ГОСТ Р 55738-2013
(ИСО 13918:2008)
Группа Г32
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШПИЛЬКИ И КЕРАМИЧЕСКИЕ КОЛЬЦА ДЛЯ СВАРКИ
Studs and ceramic ferrules for stud welding
ОКС 21.060.10*
ОКП 16 6000
_____________________
* По данным официального сайта Росстандарта
ОКС 21.060.10;25.160.10, здесь и далее. -
.
Дата введения 2015-01-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Научно-производственный центр мостов" (ООО "НПЦ мостов") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 ноября 2013 г. N 1451-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 13918:2008* "Сварка - Шпильки и керамические кольца для сварки шпилек" ("Welding - Studs and ceramic ferrules for arc stud welding") путем изменения его структуры и внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Сравнение структуры настоящего стандарта со структурой международного стандарта приведено в дополнительном приложении ДД.
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в приложении ДГ
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
В настоящий стандарт включены следующие дополнительные по отношению к требованиям международного стандарта ИСО 13918:2008 требования, отражающие потребности национальной экономики Российской Федерации и особенности изложения национальных стандартов Российской Федерации (в соответствии с ГОСТ Р 1.5-2004), а именно: изменен порядок изложения разделов стандарта и приведены:
- нормативные ссылки на национальные стандарты;
- конструктивные требования к головке шпилек типа SD;
- требования по хладостойкости для шпилек типа SD, эксплуатируемых в умеренно холодных климатических условиях и (или) под воздействием динамических нагрузок;
-требования к защитным покрытиям шпилек;
- требования к керамическим кольцам;
- правила приемки шпилек и керамических колец;
- методы контроля шпилек и керамических колец;
- маркировка упаковки шпилек и керамических колец;
- правила оформления документов о качестве шпилек и керамических колец.
Указанные дополнительные требования включены в разделы 2, 3, 5, 6, 7, 9, 11, 12, 14 и приложение ДА настоящего стандарта на основании требований ГОСТ Р 1.5 к содержанию стандартов на продукцию, при этом модифицированные разделы выделены вертикальной полужирной линией, расположенной слева от измененного текста*, замененный текст приведен в приложении ДБ.
_______________
* В электронной версии документа дополнительные требования, упомянутые выше, выделены тонкой вертикальной линией слева от измененного текста. - .
В настоящий стандарт не включены положения:
- 7.2.1 примененного международного стандарта, которые преждевременно применять в национальной стандартизации в связи с тем, что директивы ЕС не используются в национальном законодательстве РФ;
- 7.2.3, которые нецелесообразно применять в национальной стандартизации в связи с тем, что они допускают неконтролируемое потребителем уменьшение объема приемочных испытаний.
Текст, не включенный в стандарт, приведен в приложении ДВ.
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в приложении ДГ.
Сравнение структуры национального стандарта и стандарта ИСО 13918 приведено в приложении ДД.
1 Область применения
Настоящий стандарт распространяется на металлические привариваемые шпильки различного назначения и керамические кольца для их сварки и устанавливает:
- технические требования к шпилькам и керамическим кольцам для дуговой сварки шпилек;
- размеры, материалы, механические свойства, объемы и методы контроля и критерии оценки соответствия.
В таблице 1 приведена классификация шпилек и керамических колец по способам сварки и конструктивному исполнению, а также их обозначения, используемые в стандарте.
Таблица 1 - Типы шпилек и обозначения для шпилек и керамических колец
Способ сварки | Тип шпильки | Обозначение шпильки | Обозначение керамического кольца |
Дуговая приварка шпильки с защитой керамическим кольцом или защитным газом и с возбуждением дуги размыканием цепи | Шпилька с резьбой | PD | PF |
Шпилька с резьбой с редуцированным стержнем | RD | RF | |
Шпилька без резьбы | UD | UF | |
Шпилька с внутренней резьбой | ID | UF | |
Шпилька-упор | SD | UF | |
Конденсаторная приварка шпильки с возбуждением дуги размыканием цепи | Шпилька с резьбой с фланцем | PS | - |
Шпилька без резьбы | US | - | |
Шпилька с внутренней резьбой | IS | - | |
Конденсаторная приварка шпильки с зажиганием дуги плавлением конца шпильки | Шпилька с резьбой | PT | - |
Шпилька без резьбы | UT | - | |
Шпилька с внутренней резьбой | IT | - | |
| |||
2 Нормативные ссылки
В документе использованы ссылки на следующие стандарты. При ссылке на стандарты с указанием года его принятия используют только указанное издание. При ссылке на стандарт без указания года его принятия используют последнее издание этого документа (со всеми поправками).
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества ГОСТ Р 53788-2010 Огнеупоры и огнеупорное сырье. Методы определения огнеупорности. ГОСТ Р ИСО 898-1-2011 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы ГОСТ Р ИСО 3506-1-2009 Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки ГОСТ Р ИСО 3269-2009 Изделия крепежные. Приемочный контроль ГОСТ Р ИСО 4042-2009 Изделия крепежные. Электролитические покрытия ГОСТ Р ИСО 4759-1-2009 Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С ГОСТ Р ИСО 6157-1-2009 Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения ГОСТ 473.5-81 Изделия химически стойкие и термостойкие керамические. Метод определения термической стойкости ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение ГОСТ 1535-2006 Прутки медные. Технические условия ГОСТ 2060-2006 Прутки латунные. Технические условия ГОСТ 2409-95 (ИСО 5077-88) Огнеупоры. Метод определения кажущейся плотности, открытой и общей пористости, водопоглощения ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу ГОСТ 4071.1-94 (ИСО 10059-1-92) Изделия огнеупорные с общей пористостью менее 45%. Метод определения предела прочности при сжатии при комнатной температуре ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки ГОСТ 8179-98 (ИСО 5022-79) Изделия огнеупорные. Отбор образцов и приемочные испытания ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды ГОСТ 18160-72 Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия ГОСТ 21488-97 Прутки прессованные из алюминия и алюминиевых сплавов. Технические условия ГОСТ 28874-2004 Огнеупоры. Классификация ГОСТ 30762-2001 Изделия огнеупорные. Методы измерений геометрических размеров, дефектов формы и поверхностей |
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячно издаваемого информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется принять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 контролируемая партия: Совокупность изделий одной производственной партии или ее части (одного вида, класса точности, класса прочности и размера, изготовленных из металла одной плавки в одинаковых условиях в одно время или последовательно), представленных изготовителем для приемки в одно время. |
3.2 производственная партия: Совокупность изделий с одинаковым обозначением, включающим класс точности, класс прочности и размер, изготовленных из прутка, проволоки, стержня или плоского проката одной плавки, с применением одинаковых или подобных операций, выполняемых одновременно или последовательно, с одинаковой термической обработкой и (или) процессом нанесения покрытия, если таковое применяется.
Примечания
1 Одинаковая термическая обработка или процесс нанесения покрытия означает:
- для непрерывных процессов - одинаковый цикл обработки без каких-либо изменений параметров процесса;
- для прерывистых процессов - одинаковый цикл обработки для последовательных одинаковых загрузок (партий).
2 Производственная партия может быть разделена на ряд партий запуска для проведения обработки, а затем снова собрана в ту же производственную партию.
3.3 опытно-промышленная партия: Партия продукции, изготовленная на промышленном оборудовании для проверки ее соответствия стандартам с целью принятия решения о возможности постановки продукции на производство и использования этой партии по назначению. |
4 Обозначения
- длина резьбы
- глубина трещины в головке
- номинальный диаметр
- диаметр шпильки в зоне сварки
- диаметр кольцевого валика
- диаметр наконечника
- диаметр головки шпильки-упора
- диаметр внутренней резьбы
- номинальный диаметр отверстия керамического кольца
- наружный диаметр верхней части керамического кольца
- наружный диаметр основания керамического кольца
- высота фланца
- высота керамического кольца
- высота головки шпильки-упора
- высота кольцевого валика
- высота свободной от резьбы части шпилек типа PS и РТ
- длина шпильки (исключая алюминиевый шарик или расплавляемый наконечник)
- номинальная длина приваренной шпильки
- длина расплавляемого наконечника
- длина свободной от резьбы части шпилек типа PD и RD
- угол наконечника
5 Требования
5.1 Информация для заказа
При заказе изготовитель должен получить следующую информацию:
- ссылку на этот национальный стандарт;
- количество поставляемых изделий;
- обозначение готовых изделий;
- другие требования по согласованию с покупателем (например, хладостойкость).
5.2 Опасные вещества
Материалы, используемые в изделиях, не должны выделять опасных веществ сверх предельно допустимых норм, разрешенных в соответствующих национальных стандартах.
5.3 Требования к изделиям
5.3.1 Размеры, допуски на размеры, форму и положение шпилек
5.3.1.1 Общие требования
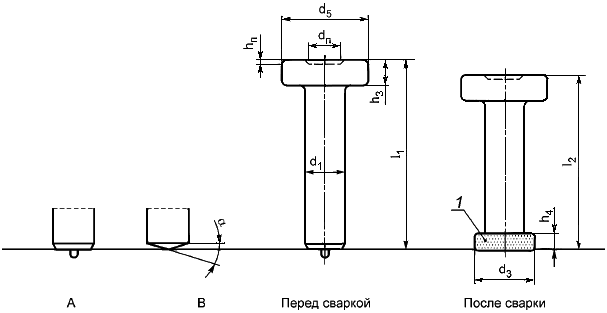
1) Конструкция и номинальные размеры шпилек приведены на рисунках 1-11 и в таблицах 2-12. Допускаются изменение формы шпильки вне зоны сварки, например внутренние отверстия и кольцевые пазы, и размеров при условии, что привариваемая часть шпильки соответствует значениям, указанным в таблицах, а изменения не влияют на процесс сварки. 2) Длина после сварки 3) Форма центральной части на торце шпильки диаметром 4) Размеры кольцевого валика, приведенные на рисунках 1-5, ориентировочные и могут быть получены при сварке в нижнем положении. Кольцевые валики могут отличаться размером и формой от размеров, показанных на рисунках 1-5. 5) Если в настоящем стандарте не указаны допускаемые отклонения на какие-либо размеры, то допуски следует принимать соответствующими классу точности А по ГОСТ Р ИСО 4759-1. |
5.3.1.2 Шпилька с резьбой (PD)
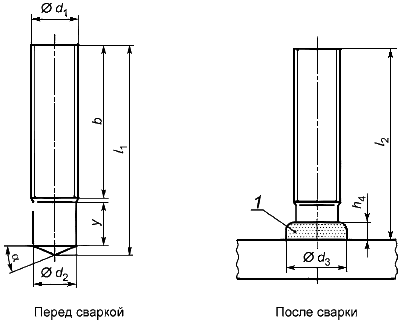
1 - кольцевой валик
Рисунок 1 - Шпилька с резьбой (PD)
Таблица 2 - Размеры шпильки с резьбой | В миллиметрах | ||||||||||||||
М6 | М8 | М10 | М12 | М16 | М20 | М24 | |||||||||
5,35 | 7,19 | 9,03 | 10,86 | 14,6 | 18,38 | 22,05 | |||||||||
8,5 | 10 | 12,5 | 15,5 | 19,5 | 24,5 | 30 | |||||||||
3,5 | 3,5 | 4 | 4,5 | 6 | 7 | 10 | |||||||||
| 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | ||||||||
|
|
|
|
|
|
|
| ||||||||
15 | 9 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
20 | 9 | - | 9 | - | 9,5 | - | - | - | - | - | - | - | - | - | |
25 | 9 | - | 9 | - | 9,5 | - | 11,5 | - | - | - | - | - | - | - | |
30 | 9 | - | 9 | - | 9,5 | - | 11,5 | - | 13,5 | - | - | - | - | - | |
35 | - | 20 | 9 | - | 9,5 | - | 11,5 | - | 13,5 | - | 15,5 | - | - | - | |
40 | - | 20 | 9 | - | 9,5 | - | 11,5 | - | 13,5 | - | 15,5 | - | - | - | |
45 | - | - | 9 | - | 9,5 | - | 11,5 | - | 13,5 | - | 15,5 | - | - | - | |
50 | - | - | - | 40 | - | 40 | - | 40 | 13,5 | - | - | 35 | 20 | - | |
55 | - | - | - | - | - | - | - | - | - | 40 | - | 40 | - | - | |
60 | - | - | - | - | - | - | - | - | - | 40 | - | 40 | - | - | |
65 | - | - | - | - | - | - | - | - | - | 40 | - | 40 | - | - | |
70 | - | - | - | - | - | - | - | - | - | - | - | 40 | - | 50 | |
80 | - | - | - | - | - | - | - | - | - | - | - | 50 | - | 50 | |
100 | - | - | - | - | - | 40 | - | 40 | - | 80 | - | 70 | - | 70 | |
140 | - | - | - | - | - | 80 | - | 80 | - | 80 | - | - | - | - | |
150 | - | - | - | - | - | 80 | - | 80 | - | 80 | - | - | - | - | |
160 | - | - | - | - | - | 80 | - | 80 | - | 80 | - | - | - | - | |
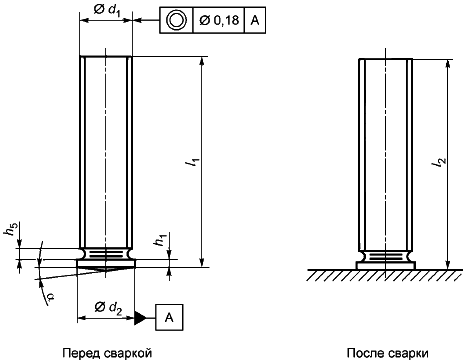
5.3.1.3 Шпилька с резьбой с редуцированным стержнем (RD)
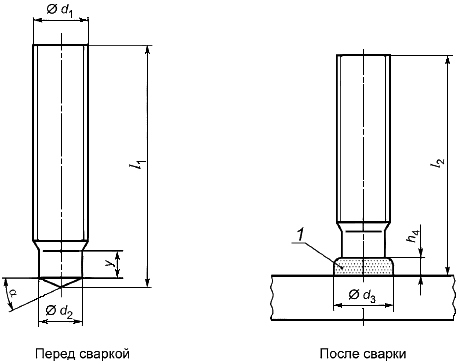
1 - кольцевой валик
Рисунок 2 - Шпилька с резьбой с редуцированным стержнем (RD)
Таблица 3 - Размеры шпильки с резьбой с редуцированным стержнем (RD) для 15 mm![]() 100 mm
100 mm
В миллиметрах | |||||||
М6 | М8 | М10 | М12 | М16 | М20 | М24 | |
4,7 | 6,2 | 7,9 | 9,5 | 13,2 | 16,5 | 20 | |
7 | 9 | 11,5 | 13,5 | 18 | 23 | 28 | |
2,5 | 2,5 | 3 | 4 | 5 | 6 | 7 | |
4 | 4 | 5 | 6 | 7,5/11 | 9/1З | 12/15 | |
| 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | 22,5° |
|
|
|
|
|
|
|
|
| |||||||
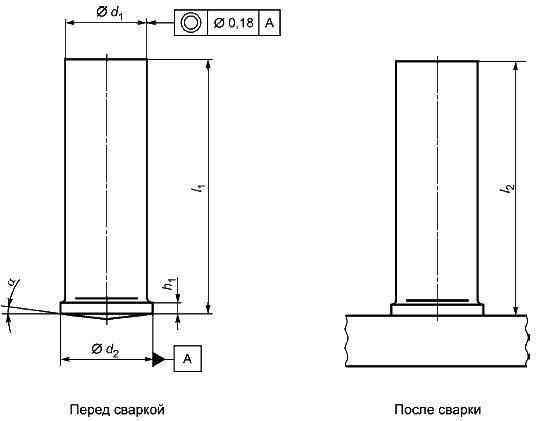
5.3.1.4 Шпилька без резьбы (UD)
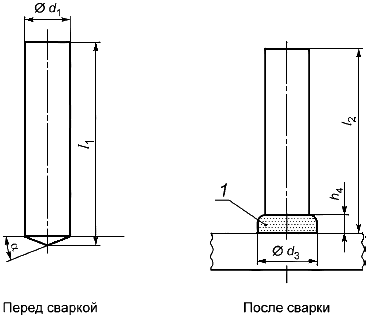
1 - кольцевой валик
Рисунок 3 - Шпилька без резьбы (UD)
Таблица 4 - Размеры шпильки без резьбы для | В миллиметрах | ||||||
6 | 8 | 10 | 12 | 14,6 | 16 | ||
8,5 | 11 | 13 | 16 | 18,5 | 21 | ||
4 | 4 | 4 | 5 | 6 | 7 | ||
| 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | |
|
| ||||||
|
|
|
|
|
| ||
20 | 22,5 | 22,5 | 23,0 | 23,5 | - | - | |
25 | 27,5 | 27,5 | 28,0 | 28,5 | - | - | |
30 | 32,5 | 32,5 | 33,0 | 33,5 | 34,0 | 34,0 | |
40 | 42,5 | 42,5 | 43,0 | 43,5 | 44,0 | 44,0 | |
50 | 52,5 | 52,5 | 53,0 | 53,5 | 54,0 | 54,0 | |
60 | - | - | 63,0 | 63,5 | 64,0 | 64,0 | |
70 | - | - | 73,0 | 73,5 | 74,0 | 74,0 | |
80 | - | - | 83,0 | 83,5 | 84,0 | 84,0 | |
| |||||||
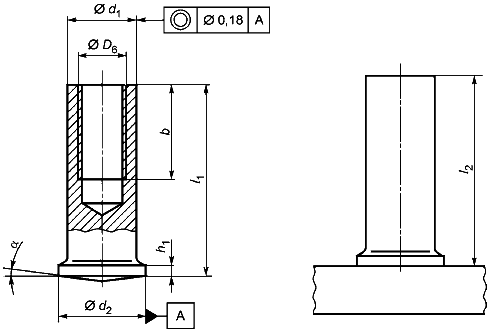
5.3.1.5 Шпилька с внутренней резьбой (ID)
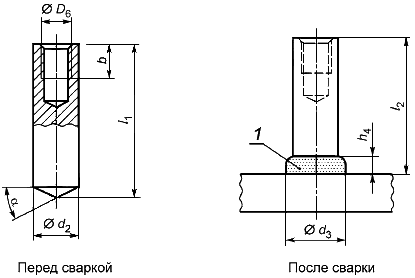
1 - кольцевой валик
Рисунок 4 - Шпилька с внутренней резьбой (ID)
Таблица 5 - Шпилька с внутренней резьбой (ID) | В миллиметрах | |||||||
М5 | М6 | М8 | М8 | М10 | М10 | М12 | ||
10 | 10 | 12 | 14,6 | 14,6 | 16 | 18 | ||
13 | 13 | 16 | 18,5 | 18,5 | 21 | 23 | ||
7 | 9 | 9,5 | 15 | 15 | 15 | 18 | ||
4 | 4 | 5 | 6 | 6 | 7 | 7 | ||
15 | 15 | 20 | 25 | 25 | 25 | 30 | ||
| 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | |
| ||||||||
|
|
|
|
|
|
| ||
| ||||||||
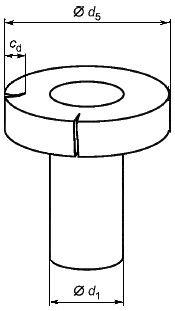
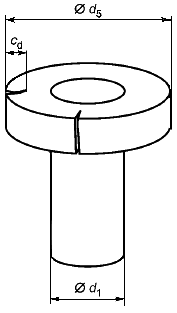
5.3.1.6 Шпилька-упор (SD)
1 - кольцевой валик; А - форма торца А (пример); В - форма торца В (пример)
Рисунок 5 - Шпилька-упор (SD)
Таблица 6 - Размеры шпильки-упора (SD) | В миллиметрах | |||||||||
(9,5) | 10 | (12,7) | 13 | 16 | 19 | 22 | 25 | (25,4) | ||
| 19 | 25 | 32 | 32 | 35 | 41 | ||||
13 | 17 | 21 | 23 | 29 | 31 | |||||
| - | - | - | 15 | 15 | 15 | ||||
| 7 | 8 | 8 | 10 | 10 | 12 | ||||
2,5 | 3 | 4,5 | 6 | 6 | 7 | |||||
- | - | - | 0...1,5 | 0...1,5 | 0...1,5 | |||||
| 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | 22,5° | ||||
|
| |||||||||
|
|
|
|
|
| |||||
50 | 53,0 | 53,0 | 54,0 | 55,0 | 55,0 | - | ||||
75 | 78,0 | 78,0 | 79,0 | 80,0 | 80,0 | 80,0 | ||||
100 | 103,0 | 103,0 | 104,0 | 105,0 | 105,0 | 105,0 | ||||
125 | 128,0 | 128,0 | 129,0 | 130,0 | 130,0 | 130,0 | ||||
150 | 153,0 | 153,0 | 154,0 | 155,0 | 155,0 | 155,0 | ||||
175 | 178,0 | 178,0 | 179,0 | 180,0 | 180,0 | 180,0 | ||||
200 | - | 203,0 | 204,0 | 205,0 | 205,0 | 205,0 | ||||
225 | - | - | 229,0 | 230,0 | 230,0 | 230,0 | ||||
250 | - | - | 254,0 | 255,0 | 255,0 | 255,0 | ||||
275 | - | - | - | 280,0 | 280,0 | 280,0 | ||||
300 | - | - | - | 305,0 | 305,0 | 305,0 | ||||
325 | - | - | - | 330,0 | 330,0 | 330,0 | ||||
350 | - | - | - | 355,0 | 355,0 | 355,0 | ||||
| ||||||||||
5.3.1.7 Шпилька с резьбой с фланцем (PS)
(длина после сварки) зависит от
и энергии сварки
Рисунок 6 - Шпилька с резьбой с фланцем (PS)
Таблица 7 - Размеры шпильки с резьбой с фланцем (PS) | В миллиметрах | |||||
|
| max |
| |||
МЗ | 6 | 4 | 0,6 | 0,7-1,4 | 7° | |
М4 | 8 | 5 | ||||
М5 | 10 | 6 | 1,0 | 0,7-1,4 | 7° | |
М6 | 12 | 7 | ||||
М8 | 12 | 9 | 1,5 | 0,8-1,4 | ||
М10 | 16 | 11 | 2,0 | |||
| ||||||
5.3.1.8 Шпилька без резьбы (US)
(длина после сварки) зависит от
и энергии сварки
Рисунок 6* - Шпилька без резьбы (US)
_______________
* Нумерация соответствует оригиналу. - .
Таблица 8 - Размеры шпильки без резьбы (US) | В миллиметрах | ||||
|
|
| |||
3 | 8 | 4 | 0,7-1,4 | 7° | |
4 | 5 | ||||
5 | 6 | ||||
6 | 7 | ||||
7,1 | 16 | 9 | 0,8-1,4 | ||
8 | |||||
| |||||
5.3.1.9 Шпилька с внутренней резьбой (IS)
(длина после сварки) зависит от
и режимов сварки.
Глубина отверстия по усмотрению производителя
Рисунок 8 - Шпилька с внутренней резьбой (IS)
Таблица 9 - Размеры шпилек с внутренней резьбой (IS) | В миллиметрах | ||||||
|
|
|
| ||||
М3 | 10 | 5 | 6,0 | 5,0 | 0,7-1,4 | 7° | |
12 | |||||||
16 | |||||||
М4 | 10 | 5 | 7,0 | 6,0 | |||
12 | |||||||
16 | 6 | ||||||
20 | |||||||
М5 | 10 | 6 | 9,0 | 7,1 | 0,8-1,4 | ||
12 | |||||||
16 | 10 | 9,0 | 7,1 | 0,8-1,4 | 7° | ||
20 | |||||||
М6 | 16 | 10 | 8,0 | ||||
20 | |||||||
25 | |||||||
| |||||||
5.3.1.10 Шпилька с резьбой (РТ)
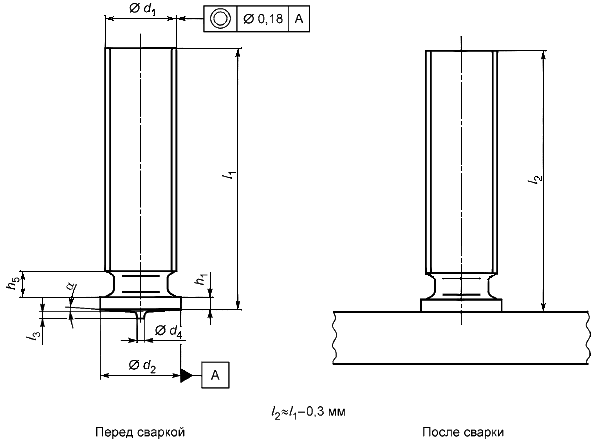
Рисунок 9 - Шпилька с резьбой (РТ)
Таблица 10 - Размеры шпильки с резьбой (РТ) | В миллиметрах | ||||||
|
|
|
| max |
| ||
М3 | 6 | 4,5 | 0,60 | 0,55 | 0,6 | 0,7-1,4 | 3° |
М4 | 8 | 5,5 | 0,65 | ||||
М5 | 10 | 6,5 | 0,75 | 0,80 | 1,0 | 0,7-1,4 | 3° |
М6 | 20 | 7,5 | |||||
М8 | 12 | 9 | 0,85 | 1,5 | 0,8-1,4 | ||
5.3.1.11 Шпилька без резьбы (UT)
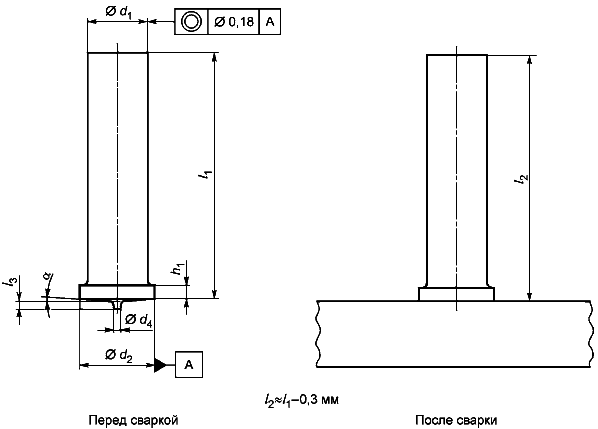
Рисунок 10 - Шпилька без резьбы (UT)
Таблица 11 - Размеры шпильки без резьбы (UT) | В миллиметрах | ||||||
|
|
|
|
|
| ||
3 | 8 | 4,5 | 0,60 | 0,55 | 0,7-1,4 | 3° | |
4 | 5,5 | 0,65 | |||||
5 | 12 | 6,5 | 0,75 | 0,80 | |||
6 | 7,5 | ||||||
7,1 | 16 | 9 | 0,85 | 0,8-1,4 | |||
5.3.1.12 Шпилька с внутренней резьбой (IT)
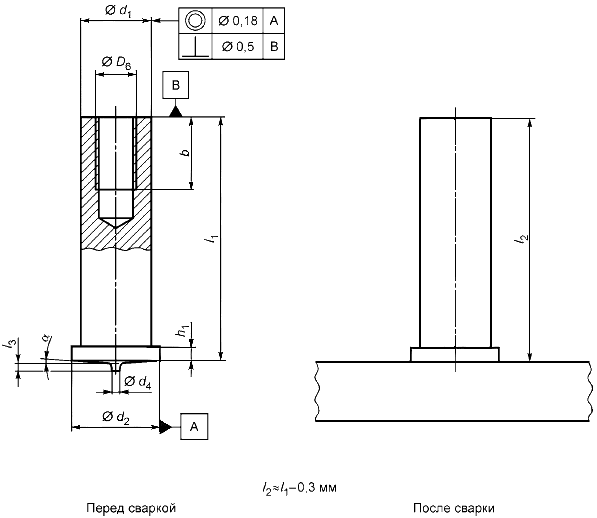
Рисунок 11 - Шпилька с внутренней резьбой (IT)
Глубина отверстия определяется производителем.
Таблица 12 - Размеры шпильки с внутренней резьбой (IT) | В миллиметрах | ||||||||
|
|
|
|
|
| ||||
5 | МЗ | 10 | 5 | 6,5 | 0,75 | 0,80 | 0,7-1,4 | 3° | |
6 | М4 | 6 | 7,5 | ||||||
7,1 | М5 | 7,5 | 9 | 0,85 | 0,8-1,4 | ||||
5.3.2 Размеры, допуски на размеры, форму и положение керамических колец
5.3.2.1 Общие требования
Диаметр имеет важное значение для качества сварки. Изменения других размеров не ухудшают качество сварки (рисунки 12-14 и таблицы 13-15).
Неуказанные размеры камеры формирования кольцевого валика шва должны быть определены исходя из значений |
5.3.2.2 Керамическое кольцо для шпильки с резьбой (PF)
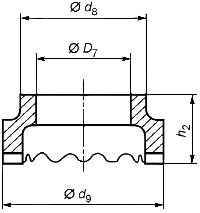
Рисунок 12 - Керамическое кольцо для шпильки с резьбой (PF)
Таблица 13 - Размеры керамического кольца для шпильки с резьбой (PF) | В миллиметрах | ||||
Обозначение |
|
|
| ||
PF6 | 5,6 | 9,5 | 11,5 | 6,5 | |
PF8 | 7,4 | 11,5 | 15 | 6,5 | |
PF10 | 9,2 | 15 | 17,8 | 6,5 | |
PF12 | 11,1 | 16,5 | 20 | 9 | |
PF16 | 15,0 | 20 | 26 | 11 | |
PF20 | 18,6 | 30,7 | 33,8 | 10 | |
PF24 | 22,8 | 30,7 | 38,5 | 18,5 | |
5.3.2.3 Керамическое кольцо для шпильки без резьбы и для шпильки-упора (UF)
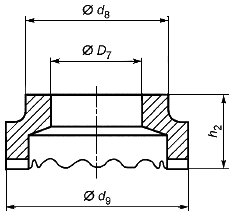
Рисунок 13 - Керамическое кольцо для шпильки без резьбы и для шпильки-упора (UF)
Таблица 14 - Размеры керамического кольца для шпильки без резьбы и для шпильки-упора (UF)
В миллиметрах | |||||
Обозначение |
|
|
| ||
UF6 | 6,2 | 9,5 | 11,5 | 8,7 | |
UF8 | 8,2 | 11 | 15 | 8,7 | |
UF9,5 | 9,9 | 16,5 | 20,2 | 9,9 | |
UF10 | 10,2 | 15 | 17,8 | 10 | |
UF12 | 12,2 | 16,5 | 20 | 10,7 | |
UF12,7 | 13,1 | 19,9 | 22,2 | 11,1 | |
UF13 | 13,1 | 20 | 22,2/26 | 11 | |
UF16 | 16,3 | 26 | 30 | 13 | |
UF19 | 19,4 | 26 | 30,8 | 16,7 | |
UF22 | 22,8 | 30,7 | 38,5 | 18,5 | |
UF25 | 26,0 | 35,5 | 41 | 21 | |
| |||||
5.3.2.4 Керамическое кольцо для шпильки с резьбой с редуцированным стержнем (RF)
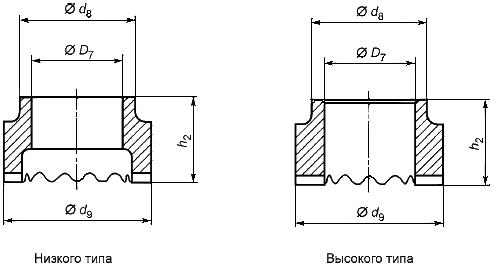
Рисунок 14 - Керамическое кольцо для шпильки с резьбой с редуцированным стержнем (RF)
Таблица 15 - Размеры керамического кольца для шпильки с резьбой с редуцированным стержнем (RF)
В миллиметрах | |||||
Обозначение |
|
|
| ||
RF6 | 6,2 | 9,5 | 12,2 | 10 | |
RF8 | 8,2 | 12 | 15,3 | 9 | |
RF10 | 10,2 | 15 | 18,5 | 11,5 | |
RF12 | 12,2 | 17 | 20 | 13 | |
RF16 | 16,3/14 | 20,5/26,2 | 26,5/32,5 | 15,3/8,8 | |
RF20 | 20,3/17,5 | 26,2/28,5 | 32 | 22/9 | |
RF24 | 24,3/21 | 26,2/30,4 | 33/36 | 25/1З | |
| |||||
5.3.3 Материалы и механические свойства шпилек
5.3.3.1 Общие требования
Для изготовления шпилек рекомендуется применять материалы, указанные в таблице 16. Допускается применение других материалов при условии обеспечения механических, технологических и эксплуатационных свойств, указанных в таблице 16 и пп.5.3.3.2-5.3.3.4. Таблица 16 - Материалы и механические свойства шпилек | |||||
Тип шпильки | Материал/Группа материалов/Класс прочности/Требования | Стандарт | Механические свойства шпилек | ||
PD | 4.8 | ГОСТ Р ИСО 898-1 | См.ГОСТ Р ИСО 898-1 | ||
А2-50, А2-70, А4-50, А4-70, А5-50, А5-70 | ГОСТ Р ИСО 3506-1 | См.ГОСТ Р ИСО 3506-1 | |||
SD1 | Материалы с ограничениями: | ГОСТ 19281, (ISO/TR 15608) |
| ||
SD2 |
| ||||
SD3 | 12Х18Н10 (1.4301), | ГОСТ 5632, (EN 10088-1) |
| ||
PS | 4.8 | ГОСТ Р ИСО 898-1 | См.ГОСТ Р ИСО 898-1 | ||
А2-50 | ГОСТ Р ИСО 3506-1 | См.ГОСТ Р ИСО 3506-1 | |||
РТ | 4.8 | ГОСТ Р ИСО 898-1 | См.ГОСТ Р ИСО 898-1 | ||
А2-50 | ГОСТ Р ИСО 3506-1 | См.ГОСТ Р ИСО 3506-1 | |||
Л63 (CuZn37) | ГОСТ 2060, (EN 12166) |
| |||
АД0 (1050А) | ГОСТ 4784, (EN 573-3) |
| |||
АМГ-3 (5754) | ГОСТ 4784, (EN 1301-2) |
| |||
| |||||
5.3.3.2 Прочность на сдвиг
Потребитель рассчитывает прочность на сдвиг по результатам испытания на растяжение по минимальному значению временного сопротивления шпилек.
5.3.3.3 Хладостойкость Металл шпилек типа PD, RD, UD и SD диаметром |
5.3.3.4 Свариваемость
Для изготовления шпилек должны использоваться пригодные для сварки материалы.
Шпильки из углеродистой стали пригодны для сварки при содержании углерода менее 0,20%. Автоматная сталь непригодна для сварки из-за большого содержания серы. Следует использовать раскисленные стали.
Шпильки из аустенитной нержавеющей стали, как правило, пригодны для сварки. Шпильки из автоматной стали, как правило, непригодны для сварки.
5.3.4 Покрытие Для защиты от коррозии шпилек из углеродистых и низколегированных материалов следует применять защитные покрытия по ГОСТ 9.306. Покрытия не должны: - отрицательно влиять на возбуждение дуги и формирование сварного шва при приварке шпилек; - быть причиной образования в сварном шве дефектов в виде пор и трещин; - приводить к водородному охрупчиванию металла шва. Если не указано иное, шпильки типа PS, US, IS, РТ, UT, IT, класса прочности 4.8 должны поставляться с гальваническим медным покрытием (М08 по ГОСТ 9.306). |
5.3.5 Материалы и свойства керамических колец
5.3.5.1 Общие требования
Для изготовления колец следует применять термостойкую керамику, обеспечивающую нейтральность химического состава керамики по отношению к расплавленному металлу. Компоненты керамики не должны плавиться в процессе приварки шпилек и не должны вступать в металлургическую реакцию с металлом шва. Керамические кольца изготавливают прессованием формовочной смеси с последующим обжигом. 5.3.5.2 Физико-механические характеристики Физико-механические характеристики керамических колец должны соответствовать характеристикам, указанным в таблице 17. | |||
Таблица 17 | |||
Наименование показателей | Допустимые значения | ||
Пористость общая, %, не более | 45 | ||
Огнеупорность, °С, не менее | 1700 | ||
Водопоглощение, %, не более | 17 | ||
Термостойкость, циклов, не менее | 10 | ||
Прочность на сжатие, Н/мм | 15 | ||
5.3.6 Дефекты изготовления
5.3.6.1 Изготовленные шпильки не должны иметь дефектов, которые могут повлиять на их применение. На поверхности шпилек не должно быть трещин, окалины, ржавчины, заусенцев, вмятин и забоев на резьбе. Остальные дефекты поверхности по ГОСТ Р ИСО 6157-1. В шпильках типа SD (упор) допускаются трещины в головке, размеры которых не должны превышать значений, указанных на рисунке 15. |
![]() ,
,
где - глубина трещины в головке;
номинальный диаметр;
диаметр головки.
Рисунок 15 - Допустимые трещины в головке упора
5.3.6.2 На поверхности керамических колец не допускаются трещины, сколы, вмятины, наплывы материала, обнаруживаемые визуально. |
5.4 Срок службы
Срок службы шпилек зависит от их использования и внешнего воздействия, которому они подвергаются. Механические свойства шпилек, соответствующих требованиям настоящего стандарта, обеспечивают экономически обоснованный срок службы.
6 Оценка соответствия
6.1 Общие положения
Соответствие шпилек требованиям настоящего стандарта должно быть подтверждено: - предварительным испытанием опытной партии шпилек и (или) керамических колец; - производственным контролем изготовителя; - приемочными испытаниями каждой производственной партии изделий. |
6.2 Предварительное испытание
6.2.1 Общие положения Предварительное испытание - контрольное испытание образцов из опытно-промышленных партий с целью определения возможности их постановки на производство. Предварительное испытание должно быть выполнено для подтверждения соответствия изделия настоящему стандарту перед его поставкой на рынок: - в начале производства нового типа шпильки или применения нового материала; - в начале использования новой технологии или изменения технологии изготовления. 6.2.2 Свойства Размеры, механические и технологические свойства шпилек и керамических колец должны быть проверены при предварительном испытании, за исключением оценки выделения опасных веществ, которое может быть оценено косвенно по химическому составу данного материала. 6.2.3 Отбор проб, испытания и критерии соответствия Предварительное испытание должно быть выполнено на образцах из опытной партии продукции, являющихся представителями изготовленного типа изделий. Количество шпилек и/или керамических колец для предварительных испытаний принимают согласно требованиям, указанным в таблице 18. | |||||
Таблица 18 - Количество образцов для предварительных испытаний | |||||
Характеристики | Требование см.пункт | Вид испытаний см.пункт | Количество образцов для испытаний | ||
Шпильки | |||||
Размеры | 5.3.1 | 7.1.1 | 40 | ||
Дефекты | 5.3.6.1 | ||||
Временное сопротивление | 5.3.3.1 | 7.1.4 | 10 | ||
Предел текучести или | |||||
Относительное удлинение
| |||||
Твердость | |||||
Ударная вязкость | |||||
Керамические кольца | |||||
Размеры | 5.3.2 | 7.2.2 | 20 | ||
Дефекты | 5.3.6.2 | ||||
Огнеупорность | 5.3.5.2 | 7.2.3 | 1 | ||
Пористость | 3 | ||||
Водопоглощение | |||||
Прочность на сжатие | |||||
Термостойкость | |||||
| |||||
Все отобранные образцы при испытаниях должны показать результаты, соответствующие требованиям, указанным в таблицах 16 и 17. 6.2.4 Свариваемость Материал шпильки считают свариваемым, если разработанная технология сварки данного материала с однородным материалом близкого химического состава и класса прочности обеспечивает механические свойства сварного соединения не ниже механических свойств, указанных в таблице 16. Свариваемость оценивается по результатам испытаний сварных соединений шпилек. Правильность размеров камеры формирования кольцевого валика шва, а также формы, размеров и количества проемов для удаления газов из зоны сварки на нижней кромке опытной партии керамических колец оценивают по результатам сварки соединений шпилек. | |||||
6.3 Производственный контроль продукции
6.3.1 Общие положения
Изготовитель должен разработать, документально оформить и поддерживать систему производственного контроля продукции для того, чтобы продукция на рынке соответствовала заявленным техническим характеристикам.
Система производственного контроля продукции должна состоять из письменных инструкций, регулярных проверок и испытаний и (или) оценки, а также показателей, используемых для контроля исходных материалов и компонентов, оборудования, производственного процесса и изделий.
Вышеуказанным требованиям будет соответствовать система производственного контроля продукции, отвечающая требованиям ИСО 9001 и ориентированная на производство конкретного изделия в соответствии с требованиями настоящего стандарта.
Результаты проверок, испытаний или оценки, требующих принятия мер, должны быть зарегистрированы, как и все принятые меры. Меры, которые следует применять, когда контрольные значения или критерии не соблюдены, должны быть зафиксированы и сохранены в течение периода, определенного в процедурах производственного контроля продукции изготовителя.
6.3.2 Персонал
Должны быть определены ответственность, полномочия и отношения между персоналом, который руководит, выполняет или проверяет работу, влияющую на соответствие продукции стандарту. Это относится, в частности, к персоналу, который должен принимать меры по предупреждению возникновения несоответствия, меры в случае возникновения несоответствия, а также выяснять и регистрировать причины возникновения несоответствия.
6.3.3 Оборудование
Все измерительное и испытательное оборудование должно быть откалибровано или поверено, а также должно регулярно поверяться в соответствии с периодичностью и критериями, изложенными в инструкциях.
Все оборудование, используемое в производственном процессе, следует регулярно проверять и обслуживать, чтобы его эксплуатация, износ или отказ не нарушили производственного процесса.
Выполненные проверки и техническое обслуживание должны быть отражены в документации изготовителя, предусмотренной инструкциями, а записи сохранены в течение периода, определенного в инструкциях системы производственного контроля продукции изготовителя.
6.3.4 Разработка технологии
Система производственного контроля должна документально отражать различные этапы в производстве изделий, определять процедуру контроля, а также лиц, ответственных за все стадии производства.
Следует хранить отчет о результатах всех проверок, а также информацию об изменениях, выполненных в процессе разработки технологии изготовления. Отчет должен быть достаточно детализирован и точен, чтобы продемонстрировать, что все стадии разработки технологии и все проверки были выполнены удовлетворительно.
6.3.5 Сырье
На поступающее сырье должны быть сертификаты, содержащие его характеристики в объеме, предусмотренном для приемочного контроля оценки его соответствия стандартам.
6.3.6 Операционный контроль
Изготовитель должен предусмотреть и осуществлять в процессе производства операционный контроль.
6.3.7 Испытание и оценка продукции
Изготовитель должен установить порядок производственного контроля, чтобы гарантировать, что отклонения характеристик изделия соответствуют значениям, установленным на предварительных испытаниях.
Контролируемые характеристики, методы их проверки, количество и периодичность испытаний приведены в таблице 19.
Таблица 19 - Контролируемые характеристики шпилек и керамических колец, методы их проверки, количество и периодичность испытаний
Характеристика | Подпункт стандарта | Метод оценки | Число испытаний/образцов | |
1 | 2 | 3 | 4 | |
Шпильки | ||||
Размеры | 5.3.1 | Измерение | 5 образцов из одной производственной партии | |
Дефекты | 5.3.6.1 | Визуальный осмотр | ||
Химический состав | 7.1.2 | Химический анализ | 1 образец из одной производственной партии | |
Предел прочности Предел текучести Удлинение | 7.1.4 | Испытание на растяжение | 2 образца из одной производственной партии | |
Твердость, HV | Измерение твердости | 2 образца из одной производственной партии | ||
Ударная вязкость | Испытание на ударный изгиб | по 2 образца каждого вида из одной производственной партии | ||
Керамические кольца | ||||
Размеры | 5.3.2 | Измерение | 5 образцов из одной производственной партии | |
Дефекты | 5.3.6.2 | Визуальный осмотр | ||
Прочность на сжатие | 7.2.3 | Испытание на сжатие | 3 образца из одной производственной партии | |
Огнеупорность | Испытание на огнеупорность | 1 образец из каждой пятой производственной партии | ||
Пористость | Измерение пористости | 3 образца из каждой пятой производственной партии | ||
| ||||
Изготовитель должен документально оформлять результаты указанных выше испытаний. В этих документах должна содержаться, по крайней мере, следующая информация:
- идентификация продукта и перечень испытаний;
- дата отбора проб и испытаний;
- примененные методы испытаний;
- результаты испытаний.
6.3.8 Отслеживание и маркировка
Изделия должны быть опознаваемыми и отслеживаемыми в процессе производства. Изготовитель должен иметь инструкции, гарантирующие регулярную проверку операций присвоения кодов отслеживаемости и (или) маркировки.
6.3.9 Некондиционная продукция
У изготовителя должны быть инструкции, определяющие порядок действий с некондиционной продукцией. Каждый случай появления некондиционной продукции должен быть своевременно документально оформлен, и эти документы должны храниться в течение периода, определенного в инструкциях изготовителя.
6.3.10 Транспортирование, хранение, упаковка
Изготовитель должен иметь инструкции по транспортированию изделий и условиям их хранения, предотвращающим их повреждение.
6.4 Приемочный контроль
6.4.1 Основные положения Приемка шпилек и керамических колец осуществляется контролируемыми партиями, состоящими из целой или части производственной партии, на основании выборочного приемочного контроля по альтернативному признаку. Если иное не предусмотрено соглашением между потребителем и изготовителем, объем контролируемой партии должен быть не более 35000 изделий. Партии шпилек и керамических колец принимают независимо друг от друга. 6.4.2 Размер выборки Планы выборочного приемочного контроля и количество образцов для испытаний различных характеристик шпилек и керамических колец принимают на основе значений AQL и LQ При отсутствии соглашения между потребителем и изготовителем количество образцов для визуально-измерительного контроля принимают в зависимости от объема контролируемой партии по ГОСТ Р ИСО 2859-1 для уровня контроля S - 4, и количество образцов должно быть не меньше указанного в таблице 20. | |||
Таблица 20 - Размер выборки для визуального контроля и неразрушающих испытаний | |||
Размер контролируемой партии | Размер выборки, шт., не менее | ||
| 20 | ||
1201 | 32 | ||
10001 | 50 | ||
35001 | 80 | ||
При отсутствии соглашения между потребителем и изготовителем количество образцов на каждый вид испытаний механических свойств принимают в зависимости от объема контролируемой партии по ГОСТ ИСО 2859.1* для уровня контроля S - 2 (для контролируемой партии объемом ________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ Р ИСО 2859-1. - . | |||
Таблица 21 - Размер выборки для химического анализа и механических испытаний | |||
Размер контролируемой партии, шт., | Размер выборки, шт., не менее | ||
| 5 | ||
1201 | 8 | ||
10001 | 8 | ||
35001 | 13 | ||
Примечание - Для химического анализа отбирают не менее 1 образца на каждые 10000 шпилек контролируемой партии. | |||
6.4.3 Контролируемые параметры При приемочном контроле шпилек проверяют параметры, указанные в стандартах, приведенных в таблице 16, в том числе: - геометрические размеры; - состояние поверхности; - состояние переплавляемого торца шпильки; - химический состав; - механические свойства; - толщину покрытия (если таковое имеется). При приемочном контроле керамических колец проверяют: - геометрические размеры; - состояние поверхности; - правильность формирования отверстий дегазации и зубцов между ними; - прочность на сжатие. |
7 Методы испытаний 7.1.1 Контроль размеров шпилек и состояние поверхности Размеры шпилек, приведенные в таблицах 2-12, контролируют стандартными калибрами или измерительным оборудованием с точностью Визуальный осмотр и оценка дефектов поверхности шпилек проводится в соответствии с ГОСТ Р ИСО 6157-1. 7.1.2 Химический анализ Химический анализ проводят на поставляемом изделии или на сырье. При изготовлении образцов для химического анализа следует исключить влияние защитных покрытий на результаты контроля. Для оценки соответствия следует использовать стандарты, указанные в таблице 16. 7.1.3 Контроль содержания опасных веществ Выделение опасных веществ может быть косвенно оценено путем контроля содержания веществ в используемых материалах. 7.1.4 Механические испытания Механические характеристики шпилек контролируют в соответствии со стандартами, указанными в таблицах 16 и 22. |
Таблица 22 - Характеристики шпилек, методы испытаний и ссылочные стандарты на них
Механические характеристики | Испытание | Стандарт | ||
Шпильки с резьбой | Шпильки без резьбы | |||
Углеродистые и легированные стали | Нержавеющие стали | |||
Относительное удлинение | Испытание на растяжение | ГОСТ Р ИСО 898-1 | ГОСТ Р ИСО 3506-1 | ГОСТ 1497 |
Временное сопротивление | ||||
Предел текучести | ||||
Прочность на сдвиг | ||||
Ударная вязкость | Испытание на ударный изгиб | - | - | ГОСТ 9454 |
Твердость | Измерение твердости | ГОСТ 2999 | - | ГОСТ 2999 |
1) Шпильки с резьбой подвергают испытанию на растяжение в натуральную величину. Если размеры шпилек не позволяют испытывать их в натуральную величину, то испытания могут быть проведены на заготовках из исходного материала данной партии шпилек при условии, что его механические свойства не изменяются в процессе производства. 2) Механические свойства шпилек без резьбы определяют при испытаниях на растяжение цилиндрических образцов по ГОСТ 1497, вырезанных из центральной части поперечного сечения стержня шпилек: - для шпилек диаметром - для шпилек диаметром 3) Если провести испытание на растяжение невозможно, то для ферритных материалов измеряют твердость по ГОСТ 2999, косвенно определяя временное сопротивление. Следует принимать во внимание изменение свойств металла после штамповки, особенно на поверхности изделий. Для шпилек, изготовленных холодной штамповкой, определяют среднее значение твердости по результатам измерения не менее чем в трех контрольных точках, расположенных по всему поперечному сечению изделия. Среднее значение твердости должно соответствовать временному сопротивлению, которое не должно быть меньше временного сопротивления, указанного в таблице 16. В остальных случаях проверяют механические свойства исходного проката. 4) Прочность на сдвиг потребитель рассчитывает по результатам испытания на растяжение по минимальному значению временного сопротивления шпилек. 5) Хладостойкость шпилек типа PD, RD, UD и SD диаметром - шпильки, эксплуатируемые при температуре не ниже минус 15 °С, испытывают при температуре 0 °С для образцов типа 11 или при температуре минус 20 °С - для образцов типа 1; - шпильки, эксплуатируемые при температуре не ниже минус 40 °С, испытывают при температуре минус 20 °С для образцов типа 11 или при температуре минус 40 °С для образцов типа 1. Надрез при ударных испытаниях не может быть выполнен холодной штамповкой, поскольку это значительно изменяет результаты. |
7.2 Керамические кольца 7.2.1 Общие положения Испытания для оценки физико-механических свойств проводят на готовых, не имеющих дефектов керамических кольцах, размеры которых соответствуют требованиям настоящего стандарта. 7.2.2 Контроль размеров и состояние поверхности Контроль размеров и состояние поверхности керамических колец выполняют в соответствии с ГОСТ 30762-2001. 7.2.3 Контроль физико-механических свойств 1) Огнеупорность керамики для колец определяют по ГОСТ Р 53788. 2) Водопоглощение керамических колец определяют по ГОСТ 2409. 3) Пористость керамических колец оценивают по ГОСТ 2409. 4) Испытание на термостойкость проводят по ГОСТ 473.5 при температуре 5) Предел прочности керамического кольца при сжатии определяют как отношение разрушающей нагрузки (максимального усилия, зафиксированного во время испытаний по прибору испытательного пресса) к площади поперечного сечения брутто нижней части керамического кольца без учета отверстий дегазации. Площадь поперечного сечения нижней части керамического кольца определяют по формуле
Испытания проводят по ГОСТ 4071.1-94. Нагружение осуществляют через стальное кольцо, имитирующее кольцо прижимной штанги сварочного оборудования, опираемое на испытываемое кольцо аналогично кольцу сварочного оборудования. |
8 Документация о результатах испытаний
Результаты испытаний на всех стадиях контроля должны быть занесены в протоколы испытаний для каждой контролируемой партии. Протоколы должны содержать результаты для всех образцов по всем видам испытаний и должны сохраняться не менее десяти лет после продажи партии продукции, к которой относятся данные испытания.
9 Маркировка
9.1 Шпильки
На каждую единицу упаковки шпилек наносят маркировку, содержащую: - наименование или логотип изготовителя; - идентификационный номер партии шпилек; - номер данного национального стандарта; - обозначение шпильки (см.таблицу 1); - номинальный диаметр шпильки - номинальную длину шпильки - материал (см. таблицу 16); - покрытие (обозначение в соответствии с ГОСТ 9.306); - информацию для отслеживаемости (номер плавки и номер сертификата на материал); - количество изделий в единице упаковки; - вес нетто. |
9.2 Керамические кольца
На каждую единицу упаковки керамических колец наносят маркировку, содержащую: - наименование или логотип изготовителя; - идентификационный номер партии колец; - номер данного национального стандарта; - обозначение керамического кольца и номинальный диаметр шпильки (см. таблицы 13, 14, 15); - количество керамических колец в единице упаковки; - вес нетто. |
10 Обозначение
10.1 Шпильки
Обозначение шпилек должно содержать следующую информацию:
- для шпилек с резьбой (PD), (РТ) и шпилек с резьбой с редуцированным стержнем (RD):
Пример 1 - Шпилька с резьбой М12 (PD), изготовленная из стали класса прочности 4.8, номинальной длиной =40 мм, обозначается следующим образом:
Шпилька ГОСТ Р 55738-2013 - PD M12 |
- для шпилек без резьбы (UD), (UT):
Пример 2 - Шпилька без резьбы (UD), изготовленная из стали класса прочности 4.8, номинальным диаметром =14 мм и номинальной длиной
=40 мм, обозначается следующим образом:
Шпилька ГОСТ Р 55738-2013 - UD12 |
- для шпильки-упора (SD):
Пример 3 - Шпилька - упор тип 1 (SD1), изготовленная из малоуглеродистой стали типа 1, номинальным диаметром =16 мм и номинальной длиной
=75 мм, с формой торца А, обозначается следующим образом:
Шпилька ГОСТ Р 55738-2013 - SD1 - 16 |
- для шпильки с резьбой с фланцем (PS):
Пример 4 - Шпилька с резьбой с фланцем (PS) M4, изготовленная из стали класса прочности 4.8, номинальной длиной =20 мм, омедненная, обозначается следующим образом:
Шпилька ГОСТ Р 55738-2013 - PS M4 |
- для шпильки с внутренней резьбой (IT):
Пример 5 - Шпилька с внутренней резьбой (IT), изготовленная из алюминия EN AW-AIMg3 по ЕН 573-3 (АМгЗ по ГОСТ 4784), номинальным диаметром =5 мм, с диаметром резьбы
=МЗ и номинальной длиной
=20 мм, обозначается следующим образом:
Шпилька ГОСТ Р 55738-2013 - IT5 |
10.2 Керамические кольца
Обозначение для колец должно содержать следующую информацию:
Пример - Керамическое кольцо PF 10 для резьбовой шпильки номинальным диаметром =10 мм обозначается следующим образом:
Керамическое кольцо ГОСТ Р 55738-2013 - PF10 |
11 Упаковка, транспортирование, хранение
11.1 Шпильки Временная антикоррозионная защита изделий, упаковка, маркировка тары, если иное не предусмотрено соглашением между изготовителем и заказчиком, а также транспортирование и хранение шпилек - по ГОСТ 18160 и ГОСТ 15150 (условия 1-5).
Упаковка, маркировка тары, если иное не предусмотрено соглашением между изготовителем и заказчиком, а также транспортирование и хранение керамических колец - по ГОСТ 24717 и ГОСТ 15150 (условия 1-5). 12 Документ о качестве Документ о качестве изготовитель оформляет отдельно на каждую контролируемую партию шпилек или керамических колец. 12.1 Шпильки Документ о качестве на партию шпилек должен содержать следующую информацию: - наименование и логотип изготовителя; - номер и дату оформления сертификата; - наименование, типоразмер и марку шпилек в соответствии с правилами п.12.1 настоящего стандарта; - марку материала (класс прочности), номер плавки материала, номер и дату оформления сертификата на материал; - химический состав; - механические свойства с указанием результатов испытаний всех образцов по всем видам испытаний; - вид и толщину покрытия; - количество шпилек в партии; 12.2 Керамические кольца Документ о качестве на партию керамических колец должен содержать следующую информацию: - наименование и логотип изготовителя; - номер и дату оформления сертификата; - наименование, типоразмер и марку керамического кольца в соответствии с правилами п.12.2 настоящего стандарта; - прочность керамического кольца на сжатие (Н/мм - количество керамических колец в партии. |
Приложение А
(справочное)
Масса шпилек
Таблица А.1 - Масса резьбовых шпилек (PD) | В килограммах | ||||||
Номинальная длина шпилек, | Масса | ||||||
М6 | М8 | М10 | М12 | М16 | М20 | М24 | |
15 | 2,6 | - | - | - | - | - | - |
20 | 3,5 | 6,4 | 10,0 | - | - | - | - |
25 | 4,4 | 8,0 | 12,6 | 18,2 | - | - | - |
30 | 5,3 | 9,6 | 15,1 | 21,8 | 39,9 | - | - |
35 | 6,2 | 11,1 | 17,6 | 25,4 | 46,6 | 72,9 | - |
40 | 7,1 | 12,7 | 20,1 | 29,1 | 53,3 | 83,3 | - |
45 | - | 14,3 | 22,6 | 32,7 | 59,9 | 93,7 | - |
50 | - | 15,9 | 25,6 | 36,3 | 66,6 | 104,1 | 149,8 |
55 | - | - | - | - | 73,2 | 114,5 | - |
60 | - | - | - | - | 79,9 | 124,9 | - |
65 | - | - | - | - | 86,6 | 135,3 | - |
70 | - | - | - | - | - | 145,7 | - |
75 | - | - | - | - | - | - | 224,7 |
100 | - | - | - | 72,7 | 133,2 | - | 299,6 |
140 | - | - | - | 101,7 | 186,4 | - | - |
150 | - | - | - | 109,0 | 199,7 | - | - |
160 | - | - | - | 116,3 | 213,1 | - | - |
| |||||||
Таблица А.2 - Масса резьбовых шпилек с редуцированным стержнем (RD) | В килограммах | ||||||
Номинальная длина шпилек, | Масса | ||||||
М6 | М8 | М10 | М12 | М16 | М20 | М24 | |
15 | 2,3 | - | - | - | - | - | - |
20 | 3,2 | 5,7 | 9,0 | - | - | - | - |
25 | 4,1 | 7,3 | 11,5 | 16,5 | - | - | - |
30 | 5,0 | 8,9 | 14,0 | 20,2 | 36,9 | - | - |
35 | 5,9 | 10,5 | 16,5 | 23,9 | 43,5 | 67,3 | - |
40 | 6,8 | 12,1 | 19,0 | 27,5 | 50,2 | 77,8 | - |
45 | - | 13,7 | 21,6 | 31,2 | 56,9 | 88,2 | - |
50 | - | 15,3 | 24,1 | 34,8 | 63,5 | 98,6 | 124,4 |
55 | - | - | 26,6 | 38,5 | 70,2 | 109,1 | - |
60 | - | - | - | 42,2 | 76,8 | 119,5 | - |
65 | - | - | - | - | 83,5 | 129,9 | - |
70 | - | - | - | - | - | 140,4 | - |
75 | - | - | - | - | - | - | 186,7 |
100 | - | - | - | - | - | - | 249,0 |
| |||||||
Таблица А.3 - Масса шпилек без резьбы (UD) | В килограммах | ||||||
Номинальная длина шпилек, | Масса | ||||||
|
|
|
|
|
| ||
20 | 4,8 | 8,5 | 13,3 | 19,2 | - | - | |
25 | 5,9 | 10,5 | 16,4 | 23,6 | - | - | |
30 | 7,0 | 12,5 | 19,5 | 28,1 | 41,5 | 49,9 | |
40 | 9,2 | 16,4 | 25,6 | 36,9 | 54,7 | 65,7 | |
50 | 11,5 | 20,4 | 31,8 | 45,8 | 67,8 | 81,4 | |
60 | - | - | 38,0 | 54,7 | 81,0 | 97,2 | |
70 | - | - | 44,1 | 63,6 | 94,1 | 113,0 | |
80 | - | - | 50,3 | 72,4 | 107,2 | 128,8 | |
| |||||||
Таблица А.4 - Масса шпилек-упоров (SD) | В килограммах | ||||||
Номинальная длина шпилек, | Масса | ||||||
|
|
|
|
|
| ||
50 | 5 | 8 | 12 | 16 | 20 | - | |
75 | 6 | 10 | 16 | 21 | 28 | 37 | |
100 | 8 | 13 | 20 | 27 | 35 | 47 | |
125 | 9 | 16 | 24 | 33 | 43 | 57 | |
150 | 11 | 18 | 28 | 38 | 50 | 66 | |
175 | 12 | 21 | 32 | 44 | 58 | 76 | |
200 | - | 23 | 36 | 49 | 65 | 85 | |
225 | - | - | 40 | 55 | 73 | 95 | |
250 | - | - | 44 | 60 | 80 | 105 | |
275 | - | - | - | 66 | 88 | 114 | |
300 | - | - | - | 72 | 95 | 124 | |
325 | - | - | - | 77 | 102 | 134 | |
350 | - | - | - | 83 | 110 | 143 | |
| |||||||
Приложение ДА
(обязательное)
Дополнительные требования к шпилькам и кольцам, устанавливаемые в стандартах и технических условиях на данные изделия
Данные требования являются дополнительными относительно требований международного стандарта ИСО 13918 и приведены для учета основополагающих стандартов, действующих в Российской Федерации и устанавливающих требования к механическим свойствам и критериям качества шпилек и керамических колец, порядок формирования контролируемой партии, к процедуре, методам и объемам испытаний при изготовлении изделий, а также требования к документам о качестве на изделия.
ДА.1 Область применения
В таблице 1, содержащей обозначения шпилек в зависимости от способа сварки, наименование сварочных процессов принято по ГОСТ Р ИСО 857-1.
ДА.2 Нормативные ссылки
Ссылки на международные стандарты, не применяемые в Российской Федерации, заменены ссылками на национальные и межгосударственные стандарты. В отдельных случаях наравне со ссылками на национальные стандарты сохранены ссылки на международные стандарты, что упрощает работу иностранных производителей.
ДА.3 Термины и определения
ДА3.1 Контролируемая партия - определение "контролируемой партии" изменено таким образом, чтобы повторить в нем всем признаки, объединяющие изделия в "производственную партию".
ДА.З.2 Производственная партия - определение соответствует ГОСТ Р. ИСО 16426.
ДА.3.3 Опытно-промышленная партия - определение соответствует ГОСТ Р 15.000.
ДА.5.3.1 Размеры, допуски на размеры, форму и положение шпилек
ДА.5.3.1.1 Общие требования
В данном пункте объединены положения п.9.1 пп.11.1, 11.2 ИСО 13918. Это позволило сосредоточить в одном месте все требования к шпилькам.
В пп.5.3.1.1 включено дополнительное требование к шпилькам типа SD (см.сноску 7), заключающееся в обязательном образовании на головке шпилек площадки для установки пьезоэлектрического преобразователя, обеспечивающей его центрирование относительно оси шпильки, что необходимо для обеспечения достоверности ультразвукового контроля сварного шва после приварки. Даны размеры этой площадки.
ДА.5.3.1.3 Шпилька с резьбой с редуцированным стержнем (RD)
В стандарте ИСО 13918 длина шпильки приведена косвенно через длину шпильки
, после приварки шпильки к изделию. При этом стандарт содержит номенклатуру шпилек RD. Поскольку данный стандарт устанавливает размеры изделий при их изготовлении, то косвенное задание длины изготовленной шпильки заменено прямым указанием длины
контролируемой в процессе изготовления и приемочного контроля.
ДА.5.3.1.6 Шпилька-упор (SD)
В стандарте ИСО 13918 длина шпильки приведена косвенно через длину шпильки
, после приварки шпильки к изделию. При этом стандарт содержит номенклатуру шпилек SD. Поскольку данный стандарт устанавливает размеры изделий при изготовлении, то косвенное задание длины изготовленной шпильки заменено прямым указанием длины
контролируемой в процессе изготовления и приемочного контроля.
ДА.5.3.2 Размеры, допуски на размеры, форму и положение керамических колец
ДА.5.3.2.1 Общие требования
В ИСО 13918 отсутствует прямое указание размеров (диаметр и высота) камеры в нижней части керамических колец PF, UF и RF, в которой формируется кольцевой валик сварного шва. Эти размеры даны косвенно на рисунках и в таблицах для шпилек PD, RD, UD, ID и SD по форме кольцевого валика шва после приварки шпилек. Такой способ задания конструктивных размеров не дает возможности выполнить приемочный контроль и быть уверенным в качественном формировании сварного шва. Для упрощения приемки изделий и их входного контроля изготовитель должен нормировать этот размер в своей производственной документации и сообщать его потребителю в документе о качестве на керамические кольца.
ДА.5.3.3 Материалы и механические свойства шпилек
ДА.5.3.3.1 Общие требования
Таблица 16
1) Для шпилек SD1 и SD2 уточнены ограничительные требования к содержанию химических элементов, что соответствует группе 1 по ISO/TR 15608, который не действует в Российской Федерации. Требования к химическому составу и механическим свойствам металла шпилек должны соответствовать межгосударственному стандарту ГОСТ 19281 (для шпилек SD1 и SD2), а также другим национальным и межгосударственным стандартам, указанным в таблице 16. Для обеспечения международной интеграции в таблице 16 сохранены марки зарубежных материалов и ссылки на международные стандарты. При отсутствии российских аналогов зарубежных материалов выбор отечественных материалов осуществляется по химическому составу.
2) Добавлены требования по хладостойкости металла шпилек типа SD1, применяемых в конструкциях, испытывающих динамические воздействия и эксплуатируемых в климатических зонах с умеренно холодным климатом по ГОСТ 15150, например в сталежелезобетонных конструкциях транспортных сооружений.
ДА.5.3.3.3 Хладостойкость
Добавлены требования по обеспечению хладостойкости металла шпилек типа PD, RD, UD, SD, применяемых в конструкциях, испытывающих динамические воздействия и эксплуатируемых в климатических зонах с умеренно холодным климатом по ГОСТ 15150. Требования похладостойкости определяются требованиями нормативной документации на использование шпилек в различных конструкциях и должны быть указаны в заказе.
ДА.5.3.4 Покрытие
Добавлены требования, которые должны учитываться при выборе покрытий. Требования направлены на то, чтобы исключить влияние покрытий:
- на возбуждение дуги при сварке;
- на образование в сварном шве внутренних дефектов, снижающих прочность сварного соединения;
- на хладостойкость металла шва и склонность шва к замедленному хрупкому разрушению под воздействием наводораживания шва при металлургических реакциях с участием покрытия при сварке.
Покрытия должны соответствовать ГОСТ 9.306.
ДА.5.3.5 Материалы и свойства керамических колец
ДА.5.3.5.1 Общие требования
В ИСО 13918 отсутствуют требования к материалу керамических колец. Дополнительные требования описывают несколько видов керамики, пригодной для изготовления керамических колец. В новом подразделе не даются указания по химическому составу керамики, поскольку выбор остается за производителем.
ДА.5.3.5.2 Физико-механические характеристики
В таблице 17 изложены требования к физико-механическим свойствам керамических колец, которые контролируют на стадии подготовки керамических колец для запуска в производство.
В перечень физико-механических характеристик внесены показатели, по которым в соответствии с ГОСТ 28874 осуществляется классификация огнеупорной керамики, а также технологический показатель (термостойкость), определяющий допустимое количество циклов прокалки керамических колец перед сваркой:
- пористость общая;
- огнеупорность;
- водопоглощение;
- прочность на сжатие;
- термостойкость.
Численные критерии приняты по результатам испытаний керамических колец европейских производителей, а также приняты аналогичными характеристикам керамических формирующих подкладок для дуговой сварки.
ДА.5.3.6 Дефекты изготовления
Дефекты поверхности шпилек должны соответствовать ГОСТ Р ИСО 6157-1. Впервые изложены требования к поверхностным дефектам керамических колец.
ДА.6 Оценка соответствия
ДА.6.1 Общие положения
Исключено допускаемое в ИСО 13918 объединение изделий в группы, в которых без проверки принимаются одинаковые свойства для всех изделий. В ИСО 13918 не перечислены объединительные признаки, по которым изделия можно объединять в группы. ГОСТ Р 15.201-2000 такое объединение в группы не допускает.
ДА.6.2 Предварительное испытание
Из текста ИСО 13918 изъяты правила, позволяющие сокращать объем предварительных испытаний. Изложены все показатели, требующие проверки на стадии постановки изделий на производство. Количество образцов для испытаний принято: для шпилек по ГОСТ Р ИСО 2859-1-2007 (уровень контроля S-2), для керамических колец по ГОСТ 8179-98.
ДА.6.2.4 Свариваемость
Требования по оценке свариваемости сформулированы в соответствии с ГОСТ 29273-92 (ИСО 581-80). Дано уточнение о том, что проверку свариваемости проводят перед началом производства шпилек или изделий с применением шпилек путем оценки соответствия свойств сварных соединений требованиям к свойствам металла шпилек (см.таблицу 16).
ДА.6.3 Производственный контроль продукции
ДА.6.3.7 Испытание и оценка продукции
В таблицу 19 внесены следующие изменения:
- дополнен перечень контролируемых параметров для шпилек;
- введен перечень контролируемых параметров для керамических колец;
- увеличен объем производственных испытаний шпилек и керамических колец.
ДА.6.4 Приемочный контроль
ДА.6.4.1 Основные положения
В отличие от ИСО 13918, приемочный контроль по завершению изготовления производственной партии изделий признан обязательным этапом приемки в соответствии с ИСО 9001.
ДА.6.4.2 Размер выборки
Приемочный контроль шпилек и керамических колец осуществляется в соответствии с ГОСТ Р ИСО 3269 и ГОСТ Р ИСО 2859-1.
ДА.6.4.3 Контролируемые параметры
В стандарте изложен перечень контролируемых параметров для шпилек и керамических колец.
ДА.7 Методы испытаний
ДА.7.1 Шпильки
ДА.7.1.1 Контроль размеров шпилек и состояние поверхности
Визуальный осмотр и оценка дефектов поверхности шпилек проводится в соответствии с ГОСТ Р ИСО 6157-1.
ДА.7.1.2 Механические испытания
Механические испытания следует проводить в соответствии с национальными и межгосударственными стандартами, указанными в таблице 22.
Приведены требования по типам образцов для испытания металла шпилек разного диаметра на растяжение по ГОСТ 1497 и по определению прочности металла по измеренным значениям твердости по ГОСТ 2999.
Указано, что прочность на сдвиг рассчитывает потребитель по результатам испытания на растяжение по минимальному значению временного сопротивления шпилек, указанным в документе о качестве.
Приведены требования по типам образов и температурам испытания на хладостойкость по ГОСТ 9454 шпилек типа PD, RD, UD и SD диаметром 12 мм (
М12).
ДА.7.2 Керамические кольца
ДА.7.2.1 Общие положения
Приведены требования по подготовке керамических колец к испытаниям
ДА.7.2.2 Контроль размеров и состояние поверхности
Контроль размеров и состояние поверхности керамических колец выполняют в соответствии с ГОСТ 30762-2001.
ДА.7.2.3 Контроль физико-механических свойств
1) Огнеупорность керамики для колец определяют по ГОСТ Р 53788.
2) Водопоглощение керамических колец определяют по ГОСТ 2409.
3) Пористость керамических колец оценивают по ГОСТ 2409.
4) Испытание на термостойкость проводят по ГОСТ 473.5 при температуре 350 °С.
5) Приведена методика определения предела прочности керамического кольца при сжатии по ГОСТ 4071.1-94 (ИСО 10059-1).
ДА.9 Маркировка
Изложен перечень информации для маркировки тары со шпильками и керамическими кольцами.
ДА.10 Обозначение
Текст раздела изложен по ИСО 13918 с изменением обозначения покрытий и материалов в части ссылок на национальные стандарты.
ДА.11 Упаковка, транспортирование, хранение
В разделе даны ссылки на ГОСТ 18160, регламентирующий порядок упаковки, транспортирования и хранения для крепежных изделий, а также на ГОСТ 24717, регламентирующий порядок упаковки, транспортирования и хранения для керамических изделий. Кроме этого дана ссылка на ГОСТ 15150, определяющий климатические условия хранения.
ДА.12 Документ о качестве
В разделе регламентируется оформление документа о качестве на каждую принятую партию шпилек или керамических колец. Установлено требование указывать в документе о качестве результаты испытания всех образцов по всем выполненным видам испытаний.
Приложение ДБ
(справочное)
Разделы международного стандарта ИСО 13918:2008, которые применены в настоящем стандарте с модификацией их содержания для учета особенностей национальной стандартизации
2 Нормативные ссылки
В документе использованы ссылки на следующие стандарты. При ссылке на стандарт с указанием года его принятия используют только указанное издание. При ссылке на стандарт без указания года его принятия используют последнее издание этого документа (со всеми поправками).
ИСО 898-1 | Механические свойства крепежа, изготовленного из углеродистой и легированной стали - Часть 1: Болты, винты и шпильки. |
ИСО 3506-1 | Механические свойства крепежа из коррозионно-стойкой нержавеющей стали - Часть 1: Болты, винты и шпильки. |
ИСО 4042 | Крепеж - Гальванические покрытия |
ИСО 4759-1 | Допуски для крепежных изделий - Часть 1: Болты, винты, шпильки и гайки - Класс точности А, В и С |
ИСО 4964 | Сталь - Перевод значений твердости |
ИСО 6892 | Металлические материалы - Испытание на растяжение при нормальной температуре |
ИСО 6947 | Сварные соединения - Положение сварки - Определение угла наклона и поворота |
ИСО 14555 | Сварка - Дуговая сварка металлических шпилек |
ИСО 15608 | Сварка - Принципы классификации металлических материалов |
EN 573-3 | Алюминий и алюминиевые сплавы - Химический состав и форма штампованных изделий - Часть 3: Химический состав и форма изделий |
EN 1301-2 | Алюминий и алюминиевые сплавы - Холоднотянутая проволока - Часть 2: Механические свойства |
EN 10088-1 | Нержавеющие стали - Часть 1: Листовой прокат |
EN 12166 | Медь и медные сплавы - Проволока общего назначения |
(п.2 MOD п.2)
3 Термины и обозначения
В этом документе применяются термины и определения, принятые в ИСО 14555, а также:
3.1 контролируемая партия: Совокупность изделий, отобранных для проведения испытаний, одного обозначения и типоразмера, из материала одного химического состава, изготовленных по одной технологии.
3.2 производственная партия: Совокупность изделий одного обозначения, включающего тип шпильки, размер, марку материала и класс прочности, изготовленных из стержня, проволоки, прутка или плоской заготовки одной плавки, обработанных последовательно по одной технологии, термической обработке и (или) процессу нанесения покрытия, если таковые имеются.
Примечание - Одинаковая термическая обработка или процесс нанесения покрытия означает:
- для непрерывного процесса - одинаковый цикл обработки без изменения режимов;
- для прерывистого процесса - одинаковый цикл обработки для идентичных последовательных групп (партий).
Производственная партия может быть разделена для обработки на несколько частей, после чего снова собрана в ту же самую производственную партию.
(п.3 MOD п.3)
5.3 Требования к изделиям
5.3.1 Размеры, допуски на размеры, форму и положение
Размеры, допуски на размеры, форму и положение должны соответствовать требованиям, приведенным в главе 9.
Для резьбовых шпилек с защитными покрытиями контроль размеров должен производиться до нанесения покрытия (п.5.3.1 MOD п.5.3.1).
5.3.2 Покрытие
Если не указано иное, шпильки типа PC, US, IS, РТ, UT, IT класса прочности 4.8 должны поставляться с гальваническим медным покрытием (С1Е). (п.5.3.4 MOD п.5.3.2).
5.3.3 Материалы и механические свойства
5.3.3.1 Общие требования
Материалы, указанные в таблице 2, применяют при соблюдении требований п.5.3.4.
Механические свойства шпилек должны соответствовать требованиям таблицы 2 (п.5.3.3 MOD п.5.3.3).
Таблица 2 - Материалы и механические свойства шпилек
Тип шпильки | Материал/Группа материалов/Класс прочности | Стандарт | Механические свойства шпилек |
PD | 4.8 | ISO 898-1 | См.ISO 898-1 |
А2-50, А2-70, А4-50, А4-70, А5-50, А5-70 | ISO 3506-1 | См.ISO 3506-1 | |
SD1 | Материалы группы 1 с ограничениями:
| ISO/TR 15608 |
|
SD2 |
| ||
SD3 | 1.4301 | EN 10088-1 |
|
PS | 4.8 | ISO 898-1 | См.ISO 898-1 |
А2-50 | ISO 3506-1 | См.ISO 3506-1 | |
РТ | 4.8 | ISO 898-1 | См.ISO 898-1 |
А2-50 | ISO 3506-1 | См.ISO 3506-1 | |
UT | CuZn37 | EN 12166 |
|
1050А | EN 573-3 |
| |
IT | 5754 | EN 1301-2 |
|
| |||
(п.5.3.3 MOD п.5.3.3)
6 Испытания для проверки соответствия
6.1 Общие положения
Оценку соответствия поводят согласно п.6.2-6.5.
6.2 Контроль содержания опасных веществ
Выделение опасных веществ может быть косвенно оценено путем контроля содержания веществ в используемых материалах.
6.3 Контроль размеров шпилек
Размеры шпилек, приведенные в таблицах 6-16, контролируют стандартными калибрами или измерительным оборудованием с точностью 10% величины допускаемого отклонения.
6.4 Контроль механических характеристики шпилек
Механические характеристики шпилек контролируют в соответствии с таблицей 3.
Таблица 3 - Механические свойства шпилек для испытаний
Механические характеристики | Испытание | Справочный стандарт | ||
Шпильки с резьбой | Шпильки без резьбы | |||
Углеродистые и легированные стали | Нержавеющие стали | |||
Относительное удлинение | Испытание на растяжение | ISO 898-1 | ISO 3506-1 | ISO 6892 |
Временное сопротивление | ||||
Предел текучести | ||||
Прочность на срез | ||||
Испытанию на растяжение подвергают изделия в натуральную величину. Однако, если размеры шпилек не позволяют испытывать их в натуральную величину, испытания могут быть проведены на заготовках их исходного материала при условии, что механические свойства, соответствующие свойствам данной партии шпилек, не изменяются в процессе производства.
Если провести испытание на растяжение невозможно, то для ферритных материалов измеряют твердость, определяя таким образом временное сопротивление в соответствии с ИСО 4964. Следует принимать во внимание изменение свойств металла после штамповки, особенно на поверхности изделий. Для шпилек, изготовленных холодной штамповкой, определяют среднее значение твердости по результатам измерения не менее чем в трех контрольных точках, расположенных по всему поперечному сечению изделия. Среднее значение твердости должно соответствовать временному сопротивлению, которое не должно быть меньше временного сопротивления, указанного в таблице 3. В остальных случаях проверяют механические свойства исходного проката.
Перевод значений твердости в значения временного сопротивления установлен в ИСО/ТР 10108. (п.7 MOD п.6.1-6.4).
6.5 Свариваемость
Материал считают свариваемым, если может быть разработана технология сварки для данного материала (см.ИСО 14555). (п.6.2.5 MOD п.6.5).
7.2.1 Общие положения
Предварительное испытание - комплекс испытаний или других процедур, определяющих характеристики опытных образцов данного изделия.
Предварительное испытание должно быть выполнено для подтверждения соответствия изделия настоящему международному стандарту перед его поставкой на рынок, в случае:
- начала производства нового типа шпильки или материала;
- в начале использования новой или измененной технологии изготовления.
Для изделий, подвергавшихся предварительному испытанию в соответствии с настоящим международным стандартом, испытание может быть сокращено:
- если установлено, что технические характеристики изделия по сравнению с ранее испытанными изделиями не изменились,
или
- в соответствии с правилами для группировки изделий и (или) прямым применением или применением путем экстраполяции результатов испытаний.
Примечание - Шпильки, маркированные СЕ в соответствии с основными требованиями директив ЕС, могут быть признаны имеющими рабочие характеристики, отвечающие маркировке СЕ, хотя это не снимает обязанности производителя шпилек следить за соблюдением технологии изготовления и соответствием технических характеристик проекту, (п.6.1-6.2 MOD п.7.2.1).
7.3.7 Испытание продукции и оценка
Изготовитель должен установить порядок производственного контроля, чтобы гарантировать, что отклонения характеристик изделия соответствуют значениям, установленным при первичных испытаниях. Характеристики и методы их проверки приведены в таблице 5.
Таблица 5 - Минимальное количество образцов для испытания продукции и оценки при производственном контроле продукции (FPC)
Характеристика | Подпункт стандарта | Метод оценки | Число испытаний/образцов |
Размеры | 5.3.1 | Измерение | 5 образцов из производственной партии |
Химический состав | 5.3.4 | Химический анализ | 1 образец из одной плавки |
Предел прочности | 5.3.3 | Испытание на растяжение | 2 образца из одной плавки одного диаметра |
(п.6.3.7 MOD пп.7.3.7)
7.2.4 Отбор проб, испытание и критерии соответствия
7.2.4.1 Отбор проб
Предварительное испытание должно быть выполнено на образцах продукции, являющихся представителями изготовленного типа изделий.
7.2.4.2 Испытание и критерии соответствия
Количество шпилек для испытаний определяется согласно таблице 4. Все отобранные образцы должны пройти испытания.
Результаты всех стандартных испытаний должны быть зарегистрированы и храниться изготовителем в течение не менее десяти лет после того, как изделия, к которым относятся стандартные испытания, будут проданы.
Таблица 4 - Количество образцов для первичных испытаний
Характеристики | Требование см.подпункт | Вид испытаний | Количество образцов для испытаний |
Размеры | 5.3.1 | Согласно п.6.3 | 5 |
Минимальное временное сопротивление | 5.3.3 | Испытание на растяжение | 3 |
Предел текучести или | |||
Относительное удлинение | |||
| |||
(п.6.4 MOD пп.7.2.4)
9 Размеры шпилек
9.1 Общие положения
Номинальные размеры шпилек приведены в таблицах 6-16. Допускаются отклонения от стандарта формы шпильки, габаритов или размеров при условии, что привариваемая часть шпильки соответствует требованиям таблиц.
Длина после сварки, , является расчетным значением. При надлежащем контроле сварки можно получить отклонения длины,
, в пределах ±1 мм. В особых условиях, например при приварке шпильки через настил,
может постоянно отличаться от номинальной величины.
Форма центральной части на торце шпильки диаметром для шпилек типа UD, SD (
для шпилек типа PD, RD, ID) принимается по усмотрению изготовителя. Торец шпильки по усмотрению изготовителя может быть оснащен в качестве флюса запрессованным алюминиевым шариком (например, плоский в центре диаметром не более
).
Размеры кольцевого валика, приведенные на рисунках 1-5, ориентировочно могут быть получены при положении сварки РА в соответствии с ISO 6947. Кольцевые валики, показанные на рисунках 1-5, могут отличаться размером и формой.
Неуказанные детали определяются по усмотрению изготовителя. Это применяется ко всем изменениям формы шпильки вне зоны сварки, например внутренние отверстия и кольцевые пазы, при условии, что это не влияет на процесс сварки.
Если в настоящем стандарте не указаны допускаемые отклонения на специальные размеры - допуски на размеры, форму и положение должны соответствовать классу точности А по ИСО 4759-1. (пп.5.3.1 MOD п.9.1).
11 Изготовление и отделка
11.1 Шпильки с резьбой (PD), шпильки без резьбы (UD), шпильки с резьбой с редуцированным стержнем (RD)
Конец шпильки поставляется с флюсом в форме запрессованного алюминиевого шарика или напыления алюминия, что не относится к шпилькам из нержавеющей стали и шпилькам диаметром 10 мм, привариваемым с применением инертных газов.
11.2 Упоры (SD)
Форма конца шпильки может быть выбрана производителем. Конец шпильки поставляется с флюсом в форме запрессованного алюминиевого шарика или напыления алюминия.
Изготовленные шпильки не должны иметь дефектов, которые могут повлиять на применение шпилек. Трещины в головке допускаются, но их размеры не должны превышать значений, указанных на рисунке 15.
![]()
- глубина трещины в головке;
- номинальный диаметр;
- диаметр головки
Рисунок 15* - Допустимые трещины в головке шпильки
________________
* Нумерация соответствует оригиналу . - .
(пп.5.3.6 MOD п.11)
12 Приемочный контроль
12.1. Основные положения
Методы и объемы приемочного контроля должны быть согласованы при размещении заказа. Если требуется специальный сертификат на материал (например, 3.1 в соответствии с EN 10204:2004 или более подробная информация), должны быть выполнены испытания по 12.2-12.4.
12.2 Химический анализ
Химический анализ может проводиться на поставляемом изделии или на сырье. Следует использовать стандарты, указанные в таблице 2.
12.3 Механические испытания
Механические свойства шпилек, изготовленных согласно таблице 2, определяются для каждой контролируемой партии с одинаковыми типоразмерами шпилек. Испытания должны проводиться в соответствии с п.6.4.
Количество образцов в выборке должно соответствовать таблице 20.
Надрез при ударных испытаниях не может быть выполнен холодной штамповкой, поскольку это значительно изменяет результаты.
12.4 Количество образцов (размер выборки)
Размер выборки должен соответствовать таблице 20.
Таблица 20 - Размер выборки
Количество изделий в контролируемой партии | азмер выборки |
| 2 |
8000-35000 | 3 |
>35000 | 5 |
| |
(п.6.4 MOD п.12)
14 Обозначение
14.1 Шпильки
Обозначение шпилек должно содержать следующую информацию:
- для шпилек с резьбой (PD), (РТ) и шпилек с резьбой с редуцированным стержнем (RD):
Пример 1 - Шпилька с резьбой M12 (PD), изготовленная из стали класса прочности 4.8 длиной =40 мм, обозначается следующим образом:
Шпилька ИСО 13918:2007 - PD М1240 - 4.8
- для шпилек без резьбы (UD), (UT):
Пример 2 - Шпилька без резьбы (UD), изготовленная из стали класса прочности 4.8 диаметром =14 мм и длиной
=40 мм, обозначается следующим образом:
Шпилька ИСО 13918:2007 - UD 1240 - 4.8
- для шпильки-упора (SD):
Пример 3 - Шпилька-упор тип 1 (SD1), изготовленная из малоуглеродистой стали типа 1, диаметром =16 мм и длиной
=75 мм, с формой торца А, обозначается следующим образом:
Шпилька ИСО 13918:2007 - SD1 - 1675 - А
- для шпильки с резьбой с фланцем (PS):
Пример 4 - Шпилька с резьбой с фланцем (PS) M4, изготовленная из стали класса прочности 4.8, длиной =20 мм, омедненная, обозначается следующим образом:
Шпилька ИСО 13918:2007 - PS М420 - 4.8 - С1Е
- для шпильки с внутренней резьбой (IT):
Пример 5 - Шпилька с внутренней резьбой (IT), изготовленная из алюминия EN AW-AIMg3, диаметром =5 mm,
=M3 и длиной
=20 mm, обозначается следующим образом:
Шпилька ИСО 13918:2007 - IT5МЗ
20 - AIMg3
14.2 Керамические кольца
Обозначение для колец должно содержать следующую информацию:
Пример - Керамическое кольцо PF10 для резьбовой шпильки обозначается следующим образом:
Керамическое кольцо ИСО 13918:2007 - PF 10
(п.10 MOD п.14)
Приложение ДВ
(справочное)
Текст разделов международного стандарта ИСО 13918:2008, не включенных в настоящий стандарт в связи с нецелесообразностью их применения в национальной стандартизации
7.2.1 Общие положения
Для изделий, для которых уже было проведено предварительное испытание в соответствии с настоящим международным стандартом, испытание может быть сокращено:
- если установлено, что технические характеристики изделия по сравнению с ранее испытанными изделиями не изменились,
или
- в соответствии с правилами для группировки изделий, и (или) прямым применением, или применением путем экстраполяции результатов испытаний.
Примечание - Шпильки, маркированные СЕ в соответствии с основными требованиями директив ЕС, могут быть признаны имеющими рабочие характеристики, отвечающие маркировке СЕ, хотя это не снимает обязанности производителя шпилек следить за соблюдением технологии изготовления и соответствием технических характеристик проекту.
7.2.3 Использование результатов ранее выполненных испытаний
Могут быть приняты во внимание испытания, ранее выполненные для тех же самых изделий в соответствии с условиями данного международного стандарта (те же характеристики, методы испытаний, процедура отбора проб, система оценки соответствия и т.д.).
Приложение ДГ
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ 1497-84 (ИСО 6892:1984) | ITD | ИСО 6892:1984 "Металлические материалы - Испытание на растяжение при нормальной температуре" |
ГОСТ 2060-2006 | NEQ | EN 12166:1997 "Медь и медные сплавы - Проволока общего назначения" |
ГОСТ Р ИСО 3506-1-2009 | ITD | ИСО 3506-1:2009 "Механические свойства крепежа из коррозионно-стойкой нержавеющей стали - Часть 1: Болты, винты и шпильки" |
ГОСТ Р ИСО 4042-2009 | ITD | ИСО 4042:2009 "Крепеж - Гальванические покрытия" |
ГОСТ Р ИСО 4759-1-2009 | ITD | ИСО 4759-1:2000 "Допуски для крепежных изделий - Часть 1: Болты, винты, шпильки и гайки - Класс точности А, В и С" |
ГОСТ 4784-97 | NEQ | EN 573-3:2009 "Алюминий и алюминиевые сплавы - Химический состав и форма штампованных изделий - Часть 3: Химический состав и форма изделий" |
ГОСТ 5632-72 | NEQ | EN 10088-1:2005 "Нержавеющие стали - Часть 1: Листовой прокат" |
ГОСТ 21488-97 | NEQ | EN 1301-2:2008 "Алюминий и алюминиевые сплавы - Холоднотянутая проволока - Часть 2: Механические свойства" |
ГОСТ Р ИСО 898-1-2011 | ITD | ИСО 898-1:1999 "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | ||
Приложение ДД
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Указанное в таблице ДД.1 изменение структуры национального стандарта Российской Федерации относительно структуры примененного международного стандарта обусловлено приведением в соответствие с требованиями, установленными в ГОСТ Р 1.5 и ГОСТ 1.5.
Таблица ДД.1
Структура настоящего стандарта | Структура международного стандарта ИСО 13918:2008 |
1 Область применения (1) | 1 Область применения |
2 Нормативные ссылки (2) | 2 Нормативные ссылки |
3 Термины и определения (3) | 3 Термины и определения |
3.1 Контролируемая партия (3.1) | 3.1 Контролируемая партия |
3.2 Производственная партия (3.2) | 3.2 Производственная партия |
4 Обозначения (4) | 4 Обозначения и сокращения |
5 Требования (5) | 5 Требования |
5.1 Информация для заказа (5.1) | 5.1 Информация для заказа |
5.2 Опасные вещества (5.2) | 5.2 Опасные вещества |
5.3 Требования к изделиям (5.3) | 5.3 Требования к шпилькам |
5.3.1 Размеры, допуски на размеры, форму и положение шпилек (9) | 5.3.1 Размеры, допуски на размеры, форму и положение |
5.3.1.1 Общие требования (9.1) | 5.3.2 Покрытие |
5.3.1.2 Шпилька с резьбой (PD) (9.2) | 5.3.3 Материалы и механические свойства |
5.3.1.3 Шпилька с резьбой с редуцированным стержнем (RD) (9.3) | 5.3.3.1 Общие требования |
5.3.1.4 Шпилька без резьбы (UD) (9.4) | 5.3.3.2 Прочность на сдвиг |
5.3.1.5 Шпилька с внутренней резьбой (ID) (9.5) | 5.3.4 Свариваемость |
5.3.1.6 Шпилька-упор (SD) (9.6) | 5.4 Прочность |
5.3.1.7 Шпилька с резьбой с фланцем (PS) (9.7) | 6 Испытания для проверки соответствия |
5.3.1.8 Шпилька без резьбы (US) (9.8) | 6.1 Общие положения |
5.3.1.9 Шпилька с внутренней резьбой (IS) (9.9) | 6.2 Контроль содержания опасных веществ |
5.3.1.10 Шпилька с резьбой (РТ) (9.10) | 6.3 Контроль размеров шпилек |
5.3.1.11 Шпилька без резьбы (UT) (9.11) | 6.4 Контроль механических характеристик шпилек |
5.3.1.12 Шпилька с внутренней резьбой (IT) (9.12) | 6.5 Свариваемость |
5.3.2 Размеры, допуски на размеры, форму и положение керамических колец (10) | 7 Оценка соответствия |
5.3.2.1 Общие требования (10.1) | 7.1 Общие положения |
5.3.2.2 Керамическое кольцо для шпильки с резьбой (PF) (10.2) | 7.2 Предварительное испытание |
5.3.2.3 Керамическое кольцо для шпильки без резьбы и для шпильки-упора (UF) (10.3) | 7.2.1 Общие положения |
5.3.2.4 Керамическое кольцо для шпильки с резьбой с редуцированным стержнем (RF) (10.4) | 7.2.2 Свойства |
5.3.3 Покрытие (5.3.2) | 7.2.3 Использование результатов ранее выполненных испытаний |
5.3.3 Материалы и механические свойства шпилек(5.3.3) | 7.2.4 Отбор проб, испытание и критерии соответствия |
5.3.3.1 Общие требования (5.3.3.1) | 7.2.4.1 Отбор проб |
5.3.3.2 Прочность на сдвиг (5.3.3.2) | 7.2.4.2 Испытания и критерии соответствия |
5.3.3.3 Хладостойкость | 7.3 Производственный контроль продукции (FPC) |
5.3.3.4 Свариваемость (5.3.4) | 7.3.1 Общие положения |
5.3.4 Покрытие (5.3.2) | 7.3.2 Персонал |
5.3.5 Материалы и свойства керамических колец | 7.3.3 Оборудование |
5.3.5.1 Общие требования | 7.3.4 Разработка технологии |
5.3.5.2 Физико-механические характеристики | 7.3.5 Сырье |
5.3.6 Дефекты изготовления (11) | 7.3.6 Операционный контроль |
5.4 Срок службы (5.4) | 7.3.7 Испытание продукции и оценка |
6 Оценка соответствия (7) | 7.3.8 Отслеживание и маркировка |
6.1 Общие положения (7.1) | 7.3.9 Некондиционная продукция |
6.2 Предварительное испытание (7.2) | 7.3.10 Транспортировка, хранение, упаковка |
6.2.1 Общие положения (7.2.1) | 8 Документация о результатах испытаний |
6.2.2 Свойства (7.2.2) | 9 Размеры шпилек |
6.2.3 Отбор проб, испытание и критерии соответствия (7-2.4) | 9.1 Общие положения |
6.2.4 Свариваемость (6.5) | 9.2 Шпилька с резьбой (PD) |
6.3 Производственный контроль продукции (7.3) | 9.3 Шпилька с резьбой с редуцированным стержнем (RD) |
6.3.1 Общие положения (7.3.1) | 9.4 Шпилька без резьбы (UD) |
6.3.2 Персонал (7.3.2) | 9.5 Шпилька с внутренней резьбой (ID) |
6.3.3 Оборудование (7.3.3) | 9.6 Шпилька-упор (SD) |
6.3.4 Разработка технологии (7.3.4) | 9.7 Шпилька с резьбой с фланцем (PS) |
6.3.5 Сырье (7.3.5) | 9.8 Шпилька без резьбы (US) |
6.3.6 Операционный контроль (7.3.6) | 9.9 Шпилька с внутренней резьбой (IS) |
6.3.7 Испытание продукции и оценка (7.3.7) | 9.10 Шпилька с резьбой (РТ) |
6.3.8 Отслеживание и маркировка (7.3.8) | 9.11 Шпилька без резьбы (UT) |
6.3.9 Некондиционная продукция (7.3.9) | 9.12 Шпилька с внутренней резьбой (IT) |
6.3.10 Транспортировка, хранение, упаковка (7.3.10) | 10 Размеры керамических колец |
6.4 Приемочный контроль (12) | 10.1 Общие требования |
6.4.1 Основные положения (12.1) | 10.2 Керамическое кольцо для шпильки с резьбой (PF) |
6.4.2 Размер выборки (12.4) | 10.3 Керамическое кольцо для шпильки без резьбы и для шпильки-упора (UF) |
6.4.3 Контролируемые параметры | 10.4 Керамическое кольцо для шпильки с резьбой с редуцированным стержнем (RF) |
7 Методы испытаний | 11 Изготовление и отделка |
7.1 Шпильки (12.2 -12.3) | 11.1 Шпильки с резьбой (PD), шпильки без резьбы (UD), шпильки с резьбой с редуцированным стержнем (RD) |
7.1.1 Контроль размеров шпилек (6.3) | 11.2 Шпильки-упоры (SD) |
7.1.2 Химический анализ (12.2) | 12 Приемочный контроль |
7.1.3 Контроль содержания опасных веществ (6.2) | 12.1 Основные положения |
7.1.4 Механические испытания (12.3) | 12.2 Химический анализ |
7.2 Керамические кольца | 12.3 Механические испытания |
7.2.1 Общие положения | 12.4 Размер выборки |
7.2.2 Контроль физико-механических свойств | 13 Маркировка |
8 Документация о результатах испытаний (8) | 13.1 Шпильки |
9 Маркировка (13) | 13.2 Керамические кольца |
9.1 Шпильки (13.1) | 14 Обозначение |
9.2 Керамические кольца (13.2) | 14.1 Шпильки |
10 Обозначение (14) | 14.2 Керамические кольца |
10.1 Шпильки (14.1) | Приложение А (справочное) Масса шпилек |
10.2 Керамические кольца (14.2) | Библиография |
11 Упаковка, транспортировка, хранение | |
11.1 Шпильки | - |
11.2 Керамические кольца | - |
12 Документ о качестве | - |
12.1 Шпильки | - |
12.2 Керамические кольца | - |
Приложение А (справочное). Масса шпилек | - |
Приложение ДА (обязательное) Дополнительные требования к шпилькам и кольцам, устанавливаемые в стандартах и технических условиях на данные изделия | - |
Приложение ДБ (справочное) Разделы международного стандарта ИСО 13918, которые применены в настоящем стандарте с модификацией их содержания для учета особенностей национальной стандартизации | - |
Приложение ДВ (справочное) Текст разделов международного стандарта ИСО 13918:2008,не включенных в настоящий стандарт в связи с нецелесообразностью их применения в национальной стандартизации | - |
Приложение ДГ (обязательное) Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте | - |
Приложение ДД (справочное) Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта | - |
Библиография (Библиография) | - |
Библиография
[1] | EN 10025-2 | Горячекатаный прокат из конструкционных сталей - Часть 2. Технические условия поставки для углеродистых конструкционных сталей (Hot rolled products of structural steels - Part 2: Technical delivery conditions for non-alloy structural steels) |
[2] | EN 10204:2004 | Изделия металлические. Типы документов приемочного контроля (Metallic products - Types of inspection documents) |
[3] | ISO 724 | Резьбы метрические общего назначения по системе ISO. Основные размеры (ISO general-purpose metric screw threads - Basic dimensions) |
[4] | ISO 9001 | Система менеджмента качества - Требования (ISO 9001 Quality management systems - Requirements) |
[5] | ISO/TR 10108 | Сталь. Перевод значений твердости в значения предела прочности при растяжении (Steel - Conversion of hardness values to tensile strength values) |
[6] | ISO 15330:1999 | Изделия крепежные. Испытание с предварительным нагружением для обнаружения водородного охрупчивания. Метод с применением параллельных несущих поверхностей (Fasteners - Preloading test for the detection of hydrogen embrittlement - Parallel bearing surface method) |
______________________________________________________________________
УДК 621.88:006.354 OKC 21.060.10 Г32 ОКП 16 6000
Ключевые слова: шпильки, шпильки металлические привариваемые, керамические кольца, керамические кольца для сварки, технические требования, конструкция и размеры, методы контроля, обозначение, маркировка
______________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}