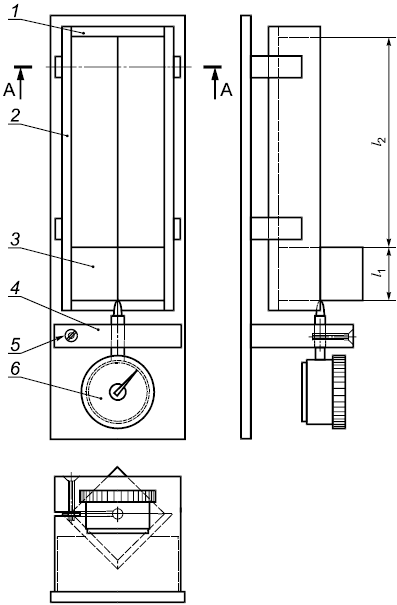
1 - неподвижная концевая вставка; 2 - желоб треугольного сечения; 3 - подвижная концевая вставка; 4 - опора индикатора; 5 - стопорный винт индикатора; 6 - индикатор с круговой шкалой; - длина зависит от плотности материала вставки;
![]() - измеренная длина (100±0,1) мм; А-А - сечение желоба (см. рисунок 3)
- измеренная длина (100±0,1) мм; А-А - сечение желоба (см. рисунок 3)
Примечание - Линия на расстоянии 25 мм от дна желоба, нанесенная на боковые стороны и концевые вставки желоба, не указана.
Рисунок 2 - Пример экстензометра для измерения линейного расширения при затвердевании - желоб треугольного сечения
|
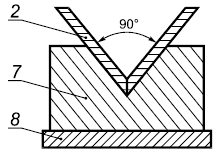
2 - желоб треугольного сечения; 7 - опора желоба; 8 - основание
Рисунок 3 - Сечение по А-А экстензометра с треугольным желобом
|
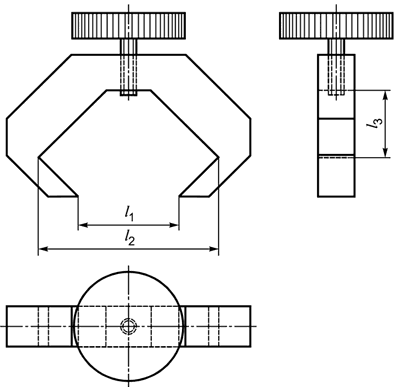
- длина, определяемая размерами желоба и опорой желоба;
![]() - длина, определяемая размерами желоба и опорой желоба;
- длина, определяемая размерами желоба и опорой желоба; ![]() - длина, определяемая размерами желоба и подвижной концевой вставки
- длина, определяемая размерами желоба и подвижной концевой вставки
Рисунок 4 - Пример зажима при использовании экстензометра с треугольным желобом для фиксации подвижной концевой вставки в начальном положении при заполнении желоба
|
1 - неподвижная концевая вставка; 2 - стенки желоба; 3 - основание желоба; 4 - подвижная концевая вставка; 5 - крепежный болт; 6 - индикатор; - ширина желоба (20,0±0,1) мм;
![]() - глубина желоба (20,0±0,1) мм;
- глубина желоба (20,0±0,1) мм; ![]() - длина измерения (100,0±0,1) мм
- длина измерения (100,0±0,1) мм
Рисунок 5 - Пример экстензометра для определения линейного расширения при затвердевании - желоб квадратного сечения
Примечание - На рисунке не показаны крепежные болты.
7.4.1.1.2 Желоб квадратного сечения (см. рисунок 5), изготовленный из нержавеющего металла (например, алюминия, нержавеющей стали или латуни) и обеспечивающий получение образца с длиной ![]() (100,0±0,1) мм. Аппарат оснащен устройством для измерения изменения длины с точностью 0,01 мм, усилие воздействия на образец не должно превышать 0,8 Н.
(100,0±0,1) мм. Аппарат оснащен устройством для измерения изменения длины с точностью 0,01 мм, усилие воздействия на образец не должно превышать 0,8 Н.
Внутреннее сечение желоба должно иметь форму квадрата глубиной и шириной
![]() , равными (20,0±0,1) мм. Один конец желоба должен быть заблокирован неподвижной концевой вставкой, а другой конец закрыт подвижной концевой вставкой массой (95±5) г.
, равными (20,0±0,1) мм. Один конец желоба должен быть заблокирован неподвижной концевой вставкой, а другой конец закрыт подвижной концевой вставкой массой (95±5) г.
7.4.1.2 Пленка политетрафторэтиленовая (ПТФЭ) толщиной от 0,1 до 0,2 мм.
7.4.1.3 Смазка для формы
7.4.1.4 Измерительный инструмент для измерения длины не более 105 мм с точностью измерения 0,01 мм (например, компаратор, штангенциркуль или микрометр).
7.4.2 Проведение испытаний
7.4.2.1 Желоб треугольного сечения
Стенки желоба полностью закрывают пленкой ПТФЭ.
Смазывают концевые вставки, контактирующие с испытуемым материалом.
Устанавливают подвижную концевую вставку на пленку ПТФЭ и регулируют ее положение таким образом, чтобы расстояние между вставками составляло (100,0±0,1) мм.
Закрепляют индикатор в опоре.
Добавляют в чашку порошка массой (200±1) г к рекомендуемому количеству воды [см. ИСО 3696, степень 3], взятому с точностью до 0,5 мл, и смешивают согласно 6.3.
Заливают смесь в желоб до уровня, отмеченного горизонтальной линией. Желоб накрывают пленкой ПТФЭ. Записывают показания индикатора с точностью до 0,01 мм, а также начальное показание за промежуток (60±1) с до времени затвердевания, определенного по 7.3.
Записывают второе показание через (120±1) мин от начала смешивания и определяют изменение длины с точностью 0,01 мм.
Подсчитывают линейное расширение при затвердевании как процент от первоначальной длины, округляя до 0,01%.
Удаляют образец из желоба и измеряют его длину с точностью 0,01 мм.
Вычитают изменение в длине из этого измерения для определения начальной длины. Проводят подсчет линейного расширения при затвердевании в процентах к первоначальной длине с точностью 0,01%.
Для гипсового материала типа 4 записывают третье показание индикатора через 24 ч ±5 мин от начала смешивания и подсчитывают линейное расширение при затвердевании, как описано выше. Образец для этого типа материала извлекают из желоба для измерения длины только спустя 24 ч.
Примечание - Если подвижная концевая вставка смещается при заполнении желоба материалом, используют зажим для предотвращения смещения, (см. рисунок 4). После заполнения желоба зажим сдвигают с желоба к неподвижной концевой вставке и извлекают из устройства.
7.4.2.2 Квадратный желоб
Застилают дно и боковые стенки желоба пленкой ПТФЭ.
Обрабатывают смазкой концевые вставки желоба, контактирующие с испытуемым гипсовым материалом.
Устанавливают подвижную концевую вставку в положение заданной длины (100,0±0,1) мм и фиксируют крепежными болтами. Закрепляют индикатор и устанавливают в нулевое положение.
Добавляют в чашку порошка массой (200±1) г к рекомендуемому количеству воды [см. ИСО 3696, степень 3], взятому с точностью до 0,5 мл, и смешивают согласно 6.3.
Заливают смесь в желоб, выравнивают уровень образца материала с краями формы. Желоб накрывают пленкой ПТФЭ. Освобождают крепежные болты. Записывают показания индикатора с точностью до 0,01 мм. Записывают начальное показание за промежуток (60±1) с до времени затвердевания согласно 7.3.
Проводят последующие процедуры согласно 7.4.2.1 после получения начального показания.
7.4.3 Оценка результатов
Испытания проводят два раза. Сравнивают линейное расширение при затвердевании, которое подсчитано (оба значения для гипсового материала типа 4) на соответствие требованиям, приведенным в таблице 1.
Если оба результата испытаний соответствуют требованиям, гипсовый материал соответствует требованию линейного расширения при затвердевании. Если ни один результат не соответствует, то гипсовый материал признают не соответствующим требованию линейного расширения при затвердевании. Если результат только одного испытания соответствует требованиям, приведенным в таблице 1, то испытание повторяют три раза. Если результаты трех дополнительных испытаний соответствуют требованиям, приведенным в таблице 1, то гипсовый материал отвечает требованиям линейного расширения при затвердевании. В противном случае материал бракуют.
Примечание - Для гипсового материала типа 4 соответствие определяют через 2 и 24 ч.
7.5 Излом
7.5.1 Проведение испытаний
В смесительную чашку помещают порошок гипсового материала для получения оттиска типа 1 массой (100±1) г, добавляют рекомендуемое количество воды [см. ИСО 3696, степень 3] с точностью до 0,5 мл и смешивают согласно 6.3. Заливают смесь в форму для изготовления образца размерами 25х12х3 мм. Через 2 мин после окончания времени затвердевания, указанного изготовителем на упаковке [см. перечисление h) 8.2.1 или перечисление h) 8.2.2], разламывают образец руками на два кусочка, размером приблизительно 12x12x3 мм. Проводят испытание два раза.
7.5.2 Оценка результатов
Оценку результатов испытаний проводят согласно 5.5. Если оба результата соответствуют требованиям 5.5, то гипсовый материал считают выдержавшим испытания. Если ни один из результатов испытаний не соответствует указанным требованиям, то гипсовый материал бракуют. Если только один из результатов соответствует указанным требованиям, то испытания повторяют еще три раза. Если все три результата испытаний соответствуют требованиям 5.5, то гипсовый материал считают выдержавшим испытания, в противном случае его бракуют.
7.6 Прочность при сжатии
7.6.1 Аппаратура
7.6.1.1 Чистые, сухие цилиндрические формы, изготовленные из неабсорбирующего коррозионно-стойкого материала для изготовления пяти образцов. Каждая форма должна иметь диаметр (20,0±0,2) мм и длину (40,0±0,4 мм).
7.6.1.2 Гладкие стеклянные пластины, число и размеры которых должны быть достаточными для покрытия верхней и нижней частей каждой формы.
7.6.1.3 Испытательная машина для испытания прочности при сжатии со скоростью нагружения (5±2) кН/мин.
7.6.2 Проведение испытания
Изготавливают и проводят испытания пяти образцов.
Добавляют порошок гипсового материала массой (200±1) г к рекомендуемому количеству дистиллированной воды [см. ИСО 3696, степень 3] с точностью 0,5 мл и смешивают согласно 6.3. При необходимости проводят повторное смешивание для получения образцов без дефектов. Заливают смесь в форму, удерживаемую на стеклянной пластине. Во время заполнения осторожно потряхивают форму не более 30 с, для того чтобы уменьшить образование воздушных пузырьков. До того как блеск полностью исчезнет с поверхности смеси, крепко прижимают вторую стеклянную пластину к верхней поверхности формы и выравнивают уровень образца с верхними краями формы. Через (45±1) мин от начала смешивания извлекают образцы из формы и оставляют их при температуре окружающей среды (23±2)°С и относительной влажности воздуха (50±10)%. По истечении (60±5) мин от начала смешивания проводят испытание пяти образцов на прочность при сжатии, используя испытательную машину, и записывают максимальную прилагаемую нагрузку F. Максимальную приложенную нагрузку используют для расчета значения прочности при сжатии S для всех испытанных образцов.
Примечание - Для определения минимальных требований к прочности при сжатии гипсовых материалов типа 4 и 5 требуются испытательные машины с усилием не более 11 кН.
7.6.3 Оценка результатов
Для каждого испытанного образца вычисляют прочность при сжатии S, МПа, по формуле
S = F/314, (1)
где F - максимальное значение нагрузки, Н.
Если четыре результата из пяти соответствуют требованиям прочности при сжатии (см. таблицу 1), то гипсовый материал считают выдержавшим испытание. Если только три из пяти образцов соответствуют требованиям, приведенным в таблице 1, то проводят вторую серию испытаний пяти образцов. Если все пять образцов второй серии отвечают требованиям прочности при сжатии, указанным в таблице 1, то гипсовый материал считают выдержавшим испытание, в противном случае его бракуют.
7.7 Воспроизведение деталей
7.7.1 Аппаратура
7.7.1.1 Испытательный блок с канавками, как показано на рисунках 6 и 7, изготовленный из закаленной нержавеющей стали (400 VHN).
Шероховатость поверхности и сторон канавок составляет N3 (Ra - 0,1 мкм) и для всех других поверхностей N5 (Ra - 0,4 мкм) согласно ИСО 1302. Максимальный радиус каждой из канавок должен быть 5 мкм.
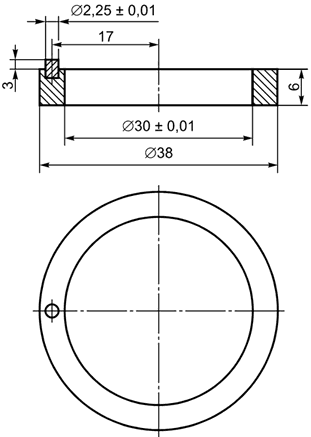
7.7.1.2 Кольцевая форма соответствует приведенной на рисунке 8. Шероховатость поверхности составляет N5 (Ra - 0,4 мкм) согласно ИСО 1302.
7.7.1.3 Форма с разрезом согласно приведенной на рисунке 9. Шероховатость поверхности составляет N5 (Ra - 0,4 мкм) согласно ИСО 1302.
7.7.1.4 Стоматологический силиконовый дубликационный материал и инструкция по применению.
7.7.1.5 Плоская и гладкая металлическая или стеклянная пластина достаточного размера для размещения на ней кольцевой формы по 7.7.1.2.
7.7.1.6 Груз массой (1500±5) г.
7.7.1.7 Бинокулярный микроскоп в отраженном свете с увеличением от 4 до 6
и источником света, способным производить освещение под небольшим углом.
7.7.1.8 Порошок талька (тальк, порошок кристаллогидрата силиката магния), если требуется.
|
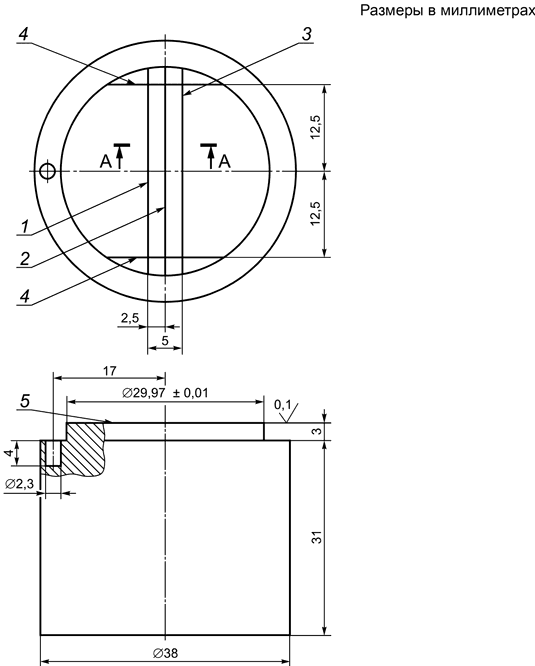
1 - канавка а; 2 - канавка b; 3 - канавка с; 4 - канавка d; 5 - поверхность с канавками; разрез А-А, показанный на рисунке 7
Канавка d имеет такую же ширину, что и канавка с. Допуски - ±0,1 мм при отсутствии других указаний
Рисунок 6 - Аппаратура для воспроизведения деталей. Испытательный блок с канавками
|
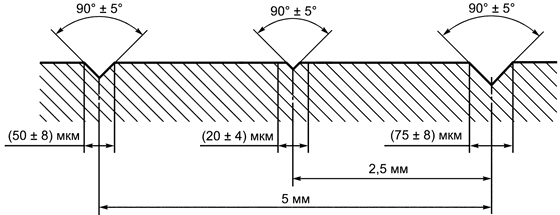
1 - канавка а; 2 - канавка b; 3 - канавка с
Допуски - ±0,1 мм при отсутствии других указаний
Рисунок 7 - Аппаратура для воспроизведения деталей. Блок для воспроизведения деталей
Разрез по А-А поверхности испытательного блока с канавками
|
Допуски - ±0,1 мм при отсутствии других указаний
Рисунок 8 - Аппаратура для воспроизведения деталей (кольцевая форма)
|
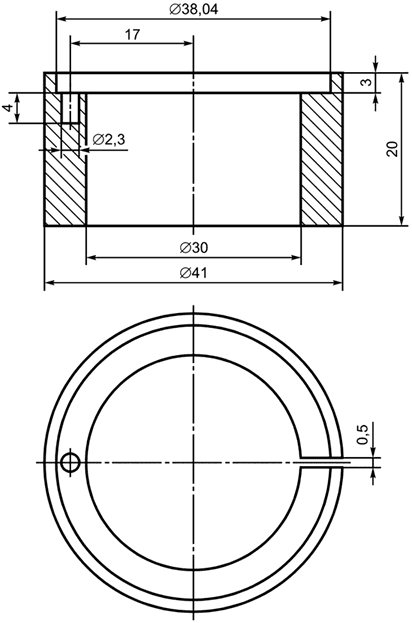
Рисунок 9 - Аппаратура для воспроизведения деталей (форма с разрезом)
7.7.2 Проведение испытания
7.7.2.1 Изготовление оттиска на испытательном блоке с канавками
Покрывают кольцевую форму смазкой. Перед использованием очищают поверхность испытательного блока с канавками специальным раствором, но не смазывают. Для предотвращения прилипания силиконового материала к испытательному блоку его слегка опудривают тальком. Сдувают избыток талька.
Устанавливают кольцевую форму на испытательный блок. Смешивают дубликационный материал в соответствии с инструкцией по применению и заполняют форму с небольшим избытком. После этого накрывают форму плоской пластиной и прикладывают груз массой (1500±5) г в течение (5±1) с.
Снимают груз и дают материалу затвердеть. Снимают пластину и отделяют форму от испытательного блока с минимальной деформацией.
Осматривают с помощью микроскопа, как отпечатались канавки на оттиске в виде линий. Оценивают, воспроизведены ли линии по всей длине между линиями d. Если линии воспроизведены нечетко, то повторяют изготовление образца до получения четкого оттиска.
Кольцевую форму вместе с оттиском помещают в разрезную форму. После промежутка времени, указанного производителем для заливки полученного оттиска гипсом, добавляют испытуемый гипсовый материал массой (200±1) г к рекомендуемому объему дистиллированной воды (ИСО 3696, степень 3) с точностью до 0,5 мл и смешивают согласно 6.3. Слегка потряхивая, наливают гипсовый материал на оттиск, заполняя полностью форму. Выдерживают залитую форму на воздухе в течение (60±1) мин при температуре (23±2)°С и относительной влажности (50±10)%.
Отделяют гипсовую модель от дубликационного материала и осматривают поверхность с канавками под микроскопом под небольшим углом освещения. Записывают состояние отпечатка с канавками.
7.7.3 Оценка результатов
Если соответствующие канавки воспроизведены полностью, то гипсовый материал соответствует требованиям воспроизведения деталей. Если канавки воспроизведены не полностью, то необходимо повторить это испытание два раза. Если в результате проведения повторных испытаний канавки воспроизведены полностью оба раза, то гипсовый материал соответствует требованиям воспроизведения деталей; если в результате одного из испытаний канавка на оттиске воспроизведена не полностью, то гипсовый материал не отвечает требованию воспроизведения деталей.
8 Упаковка, маркировка и инструкция производителя
8.1 Упаковка
Гипсовый материал должен быть упакован в защитные влагонепроницаемые контейнеры, которые не загрязняют гипсовый материал и не изменяют его физические свойства.
8.2 Маркировка
8.2.1 Внешний контейнер
На каждом контейнере должна быть четкая маркировка со следующей информацией:
a) торговая марка или название гипсового материала;
b) срок годности в соответствии ИСО 8601;
c) адрес и наименование предприятия-изготовителя или поставщика;
d) номер партии;
e) тип гипсового материала и (если применимо) класс в соответствии с разделом 4 и областью применения;
f) масса нетто, кг;
g) рекомендуемое соотношение воды/порошка, выраженное в миллилитрах на грамм;
h) время затвердевания;
i) линейное расширение при затвердевании;
j) цвет;
k) запах (при наличии);
I) условия хранения;
m) сообщение о том, что гипсовые материалы подвержены порче при атмосферном воздействии, особенно при высокой влажности.
Используемые графические символы должны соответствовать ИСО 15223-1.
8.2.2 Индивидуальная упаковка
Для материалов, поставляемых в индивидуальных пакетах (доза для одноразового использования), этикетка на каждом из пакетов должна содержать:
a) торговое или фирменное (заводское) название материала;
b) срок годности в соответствии с ИСО 8601;
c) адрес и наименование предприятия-изготовителя или поставщика;
d) номер партии;
e) тип материала и класс (если применимо) в соответствии с разделом 4 и его применение;
f) масса нетто, г;
g) необходимое количество жидкости, мл;
h) время затвердевания;
i) линейное расширение при затвердевании.
8.3 Инструкция по применению
Инструкции по применению и использованию должны сопровождать каждую упаковку и включать следующую информацию:
a) рекомендуемое соотношение воды/порошка, выраженное в миллилитрах жидкости на граммы порошка;
b) рекомендуемый метод смешивания, включая рекомендуемое оборудование, время смешивания порошка гипсового материала и жидкости ручным или механическим шпателем;
c) рекомендованные производителем специальные методики работы или обработки.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование ссылочного национального, межгосударственного стандарта |
ISO 1302 | - | * |
ISO 1942 | IDT | ГОСТ Р ИСО 1942-2017 "Стоматология. Терминологический словарь" |
ISO 3696:1987 | MOD | ГОСТ Р 52501-2005 (ИСО 3696:1987) "Вода для лабораторного анализа. Технические условия" |
ISO 8601 | IDT | ГОСТ ИСО 8601-2001 "Система стандартов по информации, библиотечному и издательскому делу. Представление дат и времени. Общие требования" |
ISO 15223-1 | IDT | ГОСТ Р ИСО 15223-1-2014 "Изделия медицинские. Символы, применяемые при маркировании на медицинских изделиях, этикетках и в сопроводительной документации. Часть 1. Основные требования" |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. | ||
УДК 615.463:665.14:006.354 | ОКС 11.060.10 |
Ключевые слова: стоматология, гипсы, технические требования, методы испытания | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}