ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71372—
2024
Изделия авиационной техники
ВЫХОД РЕЗЬБЫ. СБЕГИ, НЕДОРЕЗЫ, НЕДОКАТЫ, ПРОТОЧКИ И ФАСКИ
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71372—2024
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт «Центр» (ФГУП «ВНИИ «Центр»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 323 «Авиационная техника»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 16 октября 2024 г. № 1464-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71372—2024
Введение
Стандарт разработан на основе отраслевого стандарта ОСТ 1 00010—81 «Выход резьбы. Сбеги, недорезы, недокаты, проточки и фаски».
Ill
ГОСТ Р 71372—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Изделия авиационной техники
ВЫХОД РЕЗЬБЫ. СБЕГИ, НЕДОРЕЗЫ, НЕДОКАТЫ,ПРОТОЧКИ И ФАСКИ
Aircraft items. Screw thread runout.
Washout threads, total thread runouts, undercuts, grooves and chamfers
Дата введения — 2024—11—01
1 Область применения
Настоящий стандарт распространяется на изделия авиационной техники с метрической резьбой (далее — резьба) и устанавливает размеры сбега, недоката, недореза в месте перехода резьбы в гладкую часть стержня, образуемого заборной частью инструмента, или при выходе инструмента; размеры недоката, недореза при выполнении резьбы в упор; размеры сбега и фасок на конце крепежных элементов, формы и размеры проточек для выхода резьбообразующего инструмента.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт;
ГОСТ Р 71373 Изделия авиационной техники. Предельные отклонения размеров, допуски формы и расположения поверхностей, не указанные на чертеже
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячно издаваемого информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Основные положения
3.1 Наружная резьба (сбеги у гладкой части стержня крепежного элемента)
3.1.1 При выполнении резьбы накатыванием размеры сбегов у гладкой части стержня крепежных элементов для наружной резьбы должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
Издание официальное
1
ГОСТ Р 71372—2024
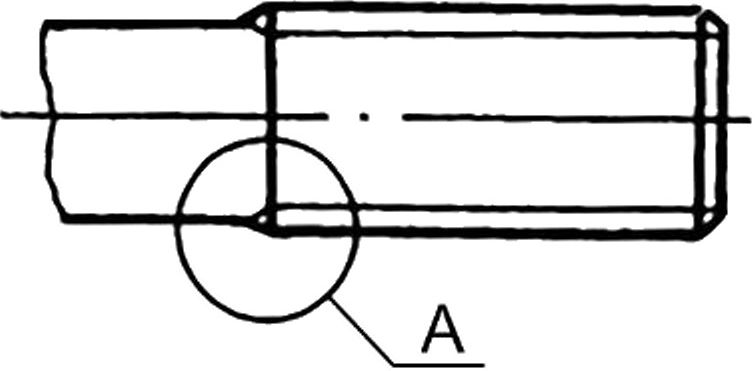
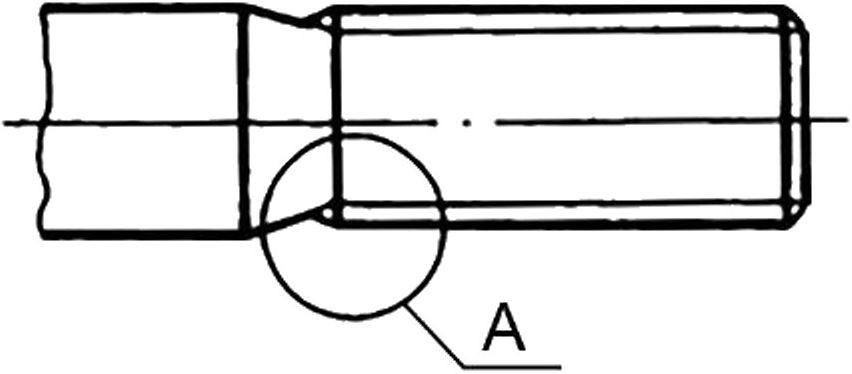
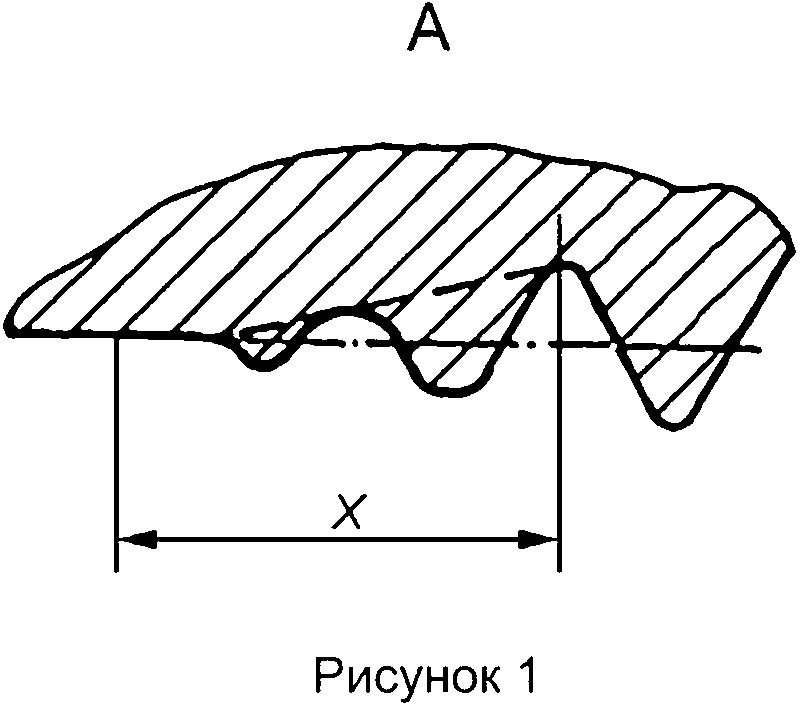
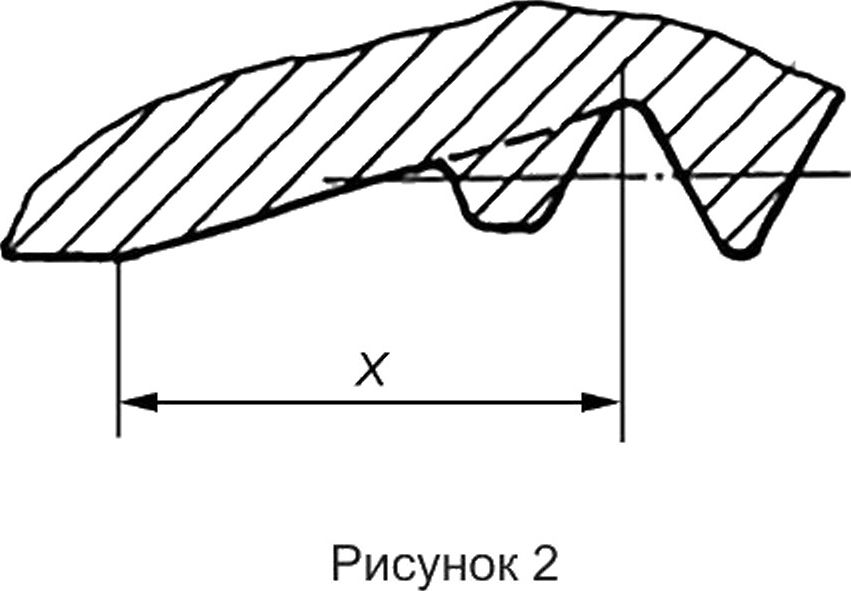
Таблица 1
В миллиметрах
Шаг резьбы Р | Сбег X, не более | Недокат (недорез) Х^ не более | Сбег на конце стержня Х2, не более =2Р | Фаска Z, не более | |||
нормальный =2Р | короткий =1,25Р | уменьшенный =0,7Р | нормальный =ЗР | короткий =2Р | |||
0,25 | 0,50 | 0,30 | 0,20 | 0,80 | 0,50 | 0,50 | 0,20 |
0,30 | 0,60 | 0,40 | 0,90 | 0,60 | 0,60 | ||
0,35 | 0,70 | 0,45 | 0,30 | 1,00 | 0,70 | 0,70 | 0,30 |
0,40 | 0,80 | 0,50 | 1,10 | 0,80 | 0,80 | ||
0,45 | 0,90 | 0,60 | 1.20 | 0,90 | 0,90 | ||
0,50 | 1,00 | 0,70 | 0,40 | 1.30 | 1,00 | 1,00 | 0,50 |
0,60 | 1,20 | 0,75 | 1.50 | 1,20 | 1,20 | ||
0,70 | 1,40 | 0,90 | 0,50 | 1,90 | 1,40 | 1,40 | |
0,75 | 1,50 | 1,00 | 2.00 | 1,50 | 1,50 | ||
0,80 | 1,60 | 1,00 | 0,60 | 2,30 | 1,60 | 1,60 | 0,70 |
1,00 | 2,00 | 1,25 | 0,70 | 2.70 | 2,00 | 2,00 | |
1,25 | 2,50 | 1,60 | 0,90 | 3,40 | 2,50 | 2,50 | 1,00 |
1,50 | 3,00 | 1,90 | 1,00 | 3,90 | 3,00 | 3,00 | |
1,75 | 3,50 | 2,20 | 1,20 | 4,60 | 3,50 | 3,50 | 1,50 |
2,00 | 4,00 | 2,50 | 1,40 | 5,20 | 4,00 | 4,00 | |
3.1.2 При выполнении резьбы нарезанием размеры сбегов у гладкой части стержня крепежных элементов для наружной резьбы — в соответствии с указанными на рисунке Зив таблице 1.
2
ГОСТ Р 71372—2024
Рисунок 3
3.2 Наружная резьба в упор (недокаты и недорезы)
3.2.1 При выполнении наружной резьбы в упор накатыванием размеры недокатов и сбегов должны соответствовать указанным на рисунках 4 и 5 и в таблице 1.
Рисунок 4
Рисунок 5
3.2.2 При выполнении наружной резьбы в упор нарезанием размеры недорезов и сбегов — в соответствии с указанными на рисунках 6 и 7 и в таблице 1.
* Сбег резьбы не должен заходить на радиус г.
** Радиус г настоящим стандартом не регламентирован.
3
ГОСТ Р 71372—2024
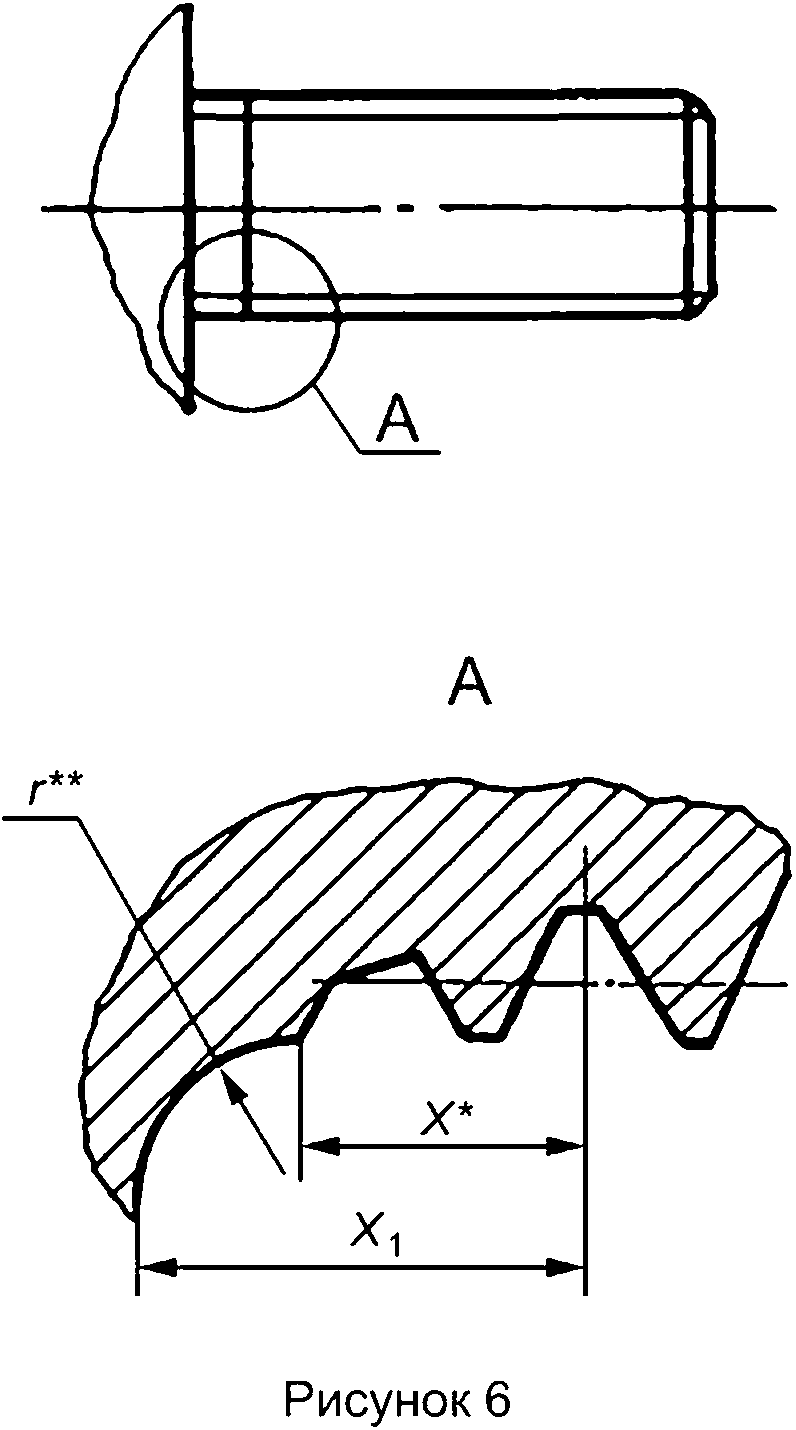
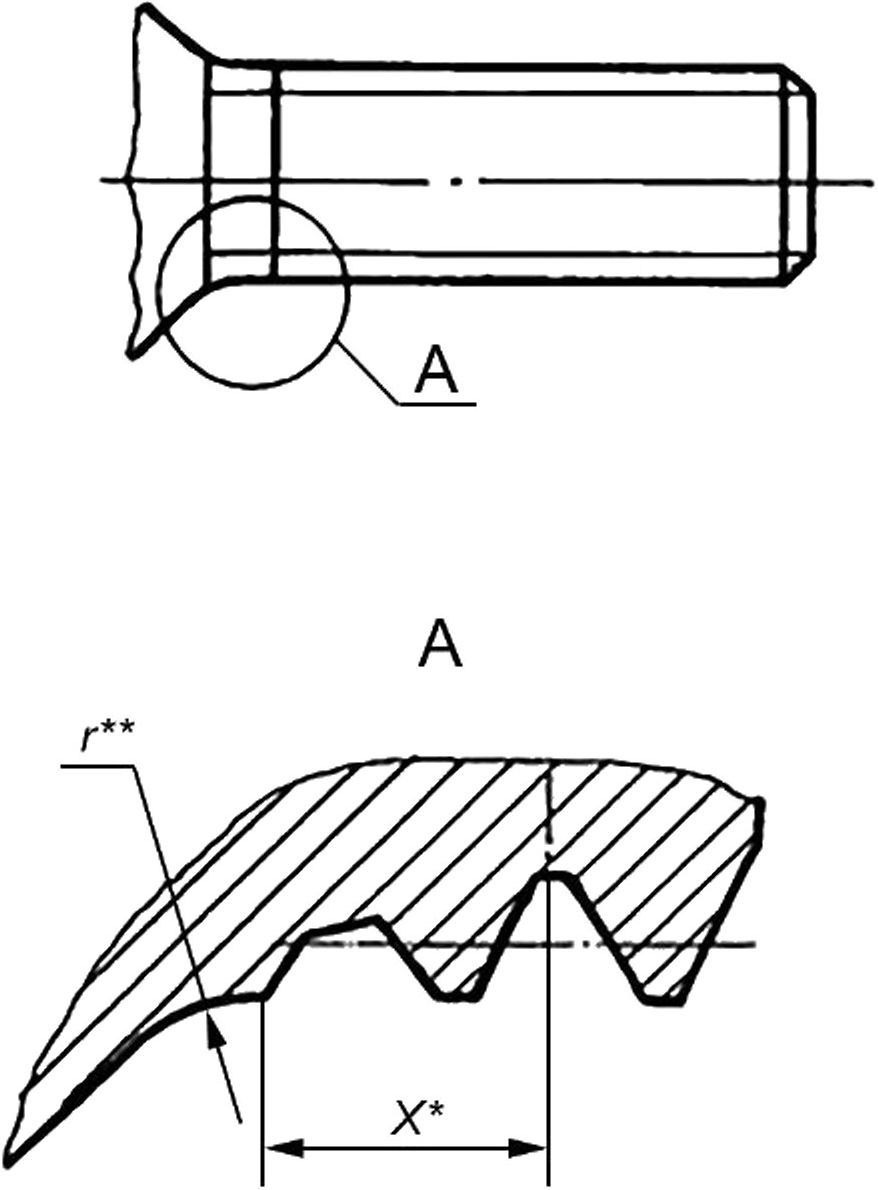
Рисунок 7
3.3 Наружная резьба (сбеги и фаски на конце крепежного элемента)
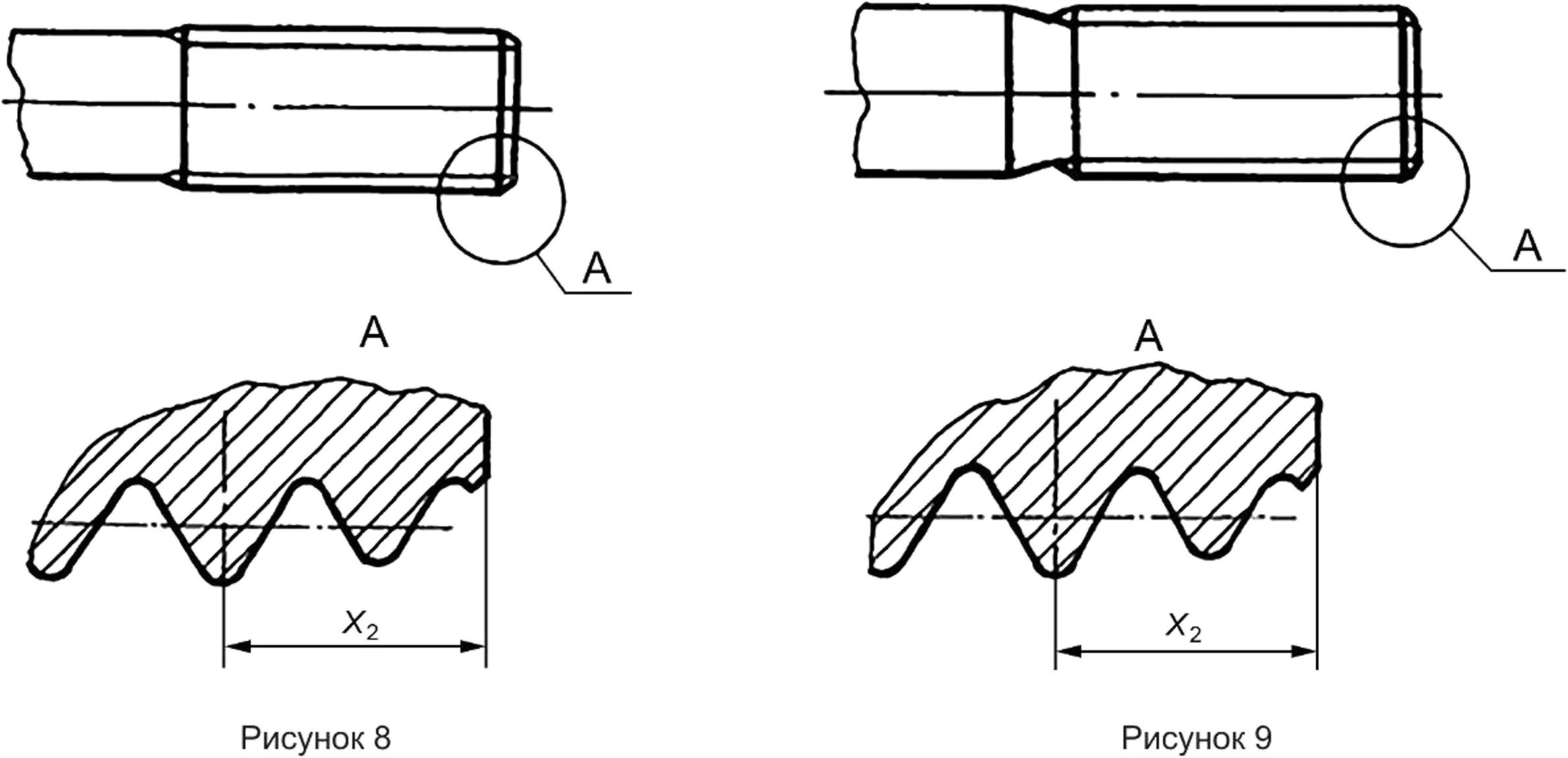
3.3.1 При выполнении резьбы накатыванием размеры сбегов на конце крепежных элементов для наружной резьбы должны соответствовать указанным на рисунках 8 и 9 и в таблице 1.
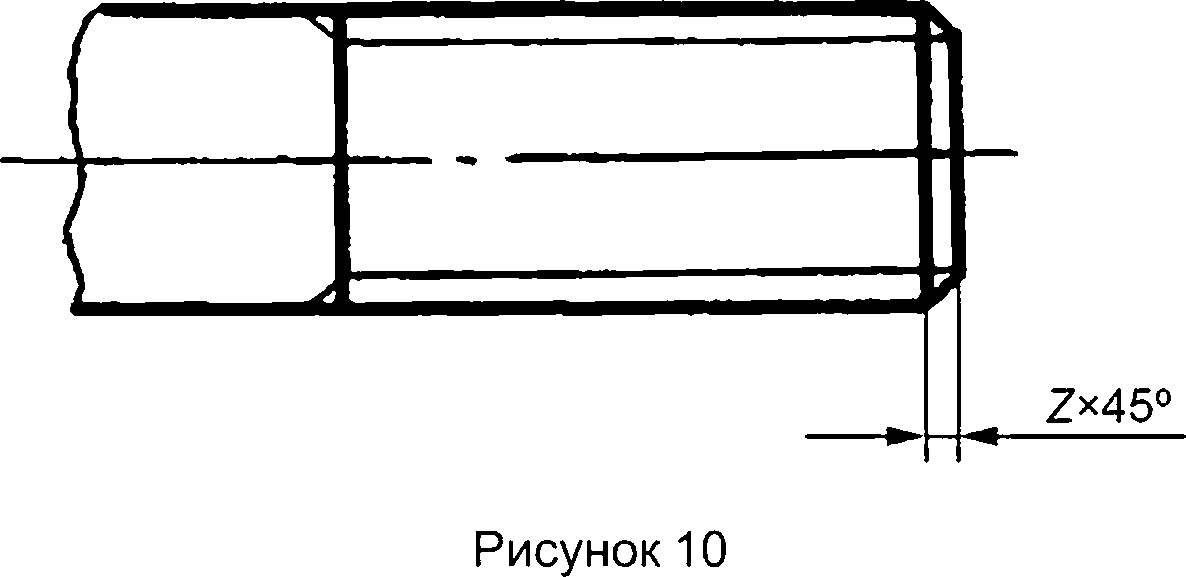
3.3.2 При выполнении резьбы нарезанием размеры фасок на конце крепежных элементов для наружной резьбы — в соответствии с указанными на рисунке 10 и в таблице 1.
* Сбег резьбы не должен заходить на радиус г.
** Радиус г настоящим стандартом не регламентирован.
4
ГОСТ Р 71372—2024
3.4 Наружная резьба (проточки)
При выполнении наружной резьбы независимо от метода ее выполнения форма и размеры проточки должны соответствовать указанным на рисунке 11 и в таблице 2.
Примечание — Для обеспечения нормальной работы резьбового соединения длину резьбы целесообразно делать равной не менее шести шагов. В технически обоснованных случаях допускается длина резьбы, равная не менее трех шагов (при этом резьбу выполняют с уменьшенным сбегом и проточкой по типу 1).
Тип 1
Тип 2
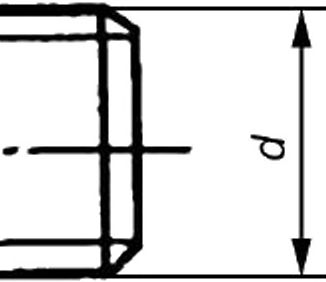
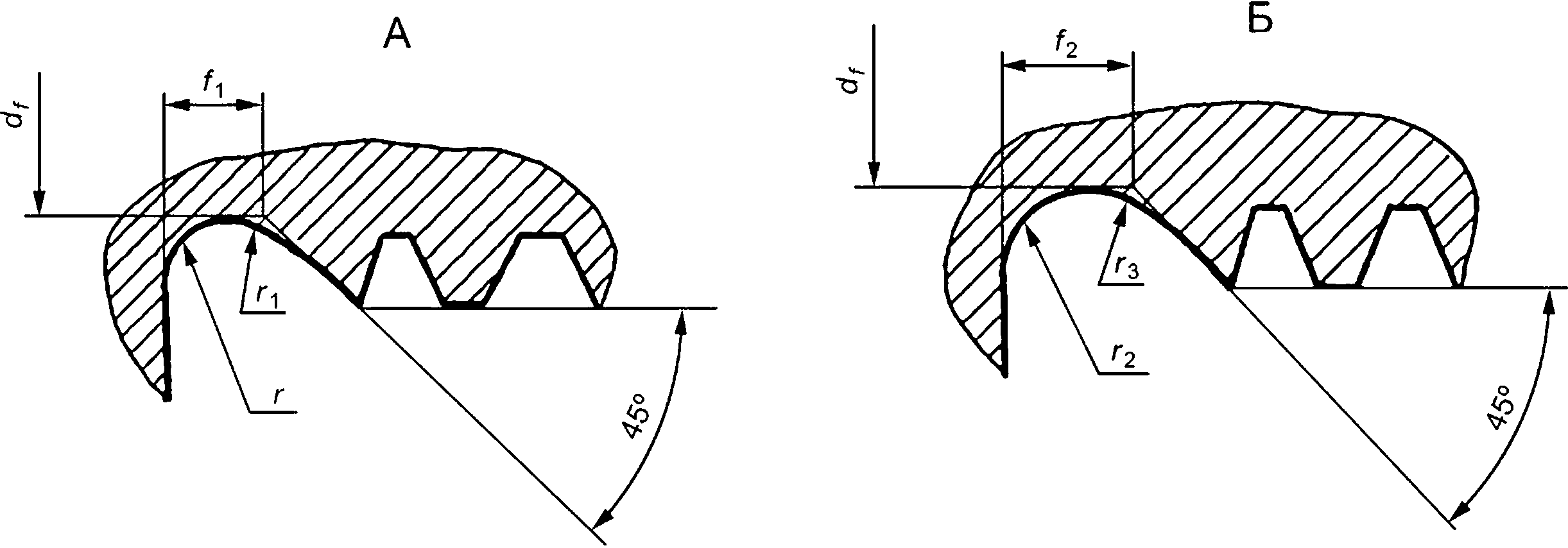
Рисунок 11
5
ГОСТ Р 71372—2024
Таблица 2
В миллиметрах
Шаг резьбы Р | Проточка | ||||||
Тип 1 | Тип 2* | ||||||
'1 | г | df | ^2 | Г2 | r3 | ||
0,35 | 1,0 | 0,3 | d-0,5 | — | — | — | |
0,40 | d-0,6 | ||||||
0,45 | J-0,7 | ||||||
0,50 | с/-0,8 | ||||||
0,60 | J-0,9 | ||||||
0,70 | 1,6 | 0,5 | d-1,0 | — | — | — | |
0,75 | d- 1,2 | ||||||
0,80 | |||||||
1,00 | 2,0 | d- 1,5 | 2.8 | 1,00 | 2,0 | ||
1,25 | J- 1,8 | 3,3 | 1,15 | 2,5 | |||
1,50 | 3,0 | 1,0 | 0,5 | d-2,2 | 3,5 | 1,36 | |
1,75 | 3,5 | d-2,5 | 3,8 | 1,50 | 3,0 | ||
2,00 | 4,0 | c/-3,0 | 4,1 | 1,75 | |||
* Выполнять на деталях из материала с временным напряжением (механическим) ов > 1373 МПа (140 кгс/мм2), титановых сплавов или из материала, имеющего повышенную чувствительность к концентрации напряжений.
3.5 Внутренняя резьба (сбеги, недорезы, проточки и фаски)
3.5.1 При выполнении резьбы нарезанием размеры сбегов, недорезов, проточек и фасок для внутренней резьбы — в соответствии с указанными на рисунках 12 и 13 и в таблицах 3 и 4.
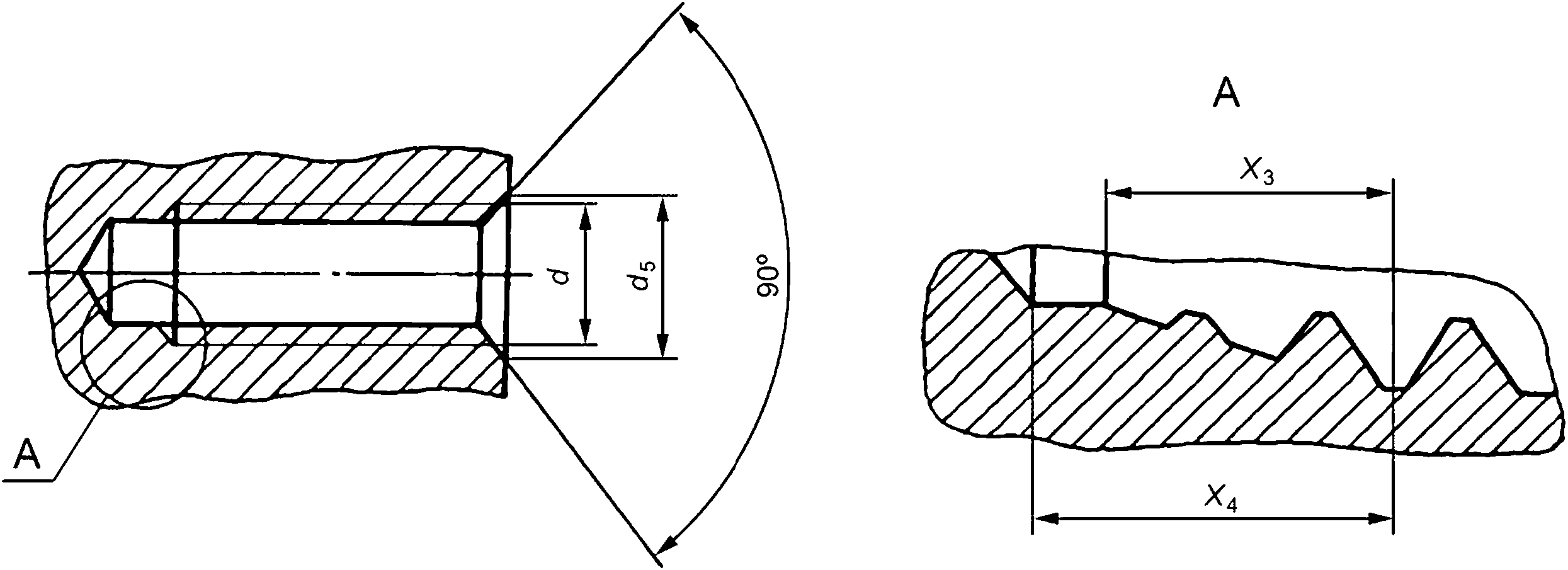
Рисунок 12 — Сбеги, недорезы и фаски
6
Тип 1 Тип 2
ГОСТ Р 71372—2024
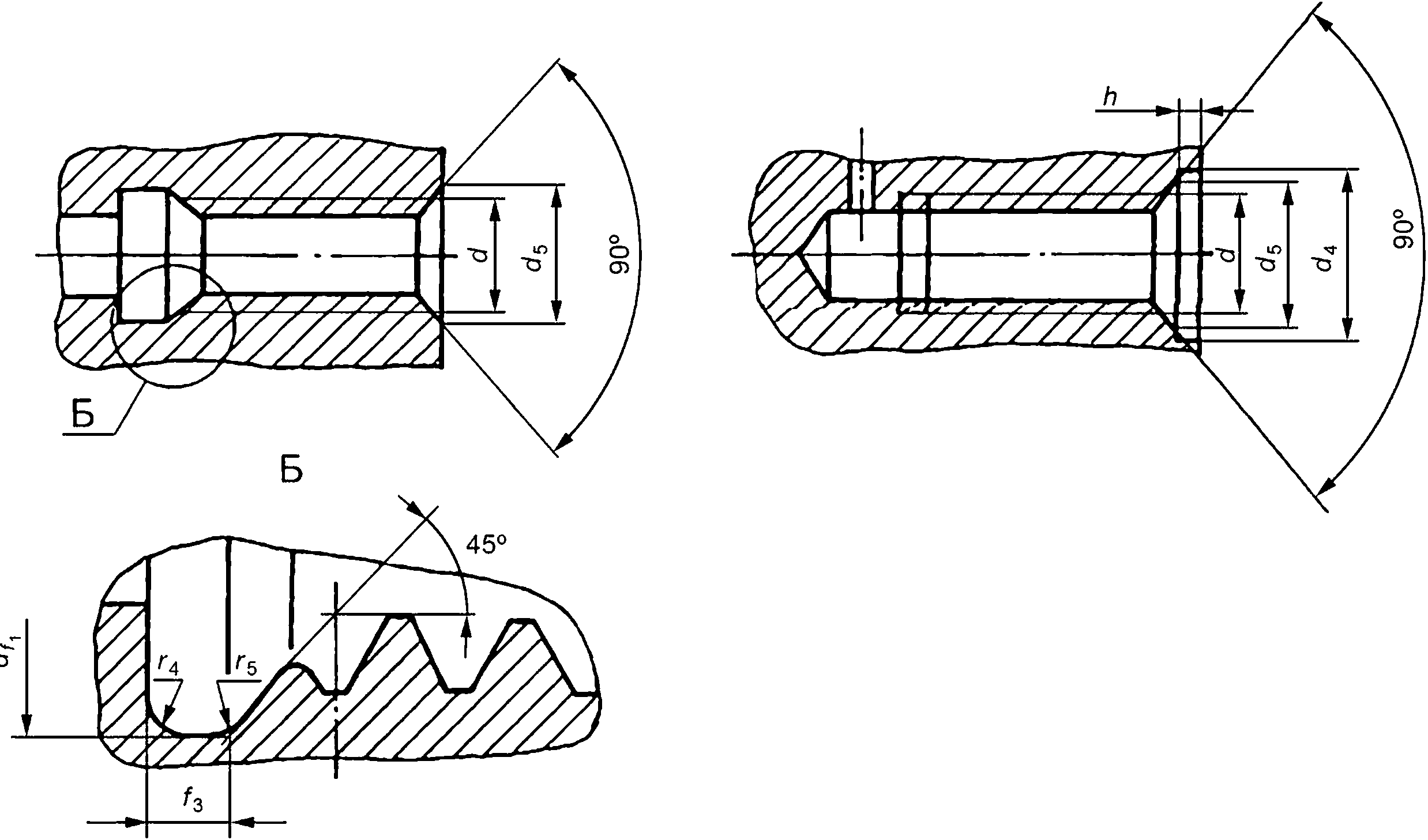
Рисунок 13 — Проточки и фаски
Таблица 3
В миллиметрах
Шаг резьбы Р | Сбег Х3, не более | Недорез Х4, не более | Фаска d5 | |||
нормальный | увеличенный* | нормальный | увеличенный* | минимальный | максимальный | |
0,25 | 1,0 | — | 1,5 | — | d | с/+ 0,05 |
0,30 | с/+ 0,07 | |||||
0,35 | с/+ 0,08 | |||||
0,40 | 1,8 | с/+ 0,10 | ||||
0,45 | d+ 0,11 | |||||
0,50 | 1,5 | 2,0 | 2,5 | с/+ 0,15 | ||
0,60 | 1,20 | 1,8 | 2,2 | 2,8 | сУ+ 0,18 | |
0,70 | 1,40 | 2,1 | 2,9 | 3,6 | с/+ 0,20 | |
0,75 | 1,50 | 2,3 | 3,0 | 3,8 | с/+ 0,23 | |
0,80 | 1,60 | 2,4 | 3,6 | 4,4 | с/+ 0,25 | |
1,00 | 2,00 | 3,0 | 4,0 | 5,0 | с/+ 0,30 | |
1,25 | 2,50 | 3,8 | 5,5 | 6,8 | сУ+ 0,40 | |
1,50 | 3,00 | 4,5 | 6,0 | 7,5 | с/+ 0,50 | |
1,75 | 3,50 | 5,3 | 7,5 | 9,3 | с/+0,60 | |
2,00 | 4,00 | 6,0 | 8,0 | 10,0 | с/+ 0,70 | |
* Применять на деталях из жаропрочной и нержавеющей сталей, титановых сплавов и в случае применения резьбы с натягом.
7
ГОСТ Р 71372—2024
Таблица 4
В миллиметрах
Шаг резьбы Р | Проточка | |||||
Тип 1* | Тип 2** | |||||
^3 | Г4 | Г5 | dfi | d4 | h | |
0,25 | — | — | — | — | — | — |
0,30 | ||||||
0,35 | ||||||
0,40 | ||||||
0,45 | ||||||
0,50 | 1,0 | 0,3 | 0,3 | d + 0,2 | d + 1 | 0,5 |
0,60 | — | — | — | — | ||
0,70 | ||||||
0,75 | 1,6 | 0,5 | 0,3 | d+0,2 | ||
0,80 | — | — | — | — | ||
1,00 | 2,0 | 0,5 | 0,5 | d + 0,2 | ||
1,25 | 3,0 | 1,0 | 1,0 | |||
1,50 | d+0,3 | |||||
1,75 | 4,0 | |||||
2,00 | 5,0 | d+0A | ||||
* Для резьб диаметром не менее 6 мм.
** Для резьб с натягом и на деталях из алюминиевых и магниевых сплавов.
3.5.2 При изготовлении внутренних резьб допускается применять фаски под углом 60° между образующей и осью конуса.
3.6 Технические требования
3.6.1 Размеры сбегов, проточек и фасок обеспечиваются инструментом.
3.6.2 Для деталей из материала с временным напряжением (механическим) ов > 1373 МПа (140 кгс/мм2), титановых сплавов или из материала, имеющего повышенную чувствительность к концентрации напряжений, профиль впадины наружной резьбы на участке сбега должен быть закруглен радиусом не менее 0,05 мм с постепенным переходом в размер радиуса впадины полного профиля; радиус закругления профиля впадины резьбы на участке сбега обеспечивается инструментом.
При накатывании резьба не должна заходить на гладкую конусовидную часть между концом сбега и безрезьбовой частью стержня.
3.6.3 Неуказанные предельные отклонения размеров, допуски формы и расположения поверхностей — по ГОСТ Р 71373.
3.6.4 Допускается не указывать на изображении размеры элементов выхода резьбы, а делать запись в технических требованиях.
В случаях применения нормального сбега, нормального недоката (недореза) вид сбега или недо-ката (недореза) не указывают.
Примеры
1 Сбег и фаска резьбы — по ГОСТ Р 71372—2024.
2 Недокат и фаска резьбы — по ГОСТ Р 71372—2024.
3 Недорез и фаска резьбы — по ГОСТ Р 71372—2024.
8
ГОСТ Р 71372—2024
4 Сбег, недокат и фаска резьбы — по ГОСТ Р 71372—2024.
5 Сбег, недорез и фаска резьбы — по ГОСТ Р 71372—2024.
В остальных случаях указывают вид сбега, недоката (недореза) и тип проточки.
Примеры
1 Сбег (указывается вид сбега) и фаска резьбы — по ГОСТ Р 71372—2024.
2 Недокат (указывается вид недоката) и фаска резьбы — по ГОСТ Р 71372—2024.
3 Недорез (указывается вид недореза) и фаска резьбы — по ГОСТ Р 71372—2024.
4 Проточка (указывается тип проточки), фаска и сбег резьбы — по ГОСТ Р 71372—2024.
5 Сбег (указывается вид сбега), недорез (указывается вид недореза) и фаска резьбы— по ГОСТ Р 71372—2024.
6 Сбег (указывается вид сбега), недокат (указывается вид недоката) и фаска резьбы— по ГОСТ Р 71372—2024.
9
ГОСТ Р 71372—2024
УДК 621.88.082:621.99:006.354
ОКС 21.060.01
Ключевые слова: резьба, выход резьбы, сбег резьбы, недорез резьбы, недокат резьбы, проточка, фаска
10
Редактор З.А. Лиманская Технический редактор В.Н. Прусакова Корректор С.И. Фирсова Компьютерная верстка И.А. Налейкиной
Сдано в набор 18.10.2024. Подписано в печать 05.11.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 1,68. Уч.-изд. л. 1,40.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}