ГОСТ Р ИСО 10644-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВИНТЫ С ШАЙБАМИ В СБОРКЕ, ИЗГОТОВЛЕННЫЕ ИЗ СТАЛИ, С ПЛОСКИМИ ШАЙБАМИ
Шайбы классов твердости 200 HV и 300 HV
Screws with washers assembly, manufactured of steel, with flat washers. Washers of hardness classes 200 HV and 300 HV
ОКС 21.060.10
ОКП 16 5000
Дата введения 2019-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени Научно-исследовательский автомобильный и автомоторный институт" (ФГУП "НАМИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Изделия крепежные"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 октября N 1512-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10644:2009* "Винты с шайбами в сборке, изготовленные из стали, с плоскими шайбами. Шайбы классов твердости 200 HV и 300 HV" (ISO 10644:2009 "Screw and washer assemblies made of steel with plain washers - Washer hardness classes 200 HV and 300 HV", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования, предъявляемые к винтам с метрической резьбой в сборке с плоскими шайбами, из стали, с крупным шагом резьбы от М2 до М12, с плоскими опорными поверхностями головок, классов прочности до 10.9 включительно, и шайбами классов твердости 200 или 300 HV.
Шайбы являются невыпадающими, т.е. разборка соединения невозможна, но они могут свободно вращаться.
Примечание - При изготовлении винтов в сборке с шайбами учитывают материал и способ изготовления заготовки винта и шайбы, а также процесс сборки компонентов, необходимые для выполнения технических требований (см. приложение А).
2 Нормативные ссылки
Следующие нормативные документы обязательны при применении настоящего стандарта*. Для датированных ссылок следует применять только указанные ниже стандарты, для недатированных - последнее издание ссылочных документов (включая все изменения).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 898-1, Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs with specified property classes - Coarse thread and fine pitch thread (Механические свойства крепежных изделий из углеродистых сталей и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы)
ISO 1207, Slotted cheese head screws - Product grade А (Винты с цилиндрической головкой со шлицем. Класс изделий А)
ISO 1580, Slotted pan head screws - Product grade А (Винты с шлицем в цилиндрической головке с закругленным торцом. Класс изделий А)
ISO 4014, Hexagon head bolts - Product grades A and В (Болты с шестигранной головкой. Классы изделия А и В)
ISO 4015, Hexagon head bolts - Product grade В - Reduced shank (shank diameter pitch diameter [Болты с шестигранной головкой. Класс изделия В. Уменьшенный стержень (диаметр стержня равен среднему диаметру шага резьбы)]
ISO 4017, Fasteners - Hexagon head screws - Product grades A and В (Изделия крепежные. Винты с шестигранной головкой. Классы изделия А и В)
ISO 4042, Fasteners - Electroplated coatings (Крепежные элементы. Электролитические покрытия)
ISO 4762, Hexagon socket head cap screws (Винты с цилиндрической головкой и шестигранным углублением под ключ)
ISO 7045, Pan head screws with type H or type Z cross recess - Product grade А (Винты с цилиндрической головкой с закругленным торцом и крестообразным шлицем типа Н или Z. Класс изделия А)
ISO 9717, Metallic and other inorganic coatings - Phosphate conversion coating of metals (Покрытия металлические и другие неорганические покрытия. Фосфатные конверсионные покрытия по металлам)
ISO 10673, Plain washers for screw and washer assemblies - Small, normal and large series - Product grade А (Шайбы плоские для винтов с шайбами в сборке. Уменьшенная, нормальная и увеличенная серии. Класс изделия А)
ISO 10683, Fasteners - Non-electrolytically applied zinc flake coatings (Изделия крепежные. Heэлектролитические цинк-ламельные покрытия)
ISO 14579, Hexalobular socket head cap screws (Винты с цилиндрической головкой и шестилепестковым углублением под торцовый ключ)
ISO 14583, Hexalobular socket pan head screws (Винты с скругленной головкой и шестилепестковым углублением под торцовый ключ)
ISO 15071, Hexagon bolts with flange - Small series - Product grade А (Болты шестигранные с фланцем. Малые серии. Класс изделия А)
ISO 15072, Hexagon bolts with metric fine pitch thread - Small series - Product grade А (Болты с шестигранной головкой с фланцем, с метрической мелкой резьбой. Малая серия. Класс изделия А)
3 Размеры
Размеры плоских шайб должны соответствовать ИСО 10673. Размеры винтов после сборки должны соответствовать размерам по ИСО 1207, ИСО 1580, ИСО 4014, ИСО 4015, ИСО 4017, ИСО 4762, ИСО 7045, ИСО 14579, ИСО 14583, ИСО 15071, ИСО 15072 со следующими исключениями:
- винты должны иметь уменьшенный стержень с таким диаметром , чтобы шайба с размерами по ИСО 10673 могла свободно вращаться.
Примечание - приблизительно равен среднему диаметру;
- максимальное расстояние от опорной поверхности головки до первого витка резьбы полного профиля должно быть увеличено на величину, которая необходима, чтобы для тех изделий, которые имеют резьбу, практически доходящую до шайбы, можно было разместить шайбу;
- примеры винтов в сборке с шайбами показаны на рисунках 1 и 2.
|
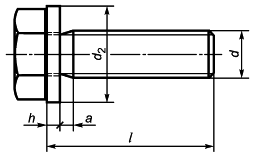
Рисунок 1 - Винт с резьбой, доходящей до шайбы
|
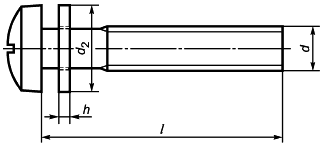
Рисунок 2 - Винт с уменьшенным стержнем
- внутренний диаметр опорной поверхности , указанный в таблице 3, уменьшают на величину, равную разнице между номинальным диаметром резьбы d и средним диаметром резьбы, получив в результате внутренний диаметр опорной поверхности
(см. рисунок 3 и таблицу 1). Радиус под головкой, указанный в таблице 3 для отдельных деталей, изменять нельзя.
|
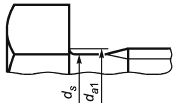
Рисунок 3 - Внутренний диаметр опорной поверхности и диаметр уменьшенного стержня
Таблица 1 - Размеры внутреннего диаметра опорной поверхности
Резьба |
|
| Размер плоских шайб | |||||
Уменьшенная серия тип S | Нормальная серия тип N | Увеличенная серия тип L | ||||||
h, ном. |
| h, ном. |
| h, ном. |
| |||
М2 | 2P | 2,4 | 0,6 | 4,5 | 0,6 | 5 | 0,6 | 6 |
М2,5 | 2,8 | 0,6 | 5,0 | 0,6 | 6 | 0,6 | 8 | |
М3 | 3,3 | 0,6 | 6,0 | 0,6 | 7 | 0,8 | 9 | |
(М3,5) | 3,7 | 0,8 | 7,0 | 0,8 | 8 | 0,8 | 11 | |
М4 | 4,3 | 0,8 | 8,0 | 0,8 | 9 | 1,0 | 12 | |
М5 | 5,2 | 1,0 | 9,0 | 1,0 | 10 | 1,0 | 15 | |
М6 | 6,2 | 1,6 | 11,0 | 1,6 | 12 | 1,6 | 18 | |
М8 | 8,4 | 1,6 | 15,0 | 1,6 | 16 | 2,0 | 24 | |
М10 | 10,2 | 2,0 | 18,0 | 2,0 | 20 | 2,5 | 30 | |
М12 | 12,6 | 2,0 | 20,0 | 2,5 | 24 | 3,0 | 37 | |
| ||||||||
- для винтов с шестигранной головкой разрешается применять, по согласованию между поставщиком и покупателем, альтернативную геометрию подголовка с поднутрением (тип U) (см. рисунок 4 и таблицу 2).
|
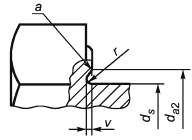
а - Закругленный переход между опорной поверхностью и поднутрением.
Рисунок 4 - Вариант геометрии подголовка, тип U
Таблица 2 - Размеры подголовка типа U
Резьба d | М3 | М4 | М5 | М6 | М8 | М10 | М12 | |
не более | 3,6 | 4,7 | 5,7 | 6,8 | 9,2 | 11,2 | 13,7 | |
r | не менее | 0,1 | 0,2 | 0,2 | 0,25 | 0,4 | 0,4 | 0,6 |
v | не более | 0,20 | 0,25 | 0,25 | 0,30 | 0,4 | 0,4 | 0,5 |
не менее | 0,05 | 0,05 | 0,05 | 0,05 | 0,1 | 0,1 | 0,1 | |
Примечание - Другие размеры - по таблице 1. | ||||||||
4 Технические требования и ссылочные международные стандарты
Компоненты винтов с шайбами в сборке должны соответствовать требованиям к свойствам материалов и к механическим свойствам в конечном состоянии, установленным в международных стандартах на изделия.
В спорных случаях механические свойства по ИСО 898-1 должны проверять с удаленной шайбой.
Для шайб, применяемых для винтов с шайбами в сборке, являются действительными следующие классы твердости для винта класса прочности:
- не более 8.8 - класс твердости шайбы 200 или 300 HV по ИСО 10673;
- 9.8 или 10.9 - класс твердости шайбы 300 HV по ИСО 10673.
Примечание - Класс твердости шайбы готового к выпуску изделия может быть достигнут с помощью способа изготовления, описанного в приложении А.
5 Сочетания винтов и шайб
Стандартные сочетания винтов и шайб, а также краткие обозначения, применяемые для компонентов, приведены в таблице 3.
Сочетание шайб с наименьшим внутренним диаметром и винтов с наибольшим внутренним диаметром опорной поверхности
может привести к наложению шайбы на радиус подголовка. В этом случае могут возникнуть отпечатки на радиусе подголовка, что, в свою очередь, повлияет на характеристики крутящего момента/силы предварительной затяжки.
Для обеспечения прилегания поверхностей без отпечатков рекомендуется применять винты с подголовком типа U или шайбы с фаской.
Таблица 3 - Сочетания винтов и шайб. Краткие обозначения
Винт | Шайба | |||
S | N | L | ||
Международный ссылочный стандарт | Краткое обозначение | Краткое обозначение S | Краткое обозначение N | Краткое обозначение L |
ИСО 4017 | S1 | - | x | x |
ИСО 4014 | S2 | - | x | x |
ИСО 7045 | S3 | - | x | x |
ИСО 4762 | S4 | x | x | x |
ИСО 1580 | S5 | - | x | x |
ИСО 1207 | S6 | x | x | x |
ИСО 14579 | S10 | x | x | x |
ИСО 14583 | S11 | - | x | x |
ИСО 15071 | S12 | - | x | x |
ИСО 15072 | S13 | - | x | x |
| ||||
6 Покрытия
Покрытия должны соответствовать следующим стандартам: ИСО 4042 - для гальванических покрытий; ИСО 10683 - для неэлектролитических цинк-ламельных покрытий и ИСО 9717 - для цинк-фосфатных покрытий и лаков.
Другие виды покрытий должны быть согласованы между поставщиком и покупателем.
7 Обозначение
Обозначение винта с шайбой в сборке должно содержать следующее:
- наименование детали;
- ссылку на международный стандарт, т.е. ИСО 10644;
- характеристики винта;
- краткое обозначение винта, указывающее тип винта (см. таблицу 3);
- краткое обозначение шайбы, указывающее тип шайбы (см. таблицу 3);
- класс твердости шайбы.
Примеры
1 Обозначение винта с шайбой в сборке, состоящего из винта с шестигранной головкой М630-8.8 по ИСО 4017 (краткое обозначение S1) и шайбы (класс твердости 200 HV), нормальной серии, по ГОСТ Р ИСО 10673 (краткое обозначение N):
Винт с шайбой в сборке ГОСТ Р ИСО 10644-М630-8.8-S1-N 200 HV.
2 Обозначение винта с шайбой в сборке, состоящего из винта с шестигранной головкой М630-8.8 по ГОСТ Р ИСО 4017 (краткое обозначение S1) с подголовком, имеющим поднутрение (тип U), и шайбы (класс твердости 300 HV), нормальной серии, по ГОСТ Р ИСО 10673 (краткое обозначение N):
Винт с шайбой в сборке ГОСТ Р ИСО 10644-М630-8.8-U-S1-N 300 HV.
Приложение А
(справочное)
Способы изготовления винтов и невыпадающих шайб
Поставщик поставляет винты с шайбами в сборке, используя способ изготовления по собственному выбору, если нет иного соглашения между ним и покупателем.
Есть два способа изготовления винтов с шайбами в сборке с невыпадающими шайбами:
a) при способе N 1 использована практика сборки заготовки винта с шайбой и затем накатка резьбы изделия в сборке. Последующая термическая обработка изделия завершает процесс. Материал заготовки винта и шайбы должен быть выбран таким, чтобы он соответствовал всем требованиям по механическим свойствам;
b) при способе N 2 использован процесс, при котором заготовка винта и шайба изготовлены независимо друг от друга, затем собраны, и резьба накатывается в состоянии после закалки и отпуска, т.е. после термической обработки.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
ISO 898-1 | IDТ | ГОСТ ISO 898-1-2014 "Механические свойства крепежных изделий из углеродистых сталей и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы" |
ISO 1207 | IDТ | ГОСТ Р ИСО 1207-2013 "Винты с низкой цилиндрической головкой со шлицем. Класс точности А" |
ISO 1580 | IDТ | ГОСТ Р ИСО 1580-2013 "Винты с плоской головкой со шлицем. Класс точности А" |
ISO 4014 | IDТ | ГОСТ Р ИСО 4014-2013 "Болты с шестигранной головкой. Классы точности А и В" |
ISO 4015 | MOD | ГОСТ Р 50791-95 (ИСО 4015-79) "Болты с шестигранной головкой с уменьшенным стержнем класса точности В (диаметр стержня приблизительно равен среднему диаметру резьбы). Технические условия" |
ISO 4017 | IDТ | ГОСТ Р ИСО 4017-2013 "Винты с шестигранной головкой. Классы точности А и В" |
ISO 4042 | IDТ | ГОСТ Р ИСО 4042-2009 "Изделия крепежные. Электролитические покрытия" |
ISO 4762 | IDТ | ГОСТ Р ИСО 4762-2012 "Винты с цилиндрической головкой и шестигранным углублением под ключ" |
ISO 7045 | IDТ | ГОСТ Р ИСО 7045-2013 "Винты со скругленной головкой и крестообразным шлицем типа Н или типа Z. Класс точности А" |
ISO 9717 | - | * |
ISO 10673 | IDТ | ГОСТ Р ИСО 10673-2017 "Шайбы плоские для винтов с шайбами в сборке. Уменьшенная, нормальная и увеличенная серии. Класс точности А" |
ISO 10683 | IDТ | ГОСТ Р ИСО 10683-2013 "Изделия крепежные. Неэлектролитические цинк-ламельные покрытия" |
ISO 14579 | IDТ | ГОСТ Р ИСО 14579-2009 "Винты с цилиндрической головкой и звездообразным углублением под ключ" |
ISO 14583 | IDТ | ГОСТ Р ИСО 14583-2009 "Винты с цилиндрической скругленной головкой и звездообразным углублением под ключ" |
ISO 15071 | IDТ | ГОСТ ISO 15071-2014 "Болты с шестигранной уменьшенной головкой с фланцем. Класс точности А" |
ISO 15072 | IDТ | ГОСТ Р ИСО 15072-2013 "Болты с шестигранной уменьшенной головкой с фланцем с мелким шагом резьбы. Класс точности А" |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
УДК 621.882.215.1:006.354 | ОКС 21.060.10 | ОКП 16 5000 |
Ключевые слова: винт с шайбой в сборке, шестигранная головка, невыпадающая шайба, сочетания винтов и шайб, способы изготовления | ||
Электронный текст документа
и сверен по:
, 2017
{kind=link}