ГОСТ Р 55740-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БОЛТЫ, ВИНТЫ И ШПИЛЬКИ СТАЛЬНЫЕ С КЛЕЕВЫМ ПОКРЫТИЕМ
Технические требования
Steel bolts, screws and studs with adhesive coating. Technical requirements
ОКС 21.060.10
ОКП 16 1000
Дата введения 2015-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт" (ФГУП "НАМИ") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 ноября 2013 г. N 1461-ст
4 Настоящий стандарт является модифицированным по отношению к германскому национальному стандарту ДИН 267-27:2009* "Механические крепежные элементы - Часть 27: Болты, винты и шпильки из стали с клеевым покрытием. Технические условия при поставке" (DIN 267-27:2009, "Fasteners - Part 27: Steel screws, bolts and studs with adhesive coating. Technical specifications") путем замены ссылок на международные стандарты ссылками на национальные стандарты Российской Федерации и действующие в этом качестве межгосударственные стандарты.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного национального германского стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном германском национальном стандарте, приведены в приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в годовом (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячно издаваемом информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт устанавливает функциональные свойства микрокапсулированных покрытий (далее - МК-покрытий) на стальных болтах, винтах и шпильках (далее - болты):
- с метрической резьбой ИСО по ГОСТ 8724;
- с номинальным диаметром резьбы от 3 до 39 мм (резьба с крупным шагом);
- с номинальным диаметром резьбы от 8 до 39 мм (резьба с мелким шагом);
- с классами прочности по ГОСТ Р ИСО 898-1, ГОСТ Р ИСО 3506-1;
- с покрытием или без покрытия;
- с применением в температурном диапазоне от минус 50 °С до 100 °С и в зависимости от назначения до 150 °С.
Настоящий стандарт устанавливает испытание пригодности МК-покрытий на выбранных контрольных болтах, а также системное испытание болтов с МК-покрытиями при комнатной и при повышенной температурах. Для болтов, имеющих поверхность с интегрированным и (или) дополнительно нанесенным смазочным веществом, системное испытание является действительным только при комнатной температуре. Указания для системного испытания болтов, имеющих поверхность с интегрированным и (или) дополнительно нанесенным смазочным веществом при высоких температурах, содержится в приложении А.
2 Нормативные ссылки
Следующие нормативные документы обязательны при применении настоящего стандарта*. Для датированных ссылок применять только указанные ниже стандарты. Для недатированных ссылок применять последнее издание ссылочных документов (включая все изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ГОСТ 8724-2002 Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры
ГОСТ 11371-78 Шайбы. Технические условия
ГОСТ ISO 4032 Гайки шестигранные, тип 1. Классы точности А и В
_______________
Разрабатывается ГОСТ ISO 4032 (ISO 4032:2012, IDT)
ГОСТ ISO 8673 Гайки шестигранные, тип 1, с метрической мелкой резьбой. Классы точности А и В
_______________
Разрабатывается ГОСТ ISO 8673 (ISO 8673:2012, IDT)
ГОСТ Р ИСО 898-1-2011 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ Р ИСО 3269-2009 Изделия крепежные. Приемочный контроль
ГОСТ Р ИСО 3506-1-2009 Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. Часть 1. Болты, винты и шпильки
ГОСТ Р ИСО 4017-2013 Винты с шестигранной головкой. Классы точности А и В
ГОСТ Р ИСО 4753-2013 Изделия крепежные. Концы деталей с наружной метрической резьбой
ГОСТ Р ИСО 16047-2009 Изделия крепежные. Испытания крутящего момента и усилия предварительной затяжки
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил и/или классификаторов) в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячно издаваемого информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт (документ), на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта (документа) с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт (документ), на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта (документа) с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт (документ), на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется принять без учета данного изменения. Если ссылочный стандарт (документ) отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 клеевое покрытие (klebende beschichtung): Покрытие клеящим микрокапсулированным веществом (МК) вокруг резьбовой части, которое активируется при ввинчивании и после затвердевания препятствует самостоятельному отвинчиванию.
3.2 испытание пригодности (eignungspruefung): Испытание для установления связи МК-покрытия по отношению к коэффициенту трения в резьбе, температурному диапазону применения и стойкости к воздействию окружающей среды, а также к долговременному влиянию температуры при помощи контрольного болта и контрольной гайки.
3.3 системное испытание (systempruefung): Испытание МК-покрытия на заданной поверхности.
3.4 крутящий момент ввинчивания (einschraubdrehmoment), : Крутящий момент, измеренный при ввинчивании болта в контрольную гайку.
3.5 крутящий момент затяжки (anziehdrehmoment), : Крутящий момент, требуемый для создания силы предварительной затяжки.
3.6 крутящий момент страгивания при отвинчивании склеенного болтового соединения (losbrechdrehmoment), : Крутящий момент в направление отвинчивания, измеренный при первом относительном движении между контрольной гайкой и болтом при склеенном болтовом соединении, в котором имеются или отсутствуют предварительные напряжения.
3.7 крутящий момент страгивания при отвинчивании не склеенного болтового соединения (losdrehmoment), : Крутящий момент в направление отвинчивания, измеренный при первом относительном движении между контрольной гайкой и болтом при несклеенном болтовом соединении, в котором имеются предварительные напряжения.
3.8 крутящий момент отвинчивания (ausschraubdrehmoment), : Максимальный крутящий момент, измеренный при отвинчивании болта с клеевым МК-покрытием после страгивания.
4 Размеры и обозначение
4.1 МК-покрытие для стандартного применения
Если не задано иное, клеевое МК-покрытие должно быть нанесено на длине ![]() , измеренной от конца болта, при этом, чтобы облегчить завинчивание, на длине 2-3 шага резьбы покрытия нет (см. рисунок 1). Рекламации могут предъявляться только в том случае, если некоторые остатки покрытия ухудшают предусмотренную функцию и (или) применение (по ГОСТ Р ИСО 3269).
, измеренной от конца болта, при этом, чтобы облегчить завинчивание, на длине 2-3 шага резьбы покрытия нет (см. рисунок 1). Рекламации могут предъявляться только в том случае, если некоторые остатки покрытия ухудшают предусмотренную функцию и (или) применение (по ГОСТ Р ИСО 3269).
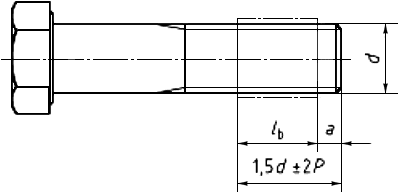
- длина МК-покрытия;
- номинальный диаметр резьбы;
- длина 2-3 шага резьбы без МК-покрытия;
- шаг резьбы
Рисунок 1 - Длины и положение МК-покрытия при применении в обычных случаях
Нанесение МК-покрытий производят на установках для нанесения МК-покрытий или вручную.
4.2 МК-покрытия со специальными длинами и (или) положением
Для длин ввинчивания (перекрытие резьбы) свыше и классов прочности ниже 8.8 или для болтов с головками с уменьшенной несущей способностью длина МК-покрытия должна устанавливаться в зависимости от класса прочности и применения, чтобы обеспечивать разбираемость соединения. Необходимая длина и положение МК-покрытия определяются опытным путем.
Для резьбовых соединений с гайками длину и положение МК-покрытия устанавливают так, чтобы резьба гайки после сборки находилась полностью на участке с МК-покрытием.
Если по конструктивным причинам требуется другая длина и (или) положение
МК-покрытия (см. рисунок 2), то оба размера нужно задавать согласно 4.3 (см. пример 2). Для размера
действуют предельные отклонения
.
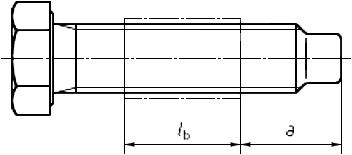
- длина МК-покрытия;
- расстояние до МК-покрытия от конца болта
Рисунок 2 - Покрытия со специальной длиной и положением
4.3 Обозначение
Обозначение болта с клеевым МК-покрытием составляется согласно данному стандарту, в котором к обозначению покрываемого болта добавляются признаки в следующей последовательности:
- МК для покрытия без специальных требований к коэффициенту трения в резьбе, или
- MKL для покрытия с установленным коэффициентом трения в резьбе,
или
- температура применения, если эксплуатация возможна до 150 °С;
- (длина покрытия)
(расстояние до покрытия от конца болта), мм, если требуется.
Примеры
1 Обозначение болта из стали с резьбой М12, номинальной длиной 80 мм, классом прочности 8.8, с клеевым покрытием без специальных требований к коэффициенту трения в резьбе (МК):
Болт ГОСТ P ...- М12
80 - 8.8 - МК
_______________
Указывают обозначение стандарта на изделие.
2 Обозначение болта из стали с резьбой М12, номинальной длиной 80 мм, с длинным цилиндрическим концом (LD) по ГОСТ Р ИСО 4753, классом прочности 8.8, с клеевым покрытием и установленным диапазоном коэффициентов трения (MKL), длиной покрытия
30 мм, расстоянием до покрытия
10 мм от конца болта (30
10):
Болт ГОСТ P ... - M12
80 - LD - 8.8 - MKL - 30
10
_______________
Указывают обозначение стандарта на изделие.
3 Обозначение болта из стали с резьбой М12, номинальной длиной 80 мм, с длинным цилиндрическим концом (LD) по ГОСТ Р ИСО 4753, классом прочности 8.8, с клеевым покрытием и установленным диапазоном коэффициентов трения (MKL), температурой применения до 150 °С, длиной покрытия
30 мм, расстоянием до покрытия
10 мм от конца болта (30
10):
Болт ГОСТ P ... - M12
80 - LD - 8.8 - MKL - 150 - 30
10
_______________
Указывают обозначение стандарта на изделие.
5 Требования
5.1 Общие положения
Настоящий стандарт устанавливает испытание пригодности для классификации МК-покрытий и системное испытание для определения функциональных свойств МК-покрытий на соответствующих поверхностях болта. Одновременно системное испытание служит в качестве сопровождающего испытания при серийном изготовлении.
5.1.1 Испытание пригодности
Для испытания пригодности необходимо выполнить требования по 5.2.1, 5.2.2, 5.3, 5.4 и 5.5. За проведение испытания пригодности ответственным является изготовитель вещества МК-покрытия.
5.1.2 Системное испытание
В качестве сопровождающего испытания при серийном изготовлении болтов допускаются испытания по 6.2.1 и 6.2.2. В спорных случаях действительным является испытание по 6.2.1. За проведение системного испытания ответственным является изготовитель, наносящий МК-покрытие на болтах.
5.1.2.1 Несмазанные поверхности
При системном испытании должны выполняться требования 5.2.1 и 5.2.2 при комнатной температуре (23±5) °С и при 100 °С или, если необходимо, при 150 °С на поверхностях без интегрированного и (или) дополнительно нанесенного смазочного вещества.
5.1.2.2 Смазанные поверхности
У поверхностей с интегрированным и (или) дополнительно нанесенным смазочным веществом должны выполняться требования по 5.2.1 и 5.2.2 при комнатной температуре (23±5) °С. При более высоких температурах эти значения могут не использоваться. Дополнительную надежность действия клеящего вещества необходимо подтверждать в соответствии с 6.2.1 при сравнительных испытаниях. Значения результатов испытаний болтов с МК-покрытием должны быть больше, чем значения у непокрытых болтов (комментарии к этому пункту см. в приложении А).
Если не выполняются требования при комнатной температуре, то эта система непригодна.
5.2 Проверочные крутящие моменты затяжки, соотношения проверочных крутящих моментов и проверочные крутящие моменты
5.2.1. Испытание с предварительным напряжением
При испытании с предварительным напряжением по 6.2.1 болты должны быть нагружены проверочными крутящими моментами с предельными значениями, указанными в таблице 1, при комнатной температуре (23±5) °С, 100 °С и, в зависимости от заданной температуры применения, при 150 °С. Крутящие моменты ввинчивания не должны превышать значений, указанных в таблице 2.
Таблица 1 - Проверочные крутящие моменты затяжки, соотношения проверочных крутящих моментов при комнатной температуре, 100 °С и 150 °С (с предварительным напряжением)
Резьба | Проверочный крутящий момент затяжки |
|
| |||
5.6; 5.8 | 8.8; 10.9; 12.9 | 5.6; 5.8 | 8.8; 10.9; 12.9 | |||
М3 | 0,6 | 1,2 | 0,54 | 1,1 | 1,5 | |
М4 | 1,3 | 2,8 | 1,2 | 2,5 | 3,0 | |
М5 | 2,6 | 5,5 | 2,3 | 5,0 | 6,5 | |
М6 | 4,5 | 9,5 | 4,1 | 8,6 | 10 | |
М8 | М8х1 | 11 | 23 | 9,9 | 20,7 | 26 |
М10 | М10х1,25 | 22 | 46 | 19,8 | 41,4 | 55 |
М12 | М12х1,25, М12х1,5 | 38 | 79 | 34,2 | 71,1 | 95 |
М14 | М14х1,5 | 60 | 125 | 54 | 112,5 | 160 |
М16 | М16х1,5 | 90 | 195 | 81 | 175,5 | 250 |
М18 | М18х1,5, М18х2 | 128 | 280 | 115 | 252 | 335 |
М20 | М20х1,5, М20х2 | 176 | 390 | 158 | 351 | 500 |
М22 | М22х1,5, М22х2 | 240 | 530 | 216 | 477 | 800 |
М24 | М24х2 | 310 | 670 | 279 | 603 | 1050 |
М27 | М27х2 | 460 | 1000 | 414 | 900 | 1300 |
М30 | М30х2 | 620 | 1350 | 558 | 1215 | 1700 |
М33 | М33х2 | 825 | 1850 | 742 | 1665 | 2400 |
М36 | М36х3 | 1100 | 2350 | 990 | 2115 | 3000 |
М39 | М39х3 | 1400 | 3000 | 1260 | 2700 | 4000 |
Примечание - При длинах МК-покрытия менее 0,8 | ||||||
Таблица 2 - Проверочные крутящие моменты при комнатной температуре (23±5) °С , 100 °С и 150 °С
Резьба | Крутящий момент, Nm | |||
|
|
| ||
М3 | 0,1 | 0,2 | 1,5 | |
М4 | 0,2 | 0,4 | 3,0 | |
М5 | 0,5 | 1 | 6,5 | |
М6 | 0,8 | 1,8 | 10 | |
М8 | М8х1 | 1,5 | 4 | 26 |
М10 | М10х1,25 | 3 | 10 | 55 |
М12 | М12х1,25, М12х1,5 | 5 | 16 | 95 |
М14 | М14х1,5 | 9 | 22 | 160 |
М16 | М16х1,5 | 11 | 35 | 250 |
М18 | М18х1,5, М18х2 | 12 | 40 | 335 |
М20 | М20х1,5, М20х2 | 14 | 45 | 500 |
М22 | М22х1,5, М22х2 | 16 | 65 | 800 |
М24 | М24х2 | 18 | 90 | 1050 |
М27 | М27х2 | 21 | 120 | 1300 |
М30 | М30х2 | 25 | 165 | 1700 |
М33 | М33х2 | 28 | 210 | 2400 |
М36 | М36х3 | 30 | 280 | 3000 |
М39 | М39х3 | 35 | 330 | 4000 |
5.2.2 Испытание без предварительного напряжения при комнатной температуре (23±5) °С , 100 °С и 150 °С
При испытании без предварительного напряжения согласно 6.2.2 болты должны быть нагружены проверочными крутящими моментами с предельными значениями, указанными в таблице 2, при комнатной температуре, при температуре, равной 100 °С и, в зависимости от заданной температуры применения, - при 150 °С.
5.3 Коэффициент трения в резьбе
Если для болтов с клеевым МК-покрытием требуются установленные пределы коэффициентов трения в резьбе (MKL), коэффициент трения в резьбе должен находиться в диапазоне от 0,10 до 0,16. Испытание коэффициента трения в резьбе происходит по 6.3.
Для болтов с клеящим МК-покрытием без специальных требований к коэффициенту трения в резьбе (МК) пределы коэффициентов трения в резьбе недействительны и коэффициент трения в резьбе, как правило, выше, чем у изделий с установленными пределами коэффициентов трения (MKL). Последствием является уменьшенная достигаемая сила предварительной затяжки при монтаже.
5.4 Стойкость к агрессивным средам
При испытании стойкости к агрессивным средам по 6.4 должны соблюдаться значения, установленные в таблице 1.
5.5 Стойкость к длительному действию повышенных температур
При испытании стойкости к длительному действию повышенных температур по 6.5 должны соблюдаться значения, установленные в таблице 2.
6 Испытания
6.1 Общие положения
Испытания пригодности по 6.2.1, 6.2.2, 6.3, 6.4 и 6.5 с контрольными болтами проводятся для классификации новых МК-покрытий.
Приведенные ниже испытания по 6.2.1, 6.2.2 и 6.3 являются системными испытаниями. Испытание по 6.2 может применяться для контроля процесса нанесения МК-покрытий и проверки соответствия МК-покрытий для различных поверхностей. Испытание по 6.3 проводят для проверки первого образца, оно предполагает подходящую для испытания длину болта.
6.2 Испытание крутящего момента страгивания, крутящего момента отвинчивания и соотношения проверочных крутящих моментов
6.2.1 Испытание с предварительным напряжением
Проверяемый болт после нанесения МК-покрытия и длительностью сушки не менее 24 ч при комнатной температуре ввинчивается с максимальной скоростью вращения 30 мин в контрольную гайку и через контрольную шайбу по ГОСТ 11371 (в диапазоне от 200 до 300 HV) затягивается в контрольной пластине (рисунок 3) или в контрольной втулке (рисунок 4) до тех пор, пока не будет достигнут проверочный момент затяжки согласно таблице 1. При этом измеряется максимальный момент ввинчивания. Контрольная гайка должна находиться полностью в области МК-покрытия. При испытаниях при 100 °С или 150 °С применяется контрольная втулка, показанная на рисунке 4. Для сохранения поверхностей от повреждений следует подкладывать шайбы по ГОСТ 11371 как под головку, так и под гайку.
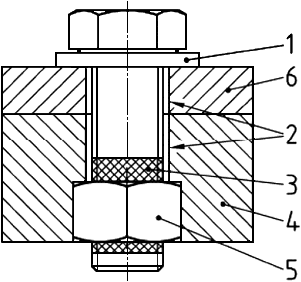
1 - контрольная шайба по ГОСТ 11371; 2 - сквозное отверстие 2-го ряда по ГОСТ 11284; 3 - МК-покрытие; 4 - контрольная плита с твердостью не менее 35 HRC; 5 - контрольная гайка по ГОСТ ISO 4032 или ГОСТ ISO 8673; 6 - дистанционная пластина с твердостью не менее 35 HRC
Рисунок 3 - Схема испытания с контрольной плитой
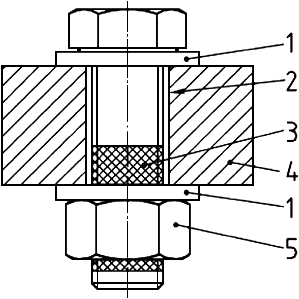
1 - контрольная шайба по ГОСТ 11371; 2 - сквозное отверстие 2-го ряда по ГОСТ 11284; 3 - МК-покрытие; 4 - контрольная втулка с наружным диаметром не менее двух номинальных диаметров резьбы и твердостью не менее 35 HRC; 5 - контрольная гайка по ГОСТ ISO 4032 или ГОСТ ISO 8673
Рисунок 4 - Схема испытания с контрольной втулкой
После затвердевания клеящего вещества в течение не менее 24 ч при (23±5) °С при последующем вывинчивании с максимальной скоростью вращения 30 мин определяют крутящий момент страгивания
и крутящий момент отвинчивания
. При испытании с контрольной втулкой можно по выбору поворачивать головку болта или гайку.
При испытаниях при повышенной температуре, после затвердевания не менее 24 ч, болты выдерживают 3 ч при соответствующей испытательной температуре в тепловом шкафу и затем проверяют в течение 10 сек после извлечения из теплового шкафа.
6.2.2 Испытание без предварительного напряжения
Проверяемый болт ввинчивают с максимальной скоростью вращения 30 мин в контрольную гайку так, чтобы гайка полностью находилась в области МК-покрытия и, соответственно, область МК-покрытия была полностью охвачена. При этом измеряется максимальный момент ввинчивания
(см. таблицу 2).
После затвердевания клеящего вещества в течение не менее 24 ч при (23±5) °С при последующем вывинчивании с максимальной скоростью вращения 30 мин определяют крутящий момент страгивания
и крутящий момент отвинчивания
.
При испытаниях при повышенной температуре, после затвердевания не менее 24 ч, болты выдерживают 3 ч при соответствующей испытательной температуре в термошкафу и затем проверяют в течение 10 сек после извлечения из термошкафа.
6.3 Испытание коэффициента трения в резьбе
Проверяемый болт ввинчивают с максимальной скоростью вращения 30 мин в контрольную гайку в области 90% предела текучести на растяжение болта класса прочности 5.6 или 8.8 у высокопрочных болтов и в этой области определяют коэффициент трения в резьбе по ГОСТ Р ИСО 16047.
6.4 Испытание стойкости к агрессивным средам
Стойкость к агрессивным средам проверяют следующим образом:
Болтовое соединение, после затвердевания в течение не менее 24 ч при (23±5) °С, выдерживают 7 дней в испытательных средах при следующих температурах:
- масла, смазочные средства, гидравлическое масло: 120 °С;
- топливо: комнатная температура;
- охлаждающее средство, вода, гликоль: 90 °С;
- тормозная жидкость: 90 °С.
Испытание по 6.2.1 происходит после охлаждения при комнатной температуре.
Другие среды и температуры хранения - по согласованию между поставщиком и заказчиком.
6.5 Стойкость к длительному действию высоких температур
Детали, ввинченные в контрольные гайки без создания предварительного напряжения, после затвердевания в течение 72 ч выдерживают в течение 1000 ч при заданной температуре (100 °С, 150 °С) и после охлаждения проверяют при комнатной температуре согласно 6.2.2.
6.6 Контрольная деталь и контрольные приборы
6.6.1 Контрольный болт
В качестве контрольного болта следует использовать болт с шестигранной головкой по ГОСТ Р ИСО 4017 - М10-6g40
-8.8 без защитного антикоррозионного покрытия.
_______________
Другие длины допускаются в том случае, если подходят
6.6.2 Контрольная гайка
В качестве контрольной гайки для испытания пригодности следует использовать для резьбы с крупным шагом гайку по ГОСТ ISO 4032 и для резьбы с мелким шагом гайку по ГОСТ ISO 8673. Контрольная гайка должна отвечать следующим условиям:
- класс прочности не менее соответствующего класса прочности болта;
- поверхность резьбы без покрытия;
- резьба контрольной гайки должна быть без масла и жира, без стружки и заусенцев.
Контрольная гайка может использоваться только один раз.
Отклонения при системном испытании должны быть согласованы между поставщиком и заказчиком отдельно.
6.6.3 Контрольная шайба
Контрольная шайба должна соответствовать требованиям ГОСТ 11371. Твердость должна быть в пределах от 200 до 300 HV, поверхность - чистой и обезжиренной.
6.6.4 Прибор для измерения крутящего момента
Крутящий момент определяется с помощью прибора для измерения крутящего момента. В качестве прибора для измерения крутящего момента следует применять динамометрический ключ или испытательный прибор с максимальной погрешностью 2% в зависимости от наибольшего значения заданной области измерения (конечное значение области измерения).
В спорных случаях следует использовать прибор для измерения крутящего момента, измерительная область которого установлена так, что все показания прибора (измеренные значения) лежат в верхней половине шкалы измерения.
6.6.5 Коэффициент трения - Контрольное приспособление
Для определения коэффициента трения в резьбе следует применять приспособление по ГОСТ Р ИСО 16047.
6.6.6 Термошкаф для испытания температуростойкости
Для испытания температуростойкости используется термошкаф, который обеспечивает отклонение не более ±2 °С температуры, соответствующей проверочной температуре в пустом полезном объеме. После достижения проверочной температуры термошкаф заполняется деталями. Извлечение проверяемых деталей из термошкафа происходит после достижения продолжительности испытания.
7 Дополнительные функции
7.1 Функция герметизации
Клеевые МК-покрытия могут выполнять, кроме предохранения от самостостоятельного отвинчивания, функцию герметизации. Если клеевое МК-покрытие должно выполнять функцию герметизации, то следует согласовывать между поставщиком и заказчиком действительные требования к покрытию и отдельно его испытания.
7.2 Свинчивание
7.2.1 Резьба в гайке
Специальные требования к шероховатости резьбы в гайке не устанавливаются, тем не менее, не должно быть трудноудаляемого смазочного вещества, например, силикона или дисульфида молибдена. Кроме того, гайки должны быть без заусенцев и стружки. Гайки и детали с резьбовыми отверстиями без раззенковки резьбы не должны свинчиваться с болтами, которые имеют клеевое МК-покрытие.
Если по функциональным причинам резьба не может быть выполнена без масла и жира на ее поверхности, следует ожидать уменьшение момента при отвинчивании.
7.2.2 Процесс свинчивания
При наличии клеевых покрытий процесс свинчивания и, если необходимо, испытание крутящего момента затяжки должно быть завершено в течение 5 мин, так как после этого продолжается дальнейшее затвердевание клея. Если требуются другие условия, то они должны быть согласованы между поставщиком и заказчиком. При температуре менее 10 °С затвердевание замедляется, а при температуре меньше 0 °С никакого затвердевания не происходит.
7.3 Разбираемость
Резьбовое соединение с болтами со шлицами и болтами с внутренним зацеплением с низкой головкой и классами прочности менее 8.8 и болты с головками с уменьшенной несущей способностью после затвердевания клеящего вещества становятся неразборными (см. 4.2).
7.4 Повторное свинчивание
Болты с МК-покрытием предназначены только для однократного применения. Если такое резьбовое соединение ослабляется, то при повторном завинчивании применяют новые болты с МК-покрытием. Следует использовать новую гайку или очистить метчиком внутреннюю резьбу от остатков клея.
8 Вид поставки
Болты, предназначенные для МК-покрытия, должны поставляться без наличия масла и жира на поверхности. Покрытия поверхностей, отклоняющихся от этого требования, должны быть согласованы между поставщиком и заказчиком отдельно.
9 Стойкость при хранении
Болты с МК-покрытием необходимо защищать от влияния сырости. Соблюдение результатов испытаний болтов с МК-покрытием должно быть обеспечено в течение не менее четырех лет при квалифицированном хранении на складе.
Изменение цвета покрытия не влияет на работоспособность до тех пор, пока соблюдаются контролируемые величины.
Приложение А
(справочное)
Указания по системному испытанию
А.1 Общие положения
Болты с непроверенным состоянием поверхностей должны быть предоставлены для системного испытания не ранее, чем через 72 ч после нанесения покрытия. Это испытание необходимо, так как состояния поверхностей резьбы во многих случаях неопределенные или могут иметь большие колебания.
А.2 Подтверждение пригодности МК-покрытий для поверхностей с интегрированным и (или) с дополнительно нанесенным смазочным веществом при воздействии температуры
Для подтверждения пригодности МК-покрытий на резьбовых деталях для поверхностей с интегрированным и (или) дополнительно нанесенным смазочным веществом при воздействии температуры должно проводиться сравнительное испытание соответствующей резьбовой детали без МК-покрытия (базовое испытание) и с МК-покрытием.
Для этого подходит определение соотношения крутящего момента страгивания при отвинчивании несклеенного болтового соединения к крутящему моменту затяжки
![]() и, соответственно, соотношения крутящего момента при отвинчивании склеенного болтового соединения
и, соответственно, соотношения крутящего момента при отвинчивании склеенного болтового соединения к крутящему моменту затяжки
![]() . Эта последовательность действий установлена в контрольном листе VDA 235-203 по [1].
. Эта последовательность действий установлена в контрольном листе VDA 235-203 по [1].
А.2.1 Соотношение крутящего момента страгивания при отвинчивании несклеенного болтового соединения к крутящему моменту затяжки
![]() на резьбовой детали для поверхностей без МК-покрытия (базовое испытание)
на резьбовой детали для поверхностей без МК-покрытия (базовое испытание)
У поверхностей с цинк-ламельным покрытием с интегрированным и (или) дополнительно нанесенным смазочным веществом крутящий момент страгивания зависит от коэффициента трения. Таким образом, соотношение крутящего момента страгивания при отвинчивании несклеенного болтового соединения момента к крутящему моменту затяжки
![]() может находиться в обычном диапазоне коэффициентов трения от 0,08 до 0,16 при
может находиться в обычном диапазоне коэффициентов трения от 0,08 до 0,16 при ![]() 0,9. При воздействии температуры коэффициент трения и соотношение
0,9. При воздействии температуры коэффициент трения и соотношение ![]() могут значительно уменьшаться в зависимости от использованной системы покрытия и смазочного вещества.
могут значительно уменьшаться в зависимости от использованной системы покрытия и смазочного вещества.
Чтобы обеспечивать достаточную надежность против самоотвичивания (снижение внутреннего свободного крутящего момента) при рабочих температурах до 150 °С для болтовых соединений в диапазоне размеров от М6 до М16, отношение крутящего момента к крутящему моменту затяжки, равное примерно 40%, принимается как еще допустимое. Это положение схематически представлено на рисунке А.1. Для другого диапазона размеров следует определить допустимое отношение ![]() , зависящее от размеров.
, зависящее от размеров.
А.2.2 Соотношение крутящего момента страгивания при отвинчивании склеенного болтового соединения к крутящему моменту затяжки
![]() поверхностей с МК-покрытием
поверхностей с МК-покрытием
Если на поверхность с цинк-ламельным покрытием с интегрированным и (или) дополнительно нанесенным смазочным веществом наносится МК-покрытие, то необходимо учитывать уменьшение прочности прилипания (адгезии) на соответствующей поверхности.
Если при испытании крутящего момента при отвинчивании склеенного болтового соединения по 6.2.1 при комнатной температуре
![]() 0,9, то МК-покрытие в сочетании с соответствующей поверхностью подходит для применения при комнатной температуре. При испытании при 100 °С, 150 °С или более высокой температуре, должно подтверждаться, что отношение
0,9, то МК-покрытие в сочетании с соответствующей поверхностью подходит для применения при комнатной температуре. При испытании при 100 °С, 150 °С или более высокой температуре, должно подтверждаться, что отношение ![]() больше, чем при базовом испытании резьбовой детали без МК-покрытия из идентичной партии без покрытия при соответственно той же температуре (см. рисунок А.1).
больше, чем при базовом испытании резьбовой детали без МК-покрытия из идентичной партии без покрытия при соответственно той же температуре (см. рисунок А.1).
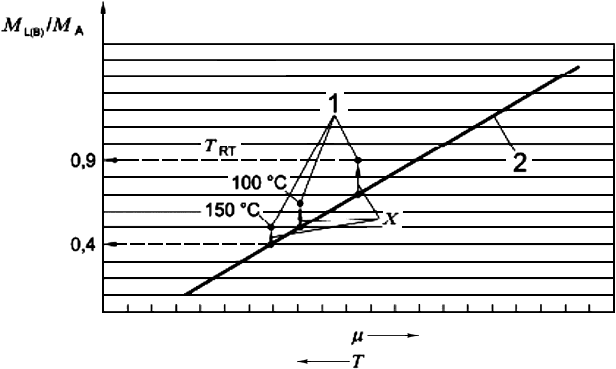
1 - испытание с МК-покрытием; 2 - базовое испытание без МК-покрытия; - комнатная температура;
- стопорящее действие клея;
![]() - соотношение крутящего момента при отвинчивании несклеенного болтового соединения (крутящего момента при отвинчивании склеенного болтового соединения) к крутящему моменту затяжки;
- соотношение крутящего момента при отвинчивании несклеенного болтового соединения (крутящего момента при отвинчивании склеенного болтового соединения) к крутящему моменту затяжки; - коэффициент трения;
- температура
Рисунок А.1 - Соотношение крутящего момента страгивания при отвинчивании несклеенного болтового соединения или крутящего момента страгивания при отвинчивании склеенного болтового соединения
к крутящему моменту затяжки
болтового соединения без (базовое испытание) и с МК-покрытием в зависимости от температуры (комнатная температура, 100 °С и 150 °С) и коэффициента трения (схематично)
Для поверхностей с МК-покрытием при температурах 100 °С, 150 °С или более высоких температурах опытные данные находятся, для отличия между ![]() (испытание с МК-покрытием) и
(испытание с МК-покрытием) и ![]() (базовое испытание без МК-покрытия), в диапазоне от 10% до 20%.
(базовое испытание без МК-покрытия), в диапазоне от 10% до 20%.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном германском национальном стандарте
Обозначение ссылочного национального и межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ 8724-2002 | MOD | ИСО 261:1998 "Резьбы метрические ИСО общего назначения. Общий план" |
ГОСТ 11284-75 | MOD | ИСО 273:1979 "Изделия крепежные. Отверстия с гарантированным зазором для болтов и винтов" |
ГОСТ 11371-78 | MOD | ИСО 7089:2000 "Шайбы плоские. Нормальная серия. Класс изделия А" |
ГОСТ ISO 4032 | IDT | ИСО 4032:2012 "Гайки шестигранные, тип 1 - Классы точности А и В" |
ГОСТ ISO 8673 | IDT | ИСО 8673:2012 "Гайки шестигранные, тип 1, с метрической мелкой резьбой - Классы точности А и В" |
ГОСТ Р ИСО 898-1-2011 | IDT | ИСО 898-1:2009 "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности - крупная резьба и резьба с мелким шагом" |
ГОСТ Р ИСО 3269-2009 | IDT | ИСО 3269:2000 "Изделия крепежные. Приемочный контроль" |
ГОСТ Р ИСО 3506-1-2009 | IDT | ИСО 3506-1:2009 "Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки" |
ГОСТ Р ИСО 4017-2012* | IDT | ИСО 4017:2011 "Винты с шестигранной головкой. Классы точности А и В" |
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ Р ИСО 4017-2013. - . | ||
ГОСТ Р ИСО 4753-2013 | IDT | ИСО 4753:2011 "Изделия крепежные - Концы деталей с наружной метрической резьбой" |
ГОСТ Р ИСО 16047-2009 | IDT | ИСО 16047:2005 "Изделия крепежные. Испытания крутящего момента/усилия предварительной затяжки" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDТ - идентичные стандарты; - MOD - модифицированные стандарты. | ||
_______________
Разрабатывается ГОСТ ISO 4032... (ISO 4032:2012, IDT)
Разрабатывается ГОСТ ISO 8673... (ISO 8673:2012, IDT)
Библиография
[1] | VDA 235-203, Поведение при закручивании, коэффициенты трения - Практика и испытания для сборки (VDA 235-203, Verschraubungsverhalten, Reibungszahlen - Praxis- und montageorientierte |
____________________________________________________________________________________
УДК 621.882.07:006.354 ОКС 21.060.10 ОКП 16 1000
Ключевые слова: болт, винт, шпилька, клеевое покрытие, крутящий момент, МК-покрытия
____________________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}