ГОСТ ISO 3269-2021
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ КРЕПЕЖНЫЕ
Приемочный контроль
Fasteners. Acceptance inspection
МКС 21.060.01
Дата введения 2022-06-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный Ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт "НАМИ" (ФГУП "НАМИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 56 "Дорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 октября 2021 г. N 144-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2021 г. N 1529-ст межгосударственный стандарт ГОСТ ISO 3269-2021 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2022 г.
5 Настоящий стандарт идентичен международному стандарту ISO 3269:2019* "Изделия крепежные. Приемочный контроль" ("Fasteners - Acceptance inspection", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Подкомитетом ISO/TC 2/SC 7 "Ссылочные стандарты" Технического комитета по стандартизации ISO/TC 2 "Крепежные изделия" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВЗАМЕН ГОСТ ISO 3269-2015
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Предполагается, что производитель крепежных изделий будет проявлять должную осторожность и применять контроль процесса [6] во время производства, чтобы свести к минимуму вероятность производства тех деталей, которые не удовлетворяют требованиям стандарта или технической спецификации, к которым они относятся. Хотя каждое крепежное изделие должно соответствовать всем указанным требованиям, достижение этой цели не гарантируется при массовом производстве.
Вероятнее всего, потребитель крепежа примет решение на предмет того, что поставленные крепежные детали изготовлены в соответствии со спецификацией. Принимая во внимание ограничения контроля по атрибутам контрольной партии крепежных изделий, предпочтительно, чтобы и потребитель, и производитель (или поставщик) четко понимали процедуру приемочного контроля, которую должен использовать потребитель. В настоящем стандарте описана процедура проверки, которой может пользоваться потребитель без предварительного согласования.
Однако такого рода приемочный контроль не может дать 100%-ной гарантии того, что несоответствующие крепежные детали отсутствуют в производственной партии. И наоборот, приемка партии на основе значений допустимого предела качества (AQL) согласно настоящему стандарту не означает, что поставщик имеет право сознательно поставлять несоответствующие крепежные детали.
В настоящем стандарте представлен многоуровневый подход к входящей приемочной проверке, который начинается с малых размеров выборки, связанной с планом выборочного контроля, основанным на Ac=0.
1 Область применения
Настоящий стандарт устанавливает процедуры проведения контроля, используемые потребителем при отсутствии иного предварительного соглашения.
Настоящий стандарт также устанавливает арбитражную процедуру для приемки или браковки контролируемой партии, если не достигнуто соглашение между потребителем и поставщиком или возникло разногласие по соответствию продукции техническим условиям.
Настоящий стандарт распространяется на контролируемые партии болтов, винтов, шпилек, гаек, штифтов, шайб, заклепок и других аналогичных крепежных изделий.
Настоящий стандарт распространяется на крепежные изделия, не предназначенные для крупносерийной сборки машин, для специальных целей или специальных технических систем, требующих более современного контроля процесса и прослеживаемости партии.
Контроль процесса или окончательную проверку при изготовлении и сортировке выполняют в соответствии с ISO 16426.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 1891-4, Fasteners - Vocabulary - Part 4: Control, inspection, delivery, acceptance and quality (Изделия крепежные. Словарь. Часть 4. Контроль, проверка, поставка, приемка и качество)
ISO 2859-1:1999, Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection [Процедуры выборочного контроля по альтернативному признаку. Часть 1. Схемы выборочного контроля последовательных партий на основе приемочного уровня качества (AQL)]
ISO 3534-2, Statistics - Vocabulary and symbols - Part 2: Applied statistics (Статистика. Словарь и условные обозначения. Часть 2. Прикладная статистика)
3 Термины и определения
В настоящем стандарте применены термины по ISO 1891-4, ISO 2859-1 и ISO 3534-2, а также следующие термины c соответствующими определениями.
ISO и МЭК поддерживают терминологические базы данных для применения в сфере стандартизации по следующим адресам:
- онлайн-платформа ISO, которая доступна по ссылке: http://www.iso.org/obp
- "Электропедия" МЭК, которая доступна по ссылке: http://www.electropedia.org/
3.1 контролируемая партия (inspection lot): Количество крепежных изделий с одинаковым обозначением, полученных одновременно от одного и того же поставщика и, при наличии, имеющих тот же номер производственной партии.
3.2 характеристика (characteristic): Размер, механическое, физическое, эксплуатационное свойство или другая отличительная особенность изделия, для которой установлены значения пределов.
Пример - Высота головки, диаметр стержня, прочность на растяжение или твердость.
3.3 приемлемый уровень качества; AQL (acceptance quality limity, AQL): Приемлемый процент ненадлежащих крепежных изделий в контролируемой партии (3.1), соответствующий установленной вероятности приемки, определенный индексом AQL.
Примечание - AQL - это процент несоответствующих крепежных изделий, где контролируемая партия имеет 95% вероятности быть принятой потребителем в соответствии с планом выборочного контроля; другими словами, риск браковки для поставщика составляет менее 5%.
3.4 предельное качество; LQ (limiting quality, LG): Процент ненадлежащих крепежных изделий в контролируемой партии (3.1), соответствующий установленной вероятности приемки, определенный индексом LQ.
Примечание 1 - LQ - это процентная часть несоответствующих крепежных изделий в контролируемой партии (3.1), у которой при использовании случайного отбора проб риск при приемке партии составляет менее 10%.
Примечание 2 - Для представленного плана выборочного контроля предельное качество (LQ) и приемлемый уровень качества (AQL) связаны соответствующей кривой рабочих характеристик (ОС).
4 Обозначения
В настоящем стандарте применены следующие обозначения:
Ac - приемочное число;
Re - браковочное число;
LQ - предельное качество при вероятности приемки 10%;
AQL - приемлемый уровень качества с вероятностью приемки 95%;
N - объем партии;
- вероятность приемки, %.
5 Процедуры входного приемочного контроля крепежных изделий
5.1 Общие положения
Требования настоящего стандарта должны быть применены к крепежным изделиям в том состоянии, в котором они поставлены, то есть без изменений, в состоянии поставки. В случае изменения или дальнейшей обработки, выполненной потребителем, ответственность за соответствие всех характеристик, измененных в ходе такой обработки, а также техническим условиям потребитель должен принять на себя.
Настоящий стандарт применяется после получения крепежных изделий, до момента передачи партии на любую последующую обработку.
Контроль по настоящему стандарту должен быть выполнен в соответствии с таблицами 1 и 2.
В случае несоответствия, обнаруженного в процессе контроля, применяют положения пунктов 6.2 и/или 6.3.
Потребитель должен предоставить поставщику возможность проверить любое предполагаемое несоответствие до принятия окончательного решения.
5.2 Процедуры контроля
5.2.1 Общие положения
Потребитель может выбрать настоящий стандарт для подтверждения соответствия крепежных изделий техническим требованиям стандарта на продукцию или другим установленным требованиям.
5.2.2 Объем выборки
Объем выборки должен быть основан на объеме контролируемой партии, указанной в таблице 1. Если объем выборки превышает объем партии, то для неразрушающих испытаний требуется 100%-ный контроль.
Объем выборки, приемочное число Ас и браковочное число Re для каждой выбранной характеристики должны быть определены индивидуально.
5.2.3 Способы проведения контроля
Категория контроля для проверяемой(ого) характеристики (свойства) должна соответствовать таблице 2, в которой перечислены основные характеристики (свойства) различных видов крепежных изделий.
Выбор характеристик (свойств) для контроля осуществляют по усмотрению потребителя. Потребитель не обязан контролировать все характеристики (свойства), перечисленные в таблице 2. Потребителю необходимо решить, какие характеристики (свойства) контролировать исходя из их влияния на форму, функцию и применение крепежных изделий.
Потребитель может выбрать для контроля любые характеристики (свойства), установленные в стандарте или технических условиях на конкретный вид крепежных изделий.
Примечание - Периодичность и объем входного приемочного контроля определяются потребителем и связаны с предыдущим опытом работы с поставщиком и мнением потребителя о критическом характере крепежного изделия и его применении.
Механические, физические и эксплуатационные свойства необходимо контролировать в соответствии с требованиями основных и ссылочных стандартов.
Размерные характеристики необходимо контролировать в соответствии со стандартами на продукцию и/или техническими условиями, например ISO 898-1, ISO 3506-2, ISO 16047, ISO 10683, ISO 6157-1.
Испытание перечисленных механических, физических или эксплуатационных свойств может включать в себя несколько испытаний и/или результатов испытаний (например, прочность на растяжение может быть проверена испытаниями на растяжение полноразмерных образцов, испытаниями на косое растяжение или испытаниями образцов). Перечень размерных характеристик может включать несколько элементов (например, контроль привода в случае шестигранной головки включает измерение размера под ключ, диаметра описанной окружности шестигранника и минимальной высоты зацепления ключом).
5.3 Категории приемочного контроля
В таблице 1 приведены указания по отбору образцов для приемочного контроля. Категории 1, 2 и 3 перечислены в приложении А. План выборочного контроля категории 3 представлен по ISO 2859-1. Указания по отбору образцов категории 3 приведены в ISO 2859-1.
Дополнительная информация о концепции отбора образцов представлена в приложении B.
Таблица 1 - План выборочного контроля
Размер партии N | Размер выборки, приемочное число Ac и браковочное число Re | ||||
Категория 1 | Категория 2 | Категория 3 | |||
Исходная выборка | Дополнительная выборка | ||||
Ас=0 Re=1 | Ас=0 Re=2 | Ас=0 Re=1 | |||
От 2 до 50 | 1 | 4 | 4 | Неприменимо | |
От 51 до 90 | 1 | 5 | 5 | 5 | Ac=1 Re=2 |
От 91 до 150 | 1 | 6 | 6 | 6 | Ac=1 Re=2 |
От 151 до 280 | 1 | 7 | 7 | 7 | Ac=1 Re=2 |
От 281 до 500 | 2 | 9 | 9 | 9 | Ac=1 Re=2 |
От 501 до 1200 | 2 | 11 | 11 | 11 | Ac=1 Re=2 |
От 1201 до 3200 | 2 | 13 | 13 | 13 | Ac=1 Re=2 |
От 3201 до 35000 | 3 | 15 | 15 | 15 | Ac=2 Re=3 |
От 35001 до 500000 | 5 | 20 | 20 | 20 | Ac=2 Re=3 |
Св. 500000 | 8 | 20 | 20 | 20 | Ac=2 Re=3 |
| |||||
Таблица 2 - Обозначения категорий приемочного контроля
Характеристики (свойства) крепежного изделия | Крепежные изделия с наружной резьбой | Крепежные изделия с внутренней резьбой | Шайбы | Штифты | Заклепки | |
Механические и физические свойства | Твердость | 1 | 1 | 1 | 1 | 1 |
Предел прочности на растяжение | 1 | - | - | - | - | |
Пробная нагрузка | - | 1 | - | - | - | |
Разрушающий крутящий момент | 1 | - | - | - | - | |
Сопротивление срезу | - | - | - | 1 | 1 | |
Другие характеристики (включая дефекты материала и поверхности) | 1 | 1 | 1 | 1 | 1 | |
Размерные характеристики | Привод, углубление и шлиц | 2 | 2 | - | - | - |
Высота | 2 | 2 | 2 | 2 | 2 | |
Диаметр стержня | 2 | - | - | 2 | 2 | |
Длина болта, длина резьбы | 2 | - | - | 2 | 2 | |
Диаметр резьбы d, D (внешний диаметр для образцов с наружной резьбой, внутренний диаметр деталей с внутренней резьбой) | 2 | 2 | - | - | ||
Внутренний диаметр | - | - | 2 | - | - | |
Наружный диаметр | - | - | 2 | - | - | |
Ширина | - | - | 2 | - | - | |
Другие характеристики | 3 | 3 | 3 | 3 | 3 | |
Эксплуатационные свойства | Стопорящие моменты | 3 | 3 | - | - | - |
Соотношение: крутящий момент/усилие предварительной затяжки | 3 | 3 | - | - | - | |
Резьбовой проходной калибр | 3 | 3 | - | - | - | |
Другие (разрушающие испытания) | 1 | 1 | 1 | 1 | 1 | |
Другие (неразрушающие испытания) | 3 | 3 | 3 | 3 | 3 | |
6 Результат контроля и принятие решения
6.1 Общие требования
Если не обнаружены несоответствия в проверенных и/или испытанных выборках, контролируемую партию следует принять.
Для категорий 2 и 3, если обнаружены несоответствия, но они удовлетворяют критериям приемочного числа Ас, установленного в таблице 1, контролируемую партию следует принять.
Примечание - Приемка партии согласно настоящему стандарту не предполагает, что принятая партия не содержит несоответствующих образцов (см. введение).
При обнаружении несоответствий, число которых превышает приемочное число Ас, установленное в таблице 1, потребителю необходимо уведомить поставщика в соответствии с 6.2 для принятия согласованного решения.
Если потребитель и поставщик не могут достичь согласованного решения о приемке или браковке контролируемой партии в соответствии с 6.2, они должны принять решение, руководствуясь положениями 6.3.
Несоответствия должны быть выявлены на основании подходящих способов испытания, измерения и/или методов калибровки и соответствующего оборудования.
6.2 Варианты по использованию партии
В случае обнаружения несоответствий при выполнении контроля в соответствии с 5.2 потребителю необходимо выбрать нижеприведенные варианты.
Если потребитель предполагает, что несоответствие не окажет существенного влияния на характеристики при предполагаемом использовании, тогда:
a) потребитель принимает контролируемую партию. В противном случае могут быть выбраны следующие варианты:
b) возвратить партию поставщику;
c) разбраковать и/или обследовать партию, устранить несоответствующие детали;
d) переработать или обработать образцы, откорректировать несоответствия;
e) утилизировать партию деталей в металлолом.
Потребитель должен получить одобрение поставщика перед выполнением любых действий, таких как сортировка, переработка, повторная обработка, утилизация или возврат партии, если такие действия влияют на поставщика.
Несоответствующая партия крепежных изделий не должна быть представлена на повторный контроль до тех пор, пока не будет выполнен один из указанных выше вариантов.
6.3 Арбитражная процедура приемки
Если потребитель и поставщик не могут согласовать решение о приемке или браковке контролируемой партии в соответствии с 6.2, например если правомерность испытания вызывает неоднозначную оценку, то стороны выбирают взаимно согласованную компетентную лабораторию для проверки несоответствующей характеристики, как указано выше. Результаты дополнительных сторонних проверок должны быть основанием для согласования потребителем и поставщиком одного из вариантов по 6.2.
Приложение А
(справочное)
Общие положения по отбору проб
Приемочный контроль обычно выполняется потребителем для того, чтобы подтвердить путем проверок обоснованность того, что поставленные крепежные изделия изготовлены в соответствии с техническими условиями. В таблице 1 приведен приемочный контроль по плану выборочного контроля для трех категорий характеристик, которые основаны на различных статистических подходах, имеющих разные последствия риска для потребителя и поставщика. Ответственность за выбор плана выборочного контроля и соответствующих испытаний является обязанностью стороны, проводящей приемочный контроль.
Характеристики категории 1 относятся к механическим свойствам, которые имеют решающее значение для функционирования крепежного изделия. Предполагается, что отклонение параметров процесса массового производства приведет к несоответствию значительной части партии и, как предполагается, будет обнаружено в небольшой выборке. Основываясь на этом предположении, для плана выборочного контроля при приемочном контроле для объектов категории 1 требуется приемочное число Ac=0, в связи с чем отсутствует статистическая информация. В случае обнаружения несоответствия требуется углубленное исследование для достижения соглашения об использовании партии изделий (см. раздел 6).
Характеристики категории 2 относятся к размерным и могут влиять на удобство использования крепежного изделия. Предполагается, что существует статистическое распределение характеристик, являющееся результатом нормального изменения производственных процессов. Планы выборочного контроля категории 2 основаны на приемочном числе Ac=0, однако единичное несоответствие не требует автоматического отказа от партии. Дополнительная выборка с таким же приемочным числом Ac=0 способствует принятию положительного решения о соответствии партии, избегая тем самым браковки на основании единичного обнаруженного несоответствия.
Объемы выборки для характеристик категории 2 выбирают таким образом, чтобы обеспечить "потребительский риск", аналогичный плану AQL 6,5, и исходя из кривых эксплуатационных характеристик для планов единичного выборочного контроля [7]. Термин "риск потребителя" описан значениями уровня качества, выраженного в процентах несоответствующих деталей с вероятностью приемки 10% [см. таблицу A.1 (LQ)]. Термин "риск поставщика" представлен значениями для уровня качества, выраженного в процентах несоответствующих образцов с вероятностью приемки 95% [см. таблицу A.1 (AQL
)]. Эти значения применимы только для однократной проверки. Отбор дополнительной выборки после выявления несоответствующей детали в первой выборке не рассматривают.
Характеристики категории 3 относят к размерным и к тем эксплуатационным характеристикам, для которых допускается определенная степень несоответствия. Предполагается, что существует статистическое распределение характеристики в результате нормального изменения производственных процессов. Планы выборочного контроля категории 3 основаны на приемочном числе Ac, которое более нуля. Объем выборки для характеристик категории 3 используют исходя из ISO 2859-1:1999, таблица 1, уровень S3. Значения для AQL
представлены в ISO 2859-1:1999, таблица 2-A.
Таблица А.1 - Планы выборочного контроля. Риск потребителя LQ. Риск поставщика AQL
Размер партии, N | Категория 2 (1-й контрольный запуск) | Категория 3 | ||||
Ас=0 | LQ | AQL | Размер выборки | Приемочное число | AQL | |
Размер выборки |
|
|
| |||
От 2 до 50 | 4 | 42,44 | 1,25 | Не применимо | - | |
От 51 до 90 | 5 | 36,10 | 1,00 | 5 | Ac=1 | 7,6 |
От 91 до 150 | 6 | 31,33 | 0,83 | 6 | Ac=1 | 6,2 |
От 151 до 280 | 7 | 27,73 | 0,72 | 7 | Ac=1 | 5,3 |
От 281 до 500 | 9 | 22,39 | 0,56 | 9 | Ac=1 | 4,1 |
От 501 до 1200 | 11 | 18,80 | 0,46 | 13 | Ac=1 | 3,3 |
От 1201 до 3200 | 13 | 16,10 | 0,39 | 13 | Ac=1 | 2,8 |
От 3201 до 35000 | 15 | 15,40 | 0,33 | 15 | Ac=2 | 5,7 |
От 35001 до 500000 | 20 | 10,9 | 0,26 | 20 | Ac=2 | 4,2 |
Св. 500000 | 20 | 10,9 | 0,26 | 20 | Ac=2 | 4,2 |
Приложение В
(справочное)
Рабочие характеристики планов выборочного контроля
Ниже представлена взаимосвязь между планом выборочного контроля (размер выборки, приемочное число) и значениями AQL и LQ.
Каждый план выборочного контроля описывается своей кривой рабочих характеристик (см. примеры на рисунке B.1). Эти кривые показывают вероятность приемки при выборочном контроле в зависимости от фактического процента несоответствующих крепежных изделий в контролируемой партии. Точки на кривых эксплуатационных характеристик, указывающие на 95% и 10% вероятности приемки, выбраны для определения подходящей выборки. Точка 95% на кривой эксплуатационных характеристик должна быть больше или равна AQL. Выбор точки 10% на кривой ОС (величина LQ) осуществляет по своему усмотрению потребитель. Значение LQ
соответствует проценту отбракованных крепежных изделий в контролируемых партиях, которые с высокой вероятностью (вероятность 90%) будут отклонены.
Для каждой отдельной характеристики план выборочного контроля 32/1 означает, что из 32 проверенных крепежных изделий одно изделие может иметь несоответствие и партию тем не менее принимают на основе установленной диаграммы AQL=1.
|
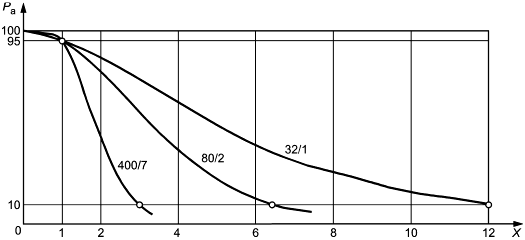
X - процент несоответствующих крепежных изделий
Рисунок В.1 - Пример кривых рабочих характеристик для планов выборочного контроля для AQL=1
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 1891-4 | - | * |
ISO 2859-1:1999 | - | *, |
________________ | ||
ISO 3534-2 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | ISO 898-1 | Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs with specified property classes - Coarse thread and fine pitch thread |
[2] | ISO 3506-2 | Mechanical properties of corrosion-resistant stainless steel fasteners - Part 2: Nuts |
[3] | ISO 6157-1 | Fasteners - Surface discontinuities - Part 1: Bolts, screws and studs for general requirements |
[4] | ISO 10683 | Fasteners - Non-electrolytically applied zinc flake coating systems |
[5] | ISO 16047 | Fasteners - Torque/clamp force testing |
[6] | ISO 16426 | Fasteners - Quality assurance system |
[7] | Squeglia Nicholas L. | ZERO ACCEPTANCE NUMBER SAMPLING PLANS, fifth edition, ASQ Quality press, Milwaukee, Wisconsin |
УДК 658.562.47:006.354 | МКС 21.060.01 | IDT |
Ключевые слова: приемочный контроль, план выборочного контроля, приемлемый уровень качества, предельное качество, риск поставщика | ||
Электронный текст документа
и сверен по:
М.: ФГБУ "РСТ", 2021
{kind=link}