ГОСТ Р ИСО 15330-2010
Группа Г30
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИЗДЕЛИЯ КРЕПЕЖНЫЕ
Испытание на предварительную нагрузку для обнаружения водородного охрупчивания
МЕТОД С ПРИМЕНЕНИЕМ ПАРАЛЛЕЛЬНЫХ НЕСУЩИХ ПОВЕРХНОСТЕЙ
Fasteners. Preloading test for the detection of hydrogen embrittlement. Parallel bearing surface method
ОКС 21.060.01
ОКП 16 0000
Дата введения 2012-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" ("ВНИИНМАШ") на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Федерального агентства по техническому регулированию и метрологии от 12 ноября 2010 г. N 471-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15330:1999* "Изделия крепежные. Испытание на предварительную нагрузку для обнаружения водородного охрупчивания. Метод с применением параллельных несущих поверхностей" (ISO 15330:1999 "Fasteners - Preloading test for the detection of hydrogen embrittlement - Parallel bearing surface method").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Если атомарный водород проникнет в сталь, он может вызвать потерю пластичности или способности выдерживать нагрузку, растрескивание (обычно в виде ультрамикроскопических трещин) или катастрофические хрупкие разрушения при приложенных напряжениях значительно ниже предела текучести или даже нормальной расчетной прочности для сплавов. Данное явление часто происходит в сплавах, которые не характеризуются значительными потерями текучести при стандартных испытаниях на растяжение, и часто называется замедленным хрупким разрушением или водородным охрупчиванием. Водород может внедряться во время термообработки, газового науглероживания, очистки, травления, фосфатирования, гальванопокрытия и окружающей среды в результате катодной защиты или реакций коррозии. Водород может также внедряться во время производства, например во время роликового профилирования листового металла, механической обработки или сверления вследствие разрушения неудовлетворительных смазывающих веществ, а также во время операций сварки или пайки твердым припоем.
1 Область применения
Настоящий стандарт устанавливает испытание на предварительную нагрузку, которое способно обнаружить наличие водородного охрупчивания в крепежных изделиях при комнатной температуре.
Данное испытание распространяется на:
- метрические болты, винты и шпильки,
- резьбовыдавливающие винты,
- самонарезающие винты,
- самосверлящие винты,
- гайки,
- шайбы,
изготовленные из стали и находящиеся под растягивающей нагрузкой.
Испытание проводят при температуре от 10 °С до 35 °С.
Испытание применяют только для активного контроля и может быть выполнено после любого этапа производственного процесса. Испытание не применяют в качестве приемочного испытания. Испытание способно оценивать различия или изменения в условиях или методах обработки и определять эффективность различных этапов процесса, включая обработки до и после покрытия, чтобы уменьшить перемещающийся водород в крепежных изделиях.
Испытание не освобождает изготовителя или исполнителя процесса от обязанности создания и контроля подходящей процедуры управления производством.
Примечание - Возможность обнаружения водородного охрупчивания значительно снижается, если испытание начинать позже 24 ч после последнего этапа производственного процесса. Поэтому при нормальных обстоятельствах испытание не является подходящим для приемочного испытания.
Особое внимание необходимо уделять испытанию по 7.3.
2 Нормативные ссылки
Указанные ниже международные стандарты содержат положения, которые посредством ссылок составляют положения настоящего стандарта. Для международных стандартов с указанием даты публикации, на которые имеются ссылки, не распространяется действие последующих изменений или пересмотров этих международных стандартов. Однако сторонам - участницам соглашений на основе настоящего стандарта рекомендуется выяснять возможность применения самых последних изданий указанных ниже международных стандартов*. Для международных стандартов без указания даты публикации, на которые имеются ссылки, распространяется действие самых последних изданий этих международных стандартов.
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 273:1979 Изделия крепежные. Отверстия с гарантированным зазором для болтов и винтов (ISO 273:1979 Fasteners - Clearance holes for bolts and screws)
ИСО 2702:1992 Винты самонарезающие стальные термообработанные. Механические свойства (ISO 2702:1992 Heat-treated steel tapping screws - Mechanical properties)
ИСО 7085:1999 Винты резьбовыдавливающие с метрической резьбой с закаленным и отпущенным поверхностным слоем. Механические и эксплуатационные требования (ISO 7085:1999 Mechanical and performance requirements of case hardened and tempered metric thread rolling screws)
ИСО 10666:1999 Винты самонарезающие самосверлящие. Механические и функциональные характеристики (ISO 10666:1999 Drilling screws with tapping screw thread - Mechanical and functional properties)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 восприимчивость к водородному охрупчиванию (susceptibility to hydrogen embrittlemet): Характеристика стальных крепежных изделий, которая отображает хрупкое разрушение вследствие присутствия перемещающегося водорода и нагружения существенными растягивающими напряжениями и/или из-за неблагоприятных условий обслуживания.
Примечания
1 С увеличением восприимчивости к водородному охрупчиванию критическое количество перемещающегося водорода может быть причиной заметного снижения хрупкого разрушения.
2 После производственного процесса восприимчивость к водородному охрупчиванию не может быть уменьшена или изменена в невосприимчивое состояние даже любой термообработкой после покрытия (сушкой).
3.2 риск водородного охрупчивания (risk of hydrogen embrittlemet): Риск появления разрушения возникает, если крепежные изделия изготовлены из стали, восприимчивой к водородному охрупчиванию, поглощающей водород и находящейся под действием растягивающих напряжений или остаточных растягивающих напряжений.
Примечание - Риск водородного охрупчивания может быть снижен, если в относящихся к делу операциях процесса минимизировать приток водорода и/или если после покрытия применить подходящую термическую обработку, способствующую удалению водорода посредством эффузии и/или необратимому поглощению водорода в стали.
3.3 производственная партия (manufacturing lot): Количество крепежных изделий с одинаковым обозначением, включающим класс точности, класс прочности и размер, изготовленные из прутка, проволоки, стержня или плоского материала одной плавки, с применением одинаковых или подобных операций, выполняемых одновременно или последовательно, с одинаковой термической обработкой и /или процессом нанесения покрытия, если таковое применяется.
Одинаковая термическая обработка или процесс нанесения покрытия означает:
- для непрерывных процессов одинаковый цикл обработки без каких-либо изменений параметров процесса;
- для прерывистых процессов одинаковый цикл обработки для последовательных одинаковых загрузок (партий).
Примечание - Производственная партия может быть разделена на ряд производственных загрузок для проведения технологической обработки, а затем снова собрана в ту же производственную партию.
3.4 производственная загрузка (manufacturing batch): Количество идентичных крепежных изделий из одной производственной партии, обрабатываемых совместно в одно время.
4 Метод испытания
Испытание на предварительную нагрузку выполняют на соответствующем испытательном устройстве. Крепежные изделия нагружают в диапазоне предела текучести или разрушающего крутящего момента либо при закручивании с сопряженной гайкой, либо при вкручивании в пластину с предварительно нарезанной резьбой (см. рисунки 1-3). Другие системы приложения нагрузки и закрепления допускается применять, если может быть достигнуто необходимое напряжение в диапазоне значений предела текучести или разрушающего крутящего момента для соответствующего крепежного изделия. Напряжение или крутящий момент выдерживают не менее 48 ч. После каждых 24 ч крепежные изделия повторно подтягивают до начального напряжения или крутящего момента и одновременно проверяют, произошло ли разрушение из-за водородного охрупчивания.
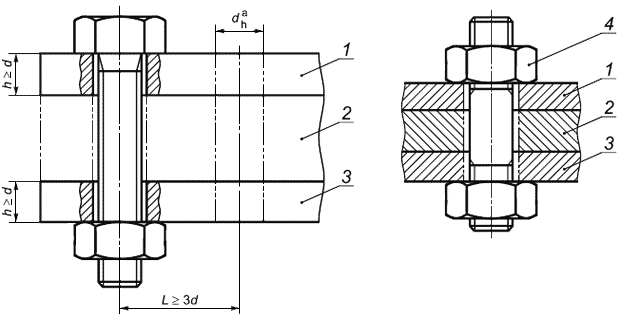
1 - верхняя пластина; 2 - листовое заполнение (для длинных болтов, винтов и шпилек); 3 - нижняя пластина; 4 - гайка в качестве головки
_______________
Отверстие с гарантированным зазором
- по ИСО 273, первый ряд.
Рисунок 1 - Испытательное устройство для метрических болтов, винтов и шпилек
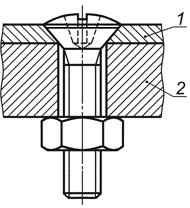
1 - верхняя пластина с зенковкой; 2 - нижняя пластина
Рисунок 2 - Пример испытательного устройства для болтов и винтов с неплоскими опорными поверхностями
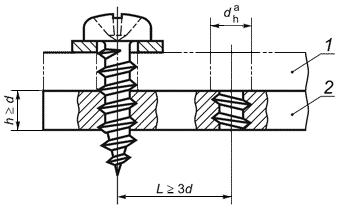
1 - листовое заполнение (для длинных винтов); 2 - пластина с предварительно нарезанной резьбой
____________________
![]() .
.
Рисунок 3 - Испытательное приспособление для резьбовыдавливающих, самонарезающих или самосверлящих винтов
5 Испытательные приспособления
Для различных типов крепежных изделий применяют соответствующее им испытательное устройство.
5.1 Метрические болты, винты и шпильки
Метрические болты, винты и шпильки закрепляют в твердой стальной пластине с параллельными поверхностями с одним или несколькими отверстиями, перпендикулярными к поверхности пластины, которые необходимо устанавливать, как показано на рисунке 1.
Приспособление для метрических болтов, винтов и шпилек имеет верхнюю и нижнюю стальные пластины (см. рисунок 1). Твердость верхней и нижней пластин должна быть не менее 45 HRC. Опорная поверхность должна быть гладкой, и ее шероховатость не должна превышать 8 мм. Толщина каждой пластины должна быть не менее 1
(
- номинальный диаметр резьбы). Отверстия с гарантированным зазором должны иметь диаметр
в соответствии с ИСО 273, первый ряд, и кромки не должны быть скругленными. Расстояние между отверстиями с гарантированным зазором друг от друга
должно быть не менее трех диаметров (3
).
При проведении испытания длина нагруженной свободной резьбы должна составлять не менее 1, при этом не более пяти полных витков резьбы должны выходить за пределы гайки. Чтобы удовлетворять эти технические требования одна или более стальных пластин с параллельными и гладкими поверхностями могут быть использованы как листовое заполнение. Листовое заполнение может быть изготовлено из другой стали и с твердостью, отличной от твердости верхней и нижней пластин.
Болты, винты, шпильки, которые будут испытываться с предварительным натягом, затягиваются сопряженной гайкой. В случае со шпилькой или резьбовым стержнем гайки следует использовать с обеих сторон испытательной пластины. Если гайки навинчены на концы с различным количеством витков резьбы, гайку, навинченную на меньшее количество витков резьбы, необходимо рассматривать как головку. Гайку, используемую в качестве головки, необходимо завернуть с усилием от руки до сбега резьбы.
Для коротких винтов (![]() ) следует применять только одну пластину с предварительно нарезанными резьбовыми отверстиями, в которые винт должен быть ввинчен непосредственно без использования гайки и затянут до головки винта. Пластина должна иметь такие же свойства, как указанные выше для верхней пластины.
) следует применять только одну пластину с предварительно нарезанными резьбовыми отверстиями, в которые винт должен быть ввинчен непосредственно без использования гайки и затянут до головки винта. Пластина должна иметь такие же свойства, как указанные выше для верхней пластины.
Для того, чтобы испытывать болты и винты с неплоскими опорными поверхностями (например, винты с потайной головкой, болты с ушком и т.д.), под головку следует использовать соответствующую верхнюю пластину или шайбу (см. рисунок 2).
5.2 Резьбовыдавливающие, самонарезающие и самосверлящие винты
В приспособлении для резьбовыдавливающих, самонарезающих и самосверлящих винтов применяют пластину, изготовленную из стали с механическими свойствами, указанными в соответствующих испытаниях на ввинчивание в ИСО 7085, ИСО 2702 или ИСО 10666 соответственно, но которая имеет предварительно нарезанную резьбу (см. рисунок 3). Применяемая шайба твердостью 300 HV может быть использована под головку винта для защиты пластины. Минимальная толщина пластины должна быть 1 (
- номинальный диаметр резьбы). Все другие требования такие же, как для метрических болтов, винтов и шпилек (см. 5.1).
Примечание - Вместо использования метчиков предварительно нарезанная резьба может быть получена ввинчиванием винтов, испытанных на отверстиях диаметрами, соответствующими международным стандартам (см. выше), при условии, что резьба винта достаточно длинная, чтобы можно было полностью нарезать сопряженную резьбу. Когда резьба полностью выполнена, тогда продолжают процесс ввинчивания заданным крутящим моментом, который заметно уменьшается и не увеличивается, пока не начнется процесс затяжки.
Для испытания длинных винтов в качестве листового заполнения могут быть использованы одна или более стальных пластин с параллельными и гладкими поверхностями. Диаметры отверстий в пластинах не должны превышать номинальный диаметр резьбы более чем на 10%.
5.3 Винты с невыпадающими шайбами
Испытание винтов с невыпадающими шайбами следует выполнять, используя соответствующее приспособление, описанное в 5.1 или 5.2.
5.4 Гайки
Необходимо учитывать, что некоторые гайки могут подвергаться растягивающему напряжению в области опорной поверхности вследствие расширения. Это может относиться к фланцевым гайкам или другим гайкам необычной формы, но возможно также и к обычным гайкам. Таким образом, испытание гаек должно быть рассмотрено при согласовании между изготовителем и исполнителем процесса.
Оборудование для испытания гаек - по 5.1.
5.5 Пружинные шайбы
Несколько пружинных шайб собирают на болт номинального диаметра резьбы, соответствующего номинальному диаметру пружинных шайб. Пружинные шайбы, подвергаемые испытанию, отделяют друг от друга плоскими шайбами. Твердость плоских шайб должна быть больше, чем твердость испытуемых шайб, и не менее 40 HRC.
Тарельчатые пружинные шайбы следует испытывать в парах, как показано на рисунке 4.
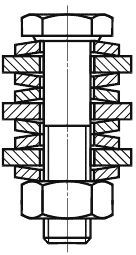
Рисунок 4 - Испытательное приспособление для тарельчатых пружинных шайб
Сборка должна быть затянута достаточной нагрузкой, чтобы пружинные шайбы стали плоскими.
6 Выборка
Для контроля следует использовать подходящий план выборочного контроля, согласованный между изготовителем и стороной, ответственной за отдельный этап процесса (например, закалка или нанесение покрытия), или между ответственными отделами компании. План выборочного контроля следует выбирать для каждой производственной загрузки.
Детали выборки должны быть исследованы визуально на видимые трещины без дополнительного увеличения.
7 Проведение испытания
7.1 Смазывание
Болты, винты, шпильки и гайки необходимо смазывать до испытания для повышения достоверности испытания.
Примечание - С подходящей смазкой (например, масло или любая смазка без серы) достигаются более близкие по значению коэффициенты трения. Кроме того, смазка уменьшает неизбежное скручивание и позволяет достичь большей растягивающей нагрузки.
7.2 Приложение предварительной нагрузки
При проведении испытания необходима высокая осторожность, так как хрупкие крепежные изделия могут внезапно разрушиться и вызвать серьезное повреждение. Следовательно, необходимо обеспечить защиту от повреждения щитами или другими соответствующими приспособлениями.
Максимальная скорость затягивания должна быть не более 0,33 с (20 об/мин).
7.2.1 Метрические болты, винты, шпильки и гайки
Метрические болты, винты или шпильки, собранные с сопряженными гайками, затягивают соответствующим гаечным ключом с ограничением по крутящему моменту до предела текучести. Затяжка до предела текучести может быть достигнута различными способами, например:
- контроль угла градиента крутящего момента или
- затяжка до заданного крутящего момента по заданному углу поворота.
Гайки для испытаний должны быть из одной производственной партии; они могут быть с покрытием или без покрытия, но должны быть одинаковые.
Гайки необходимо собрать с сопряженными болтами или винтами и затянуть до предела текучести. Испытуемые болты или винты должны быть из одной производственной партии; они могут быть с покрытием или без покрытия, но должны быть одинаковые.
Предварительную нагрузку следует прикладывать согласно следующей процедуре:
a) устанавливают пять болтов или винтов в испытательные пластины и завертывают гайки до соприкосновения с поверхностью испытательной пластины;
b) затягивают каждую сборку до индивидуального предела текучести. Затяжка может быть произведена со стороны гайки или со стороны головки болта или винта в зависимости от испытания, но должна быть одинаковая для всех испытуемых крепежных изделий;
c) регистрируют значения крутящего момента для пределов текучести пяти узлов крепления и вычисляют среднее значение и разность между максимальным и минимальным значениями. Если эта разность будет меньше 15% среднего значения, то среднее значение крутящего момента должно быть испытательным крутящим моментом затяжки данной выборки (см. раздел 6). В случае, если разность больше 15%, указанное количество крепежных изделий необходимо затянуть до их индивидуального предела текучести;
d) затягивают заданное количество крепежных изделий до испытательного крутящего момента затяжки или до индивидуального предела текучести в соответствии с перечислениями а)-с).
7.2.2 Резьбовыдавливающие, самонарезающие и самосверлящие винты
Резьбовыдавливающие, самонарезающие и самосверлящие винты следует затягивать соответствующим ключом с ограничением крутящего момента до 90% наименьшего значения разрушающего крутящего момента, полученного при испытании на пяти винтах. Необходимо выполнить следующие процедуры:
a) ввернуть пять винтов (возможно с шайбами) в испытательную пластину до соприкосновения головки с поверхностью пластины;
b) затянуть винты до их индивидуального разрушающего крутящего момента и зарегистрировать значения. Взять наименьшее значение и умножить его на 0,9 (90%), чтобы установить испытательный крутящий момент затяжки для данной выборки (см. раздел 6). Разность между максимальным и минимальным значениями разрушающего крутящего момента, полученная на пяти винтах, должна быть не более 15% минимального значения.
Примечание - Если разность превышает 15%, то этим испытанием невозможно обнаружить водородное охрупчивание.
Если форма головки или особенности привода (крестообразный шлиц, прямой шлиц, мелкое углубление) не позволяют затянуть винт до разрушения, то испытательный крутящий момент затяжки устанавливают равным 90% наименьшего значения крутящего момента повреждения привода;
c) затянуть заданное количество крепежных изделий до испытательного крутящего момента затяжки в соответствии с b).
7.2.3 Пружинные шайбы
Предварительную нагрузку следует прикладывать в соответствии со следующими процедурами:
a) установить пружинные шайбы на испытательный болт, как описано в 5.5, и завернуть испытательную гайку до соприкосновения с первой шайбой;
b) затянуть сборку, пока пружинные шайбы не станут плоскими.
7.3 Контрольное испытание
Возникновение трещин, отрыв головки или разрушение крепежного изделия, когда объект нагружен или в течение испытания, происходит необязательно из-за водородного охрупчивания вследствие процесса нанесения покрытия. Можно выполнить испытание крепежных изделий без покрытия (контрольное испытание) и установить, что причиной хрупкого разрушения были другие этапы производственного процесса.
Выборка для контрольного испытания должна быть согласована между сторонами, как описано в разделе 6. Испытательные процедуры - согласно 7.2.1-7.2.3.
7.4 Время для начала испытания
Чувствительность испытания на предварительную нагрузку зависит от времени начала испытания. Поэтому испытание необходимо выполнить как можно скорее, предпочтительно не позднее 24 ч после окончания исследуемого производственного процесса.
Примечание - Если водородное охрупчивание легко можно обнаружить, выполнив испытание немедленно, то при задержке начала испытания до нескольких дней или даже одной недели или больше шанс обнаружения водородного охрупчивания уменьшается.
7.5 Подтягивание в процессе испытания
Продолжительность испытания должна быть не менее 48 ч. Крепежное изделие следует повторно затягивать по крайней мере каждые 24 ч до испытательного крутящего момента затяжки или нагрузки, приложенной вначале. Если крутящий момент уменьшится более чем на 50% хотя бы для одного крепежного изделия, то испытание должно быть начато с начала с такими же крепежными изделиями.
Перед завершением испытания следует выполнить окончательное подтягивание. Перед окончательным подтягиванием крепежные изделия следует отвернуть приблизительно на оборота, чтобы обнаружить разрушение, произошедшее в пределах участка резьбы.
8 Оценка испытаний
После испытания на предварительную нагрузку детали должны быть исследованы визуально без дополнительного увеличения. Испытание выдержано, если в любом испытуемом крепежном изделии отсутствуют видимые трещины или разрушения.
9 Протокол испытаний
Протокол испытаний должен включать в себя:
a) обозначение настоящего стандарта;
b) идентификацию загрузки или партии;
c) количество испытанных крепежных изделий;
d) суть исследуемого процесса;
e) количество и хронометраж операций подтягивания;
f) продолжительность испытания;
g) количество разрушенных или очевидно поврежденных крепежных изделий при контрольном испытании, если оно проводилось;
h) количество разрушенных или очевидно поврежденных крепежных изделий в процессе испытания;
i) продолжительность времени между окончанием производственного процесса или этапа производственного процесса и началом испытания (если известно).
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации и действующим в этом качестве межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 273:1979 | MOD | ГОСТ 11284-75 "Отверстия сквозные под крепежные детали. Размеры" |
ИСО 2702:1992 | IDT | ГОСТ Р ИСО 2702-2009 "Винты самонарезающие стальные термообработанные. Механические свойства" |
ИСО 7085:1999 | - | * |
ИСО 10666:1999 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Библиография
[1] | ISO 9587 Metallic and other inorganic coatings - Pretreatments of iron or steel to reduce the risk of hydrogen embrittlement. |
Электронный текст документа
и сверен по:
, 2011
{kind=link}