ГОСТ EN 13411-4-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНЦЕВАЯ ЗАДЕЛКА СТАЛЬНЫХ КАНАТОВ. БЕЗОПАСНОСТЬ
Часть 4
Заливка металлом или пластмассами
Terminations for steel wire ropes. Safety. Part 4. Metal and resin socketing
МКС 21.060.70
53.020.30
Дата введения 2024-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Республиканским государственным предприятием "Казахстанский институт стандартизации и сертификации" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Комитетом технического регулирования и метрологии Министерства по инвестициям и развитию Республики Казахстан
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 июня 2015 г. № 47-2015)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 марта 2024 г. № 305-ст межгосударственный стандарт ГОСТ EN 13411-4-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2024 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 13411-4:2011* "Концевая заделка стальных канатов. Безопасность. Часть 4. Заливка металлом или пластмассами" ("Terminations for steel wire ropes - Safety - Part 4: Metal and resin socketing", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский стандарт подготовлен Техническим комитетом CEN/TC 168 "Цепи, канаты, подъемные ленты, стропы и оснастка - Безопасность" секретариат которого находится при BSI (Британский институт стандартов).
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает минимальные требования, предъявляемые к металлическим и смоляным муфтам, предназначенным для заделки стальных проволочных канатов согласно EN 12385-4:2002+A1:2008; EN 12385-5:2002; EN 12385-6:2004; EN 12385-7:2002; EN 12385-8:2002; EN 12385-9:2002 и EN 12385-10:2003+A1:2008.
Настоящий стандарт распространяется на требования, которые обеспечивают прочность муфты, способной выдерживать усилия, составляющего, по крайней мере, 100% минимальной разрывной силы каната (т.е. КПД коэффициент эффективности концевой муфтовой заделки =1,0).
Примечание - Концевые соединения канатов, выполненные с помощью муфт настоящего стандарта, могут использоваться для определения разрывной силы проволочных канатов согласно приложению A EN 12385-1:2002+А1:2008.
Заделка концевых соединений с помощью муфт по методам и материалам, и указанным в настоящем стандарте, должна производиться в температурных пределах, указанных в приложении Е.
В настоящем стандарте рассматриваются все значительные опасные ситуации и события, имеющие отношение к муфтовым концевым соединениям из металла и смол, при использовании по назначению и в аномальных условиях, которые являются обоснованно прогнозируемыми (см. раздел 4).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
EN 59:2016 Glass reinforced plastics - Measurement of hardness by means of a Barcol impressor (Армированный стеклопластик. Измерение твердости с помощью твердомера Баркола)
EN 1774:1997 Zinc and zinc alloys - Alloys for foundry purposes - Ingot and liquid (Цинк и сплавы цинка. Сплавы для литья слитков. Слитки и жидкости)
EN 12385-1:2002+A1:2008 Steel wire ropes - Safety - Part 1: General requirements (Канаты проволочные стальные. Безопасность. Часть 1. Общие требования)
EN 12385-2:2002+A1:2008 Steel wire ropes - Safety - Part 2: Defnitions, designation and classification (Канаты проволочные стальные. Безопасность. Часть 2. Определения, назначение и классификация)
EN ISO 75-2:2004 Plastics - Determination of temperature of deflection under load - Part 2: Plastics, ebonite and long-fibre-reinforced composites (ISO 75-2:2004) (Пластмассы. Определение деформационной теплостойкости под нагрузкой. Часть 2: Пластмассы, эбонит и смеси, армированные длинным волокном)
EN ISO 604:2003 Plastics - Determination of compressive properties (ISO 604:2002) (Пластмассы. Определение свойств при сжатии)
EN ISO 3838:2004 Crude petroleum and liquid or solid petroleum products - Determination of density or relative density - Capillary-stoppered pyknometer and graduated bicapillary pyknometer methods (ISO 3838:2004) (Сырая нефть, жидкие и твердые нефтепродукты. Определение плотности или относительной плотности. Методы с применением пикнометров в виде закупоренных капилляров и градуированных двухкапиллярных пикнометров)
EN ISO 12100:2010 Safety of machinery - General principles for design - Risk assessment and risk reduction (ISO 12100:2010) (Безопасность машин. Общие принципы конструирования. Оценка и снижение рисков)
3 Термины и определения
В настоящем стандарте применяются термины и определения по EN ISO 12100, EN 12385-2:2002+A1:2008, а также следующие термины с соответствующими определениями:
3.1 муфта (socket): Тип концевого соединения проволочного каната с корпусом муфты.
3.2 кожух муфты (socket basket): Часть муфтового соединения, в котором подготовленный конец каната заливается соответствующим материалом для муфтового соединения.
3.3 бандаж (serving): Обертка, обычно проволоки и стренги, для предотвращения распускания конца каната.
3.4 первичный бандаж (permanent serving): Бандаж, насаживаемый перед заделкой муфты и остающийся на месте, по крайней мере, до завершения заделки каната в муфту.
3.5 вспомогательный бандаж (temporary serving): Бандаж, насаживаемый, а затем убранный на различных этапах заделки каната в муфту.
3.6 загущение (gelling): Изменение состояния смолы из жидкости в полутвердое, желеобразное вещество.
3.7 загибание (hooking): Процедура, в которой распущенные концы проволоки загибаются и образуют крючки.
3.8 задельщик (socketer): Лицо, занимающееся заделкой муфтовых соединений.
Примечание - Описание дополнительных элементов геометрических параметров муфты представлено на рисунке 1.
|
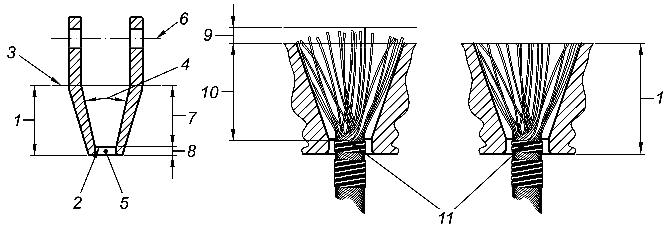
1 - длина конусовидного кожуха плюс параллельная часть (и), включая закругления на входе каната; 2 - малый торец конического кожуха; 3 - большой торец конического кожуха; 4 - внутренний угол конического кожуха; 5 - отверстие (внутренний диаметр на входе каната); 6 - осевая линия мелкого отверстия; 7 - длина кожуха муфты; 8 - длина параллельной части, включая любые закругления на входе каната; 9 - выступающие концы проволоки; 10 - длина распущенной проволочной части (распущенной части проволоки); 11 - основание распущенной проволочной части.
Примечание - Некоторые муфты могут иметь кожухи с длинной частью на большом торце конического кожуха.
Рисунок 1 - Номенклатура стандартных частей муфты и распущенной проволочной части
3.9 компетентное лицо (competent person): специально назначенное лицо, имеющее соответствующее образование и опыт, прошедшее инструктаж, позволяющий ему проверять правильность выполняемых операций.
3.10 система заделки каната в смоляную муфту (resin socketing system): система, включающая инструкции и материалы заделки канатов в муфту, в которой в качестве рабочей среды используется металл или смола.
3.11 разработчик системы муфтового соединения (socketing system designer): лицо или организация, которая проектирует систему муфтового соединения и принимает на себя ответственность за его испытание.
3.12 изготовитель системы муфтового соединения (socketing manufacturer): лицо или организация, которые производят обжимные муфты по инструкциям разработчика муфтового соединения.
4 Перечень возможных опасностей
Данный раздел содержит все возможные опасности, опасные ситуации и события для расплавленного металла и смол при муфтовом соединении стальных канатов в области применения EN 12385-4:2002+A1:2008; EN 12385-5:2002; EN 12385-6:2004; EN 12385-7:2002; EN 12385-8:2002; EN 12385-9:2002 и EN 12385-10:2003+А1:2008, поскольку опасности рассматриваются в настоящем стандарте, определенные оценки риска важны для производства, которые требуют принятия мер для устранения или снижения рисков.
Непреднамеренное падение груза в результате повреждения муфтового концевого соединения канатов представляет собой прямую или косвенную опасность для жизни или здоровья персонала, находящегося в опасной зоне.
Для обеспечения необходимой прочности муфтового концевого соединения канатов в настоящем стандарте приводятся требования, предъявляемые к методам заделки каната в муфту.
В таблице 1 приведены опасности, которые требуют принятия мер по снижению риска, определяемые при оценке риска, как специфичные и значимые для сборки муфтового соединения.
Таблица 1 - Опасности, определяемые EN ISO 14121-1:2007, А.1 и А.4
Тип или группа | Происхождение | Возможные последствия |
Механические опасности | Ускорение, замедление (кинетическая энергия) - Падающие предметы
| Динамическая нагрузка - Дробление |
Опасные происшествия | Устойчивость машины и/или части машины. Механическая прочность деталей работы машины | Потеря устойчивости Разрушение во время работы |
5 Требования безопасности и/или меры предосторожности
5.1 Общие положения
Машинное оборудование должно соответствовать требованиям безопасности и/или мерам предосторожности настоящего раздела.
Кроме того, машины (сборка канатов в соответствии с настоящим стандартом и которая предназначена для подъема) должны быть спроектированы в соответствии с EN ISO 12100 в отношении значимых, но не значительных опасностей, которые не рассматриваются в данном документе.
Муфтовые соединения должны выполняться лицами, прошедшими соответствующее обучение.
5.2 Подготовка каната и муфты
5.2.1 Общие положения
Во время выполнения муфтового соединения положение проволок и прядей несращиваемой части каната должно оставаться без повреждений. Для этой цели могут использоваться вспомогательные бандажи или, в качестве альтернативы, механическое устройство - зажим(-ы).
5.2.2 Длина маркировки каната
Длина каната должна выбираться с учетом длины кожуха муфты, длины распускаемой проволочной части, дополнительной длины для загибания проволоки и, если используется, глубины центрирующего зажима.
5.2.3 Бандаж
Вспомогательный бандаж должен использоваться для удержания прядей и проволоки во время резки в правильном положении.
Вспомогательный бандаж также должен использоваться, когда это необходимо по конструкции каната, например каната спиральной свивки, для поддержания свивки каната и т.д. вне части муфтового соединения.
Канат должен иметь постоянный бандаж, как показано на рисунке 2. Перед нарезкой каната постоянный бандаж должен устанавливаться в правильное положение. Если иное не оговорено изготовителем муфты, бандаж должен обеспечивать проникновение рабочей среды между канатом с бандажом и отверстием муфты.
Материал, используемый для постоянного бандажа, должен представлять собой луженую или оцинкованную мягкую проволоку или прядь проволочного каната, покрытого цинком/цинковым сплавом, или блестящую, луженую или оцинкованную мягкую проволоку или прядь голого (блестящего) проволочного каната.
5.2.4 Резка каната
Проволочный канат должен резаться абразивным диском ударным или пилящим способами, при этом уделяется особое внимание положению волокон каната, чтобы не нарушить правильное положение проволок и/или прядей во время резки.
Ацитилено-кислородная* или аналогичная резка не допускается из-за возможного теплового повреждения проволок.
________________
* Текст документа соответствует оригиналу. - .
5.2.5 Чистота муфты
Грязь, жир, окалина или остатки должны быть удалены с внутренней части кожуха муфты.
Примечание - Не исключается использование антиадгезива, если для муфтового соединения используется смола.
5.2.6 Заделка каната в муфту
Для установки каната в муфту должна использоваться одна из двух процедур.
В первом случае канат должен быть вставлен в муфту до подготовки распущенной проволочной части.
Во втором случае - после подготовки распущенной проволочной части согласно пунктам 5.2.8-5.2.10, она должна быть закрыта и уплотнена, чтобы ее можно было вставить в отверстие муфты без повреждения каната.
5.2.7 Роспуск проволоки
Вспомогательный бандаж в точке нарезки должен быть удален, а пряди раскрываться веером по направлению наружу для облегчения процедуры роспуска.
Канат (включая стальной сердечник, если имеется) должен распускаться на проволоки, образующие "открытую щетку" (распущенную проволочную часть) (см. рисунок 2).
Угол раскрытия щетки не должен превышать 45° по вертикали (см. рисунок 2).
Примечание - Проволока не должна быть согнута под слишком большим углом при постоянном бандаже, т.к. это будет негативно влиять на срок службы муфты в сборе. Особое внимание должно уделяться закрытым проволочным канатам из-за чувствительности участка закрытой проволочной спирали.
Волоконный сердечник должен удаляться на всю длину распущенной проволочной части.
Когда муфтовое соединение (заливка) осуществляется посредством расплавленных металлов, то выступающий край сердечника должен быть защищен от влияния тепла, создаваемого расплавленным металлом так, чтобы материалы волоконного сердечника не воспламенились, не расплавились или не начинали тлеть. Один из способов может заключаться в замене волоконного сердечника на ложный сердечник для стального каната длиной 1515
(диаметр каната) вне муфты и >1
внутри муфты.
5.2.8 Предварительная обработка распущенной проволочной части
Распущенная часть должна быть обезжирена от следов смазочного материала. Обезжиривание должно проводиться либо методом с использованием жидкости, либо методом с использованием пара. Необходимо, чтобы при использовании растворителей соблюдались инструкции изготовителя растворителя.
При этом обезжириванию должна подвергаться только распущенная проволочная часть.
Перед тем как приступить к заливке муфты, распущенная проволочная часть должна быть полностью сухой.
Примечание - При заливке свинцовым сплавом проволока каната может пройти предварительную обработку для повышения адгезии. Дополнительная процедура приведена в приложении D.
|
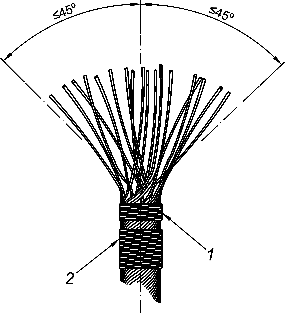
1 - постоянный бандаж; 2 - вспомогательный бандаж
Рисунок 2 - Распущенная проволочная часть
5.2.9 Загибание концов проволоки
Если типовые испытания указывают на необходимость загибания концов проволоки, размеры поученных крючков не должны мешать потоку расплавленного металла или смолы во время изготовления соединения и не должны уменьшать длину заливаемой распущенной части проволоки.
Примечание - Канат с грубой конструкцией, т.е. 17, как правило, требует загибания концов проволоки для обеспечения требований настоящего стандарта.
5.2.10 Выбор положения и центровка распущенной проволочной части, каната и муфты
Распущенной проволочной части должна быть придана форма кожуха муфты.
Муфту необходимо продеть через распущенную проволоку так, чтобы основание данной распущенной части выступало в коническую часть на малом торце не более чем на расстоянии 0,5d. Проволока должна быть равномерно распределена в кожухе муфты. Расстояние между концом распущенной части и большим торцом кожуха муфты должно составлять не более 5% длины кожуха муфты.
Если концы проволоки в верхней распущенной части не выступают за пределы большого торца кожуха муфты, необходимо измерить и задокументировать действительное положение концов проволоки относительно большого торца кожуха.
Ось каната должна совпадать с осью муфты на достаточную длину, обычно составляющую три длины свивки; если применяются подходящие зажимы, данная длина может быть меньше.
Примечание - Концентричность каната относительно отверстия (внутреннего диаметра на входе каната) подлежит согласованию.
5.2.11 Уплотнение
Участок, где канат входит в муфту, должен быть уплотнен материалом, который предотвращает утечку расплавленного металла или смолы.
Примечание - Следует соблюдать осторожность, чтобы уплотнительный материал не попал в зазор между муфтой и канатом в отверстии. В таком случае, это может предотвратить проникновение заливочной среды в область отверстия муфты, что может привести к коррозии и сокращению срока службы конструкции.
5.3 Изготовление муфты
5.3.1 Общие положения
Для заливки муфты может использоваться:
- расплавленный металл, согласно приложения А;
- смола, согласно приложения В.
Повторное использование рабочей среды не допускается.
5.3.2 Изготовление муфтового соединения с помощью расплавленного металла
5.3.2.1 Предварительное прогревание муфты
Изготовитель муфты должен обеспечить максимальную температуру, до которой может быть прогрета муфта без негативного влияния на свойства рабочего материала.
Муфта должна быть прогрета для того, чтобы расплавленный металл смог заполнить кожух муфты без преждевременного затвердевания. Если в спецификациях не указано иное, то температура предварительного прогревания муфты должна составлять не менее 50% температуры заливки заливочной среды.
Температуру предварительного прогревания необходимо проверять непосредственно перед заливкой заливочной среды.
Примечание - Следует проявлять осторожность, чтобы не перегреть какую-либо часть муфты.
5.3.2.2 Плавление металла
Металл должен быть расплавлен в достаточном количестве для гарантии полного заполнения кожуха. Температура плавления должна соответствовать температуре, приведенной в приложении А.
Контейнеры, используемые для плавления и заливки заливочного металла, должны быть изготовлены из материала, который не оказывает влияния на расплавленный металл.
Не допускается использование оцинкованных емкостей с металлами на свинцовой основе.
Контейнеры, используемые для плавления одного типа металлов, не должны использоваться для плавления другого вида металлов.
Свинцовые сплавы должны находиться в расплавленном состоянии в течение минимального времени, с тем чтобы минимизировать окисление и потери сурьмы и олова.
5.3.2.3 Заливка
Температура расплавленного рабочего металла должна проверяться непосредственно перед заливкой; она не должна выходить за пределы, указанные в приложении А. Перед заливкой расплавленный металл необходимо перемешать в емкости так, чтобы обеспечить равномерное распределение температуры. При этом с поверхности расплавленного металла необходимо убрать весь шлак (дросс).
Ковш должен быть сухим и предварительно прогретым; муфта и распущенная проволочная часть также должны быть полностью сухими - это поможет избежать взрывоопасного образования пара.
Примечание - Перед заливкой расплавленного металла распущенную проволоку можно покрыть флюсом, для чего в кожух муфты можно добавить флюсующий состав.
Расплавленный рабочий металл необходимо заливать медленно, с тем чтобы удалить газы, до полного заполнения кожуха муфты.
Если в контейнере или в ковше расплавленного металла окажется недостаточно, замена контейнера или повторная заливка ковша не должна нарушать естественный процесс охлаждения и застывания металла в целом
Примечание - Иногда на участке большого торца кожуха происходит усадка металла. В этом случае допускается дозаливка (добавление) металла с целью заполнения впадины. Данный металл добавляется в условиях затвердевания основного металла; при необходимости перед добавлением нового металла поверхность можно вернуть в жидкообразное состояние, например, посредством аккуратного нагревания большого торца кожуха.
5.3.2.4 Охлаждение
Не допускается никакого воздействия на залитый расплавленный металл во время его охлаждения до температуры окружающего воздуха, т.е. металл должен затвердевать естественным образом.
5.3.3 Изготовление муфтового соединения с помощью смолы
5.3.3.1 Общие положения
Изготовитель должен соблюдать инструкции изготовителя смолы.
Упаковки или наборы смол не должны использоваться после истечения срока годности, указанного на упаковке.
Упаковки и наборы смолистых материалов не должны быть нарушены.
5.3.3.2 Заливаться должна только одна смесь до полного заполнения кожуха. Во время заливки, дозаливки и застывания смолы до желеобразного состояния важно обнаружить и остановить возможные утечки. В противном случае возможно образование полостей рядом с основанием распущенной проволочной части.
5.3.3.3 Затвердевание
После желеобразного застывания смола должна полностью затвердеть.
Муфта не должна перемещаться до тех пор, пока смола не застынет до точки, которую она проходит при испытании на твердость нанесением царапин (см. 6.13).
Примечание - Муфта, должна иметь тонкий липкий слой на поверхности смолы после отверждения. Испытание на твердость нанесением царапин может быть проведено через этот слой.
5.4 Удаление уплотнительного материала
По окончании изготовления муфтового соединения уплотнения можно снять.
5.5 Защита
Подходящее соединение коррозионной защиты должно применяться к канату в непосредственной близости к канату и муфте, когда используемая система муфтового соединения представляет собой расплавленный металл.
Примечание - Необходимо долить любой смазочный материал, который, возможно, вытек из каната на поверхность раздела муфты, как следствие предварительного прогревания муфты и заполнения расплавленным металлом.
5.6 Типовые испытания
При необходимости проводят типовые испытания на изготовление муфтового соединения с муфтами, соответствующими расчетным параметрам, приведенным в приложении F.
Для оценки прочности на разрыв каната данного типа в данной муфте должны проводиться типовые испытания с предоставлением полученных результатов, которые должны соответствовать данному стандарту. В качестве подтверждения соответствия могут использоваться имеющиеся отчеты.
6 Проверка требований безопасности и/или мер предосторожности
6.1 Маркировка каната
Маркировка каната должна подтверждаться посредством визуального осмотра.
6.2 Бандаж
Бандаж должен проверяться посредством визуального осмотра.
6.3 Чистота муфты
Чистота муфты должна проверяться посредством визуального осмотра.
6.4 Распускание проволочной части
Распускание проволочной части, и, где применимо, удаление волоконного сердечника, а также защита его открытого конца у основания распущенной проволоки должны проверяться посредством визуального осмотра.
6.5 Обезжиривание распущенной проволоки
Чистота распущенной проволочной части после обезжиривания должна подтверждаться посредством визуального осмотра.
6.6 Загибание концов проволоки
Если требуется загибание концов проволоки, длина любой зацепленной части должна подтверждаться посредством визуального контроля.
6.7 Положение и центровка распущенной проволочной части, каната и муфты
Равномерность распущенных проволок должна проверяться посредством визуального осмотра.
Расстояние между концами распущенной проволоки и торцом кожуха, когда требуется полная заделка распущенной проволоки, должно проверяться измерениями с документированием полученных результатов.
6.8 Предварительное нагревание муфты
Температура муфты должна проверяться с помощью термоплавких стержней или соответствующих контрольно-измерительных приборов
6.9 Плавление металла
Температура металла должна подтверждаться с помощью подходящего термометра.
6.10 Заливка металла
Температура заливаемого металла должна проверяться с помощью подходящего термометра.
6.11 Охлаждение
Естественное охлаждение металла должно сопровождаться визуальным осмотром.
6.12 Заливка смолы
Отсутствие утечек должно подтверждаться визуальным осмотром.
6.13 Затвердение смолы
Испытание на царапины проводится острым инструментом, таким как отвертка по поверхности смолы на большом конце конусной части, где остаются только неглубокие, светлые царапины.
6.14 Удаление уплотнительных материалов
Снятие уплотнений должно быть подтверждено визуальным осмотром.
6.15 Изготовления муфтового соединения
Во время визуальной проверки изготовленного муфтового соединения необходимо убедиться, что:
a) оси муфты и каната совпадают;
b) зазор между канатом и муфтой на входе каната в муфту ровный и заполнен рабочим материалом, если иное не оговорено изготовителем муфты;
c) кожух муфты заполнен рабочим материалом.
7 Информация по использованию
7.1 Общие положения
Информация по использованию машины должна представляться согласно EN ISO 12100:2010, 6.1.
7.2 Маркировка
На большом торце муфтового соединения должна быть четкая и надежная маркировка с указанием марки или торгового знака и кода прослеживаемости, отождествляющего сборку с сертификатом фирмы (см. 7.3) изготовителя муфтового соединения.
Маркировка может штамповаться или наноситься на бирку, заделанную или присоединенную к рабочей (заливочной среде).
Вдавливание от штампования должно быть таким образом, чтобы не нарушить механические свойства заделанной части концевого соединения.
7.3 Сертификат фирмы - изготовителя муфты
Сертификат на сборку, который включает в себя муфтовое соединение в соответствии с процедурами, указанными в настоящем стандарте, должен включать в себя, как минимум, следующую информацию:
a) наименование и адрес изготовителя и/или, в случае необходимости, его уполномоченного представителя;
b) описание сборки, включая:
1) номинальный размер;
2) конструкцию;
c) максимальная рабочая нагрузка;
d) процедура изготовления муфтового соединения соответствует настоящему международному стандарту.
Приложение А
(обязательное)
Расплавленный металл для заливки муфтового соединения
А.1 Свинцовые сплавы
Приблизительная температура плавления свинцовых сплавов составляет 240°С; температура разливки должна равняться (350±10)°С. Составные компоненты должны соответствовать таблице А.1.
Таблица А.1 - Химический состав свинцовых сплавов
Химический состав, масс. % | Всего | |||||
Sn | Sb | Cd | Сu | As | Pb | примесей 1 масс %, макс |
4,75-5,25 | 14,5-15,5 | - | - | - | Остаток | 0,2 |
7,0-8,0 | 9,0-10,0 | - | - | - | Остаток | 0,2 |
9,0-11,0 | 9,0-11,0 | 1,72-2,5 | 0,3-0,7 | 0,3-0,7 | Остаток | 0,2 |
| ||||||
ВНИМАНИЕ - Вдыхание паров свинца опасно для здоровья.
Местные нормы должны проверяться относительно разрешения сплавов для использования при изготовлении муфтовых соединений.
А.2 Цинк
Чистота цинка должна составлять 99,9%, а температура плавления - 419°С.
Примечание - Температура разливки не должна превышать 500°С.
А.3 Цинковые сплавы
Цинковые сплавы должны соответствовать EN 1774:1997 класс ZnAI6Cu1, имеющие точку плавления около 380°С и температуру разливки (450±10)°С.
Приложение В
(обязательное)
Смола для заливки муфтового соединения
В.1 Общие положения
Для заливки муфтового соединения должна использоваться смола на полиэфирной основе с содержанием неорганического наполнителя и отвердителя.
В.2 Физические свойства
Используемая смола должна обладать следующими физическими свойствами:
a) минимальный предел прочности на сжатие 100 Н/мм согласно EN ISO 604;
b) минимальная деформационная теплостойкость 110°С, согласно EN ISO 75-2:2004, метод А;
c) модуль упругости 6000 Н/мм согласно EN ISO 604;
d) твердость по Барколу от 36 согласно EN 59;
e) плотность от 1,54 до 1,96 согласно EN ISO 3838.
Образцы для испытаний проверки физических свойств должны представлять собой 40 мм кубики, отлитые в форме с большим числом углублений. Кубики из смолистого материала должны выдерживать 80°С в течение двух часов перед испытанием.
Приложение С
(обязательное)
Типовые испытания для оценки заделки каната в металлической или смоляной муфте
С.1 Общие положения
Для каждого заделочного материала муфты испытание на разрыв должно проводиться на концевых муфтовых соединениях, представляющих наиболее крайние и неблагоприятные комбинации конструкции и прочности каната, а также размеры кожуха муфты.
С.2 Метод испытания
Методы должны соответствовать 6.4.1 EN 12385-1:2002+А1:2008.
С.3 Критерии приемки
Если какое-либо испытание не выдержит минимальное разрывное усилие, испытанию следует подвергнуть еще два муфтовых конечных соединения, имеющих одинаковый размер каната, конструкцию каната и минимальное разрывное усилие; муфту одинакового размера, конструкции и материала; одинаковый заделочный материал и одинаковый метод заделки. Если два данных испытания завершатся успешно, считается, что метод муфтового соединения и рабочего материала подходит для проверяемых муфт и канатов.
Если одно или оба дополнительных испытания завершатся безуспешно, считается, что метод муфтового соединения и рабочий материал не подходят для проверяемых муфт и канатов.
С.4 Отчет о проведении испытаний
Отчет должен включать следующее:
a) наименование и адрес органа, проводящего испытания;
b) номер испытания;
c) ссылку на использованный метод испытаний;
d) идентификационные данные конструкции каната, разрывного усилия каната, рабочего материала, пригодного для муфты;
e) результаты;
f) дату и подпись специалиста, проводившего испытания.
Приложение D
(информационное)
Процедура предварительной обработки полированного каната для повышения адгезии в муфте, залитой свинцовым сплавом
D.1 Общие положения
Перед заливкой распущенную проволочную часть можно подвергнуть лужению.
При этом покрытие согласно D.3 должно наноситься медленно и таким образом, чтобы исключить разбрызгивание расплавленного металла.
D.2 Флюсование
Чистую распущенную проволочную часть необходимо погрузить примерно на 1 минуту в раствор хлорида цинка приблизительно на две трети длины распущенной проволоки.
ПРЕДУПРЕЖДЕНИЕ Паяльный флюс и другие компоненты являются сильными раздражителями кожи. Необходимо принять все меры предосторожности, чтобы исключить их попадание на открытые участки кожи.
Подходящий раствор хлорида цинк-аммония имеет следующий состав:
Хлорид цинка (ZnCI): | 26,00% по массе |
Хлорид аммония ( | 1,75% по массе |
Соляная кислота (HCI): | 5,25% по массе; |
30,0% раствор с водой; | |
вода ( | 67,0% по массе. |
Его плотность при 20°С должна составлять 1,30 г/см
D.3 Нанесение покрытия
После флюсования во влажном состоянии медленно погрузить приблизительно три четверти длины распущенной проволоки в оловянный припой (60% Sn, 40% Pb) при температуре ванны (290±10)°С.
После лужения проволока должна иметь плотное металлическое покрытие примерно на двух третях своей длины. Иначе процедуру флюсования и лужения нужно повторить. Если позволяет длина каната, можно распустить новый участок проволоки.
Приложение Е
(обязательное)
Пределы рабочих температур
Если разработчиком муфтового соединения или изготовителем муфты не оговорено иное, следующие пределы рабочих температур распространяются на канаты, заделываемые в муфты в настоящем стандарте:
Свинцовые сплавы:
от -45°С до +80°С
Цинк и цинковые сплавы:
- многопрядный канат с волоконным сердечником - от -40°С до +80°С;
- многопрядный канат со стальным сердечником - от -40°С до +120°С;
- канат спиральной свивки - от -40°С до +120°С;
Смола:
- многопрядный канат с волоконным сердечником - от -50°С до +80°С;
- многопрядный канат со стальным сердечником - от -50°С до +110°С;
- канат спиральной свивки - от -50°С до +110°С.
Что касается более высоких температур, их нужно обсудить с разработчиком или изготовителем системы. В частности, должны быть учтены режимы нагружения.
Приложение F
(информационное)
Утвержденные расчетные параметры муфты
Опыт показывает, что канаты с заделкой в соответствии с настоящим стандартом с использованием муфт, подпадающих под расчетные параметры, указанные ниже, будут соответствовать требованиям настоящего стандарта. В соответствии с этим, использование такой комбинации может сопровождаться без необходимости проведения типовых испытаний.
Внутренний угол кожуха муфты не менее 9,5° и не более 18°, а длина кожуха муфты соответствует нижеследующим минимальным требованиям:
Канат из прядей:
4диаметр каната (4d) или 50
внешний диаметр проволоки (50
) для конструкций канатов, содержащих менее 50 проволок.
Отверстие муфты d*1,2
Канат спиральной свивки:
5диаметр каната (5d) или 50
внешний диаметр проволоки (50
) для конструкций канатов, содержащих менее 50 проволок.
Отверстие муфты d*1,4
Приложение ZA
(информационное)
Взаимосвязь между EN 13411-4:2011 и важнейшими требованиями Директивы ЕС 2006/42/ЕС
EN 13411-4:2011 разработан в рамках мандата, выданного европейскому комитету по стандартизации Европейской комиссией и Европейской ассоциацией свободной торговли, как средство подтверждения соответствия важнейших требований Директивы нового подхода 2006/42/ЕС к машиностроению.
После того, как EN 13411-4:2011 будет приведен в официальном журнале Европейского Союза в рамках этой директивы и внедрен как национальный стандарт, в одной стране-участнице, соответствие нормативным положениям EN 13411-4:2011 будет подтверждать, в пределах EN 13411-4:2011, соответствие важнейшим требованиям директивы и нормативам европейской ассоциации свободной торговли.
ПРЕДУПРЕЖДЕНИЕ - Другие требования и директивы ЕС могут быть применены к продукции в рамках EN 13411-4:2011.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 59:2016 | - | * |
EN 1774:1997 | - | * |
EN 12385-1:2002+A1:2008 | IDT | ГОСТ EN 12385-1-2015 "Канаты проволочные, стальные. Безопасность. Часть 1. Общие требования" |
EN 12385-2:2002+A1:2008 | IDT | ГОСТ ЕН 12385-2-2015 "Канаты проволочные, стальные. Безопасность. Часть 2. Термины и определения, обозначения и классификация" |
EN ISO 75-2:2004 | - | * |
EN ISO 604:2003 | - | * |
EN ISO 3838:2004 | - | * |
EN ISO 12100:2010 | IDT | ГОСТ ISO 12100-2013 "Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска" |
* Соответствующий межгосударственный стандарт отсутствует.
| ||
Библиография
[1] EN ISO 14121-1:2007 | Safety of machinery - Risk assessment - Part 1: Principles (ISO 14121-1:2007) (Безопасность машин. Оценка риска. Часть 1. Принципы (ISO 141211:2007)). |
[2] EN 12385-4:2002+A1:2008 | Steel wire ropes - Safety - Part 4: Stranded ropes for general lifting applications (Стальные проволочные канаты. Безопасность. Часть 4. Многопрядные канаты общего назначения для подъема грузов) |
[3] EN 12385-5:2002 | Steel wire ropes - Safety - Part 5: Stranded ropes for lifts (Стальные проволочные канаты. Безопасность. Часть 5. Многопрядные канаты для лифтов) |
[4] EN 12385-6:2004 | Steel wire ropes - Safety - Part 6: Stranded ropes for mine shafts (Стальные проволочные канаты. Безопасность. Часть 6. Многопрядные канаты для шахтных подъемников) |
[5] EN 12385-7:2002 | Steel wire ropes - Safety - Part 7: Locked coil ropes for mine shafts (Стальные проволочные канаты. Безопасность. Часть 7. Канаты закрытой конструкции для шахтных стволов) |
[6] EN 12385-8:2002 | Steel wire ropes -Safety - Part 8: Stranded hauling and carrying-hauling ropes for cableway installations designed to carry persons (Стальные проволочные канаты. Безопасность. Часть 8. Многопрядные несущие и тяговые канаты для пассажирской канатной дороги) |
[7] EN 12385-9:2002 | Steel wire ropes - Safety - Part 9: Locked coil carrying ropes for cableway installations designed to carry persons (Стальные проволочные канаты. Безопасность. Часть 9. Несущие канаты закрытой конструкции для пассажирской канатной дороги) |
[8] EN 12385-10:2003+A1:2008 | Steel wire ropes - Safety - Part 10: Spiral ropes for general structural applications (Стальные проволочные канаты. Безопасность. Часть 10. Канаты спиральной свивки общего применения) |
УДК 669.427.4:658.345 (083-74) | МКС 21.060.70 53.020.30 | IDT |
Ключевые слова: расплавленный металл и смола, муфтовое соединение, стальные канаты, заделка концевая, безопасность | ||
Электронный текст документа
и сверен по:
М.: ФГБУ "РСТ", 2024
{kind=link}