ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р 71412— 2024 (ИСО 10477:2020)
Стоматология
МАТЕРИАЛЫ НА ПОЛИМЕРНОЙ ОСНОВЕ ДЛЯ КОРОНОК И ОБЛИЦОВКИ
Общие технические требования и методы испытаний
(ISO 10477:2020, Dentistry —
Polymer-based crown and veneering materials, MOD)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71412—2024
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением Национальным медицинским исследовательским центром «Центральный научно-исследовательский институт стоматологии и челюстно-лицевой хирургии» Министерства здравоохранения Российской Федерации (ФГБУ НМИЦ «ЦНИИСиЧЛХ» Минздрава России) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 279 «Стоматология»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 мая 2024 г. № 679-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 10477:2020 «Стоматология. Материалы на полимерной основе для коронок и облицовки» (ISO 10477:2020 «Dentistry — Polymer-based crown and veneering materials», MOD) путем изменения ссылок, отдельных фраз, которые выделены в тексте курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5—2012 (пункт 3.5).
Сведения о соответствии ссылочных межгосударственных и национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© ISO, 2020 ©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71412—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения
4 Классификация.......
го го
5 Требования..........................................................................3
6 Приготовление образцов...............................................................4
7 Измерения и методы испытаний.........................................................5
8 Упаковка и маркировка................................................................15
9 Инструкции по применению............................................................16
Приложение ДА (справочное) Сведения о соответствии ссылочных межгосударственных и национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте...............17
Библиография........................................................................18
III
ГОСТ Р 71412—2024
(ИСО 10477:2020)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Стоматология
МАТЕРИАЛЫ НА ПОЛИМЕРНОЙ ОСНОВЕ ДЛЯ КОРОНОК И ОБЛИЦОВКИ
Общие технические требования и методы испытаний
Dentistry.
Polymer-based crown and veneering materials. General technical requirements and test methods
Дата введения — 2025—01—01
1 Область применения
Настоящий стандарт распространяется на полимерные материалы для изготовления коронок и облицовки, применяемые в стоматологии, а также устанавливает общие технические требования и методы испытаний к ним.
Настоящий стандарт применим для постоянных облицовок и коронок, изготавливаемых в зуботехнической лаборатории, а также для полимерных коронок и облицовок, адгезия которых к субструктуре по заявлению изготовителей не требует макромеханической ретенции, такой как «перлы» или проволоки.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 31574—2012 Материалы стоматологические полимерные восстановительные. Технические требования. Методы испытаний
ГОСТ ISO 7491 Стоматологические материалы. Определение цветостойкости стоматологических полимерных материалов
ГОСТ Р 7.0.64 (ИСО 8601:2004) Система стандартов по информации, библиотечному и издательскому делу. Представление дат и времени. Общие требования
ГОСТ Р 52501—2005 (ИСО 3696:1987) Вода для лабораторного анализа. Технические условия
ГОСТ Р 56924—2016 (ИСО 4049:2009) Стоматология. Материалы полимерные восстановительные
ГОСТ Р 59423—2021 (ИСО 29022:2013) Стоматология. Материалы реставрационные. Методы испытаний на сдвиг для определения прочности адгезионных соединений
ГОСТ Р ИСО 1942 Стоматология. Терминологический словарь
ГОСТ Р ИСО 6507-1 Металлы и сплавы. Измерения твердости по Виккерсу. Часть 1. Метод измерения
ГОСТ Р ИСО 22674 Стоматология. Металлические материалы для несъемных и съемных протезов и конструкций
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указа-
Издание официальное
1
ГОСТ Р 71412—2024
телю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р ИСО 1942, а также следующие термины с соответствующими определениями:
3.1 полимерный материал для коронок и облицовок (polymer-based crown and veneering material): Композиции из порошков и жидкостей или паст, которые могут содержать мономеры, неорганические и/или полимерные наполнители и подобные композиции, которые после полимеризации могут быть применены в качестве постоянных стоматологических облицовок, виниров или коронок.
Примечания
1 Полимеризация осуществляется смешиванием инициатора(ров) и активатора(ров) («самотвердеющие» материалы) и/или активацией внешней энергией тепла (материалы «горячего отверждения»), под действием облучения видимым и/или УФ-светом (фотоактивируемые или «светоотверждаемые» материалы).
2 Постоянные коронки и облицовки из полимерных материалов лабораторного изготовления могут соединяться с подлежащей субструктурой, но могут и не соединяться с ней.
3.2 полимерный дентин (dentine resin): Окрашенный и слегка полупрозрачный полимерный материал для коронок и облицовок, воспроизводящий внешний вид натурального дентина.
3.3 полимерная эмаль (enamel resin): Полупрозрачный и слегка окрашенный полимерный материал для коронок и облицовок, слой которого располагают на полимерном дентине и который воспроизводит внешний вид натуральной эмали.
3.4 полимерная композиция для пришеечной области зуба (cervical resin): Ярко окрашенный и слегка полупрозрачный полимерный материал для коронок и облицовок, который воспроизводит внешний вид дентина в пришеечной области зуба.
3.5 непрозрачный (опаковый) полимерный материал (opaque resin): Интенсивно окрашенный полимерный материал для коронок и облицовок, применяемый в тонком слое для того, чтобы полностью закрыть или замаскировать подлежащий материал и адгезионно соединиться с ним.
Примечание — Опаковые полимерные материалы необходимы только для того, чтобы обеспечить выполнение требования 5.5.
4 Классификация
В настоящем стандарте полимерные материалы для коронок и облицовок классифицируют в соответствии с их системой активации полимеризации:
- тип 1: полимерные материалы для коронок и облицовок, отверждение которых осуществляется в результате смешивания инициатора(ов) и активатора(ов) («самотвердеющие» материалы);
- тип 2: полимерные материалы для коронок и облицовок, отверждение которых осуществляется за счет энергии внешних источников (материалы, активируемые внешней энергией), таких как тепло и/или облучение (светом в видимой или УФ- области):
- класс 1: полимерные материалы для коронок и облицовок, которые не содержат инициатора фотополимеризации,
- класс 2: полимерные материалы для коронок и облицовок, которые содержат инициатора фотополимеризации;
- тип 3: полимерные материалы для коронок и облицовок, которые твердеют в результате смешивания инициатора(ов) и активатора(ов) и дополнительно за счет энергии внешних источников (материалы «двойного механизма твердения»).
2
ГОСТ Р 71412—2024
5 Требования
5.1 Общее
Виды испытаний на соответствие требованиям к материалам для коронок и облицовок зависят от типа и класса материала в соответствии с классификацией.
В таблице 1 приведены специфические методы испытаний в соответствии с 5.2—5.9.
Таблица 1—Виды испытаний
Подраздел | Проверяемое свойство | Тип 1 | Тип 2 | Тип 3 | |
Класс 1 | Класс 2 | ||||
5.2 | Глубина отверждения | — | — | +а | — |
5.3 | Чистота поверхности | +а | +а | +а | +а |
5.4 | Прочность на изгиб | +а | +а | +а | +а |
5.5 | Адгезионная прочность | + | + | + | + |
5.6—5.9 | Водопоглощение, растворимость, соответствие цвета, цветостойкость | +а | +а | +а | +а |
+ — испытание проводят; --испытание не следует проводить. а Если материал непрозрачный (опаковый), то испытание не следует проводить. | |||||
5.2 Глубина отверждения
5.2.1 Общее
Испытание проводят в соответствии с 7.3.
5.2.2 Глубина отверждения, материалы типа 2 (класса 2)
Для полимерных материалов, предназначенных для коронок и облицовок, твердость нижней поверхности образцов должна быть не менее 70 % от значения твердости верхней поверхности (см. таблицу 2).
Для материалов типа 1, типа 2 (класса 1) и типа 3 специальное требование отсутствует. Данное требование не относится к опаковым полимерам.
5.3 Чистота поверхности
Полированный образец, испытанный в соответствии с 7.4, должен иметь блестящую зеркальную поверхность.
5.4 Прочность при изгибе
Прочность при изгибе должна быть не менее 50 МПа (см. таблицу 2). Это требование не относится к опаковым полимерным материалам.
Испытание следует проводить в соответствии с 7.5.
Таблица 2 — Физические и химические требования
Структурный элемент | Проверяемое свойство | Требования |
5.2 | Глубина отверждения | Твердость нижней поверхности образцов должна быть не менее 70 % от значения твердости верхней поверхности |
5.4 | Прочность на изгиб | >50 МПа |
5.5.1 | Адгезионная прочность | >5 МПа |
5.5.2 | >80 % от указанного изготовителем значения |
3
ГОСТ Р 71412—2024
Окончание таблицы 2
Структурный элемент | Проверяемое свойство | Требования |
5.6 | Водопоглощение | <40 мкг/мм3 |
5.7 | Растворимость | <7,5 мкг/мм3 |
5.5 Адгезионная прочность
5.5.1 Специальная адгезионная система без макромеханической ретенции
Если изготовитель рекомендует специальную адгезионную систему без макромеханической ретенции, то показатель адгезионной прочности к подлежащему материалу (субстрату) не должен быть менее 5 МПа (см. таблицы 1 и 2).
Испытания проводят в соответствии с 7.6.
5.5.2 Значения адгезионной прочности выше 5 МПа
Если изготовитель указывает значение адгезионной прочности выше 5 МПа, то в этом случае адгезионная прочность при испытании должна быть не менее 80 % от значения, указанного изготовителем.
Испытание проводят в соответствии с 7.6.
5.6 Водопоглощение
Показатель водопоглощения отвержденного материала для коронок и облицовок не должен быть более 40 мкг/мм3 (см. таблицу 2).
Испытание проводят в соответствии с 7.7.
Данное требование не относится к опаковым полимерным материалам.
5.7 Растворимость
Растворимость в воде отвержденного полимерного материала для коронок и облицовок не должна быть более 7,5 мкг/мм3 (см. таблицу 2).
Испытание проводят в соответствии с 7.7.
Данное требование не относится к опаковым полимерным материалам.
5.8 Соответствие цвета
Цвет отвержденного полимерного материала для коронок и облицовок из разных партий (согласно 6.1 и 6.2) должен иметь небольшое различие с цветом, указанным изготовителем.
Испытание проводят в соответствии с 7.8 и ГОСТ ISO 7491.
5.9 Цветостойкость
Цвет отвержденного полимерного материала для коронок и облицовок может иметь небольшое различие с начальным цветом.
Испытание проводят в соответствии с 7.8 и ГОСТ ISO 7491.
Данное требование не относится к опаковым полимерным материалам.
5.10 Биосовместимость
Требования по биобезопасности не приведены в настоящем стандарте, рекомендуется руководствоваться [1] и [2].
6 Приготовление образцов
6.1 Для всех испытаний
Образец для испытаний в соответствии с целью испытания должен состоять из одной или более упаковок одного выбранного цвета из одной партии и содержать достаточное количество материала (приблизительно 20 мл), чтобы была возможность правильно выполнить специфическую методику испытания и при необходимости повторить испытание.
4
ГОСТ Р 71412—2024
6.2 Для испытания на соответствие цвета
Образец для испытания на соответствие цвета (см. 5.8 и 7.8) должен быть одинакового цвета с образцом по 6.1 (приблизительно 1 мл), но из другой партии.
6.3 Для испытания на цветостойкость
Образец для испытания на цветостойкость (см. 5.9 и 7.8) должен дополнительно включать еще два образца, отличающихся цветовым оттенком. Таким образом, для испытания цветостойкости следует приготовить три образца различного цвета, каждый из которых должен соответствовать по цвету полимерной эмали, полимерному дентину и полимерному образцу пришеечной области (приблизительно 1 мл для каждого цвета). Образцы следует выбирать с учетом их компонентов для окрашивания, если для окрашивания применяют различные компоненты.
7 Измерения и методы испытаний
7.1 Общее
7.1.1 Условия проведения испытаний
Образцы для испытаний должны быть приготовлены и испытаны при температуре (23 ± 2) °C. Относительная влажность не должна быть ниже 30 %.
7.1.2 Вода
Если не указано иное, то вода при проведении испытаний должна соответствовать требованиям ГОСТ Р 52501 (степень 2).
7.1.3 Приготовление образцов для испытаний
В процессе изготовления образцов материалов для коронок и облицовок типа 2 и типа 3 следуют инструкциям по применению изготовителя [см. раздел 9, перечисления р) и q)], в которых установлены источники внешней энергии, рекомендованные при использовании испытуемых материалов. Должно быть подтверждение тому, что эти источники энергии полностью соответствуют функциональным требованиям.
Смешивают или изготавливают другим способом материалы для коронок и облицовок в соответствии с инструкцией по применению и с условиями для проведения испытаний по 7.1.1.
Используют только необходимое количество материала для изготовления каждого образца.
Если для испытаний требуются полностью отвержденные образцы (см. 7.4—7.8), то необходимо убедиться в том, что образцы гомогенны или однородны после их удаления из формы. В образцах при визуальном осмотре без увеличения не должно быть видимых пустот, трещин или воздушных включений.
Смазка или разделительная среда, применяемая для извлечения образца, не должна влиять на реакцию отверждения (например, 3 %-ный раствор воска поливинилстеарилового эфира в гексане).
7.2 Визуальный осмотр
Для определения соответствия требованиям разделов 8 и 9 используют визуальный осмотр. Сравнение цвета по 7.8 следует выполнять согласно ГОСТ ISO 7491.
7.3 Глубина отверждения
7.3.1 Аппаратура
7.3.1.1 Кольца с прорезью, такие как представлено на рисунке 1, диаметром (15 ± 1) мм и высотой (1 ± 0,1) мм.
7.3.1.2 Две пластины (например, полированные металлические или стеклянные) размерами приблизительно 20 х 20 х 5 мм.
7.3.1.3 Источник облучения, рекомендуемый в инструкции по применению.
7.3.1.4 Прибор для измерения твердости, ед. Викерса HV 0,5.
7.3.1.5 Термостат температурой (37 ± 1) °C.
7.3.1.6 Круг муслиновый, несшитый от 18 до 36 слоев.
7.3.2 Материалы
7.3.2.1 Бумага белая фильтровальная.
7.3.2.2 Пленка бесцветная прозрачная толщиной (50 ± 30) мкм.
5
ГОСТ Р 71412—2024
7.3.2.3 Компаунд (паста) полировочный(ая), осажденный(ая) карбонат кальция (СаСО3).
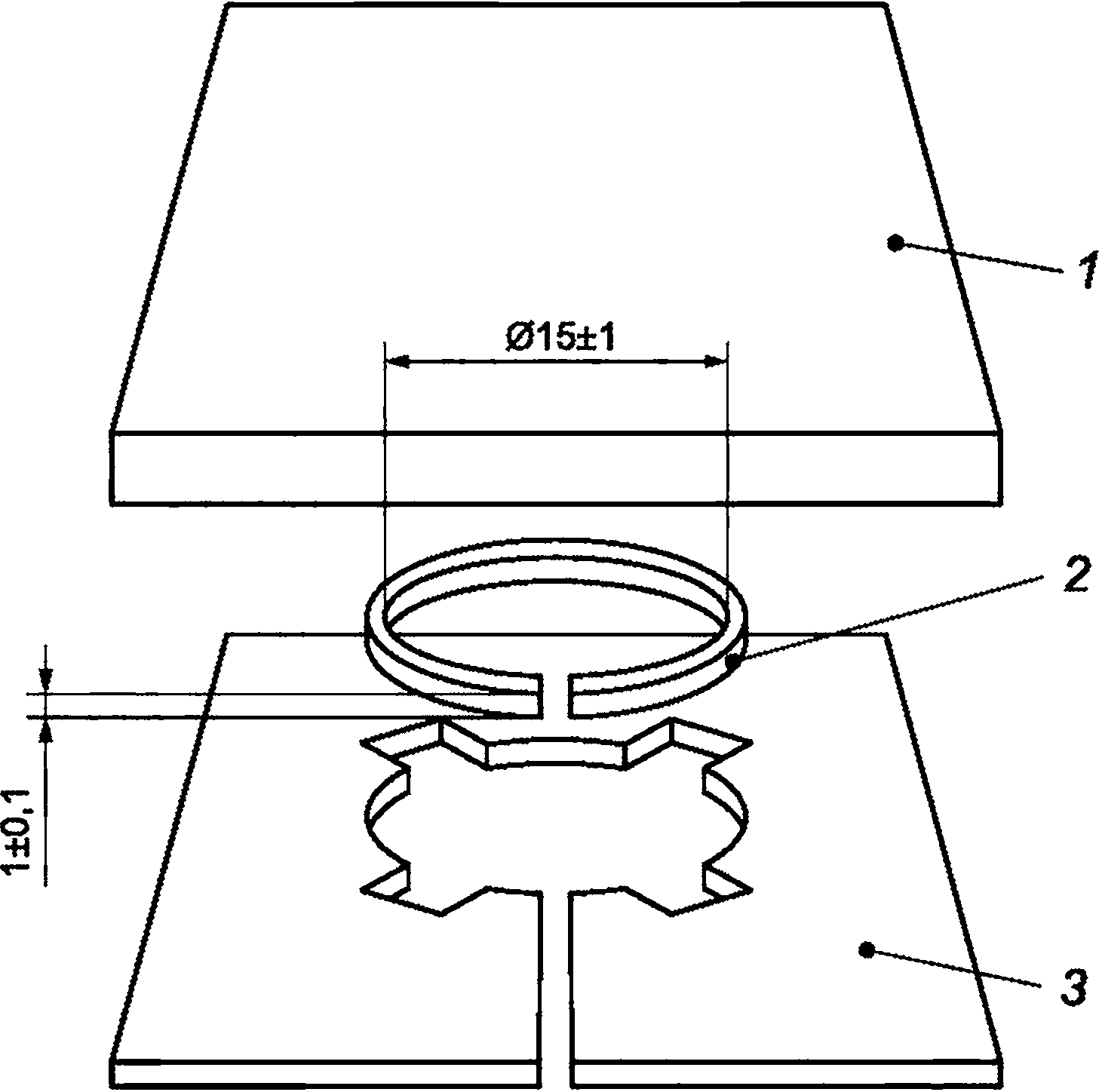
1 — стеклянные или металлические пластины; 2 — кольцо с прорезью; 3 — держатель в виде разрезной пластины или оправки Рисунок 1 — Форма для изготовления испытуемых образцов для определения глубины отверждения, чистоты поверхности, водопоглощения, растворимости, соответствия цвета и цветастой кости
7.3.3 Проведение испытаний
Одну пластину (см. 7.3.1.2) накрывают листом белой фильтровальной бумаги (см. 7.3.2.1) и затем на него помещают пленку (см. 7.3.2.2), устанавливают на пленку кольцо с прорезью (см. 7.3.1.1). Изготавливают полимерный материал для коронок и облицовок по инструкции изготовителя и заполняют этим материалом кольцо с небольшим избытком. Материал в кольце накрывают другим листом пленки и другой пластиной (см. 7.3.1.2) и выдавливают избыток материала. Удаляют верхнюю пластину и облучают испытуемый образец материала в кольце через пленку в соответствии с инструкцией по применению. Удаляют образец из кольцевой формы с прорезью. Шлифуют (при увлажнении) плоские поверхности образца с обеих сторон в соответствии с инструкцией по применению. При отсутствии специальных указаний проводят полирование в течение не более 1 мин муслиновым кругом (см. 7.3.1.6) с окружной скоростью (650 ± 350) м/мин, применяя полировочную пасту (см. 7.3.2.3). Поддерживают расстояние не менее 10 мм между внешним диаметром муслинового круга и швами или другими креплениями.
Тщательно промывают образец под проточной водой, высушивают и проводят визуальный осмотр поверхности для соответствия ее качества требованию 5.3.
6
ГОСТ Р 71412—2024
Примечание — Круг для полирования диаметром 70 мм, вращающийся со скоростью 500 об/мин, имеет окружную скорость 330 м/мин; круг диаметром 100 мм со скоростью вращения 3500 об/мин — окружную скорость 1100 м/мин.
Изготавливают три образца и выдерживают их в воде при температуре (37 ± 1) °C в течение (24 ± 2) ч. Определяют твердость верхней и нижней поверхностей образцов, проводя испытания не менее трех раз в соответствии с ГОСТ Р ИСО 6507-1.
7.3.4 Обработка результатов
Показатель твердости каждой поверхности выражают как среднее трех измерений, полученных для данной поверхности.
Все три испытанных образца должны отвечать требованию 5.2. В противном случае полимерный материал для коронок и облицовок не признают годным согласно требованию 5.2.
7.4 Обработка поверхности
Изготавливают образцы по 7.3.3. Полируют испытуемый образец, подготовленный в соответствии с инструкцией по применению. При отсутствии специальных указаний по обработке полирование проводят согласно инструкциям, указанным в 7.3.3.
После очистки образца под проточной водой поверхности высушивают и проводят визуальный осмотр поверхности для соответствия ее качества требованию 5.3.
7.5 Прочность при изгибе
7.5.1 Аппаратура
7.5.1.1 Форма разрезная из нержавеющей стали, покрытая разделительной средой (например, 3 %-ный раствор воска поливинилстеарилового эфира в гексане), как показано на рисунке 2, в соответствующем монтировочном приспособлении.
7.5.1.2 Две стеклянные или металлические пластины размерами приблизительно 30 х 30 х 2 мм.
7.5.1.3 Зажим маленький винтовой.
7.5.1.4 Аппарат для полимеризации, как рекомендовано в инструкции по применению.
7.5.1.5 Термостат температурой (37 ± 1) °C.
7.5.1.6 Машина для испытания на изгиб, откалиброванная, чтобы обеспечить постоянную скорость движения траверсы (1,0 ± 0,3) мм/мин. В испытательной машине имеются опоры — два стержня (диаметром 2 мм), расположенных параллельно на расстоянии 20 мм между их центрами, и третий стержень (диаметром 2 мм), расположенный по центру между двумя другими и параллельный им, так что три стержня в комбинации можно использовать для создания трехточечной нагрузки на образец (см. ГОСТ 31574—2012, 6.1.1.1, рисунок 1). Можно также использовать другой вариант испытательной аппаратуры с постоянной скоростью нагружения (50 ± 16) Н/мин.
7.5.1.7 Микрометр с точностью 0,01 мм.
7.5.1.8 Секундомер с точностью ±1 с.
7.5.2 Материалы
7.5.2.1 Бумага белая фильтровальная (см. 7.3.2.1).
7.5.2.2 Пленка (см. 7.3.2.2).
7.5.2.3 Бумага абразивная между Р220 и Р320 в соответствии с [3].
7.5.2.4 Пластины металлические или стеклянные, одна кварцевая пластина для материала УФ-фотоинициирования отверждения размером не менее 30 х ю х 2 мм.
7.5.2.5 Вода в соответствии с ГОСТ Р 52501, степень 2.
7
ГОСТ Р 71412—2024
Рисунок 2 — Разрезная форма для образцов при проведении испытания прочности при изгибе
7.5.3 Приготовление образцов для испытаний
7.5.3.1 Материалы типа 1 и типа 2 (класса 1)
Покрывают одну металлическую или стеклянную пластину (см. 7.5.1.2) пленкой (см. 7.5.2.2) и устанавливают на ней форму (см. 7.5.1.1). Изготавливают полимерный материал для коронок и облицовок в соответствии с инструкцией по применению и незамедлительно заполняют материалом форму с небольшим избытком. Другой лист пленки помещают на материал в форме и накрывают другой металлической или стеклянной пластиной. Прилагая давление, выдавливают из формы излишек материала с помощью винтового зажима (см. 7.5.1.3).
Полимеризуют материал для коронок и облицовок в соответствии с инструкцией по применению. Через 15 мин по окончании полимеризации извлекают образец из формы и осторожно удаляют все заусенцы, аккуратно шлифуя наждачной бумагой (см. 7.5.2.3) и избегая прикосновения к любой другой поверхности образца. Помещают образец в воду (см. 7.5.2.5) температурой (37 ± 1) °C (см. 7.5.1.5) до начала проведения испытания (см. 7.5.4).
Образцы для испытания на изгиб должны быть плоскопараллельными.
Готовят пять образцов.
7.5.3.2 Материалы типа 2 (класса 2) и типа 3
а) Для фотополимеризационных инициаторов при облучении светом (от 385 до 515 нм) используют стеклянные пластины для нижнего и верхнего положений при изготовлении образцов.
Ь) Для фотополимеризационных инициаторов при облучении УФ-светом (менее 385 нм) для нижнего положения используют стеклянную пластину и для верхнего положения — кварцевую пластину.
Покрывают нижнюю пластину белой фильтровальной бумагой (см. 7.5.2.1), затем накрывают пленкой (см. 7.5.2.2) и устанавливают на ней форму (см. 7.5.1.1). Изготавливают полимерный материал для коронок и облицовок в соответствии с инструкцией по применению и заполняют этим материалом форму, как представлено в 7.5.3.1. Другой лист пленки помещают на материал в форме. Для материалов световой фотополимеризации на этот лист помещают стеклянную пластину; для материалов УФ-фотополимеризации лист пленки покрывают кварцевой пластиной. Прилагая давление, выдавливают из формы излишек материала с помощью винтового зажима (см. 7.5.1.3).
Полимеризуют материал для коронок и облицовок в соответствии с инструкцией по применению. Облучают образец через верхнюю стеклянную пластину, удаляют обе стеклянные пластины и белую фильтровальную бумагу. Облучают образец с противоположной стороны. Через 15 мин после отверждения извлекают образец и аккуратно удаляют заусенцы, осторожно очистив их наждачной бумагой (см. 7.5.2.3). Хранят образец в воде (см. 7.5.2.5) при температуре (37 ± 1) °C (см. 7.5.1.5) до начала испытаний (см. 7.5.4).
Образцы для испытания на изгиб должны быть плоскопараллельными.
Изготавливают пять образцов.
8
ГОСТ Р 71412—2024
7.5.4 Проведение испытаний
Через (24 ± 2) ч с момента начала изготовления испытуемых образцов измеряют ширину и высоту образцов с точностью 0,01 мм. Испытуемый образец нагружают со скоростью движения траверсы испытательной машины (см. 7.5.1.6) (1 ± 0,3) мм/мин или со скоростью нагружения (50 ± 16) Н/мин до разрушения образца. Для материалов типа 2 (класса 2) и типа 3 следует прикладывать нагрузку к той поверхности, которую облучали первой.
7.5.5 Выражение результатов
7.5.5.1 Расчет
Прочность при изгибе а, МПа, рассчитывают по формуле
3F/
° = 2b# ’
(1)
где F — максимальная приложенная нагрузка, Н;
/ — расстояние между опорами, мм;
b — ширина испытуемого образца, мм;
h — высота испытуемого образца, мм.
7.5.5.2 Обработка результатов
Если не менее четырех результатов имеют значения прочности при изгибе не ниже наименьшего значения, приведенного в таблице 2, то полимерный материал для коронок и облицовок соответствует требованию 5.4.
Если менее трех результатов не ниже наименьшего значения, указанного в таблице 2, то полимерный материал для коронок и облицовок не соответствует требованию 5.4.
Если три результата не меньше наименьшего значения, указанного в таблице 2, то повторяют испытание в полном объеме. Только если все результаты при повторном испытании не ниже наименьших значений, указанных в таблице 2, полимерный материал для коронок и облицовок соответствует требованиям 5.4.
Окончательная обработка результатов испытаний суммирована в таблице 3.
Таблица 3 — Обработка результатов испытаний (см. 7.5.5.2, 7.6.5.2, 7.7.5.2)
Количество образцов, отвечающих требованию | Вывод о соответствии материала требованию |
Первое испытание | |
От 4 до 5 | Соответствует |
3 | Повторное испытание |
От 0 до 2 | Не соответствует |
Повторное испытание | |
5 | Соответствует |
От 0 до 4 | Не соответствует |
7.6 Адгезионная прочность
7.6.1 Аппаратура
7.6.1.1 Форма из нержавеющей стали с цилиндрическим отверстием с небольшой конусностью, имеющим больший диаметр (5 ± 0,1) мм с одной стороны и меньший диаметр (4,9 ± 0,1) мм с другой стороны и высоту (2,5 ± 0,05) мм с заостренными краями. На поверхности формы можно наносить разделительную смазку, например 3 %-ный раствор воска на основе поливинилстиарилового эфира в гексане.
7.6.1.2 Пять пластин, изготовленных традиционным методом в обычной зуботехнической лаборатории или фрезерованием заготовки из каркасного материала для конструирования коронок и облицовок. Пластины должны быть размерами 9><9 (минимум) х (2,0 ± 0,5) мм. Испытуемые поверхности должны быть ровными и шлифованными в соответствии с рекомендациями в инструкции по применению. Если не приведены специальные рекомендации, можно использовать сплав или металл, соответствующие сплавам или группе материалов, указанных в ГОСТ Р ИСО 22674.
9
ГОСТ Р 71412—2024
7.6.1.3 Аппаратура для полимеризации в соответствии с рекомендациями в инструкции по применению и в 7.5.1.4.
7.6.1.4 Аппаратура для термоциклирования, которая автоматически подвергает образец воздействию 5000 циклов в течение от 30 с до 35 с в воде температурой (5 ± 1) °C и от 30 с до 35 с в воде температурой (55 ± 1) °C.
7.6.1.5 Аппаратура для испытания адгезионной прочности на сдвиг (например, представленная на рисунке 3), которая позволяет прикладывать нагрузку на расстоянии (0,5 ± 0,02) мм от поверхности пластины (7.6.1.2).
Допускается проводить испытание на сдвиг с применением серповидного ножа по ГОСТ Р 59423—2021 (7.1, рисунок 1).
7.6.1.6 Машина универсальная испытательная с постоянной скоростью подвижной траверсы (1 ± 0,3) мм/мин и программой для записи силы с точностью ±2 % как в 7.5.1.6. Можно также использовать другой вариант для постоянной скорости нагружения равной (50 ± 16) Н/мин.
7.6.1.7 Секундомер с точностью ±1 с.
7.6.1.8 Микрометр с точностью 0,01 мм.
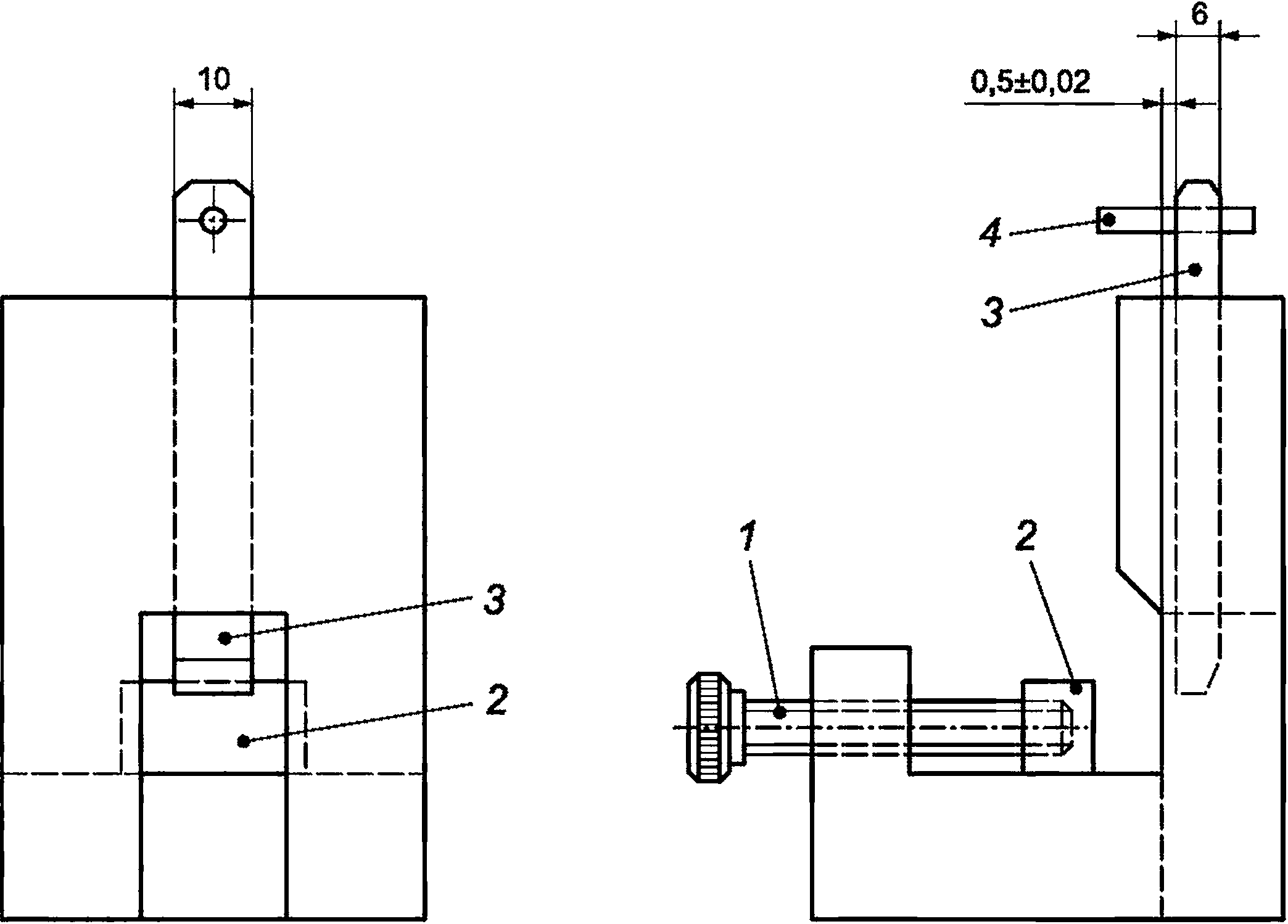
1 — фиксирующий винт; 2— пластина, укрепленная в аппаратуре; 3 — плунжер; 4 — стопорный штифт
Рисунок 3 — Пример аппаратуры для испытания адгезионной прочности на сдвиг
7.6.2 Материалы
7.6.2.1 Пленка (см. 7.3.2.2).
7.6.3 Приготовление образцов для испытаний
Обрабатывают пластины (см. 7.6.1.2) в соответствии с рекомендациями изготовителя адгезионной системы. Наносят и отверждают непрозрачный (опаковый) полимерный материал, если эта операция рекомендована изготовителем полимерного материала для коронок и облицовок (см. 7.6.1.3). Помещают форму (см. 7.6.1.1) большим диаметром на опаковый слой, если он рекомендуется. Запрессовывают полимерный материал для коронок и облицовок в эту форму и накрывают материал пленкой (см. 7.6.2.1). Отверждают полимерный материал для коронок и облицовок, следуя указаниям инструкции по применению. Изготавливают пять образцов.
Если рекомендована фиксация формы (см. 7.6.1.1) на пластине, то форму фиксируют с помощью зажима таким образом, чтобы она не могла сдвигаться во время прессования полимерного материала.
10
ГОСТ Р 71412—2024
7.6.4 Проведение испытаний
После отверждения полимерного материала для коронок и облицовок аккуратно извлекают образцы из формы и оставляют их на воздухе при температуре (23 ± 2) °C на (24 ± 2) ч. Затем проводят термоциклирование образцов 5000 температурными циклами: в течение 30—35 с в холодной воде при температуре (5 ± 1) °C, а затем в течение 30—35 с в воде температурой (55 ± 1) °C (см. 7.6.1.4).
Удаляют образец из воды (см. 7.6.1.4) и измеряют оба диаметра приклеенного образца полимерного материала для коронок и облицовок. Определяют значение среднего диаметра и площадь адгезионного контакта А.
Устанавливают образец без предварительного высушивания в аппаратуре (см. рисунок 3) для испытания на сдвиг (см. 7.6.1.5). Следует контролировать установку пластины в аппаратуре, обращая внимание на контакты пластины с опорными устройствами и винтом. Устанавливают аппаратуру в универсальной испытательной машине (см. 7.6.1.6) и начинают нагружать образец за счет движения траверсы с постоянной скоростью (1 ± 0,3) мм/мин или со скоростью нагружения (50 ±16) Н/мин. Записывают значение силы F при разрушении.
7.6.5 Выражение результатов
7.6.5.1 Расчет
Адгезионную прочность В, МПа, рассчитывают по формуле
«4. (2)
где F — нагрузка при разрушении, Н;
А — площадь адгезионного контакта, мм2.
7.6.5.2 Обработка результатов
Выражают все значения адгезионной прочности в мегапаскалях, указывают также тип и торговую марку испытуемого материала.
Если не менее четырех результатов — >5 МПа, то полимерный материал для коронок и облицовок соответствует требованию 5.5.1.
Если менее трех результатов — >5 МПа, то полимерный материал для коронок и облицовок не соответствуют требованию 5.5.1.
Если три результата — >5 МПа, то повторяют испытание в полном объеме. Только если все результаты — >5 МПа, то полимерный материал для коронок и облицовок соответствует требованиям 5.5.1.
Обработка результатов испытаний суммирована в таблице 3.
Если изготовитель указывает значение адгезионной прочности выше 5 МПа, тогда не менее четырех результатов испытаний из пяти или восемь из 10 в случае необходимости проведения повторных испытаний, как указано выше, должны составлять не менее 80 % от значения, указанного изготовителем, чтобы соответствовать требованию 5.5.2.
7.7 Водопоглощение и растворимость
7.7.1 Аппаратура
7.7.1.1 Кольца с прорезью, такие как на рисунке 1 и в 7.3.1.1.
7.7.1.2 Пластины стеклянные или металлические (см. 7.3.1.2).
7.7.1.3 Зажим маленький винтовой (см. 7.5.1.3).
7.7.1.4 Аппаратура для полимеризации, как рекомендовано в инструкции по применению и в 7.5.1.4.
7.7.1.5 Пинцеты пластмассовые.
7.7.1.6 Термостат температурой (37 ± 1) °C (см. 7.5.1.5).
7.7.1.7 Два эксикатора, содержащих силикагель (см. 7.7.2.3).
7.7.1.8 Весы аналитические с точностью 0,05 мг.
7.7.1.9 Секундомер с точностью ±1 с.
7.7.1.10 Микрометр с точностью 0,01 мм.
7.7.2 Материалы
7.7.2.1 Бумага белая фильтровальная (см. 7.3.2.1).
7.7.2.2 Пленка (см. 7.3.2.2).
7.7.2.3 Силикагель свежевысушенный при температуре 130 °C или выше в течение не менее 3 ч.
7.7.2.4 Порошок оксида алюминия размером частиц приблизительно 0,3 мкм.
11
ГОСТ Р 71412—2024
7.7.2.5 Вода в соответствии с ГОСТ Р 52501, степень 2.
7.7.2.6 Фетр.
7.7.2.7 Бумага для промокания, бумага фильтровальная.
7.7.3 Приготовление образца для испытания
Покрывают одну стеклянную или металлическую пластину (см. 7.7.1.2) белой фильтровальной бумагой (см. 7.7.2.1) [для типа 2 (класса 2) и типа 3 (если испытывают фотоактивируемый материал двойного отверждения) полимерного материала для коронок и облицовок], затем пленкой (см. 7.7.2.2) и на пленку устанавливают кольцо с прорезью (см. 7.7.1.1). Изготавливают полимерный материал для коронок и облицовок в соответствии с инструкцией по применению и незамедлительно материал помещают в кольцевую форму с небольшим избытком, избегая попадания воздушных пузырей. На полимерный материал и форму помещают другой лист пленки (см. 7.7.2.2), на пленку накладывают другую стеклянную пластину (см. 7.7.1.2). Аккуратно выдавливают излишек полимерного материала с помощью винтового зажима (см. 7.7.1.3). Удаляют винтовой зажим и начинают полимеризовать материал для коронок и облицовок, соблюдая инструкцию по применению. Для материалов типа 2 (класса 2) и типа 3 сначала ведут облучение через верхнюю стеклянную пластину, затем удаляют обе пластины и белую фильтровальную бумагу и облучают образец с другой стороны.
Извлекают образец из кольцевой формы, шлифуют его с обеих сторон при увлажнении и затем полируют фетром (см. 7.7.2.6), добиваясь блеска и толщины образца (1,0 ± 0,2) мм, используя водную суспензию оксида алюминия (см. 7.7.2.4). Чтобы исключить загрязнение образцов во время шлифования, удерживают их пластмассовыми пинцетами (см. 7.7.1.5). Измеряют диаметр образца, проводя измерения два раза под прямым углом с точностью 0,01 мм, и подсчитывают средний диаметр. Измеряют толщину образца в центре и в четырех равно удаленных от центра точках с точностью 0,01 мм. По значению среднего диаметра рассчитывают площадь, выраженную в квадратных миллиметрах, используя среднюю толщину образца, и объем V, выраженный в кубических миллиметрах.
Приготавливают пять образцов.
7.7.4 Проведение испытания
Полированные образцы выдерживают в одном эксикаторе (см. 7.7.1.7), который помещают в термостат температурой (37 ± 1) °C (см. 7.7.1.6). Через (22 ± 2) ч образцы для испытаний помещают в другой эксикатор (см. 7.7.1.7) на (120 ± 10) мин при температуре (23 ± 2) °C. Отбирают по одному образцу и взвешивают каждый с точностью до 0,1 мг (см. 7.7.1.8). Процедуру сушки продолжают до тех пор, пока потеря массы каждого испытуемого образца не составит менее 0,1 мг в течение каждого периода (24 ± 2) ч, и конечную массу записывают как mv Образцы для испытаний хранят в 20 мл воды (см. 7.7.2.5) при температуре (37 ± 1) °C в термостате (см. 7.7.1.6) в течение 7 дней ± 4 ч. Для испытаний удаляют каждый образец из эксикатора, промывают водой (см. 7.7.2.5) и воду с поверхности образца удаляют фильтровальной бумагой (см. 7.7.2.7) до исчезновения видимой влаги, после чего образец несколько раз встряхивают на воздухе в течение 15 с и взвешивают через 1 мин после извлечения из воды (масса т^. После взвешивания испытуемые образцы возвращают в эксикатор и выдерживают в нем до постоянной массы, пока потеря массы каждого испытуемого образца не составит менее 0,1 мг; взвешивание образцов проводят через каждые (24 ± 2) ч. Конечную массу записывают как т3.
Силикагель заменяют свежевысушенным гелем после каждого взвешивания (см. 7.7.2.3).
Примечание — Для достижения постоянной массы потребуется приблизительно от 2 до 3 нед.
7.7.5 Выражение результатов
7.7.5.1 Расчет водопоглощения
Для каждого из пяти образцов рассчитывают водопоглощение pw, выраженое в микрограммах на кубический миллиметр, с точностью до 0,1 мкг/мм3 по формуле
где т2 — масса образца, мкг, после выдержки в воде в течение 7 дней (см. 7.7.4);
т3 — масса высушенного образца, мкг (см. 7.7.4);
V — объем образца, мм3 (см. 7.7.3).
7.7.5.2 Обработка результатов испытания на водопоглощение
Если минимум четыре результата составляют <40 мкг/мм3, то полимерный материал для коронок и облицовок соответствует требованию 5.6.
12
ГОСТ Р 71412—2024
Если менее трех результатов составляют <40 мкг/мм3, то полимерный материал для коронок и облицовок не соответствует требованию 5.6.
Если три результата составляют <40 мкг/мм3, то испытание полностью повторяют. Только если при повторном испытании все пять результатов <40 мкг/мм3, то полимерный материал для коронок и облицовок соответствует требованию 5.6, в противном случае материал не соответствует требованиям.
Данная обработка представлена в таблице 3.
7.7.5.3 Расчет растворимости
Растворимость ps, выраженную в микрограммах на кубический миллиметр, рассчитывают для каждого из пяти образцов с точностью до 0,1 мкг/мм3 по формуле
_ mi ~тз (4)
Ps“ У
где т1 — масса образца, мкг, после доведения до постоянного значения (см. 7.7.4);
т3 — масса высушенного образца, мкг (см. 7.7.4);
У — объем образца, мм3 (см. 7.7.3).
7.7.5.4 Обработка результатов испытания растворимости
Если не менее четырех результатов составляют <7,5 мкг/мм3, то полимерный материал для коронок и облицовок соответствует требованиям 5.7.
Если менее трех результатов составляют <7,5 мкг/мм3, то полимерный материал для коронок и облицовок не соответствует требованиям 5.7.
Если три результата составляют <7,5 мкг/мм3, то полностью проводят повторное испытание. Только если не менее четырех результатов <7,5 мкг/мм3 при повторном испытании, то полимерный материал для коронок и облицовок соответствует требованиям 5.7, в противном случае — материал не отвечает требованиям 5.7.
Данная обработка представлена в таблице 4.
Примечание — Испытание на растворимость технически сложно, и именно по этой причине требование в повторном испытании ниже, чем для других видов испытаний в настоящем стандарте. Оценку растворимости считают существенной характеристикой качества полимерного материала для коронок и облицовок.
Таблица 4 — Обработка результатов испытаний на растворимость
Количество соответствующих образцов | Соответствие требованиям |
Первое испытание | |
От 4 до 5 | Соответствует |
3 | Повторное испытание |
От 0 до 2 | Не соответствуют |
Второе испытание (повторное) | |
От 4 до 5 | Соответствует |
От 0 до 3 | Не соответствует |
7.8 Соответствие цвета и цветостойкость
7.8.1 Общие положения
Данное испытание предназначено для демонстрации любых различий в цвете между партиями (см. 5.8) и цветостойкости (см. 5.9) для одной партии полимерного материала для коронок и облицовок после облучения ксеноновым облучателем и после водопоглощения путем сравнения образцов, облученного и необлученного, погруженных в воду, с сухим эталонным образцом.
Испытание проводят в соответствии с ГОСТ ISO 7491.
7.8.2 Аппаратура
7.8.2.1 Формы кольцевые с прорезью, как показано на рисунке 1 и в 7.3.1.1.
7.8.2.2 Пластины стеклянные или металлические (см. 7.3.1.2).
7.8.2.3 Зажим маленький винтовой (см. 7.5.1.3).
13
ГОСТ Р 71412—2024
7.8.2.4 Аппаратура для полимеризации, как рекомендуется в инструкции по применению и в 7.5.1.4.
7.8.2.5 Термостат температурой (37 ± 1) °C (см. 7.5.1.5).
7.8.2.6 Аппаратура для облучения в соответствии с ГОСТ ISO 7491.
7.8.3 Материалы
7.8.3.1 Бумага белая фильтровальная (см. 7.3.2.1).
7.8.3.2 Пленка (см. 7.3.2.2).
7.8.3.3 Порошок оксида алюминия размером частиц приблизительно 0,3 мкм (см. 7.7.2.4).
7.8.3.4 Фетр.
7.8.3.5 Бумага промокательная.
7.8.3.6 Фольга алюминиевая или оловянная.
7.8.4 Приготовление образцов для испытаний
Изготавливают 12 образцов для испытаний, по три каждого цветового оттенка (6.2: цвет такой же, как 6.1; 6.3: два образца дополнительного цвета) в соответствии с процедурой приготовления образцов по 7.7.3 и проводят полимеризацию материала для коронок и облицовок с помощью аппаратуры (см. 7.8.2.4). Извлекают образец для проведения испытаний из кольцевой формы с прорезью, шлифуют образец с обеих сторон и полируют фетром (см. 7.8.3.3) с водной суспензией оксида алюминия (7.8.3.4) до блеска и толщины (1,0 ± 0,2) мм.
7.8.5 Проведение испытаний
7.8.5.1 Серия образцов 1
Выдерживают по одному образцу из каждой партии в темноте в сухих условиях при комнатной температуре (23 ± 2) °C в течение 7 дней ± 4 ч.
Это ссылочные (контрольные) образцы.
7.8.5.2 Серия образцов 2
Выдерживают по одному образцу из каждой партии в дистиллированной воде в темноте в термостате (см. 7.8.2.5) при температуре (37 ± 1) °C в течение 7 дней ± 4 ч. Эти образцы позволяют продемонстрировать любые изменения их цвета только за счет водопоглощения.
7.8.5.3 Серия образцов 3
Выдерживают по одному образцу из каждой партии в темноте, в сухом термостате (см. 7.8.2.5) при температуре (37 ± 1) °C в течение (24 ± 2) ч.
Удаляют образцы из термостата и закрывают половину каждого алюминиевой или оловянной фольгой. Эти образцы помещают в аппарат с ксеноновой лампой при цветовой температуре от 5000 К до 7000 К; освещенность образца составляет 150 000 люкс (7.8.2.6), образец должен быть покрытым водой на (10 ± 3) мм при температуре (37 ± 5) °C. Образцы подвергают облучению в течение (24 ± 2) ч. Затем удаляют металлическую фольгу и повторно помещают образцы в термостат при температуре (37 ± 1) °C, высушивают их в темноте в течение 5 дней ± 4 ч. Эти образцы продемонстрируют любое изменение цвета из-за водопоглощения и облучения ксеноновой лампой.
7.8.6 Проведение сравнения цвета
Удаляют образцы из термостата и воду с их поверхности промокательной бумагой (см. 7.8.3.5), пока влажные образцы не высохнут.
Для определения постоянства цветового оттенка используют образцы двух партий в соответствии с 6.1 и 6.2. Сравнивают цвет контрольных образцов и половинок образцов из серии 3, фиксируя любое изменение цвета в соответствии с ГОСТ ISO 7491.
Для оценки постоянства цвета используют образцы из четырех разных партий в соответствии с 6.1, 6.2 и 6.3. Удаляют образцы из термостата и воду с их поверхности промокательной бумагой (см. 7.8.3.5), пока влажные образцы не высохнут.
С целью оценки соответствия цвета используют образцы двух партий в соответствии с 6.1 и 6.2. Сравнивают цвет контрольных образцов и половинок образцов из серии 3, фиксируя любое изменение цвета в соответствии с ГОСТ ISO 7491.
При проведении оценки стабильности цвета используют образцы из четырех разных партий в соответствии с 6.1, 6.2 и 6.3.
Сравнивают цвет обеих половинок каждого образца из серии 3 и всех трех образцов из каждой партии, отмечая любое изменение цвета в соответствии с ГОСТ ISO 7491.
14
ГОСТ Р 71412—2024
7.8.7 Выражение результатов по соответствию цвета
Если цветовое различие между тремя парами образцов и половинок (из серии 3), обработанных одинаковым образом, незначительное, то полимерный материал для коронок и облицовок соответствует требованиям 5.8.
7.8.8 Представление результатов по цветостойкости
Если различие цвета между обеими половинками образцов в серии 3 и между тремя образцами из одной партии не превышает незначительной или мало заметной разницы, полимерный материал для коронок и облицовок соответствует требованиям 5.9.
Допускается определять соответствие цвета и цветостойкость по ГОСТ Р 56924.
Допускается проводить определение цвета и цветостойкости после облучения и водопогло-щения по ГОСТ Р 56924—2016 (7.13).
8 Упаковка и маркировка
8.1 Упаковка
Поставка компонентов полимерного материала для коронок и облицовок должна быть осуществлена в такой таре, чтобы содержимое было надлежащим образом защищено и качество полимерного материала не ухудшалось до истечения срока годности, указанного на упаковке и контейнере [см. 8.2.2, перечисление д) и 8.2.3, перечисление д)].
Контейнеры — это непосредственная упаковка материала для коронок и облицовок. Внешняя упаковка может быть использована для представления контейнеров или наборов в качестве единичной тары.
8.2 Маркировка
8.2.1 Общее
Если разместить данные на этикетке первичного контейнера практически невозможно, то соответствующая информация должна быть приведена на внешней упаковке или включена в инструкцию по применению, за исключением обязательного представления на этикетке торгового наименования материала, цвета или обозначения цвета, а также даты истечения срока действия.
8.2.2 Маркировка на внешней упаковке
Маркировка каждой внешней упаковки должна содержать следующую информацию:
а) наименование и адрес изготовителя и/или дистрибьютора;
Ь) торговую марку полимерного материала для коронок и облицовок;
с) тип и класс полимерного материала для коронок и облицовок в соответствии с разделом 4 и/или описание материала доступным языком;
d) цвет(а) или описание, которое может быть связано с расцветкой изготовителя или рекомендовано изготовителем;
е) нетто-содержание компонентов набора материала, выраженное в граммах или миллилитрах;
f) рекомендуемые условия хранения;
д) срок годности, выраженный в виде года и месяца в соответствии с ГОСТ Р 7.0.64, при хранении в соответствии с рекомендуемыми условиями;
h) номер партии (код партии).
8.2.3 Маркировка контейнеров
Маркировка каждого контейнера должна содержать, по крайней мере, следующую информацию:
а) наименование и адрес изготовителя и/или дистрибьютора;
Ь) торговую марку полимерного материала для коронок и облицовок;
с) тип и класс полимерного материала для коронок и облицовок в соответствии с разделом 4 и/или описание материала доступным языком;
d) цвет(а) или описание, которое может быть связано с расцветкой изготовителя или рекомендовано изготовителем;
е) нетто-содержание компонентов, выраженное в граммах или миллилитрах;
f) рекомендуемые условия хранения;
д) срок годности, выраженный в виде года и месяца в соответствии с ГОСТ Р 7.0.64 при соблюдении рекомендуемых условий хранения;
15
ГОСТ Р 71412—2024
h) номер партии (код партии).
Информация, которую невозможно нанести на контейнер, может быть указана на внешней упаковке (см. 8.2.2).
9 Инструкции по применению
Инструкции по применению вместе с описанием продукта должны быть предоставлены изготовителем для пользователя и должны содержаться в каждом наборе или упаковке полимерного материала для коронок и облицовок при наличии, как минимум, следующей информации:
а) наименование и адрес изготовителя и/или дистрибьютора;
Ь) торговое наименование полимерного материала для коронок и облицовок;
с) режим полимеризации, т. е. отверждение под давлением, теплом, самоотверждением, видимым светом и/или УФ-излучением;
d) область применения;
е) если возможно, описание условий применения на окклюзионных участках жевательных зубов, подверженных нагрузкам;
f) описание компонентов, включая основные органические составляющие и тип наполнителя (например, бариевое стекло);
д) диапазон размеров частиц неорганического наполнителя и суммарный массовый процент неорганического наполнителя;
h) средства для адгезионного соединения и/или способ подготовки поверхности;
i) если изготовитель заявляет об адгезии между полимерной коронкой и облицовочным материалом и каркасом без макромеханической ретенции, то должен быть указан метод и условия обработки каркаса;
j) процедура инвестирования, если применимо;
к) метод подготовки и дозирования компонентов, выбор цвета с помощью расцветки изготовителя или рекомендованного изготовителем и методики смешивания, а также температура, влажность и условия окружающего освещения, которые могут неблагоприятно повлиять на полимерный материал для коронок и облицовок, и все меры предосторожности, которые необходимо соблюдать;
I) любые особые меры предосторожности в отношении манипуляций с полимерным материалом для коронок и облицовок, включая, при необходимости, максимально допустимое количество красителей и смесей, которые можно использовать без ущерба для физических свойств материала, и окружающие условия, при которых это можно выполнять;
т) порядок манипуляций с полимерным материалом для коронок и облицовок;
п) рабочее время, если применимо для данного типа материала;
о) время схватывания для полимерных материалов для коронок и облицовок типа 1;
р) рекомендуемый внешний источник активации процесса полимеризации (отверждения) или источники энергии и время полимеризации для полимерных материалов для коронок и облицовок типа 2;
q) время схватывания, рекомендуемый внешний источник или источники энергии и время полимеризации для полимерных материалов для коронок и облицовок типа 3;
г) рекомендуемый способ отделки и полирования, а также используемое средство для полирования;
s) информация об ограничениях применения и возможных побочных эффектах;
t) предоставить или порекомендовать подходящую шкалу тональности;
и) рекомендуемые условия хранения (например, охлаждение) компонентов;
v) дата выдачи инструкции по эксплуатации.
16
ГОСТ Р 71412—2024
Приложение ДА (справочное)
Сведения о соответствии ссылочных межгосударственных и национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДА.1
Обозначение ссылочного национального и межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ ISO 7491—2012 | IDT | ISO 7491:1985 «Материалы стоматологические. Метод определения цветостойкости стоматологических полимерных материалов» |
ГОСТ Р 7.0.64—2018 (ИСО 8601:2004) | MOD | ISO 8601:2004 «Элементы данных и форматы для обмена информацией. Обмен информацией. Представление дат и времени» |
ГОСТ Р 52501—2005 (ИСО 3696:1987) | MOD | ISO 3696:1987 «Вода для лабораторного анализа. Технические требования и методы испытаний» |
ГОСТ Р ИСО 1942—2017 | IDT | ISO 1942:2009 «Стоматология. Терминологический словарь» |
ГОСТ Р ИСО 6507-1—2007 | IDT | ISO 6507-1:2005 «Материалы металлические. Определение твердости по Виккерсу. Часть 1. Метод испытания» |
ГОСТ Р ИСО 22674—2013 | IDT | ISO 22674:2006 «Стоматология. Металлические материалы для фиксированных и съемных протезов и пластинок» |
Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT — идентичные стандарты; - MOD — модифицированные стандарты. | ||
17
ГОСТ Р 71412—2024
Библиография | |
[1] ИСО 7405 | Стоматология. Оценка биологической совместимости медицинских изделий, используемых в стоматологии (Dentistry. Evaluation of biocompatibility of medical devices used in dentistry) |
[2] ИСО 10993-1 | Изделия медицинские. Оценка биологического действия. Часть 1. Оценка и исследования в процессе менеджмента риска (Biological evaluation of medical devices. Part 1: Evaluation and testing within a risk management process) |
[3] ИСО 6344-1 | Шлифовальный материал с покрытием. Гранулометрический анализ. Часть 1. Определение гранулометрического состава (Coated abrasives. Grain size analysis. Part 1: Grain size distribution test) |
18
ГОСТ Р 71412—2024
УДК 615.463:665.14:006.354 ОКС 11.060.10
Ключевые слова: материалы стоматологические, полимерные, материалы для коронок и облицовок, классификация, методы испытаний
19
Редактор Л. С. Зимилова
Технический редактор И.Е. Черепкова
Корректор М.В. Бучная
Компьютерная верстка М.В. Малеевой
Сдано в набор 31.05.2024. Подписано в печать 04.06.2024. Формат 60x847s. Гарнитура Ариал.
Усл. печ. л. 2,79. Уч.-изд. л. 2,25.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}