ГОСТ ISO 10684-2015
Группа Г39
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Изделия крепежные
ПОКРЫТИЯ, НАНЕСЕННЫЕ МЕТОДОМ ГОРЯЧЕГО ЦИНКОВАНИЯ
Fasteners. Hot dip galvanized coatings
МКС 21.060.01
25.220.40*
ОКП 16 0000
______________
* По данным официального сайта Росстандарт
ОКС 21.060.10, здесь и далее по тексту. -
.
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени Научно-исследовательский автомобильный и автомоторный институт "НАМИ" (ФГУП "НАМИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие стандарта голосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 мая 2016 г. N 402-ст межгосударственный стандарт ГОСТ ISO 10684-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт идентичен международному стандарту ISO 10684:2004* "Изделия крепежные. Покрытия, нанесенные методом горячего цинкования" ("Fasteners - Hot dip galvanized coatings", IDT), включая техническую поправку к нему ISO 10684:2004/Cor.1:2008.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом ISO/TC 2 "Изделия крепежные", подкомитетом SC 1 "Механические свойства крепежных изделий".
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном информационном фонде технических регламентов и стандартов.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает требования к материалу, процессу, размерам и некоторым характеристикам покрытия, выполненного методом горячего цинкования стальных крепежных изделий с резьбой с крупным шагом от М8 до М64 и классов прочности до 10.9 включительно для болтов, винтов, шпилек (далее болтов) и для гаек до класса прочности 12. Не рекомендуется наносить покрытие горячим цинкованием на крепежные детали с резьбой менее М8 и/или с шагом менее 1,25 мм.
Примечание - Испытательные нагрузки и соответствующие напряжения гаек М8 и М10 с завышенной резьбой, а также разрушающие и испытательные нагрузки болтов М8 и М10 с заниженной резьбой установлены ниже значений, приведенных в ISO 898-2 и ISO 898-1 соответственно, и указаны в приложении А.
Данный стандарт, в первую очередь, касается метода горячего цинкования с центрифугированием стальных крепежных изделий с резьбой, но также может применяться для других стальных деталей с резьбой.
Положения, установленные в данном стандарте, могут применяться также для стальных деталей без резьбы, например, к шайбам.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 898-1 Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs with specified property classes - Coarse thread and fine pitch thread (Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки с установленными классами прочности. Резьба с крупным и мелким шагом)
ISO 898-2 Mechanical properties of fasteners made of carbon steel and alloy steel - Part 2: Nuts with specified property classes - Coarse thread and fine pitch thread (Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 2. Гайки установленного класса прочности. Крупная и мелкая резьба)
ISO 965-1 ISO general purpose metric screw threads - Tolerances - Part 1: Principles and basic data (Резьбы ISO метрические общего назначения. Часть 1. Принципы и основные данные)
ISO 965-2 ISO general purpose metric screw threads - Tolerances - Part 2: Limits of sizes for general purpose external and internal screw threads - Medium quality (Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности)
ISO 965-3 ISO general purpose metric screw threads - Tolerances - Part 3: Deviations for constructional screw threads (Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционных резьб)
ISO 965-4 ISO general purpose metric screw threads - Tolerances - Part 4: Limits of sizes for hot-dip galvanized external screw threads to mate with internal screw threads tapped with tolerance position H or G after galvanizing (Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для оцинкованных методом горячего цинкования наружных винтовых резьб для сборки с внутренними винтовыми резьбами, нарезанными метчиком для положения поля допуска Н или G после гальванизации)
ISO 965-5 ISO general purpose metric screw threads - Tolerances - Part 5: Limits of sizes for internal screw threads to mate with hot-dip galvanized external screw threads with maximum size of tolerance position h before galvanizing (Резьбы метрические ISO общего назначения. Допуски. Часть 5: Предельные размеры внутренних резьб, сопрягаемых с горячеоцинкованными наружными резьбами, соответствующими до нанесения покрытия полям допусков с основными отклонениями до h включительно)
ISO 1460 Metallic coatings - Hot dip galvanized coatings on ferrous materials - Gravimetric determination of the mass per unit area (Покрытия металлические. Покрытия, полученные горячим цинкованием на черных металлах. Определение массы на единицу площади. Гравиметрический метод)
ISO 1461 Hot dip galvanized coatings on fabricated iron and steel articles - Specifications and test methods (Покрытия, нанесенные методом горячего цинкования на изделия из чугуна и стали. Технические требования и методы испытания)
ISO 2064 Metallic and other inorganic coatings - Definitions and conventions concerning the measurement of thickness (Покрытия металлические и другие неорганические покрытия. Определения и понятия, относящиеся к измерению толщины)
ISO 2178 Non-magnetic coatings on magnetic substrates - Measurement of coating thickness - Magnetic method (Покрытия немагнитные на магнитных подложках. Измерение толщины покрытия. Магнитный метод)
ISO 8991 Designation system for fasteners (Система обозначения крепежных изделий)
3 Термины и определения
В данном стандарте применяются, наряду со следующими терминами и определениями, термины и определения по ISO 2064 (в частности, определение площади поверхности, мест измерений, местной толщины слоя, минимальной местной толщины слоя и средней толщины слоя).
3.1 часть партии изделий (bath): Количество идентичных деталей в одной корзине, которые одновременно очищаются, протравливаются, обрабатываются флюсом и покрываются методом горячего цинкования.
3.2 партия изделий (production run): Совокупность частей одной и той же производственной партии, которые обрабатываются последовательно, а именно: очищаются, протравливаются, обрабатываются флюсом и покрываются методом горячего цинкования без изменений температуры и состава компонентов при выполнении процесса.
3.3 средняя толщина покрытия в партии (batch average thickness): Расчетная средняя толщина покрытия при допущении равномерного распределения покрытия по поверхности всех деталей в партии.
3.4 отжиг покрытия (baking): Термическая обработка деталей в течение установленного времени при заданной температуре для уменьшения риска водородного охрупчивания.
3.5 отжиг для снятия напряжений (stress relief): Термическая обработка деталей в течение установленного времени при заданной температуре для снятия внутренних напряжений после холодной деформации.
3.6 горячее цинкование крепежных деталей (hot dip galvanizing of fasteners): Процесс, при котором стальные крепежные изделия покрывают цинком при погружении в ванну с расплавленным цинком, в результате чего на поверхности деталей образуется покрытие из сплава цинк-железо или покрытие из сплава цинк-железо и цинка.
Примечание - Этот процесс включает также удаление избытка цинка путем обработки деталей в центрифуге или равноценным методом.
4 Требования к материалам
4.1 Основной материал деталей
4.1.1 Химический состав
Для горячего цинкования пригодны материалы по ISO 898-1 и ISO 898-2, кроме материалов, в которых общее содержание фосфора и кремния находится между 0,03% и 0,13%; в этом случае рекомендовано высокотемпературное цинкование (от 530°С до 560°С).
4.1.2 Состояние поверхности
Перед погружением в расплавленный цинк поверхность крепежных изделий должна быть чистой и не иметь загрязнений, которые затрудняли бы цинкование.
4.2 Цинк
Цинк, применяемый для этого процесса, должен соответствовать ISO 1461.
5 Процесс горячего цинкования и меры предосторожности
5.1 Отжиг для снятия напряжений
Для крепежных изделий, подвергнутых сильному деформационному упрочнению, может потребоваться отжиг для снятия напряжений, проводимый перед очисткой в кислотной ванне и горячим цинкованием.
5.2 Очистка и травление
Изделия необходимо очистить. В ходе этого процесса может происходить насыщение стали водородом. Водород не может полностью удаляться посредством эффузии в ванне цинкования и вследствие этого может привести к хрупкому разрушению. Если нет иных договоренностей, детали после термической обработки до твердости 320 HV или деформационного упрочнения, необходимо очищать с помощью ингибированной кислоты, щелочи или механическим способом. Продолжительность погружения в ингибированную кислоту зависит от поверхности в состоянии поставки и должна быть минимально необходимой.
Примечание - Ингибированная кислота - это кислота, в которую добавлен соответствующий ингибитор для снижения коррозионного воздействия на сталь и снижения насыщения водородом.
5.3 Отжиг покрытия
В случае проведения отжига, его выполняют перед активированием поверхности.
5.4 Обработка флюсом
Детали должны быть обработаны флюсом и, при необходимости, просушены.
5.5 Горячее цинкование
Цинкование при стандартной температуре проводится при температуре ванны от 455°С до 480°С. Цинкование при высокой температуре применяется для создания более гладкого и тонкого покрытия и проводится при температуре от 530°С до 560°С. При высокотемпературном цинковании поверхность покрытия матовая.
Для болтов класса прочности 10.9 с размерами резьбы М27 и выше для избежания микротрещин высокотемпературное цинкование не проводится.
Цинкование нельзя проводить при температуре ванны от 480°С до 530°С.
5.6 Обработка в центрифуге и охлаждение
Изделия необходимо обработать в центрифуге сразу после извлечения из ванны цинкования и, в зависимости от их размеров, охладить в воде или на воздухе.
5.7 Особые требования к гайкам
Резьбы гаек и другие внутренние резьбы должны нарезаться на изделиях с нанесенным цинковым покрытием. Повторное нарезание резьбы метчиком не допускается.
5.8 Последующая обработка
Дополнительная обработка горячеоцинкованных изделий в большинстве случаев не требуется. По требованию заказчика может применяться последующая обработка, как например, хроматирование или фосфатирование для уменьшения возможности образования "белой" ржавчины или для облегчения последующего нанесения краски.
6 Требования к допускам на резьбу и дополнительной маркировке
6.1 Общие положения
Предельные размеры метрических резьб ISO болтов от М10 до М64 до и после нанесения покрытия приведены в ISO 965-1-ISO 965-5. Все другие размеры и допуски крепежных деталей являются действительными до горячего цинкования. Предельные размеры для внутренней и наружной резьбы М8 с допусками 6АХ и 6AZ для внутренней резьбы и 6AZ для наружной резьбы установлены в приложении В.
Примечание - Допуск на резьбу горячеоцинкованной детали нельзя проверять удалением покрытия и последующей проверкой резьбы калибрами, так как во время горячего цинкования сталь с поверхности детали растворяется.
6.2 Требования и меры предосторожности при сопряжении горячеоцинкованных резьбовых крепежных изделий
6.2.1 Общие положения
Раздел является действительным для деталей с допусками на резьбы по ISO 965-1 - ISO 965-5 и с маркировкой по ISO 898-1 и ISO 898-2. Маркировка, установленная в 6.2.2 и 6.2.3, должна осуществляться в дополнение к маркировке по ISO 898-1 и ISO 898-2.
При нанесении покрытия методом горячего цинкования образуется цинковое покрытие большой толщины (всегда свыше 40 мкм). Чтобы учесть такую толщину слоя покрытия, резьбы должны изготавливаться со специальными предельными размерами.
Существует два различных способа достижения требуемых основных отклонений (зазор в резьбе) на крепежных изделиях для слоя цинка, нанесенного методом горячего цинкования.
При первом способе (см. 6.2.2) применяются гайки с завышенной резьбой, имеющие поле допуска 6AZ или 6АХ после нанесения покрытия, для сопряжения с болтами и винтами с резьбой, имеющей основное отклонение g или h до нанесения покрытия.
При втором способе (см. 6.2.3) применяются болты с заниженной резьбой, имеющие поле допуска 6az до нанесения покрытия для сопряжения с гайками с резьбой, имеющей основное отклонение Н или G после нанесения покрытия.
Гайки с завышенной резьбой (маркированные буквами Z или X) не должны сопрягаться с болтами, имеющими заниженную резьбу (маркированными буквой U), потому что такие сопряжения ведут с большой вероятностью к срыву резьбы.
Сопряжение горячеоцинкованных гаек с резьбой, имеющей основное отклонение Н или G после нанесения покрытия с горячеоцинкованными болтами с резьбой, имеющей основное отклонение g или h до нанесения покрытия приводит к заеданиию и несвинчиваемости резьбы.
6.2.2 Гайки с завышенной резьбой поля допуска 6AZ или 6АХ после нанесения покрытия.
Резьба гаек и внутренняя резьба должна нарезаться после горячего цинкования с завышением, соответствующим полю допуска 6AZ или 6АХ по ISO 965-5 в том случае, если сопрягаемые болты или наружные резьбы были изготовлены с основным отклонением g или h по ISO 965-1 -ISO 965-3 до горячего цинкования.
Гайки с завышенной резьбой должны маркироваться непосредственно после маркировки класса прочности буквой Z для поля допуска 6AZ или буквой X для поля допуска 6АХ (рисунок 1).
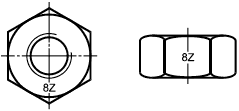
Рисунок 1 - Пример маркировки горячеоцинкованных гаек с завышенной резьбой поля допуска 6AZ после нанесения покрытия
Для исключения перекрытия резьб с цинковым покрытием толщина покрытия сопрягаемых болтов или наружных резьб не должна превышать одной четвертой части минимального зазора резьбового соединения. Эти значения приведены в таблице 1 как справочные.
Таблица 1 - Основные отклонения и верхние ограничения толщины покрытия для сопряжений с гайками, имеющими завышенную резьбу
Шаг резьбы, мм | Номина- | Основное отклонение, мкм | Минимальный зазор и максимальная толщина покрытия для резьбовых сопряжений (для справок), мкм | ||||||||||
внутренняя резьба | наружная резьба | AZ/h | AZ/g | АХ/h | АХ/g | ||||||||
AZ | АХ | h | g | миним. зазор | макс., толщи- | миним. зазор | макс., толщи- | миним. зазор | макс., толщи- | миним. зазор | макс., толщи- | ||
1,25 | 8 | +325 | +255 | 0 | -28 | 325 | 81 | 353 | 88 | 255 | 64 | 283 | 71 |
1,5 | 10 | +330 | +310 | 0 | -32 | 330 | 83 | 362 | 91 | 310 | 78 | 342 | 86 |
1,75 | 12 | +335 | +365 | 0 | -34 | 335 | 84 | 369 | 92 | 365 | 91 | 399 | 100 |
2 | 16 (14) | +340 | +420 | 0 | -38 | 340 | 85 | 378 | 95 | 420 | 105 | 458 | 115 |
2,5 | 20 (18, 22) | +350 | +530 | 0 | -42 | 350 | 88 | 392 | 98 | 530 | 133 | 572 | 143 |
3 | 24 (27) | +360 | +640 | 0 | -48 | 360 | 90 | 408 | 102 | 640 | 160 | 688 | 172 |
3,5 | 30 (33) | +370 | +750 | 0 | -53 | 370 | 93 | 423 | 106 | 750 | 188 | 803 | 201 |
4 | 36 (39) | +380 | +860 | 0 | -60 | 380 | 95 | 440 | 100 | 860 | 215 | 920 | 230 |
4,5 | 42 (45) | +390 | +970 | 0 | -63 | 390 | 98 | 453 | 113 | 970 | 243 | 1033 | 258 |
5 | 48 (52) | +400 | +1080 | 0 | -71 | 400 | 100 | 471 | 118 | 1080 | 270 | 1151 | 288 |
5,5 | 56 (60) | +410 | +1190 | 0 | -75 | 410 | 103 | 485 | 121 | 1190 | 298 | 1265 | 316 |
6 | 64 | +420 | +1300 | 0 | -80 | 420 | 105 | 500 | 125 | 1300 | 325 | 1380 | 345 |
| |||||||||||||
6.2.3 Болты с заниженной резьбой, имеющей поле допуска 6az до нанесения покрытия
На болтах и наружных резьбах нужно выполнять заниженную резьбу поля допуска 6az по ISO 965-4 до горячего цинкования, когда сопрягаемые гайки или внутренние резьбы имеют основное отклонение G или Н по ISO 965-1 - ISO 965-3 после горячего цинкования.
Болты с заниженной резьбой должны маркироваться буквой U непосредственно после знака класса прочности (см. пример на рисунке 2).
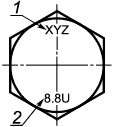
1 - маркировка товарного знака изготовителя; 2 - класс прочности и дополнительная маркировка
Рисунок 2 - Пример маркировки горячеоцинкованных болтов с заниженной резьбой поля допуска 6az до нанесения покрытия
Для уменьшения опасности перекрытия при сопряжении резьб с цинковым покрытием толщина слоя не должна превышать одной четвертой части минимального зазора резьбового соединения. Эти значения приведены в таблице 2 как справочные.
Таблица 2 - Основные отклонения и максимальная толщина покрытия для сопряжений болтов с заниженной резьбой
Шаг резьбы, мм | Номина- | Основное отклонение | Минимальный зазор и максимальная толщина покрытия для резьбовых сопряжений (для справок) | |||||
наружная резьба | внутренняя резьба | az/H | az/G | |||||
az, мкм | Н, мкм | G, мкм | миним. зазор в резьбе, мкм | макс., толщина покрытия, мкм | миним. зазор в резьбе, мкм | макс., толщина покрытия, мкм | ||
1,25 | 8 | -325 | 0 | +28 | 325 | 81 | 353 | 88 |
1,5 | 10 | -330 | 0 | +32 | 330 | 83 | 362 | 91 |
1,75 | 12 | -335 | 0 | +34 | 335 | 84 | 369 | 92 |
2 | 16 (14) | -340 | 0 | +38 | 340 | 85 | 378 | 95 |
2,5 | 20 (18, 22) | -350 | 0 | +42 | 350 | 88 | 392 | 98 |
3 | 24 (27) | -360 | 0 | +48 | 360 | 90 | 408 | 102 |
3,5 | 30 (33) | -370 | 0 | +53 | 370 | 93 | 423 | 106 |
4 | 38 (39) | -380 | 0 | +60 | 380 | 95 | 440 | 110 |
4,5 | 42 (45) | -390 | 0 | +63 | 390 | 98 | 453 | 113 |
5 | 48 (52) | -400 | 0 | +71 | 400 | 100 | 471 | 118 |
5,5 | 56 (60) | -410 | 0 | +75 | 410 | 103 | 485 | 121 |
6 | 64 | -420 | 0 | +80 | 420 | 105 | 500 | 125 |
| ||||||||
6.3 Особые требования к маркировке при поставке крепежных изделий в закрытых контейнерах
Если горячеоцинкованные болты и сопрягаемые с ними гайки совместно упакованы изготовителем для отправки потребителю в закрытом контейнере, то дополнительная маркировка болтов или гаек, описанная в 6.2.2 и 6.2.3 не обязательна. Дополнительная маркировка по 6.2.2 и 6.2.3 должна указываться на этикетке на каждом закрытом контейнере.
Описанная в 6.2.2 и 6.2.3 дополнительная маркировка изделий или наличие этикетки на контейнере не требуются, если крепежные изделия имеют специальную маркировку, соответствующую стандарту на изделие с установленным допуском на резьбу для горячеоцинкованных болтов или гаек, так что изготовитель не вправе самостоятельно выбирать допуск на резьбу.
7 Механические свойства гаек с завышенной резьбой и болтов с заниженной резьбой
Для болтов, винтов и гаек с резьбой >М12 после горячего цинкования являются действительными требования ISO 898-1 и ISO 898-2. Для размеров резьбы М8 и М10 пробные нагрузки и напряжения от пробных нагрузок для гаек, а также разрушающие нагрузки и пробные нагрузки для болтов установлены в приложении А.
8 Требования к покрытию
8.1 Внешний вид цинкового покрытия
Горячеоцинкованные изделия не должны иметь участков без покрытия, вспучиваний, отложений флюса, черных пятен, шлаковых включений и других дефектов, которые ухудшают предусмотренное использование этих изделий. Матовая поверхность не может быть основанием для возврата изделий.
8.2 Указания для горячеоцинкованных шайб
Шайбы с покрытием, нанесенным методом горячего цинкования, часто прилипают друг к другу, и поэтому при оформлении заказа должны быть согласованы соответствующие критерии приемки.
8.3 Толщина слоя цинкового покрытия
Местная толщина слоя должна составлять не менее 40 мкм, а средняя толщина слоя в партии должна составлять не менее 50 мкм. Измерение местной толщины слоя должно выполняться на участках поверхности, показанных на рисунке 3.
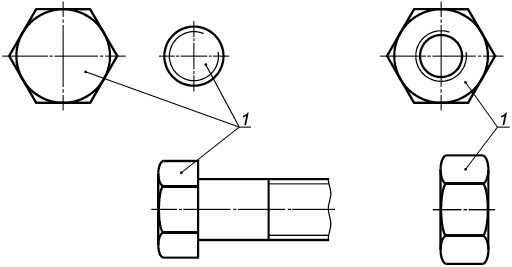
1 - участки поверхности для измерения
Рисунок 3 - Участки поверхности для измерения местной толщины слоя на крепежных изделий
Измерение местной толщины покрытия проводят на каждой производственной партии с применением магнитного метода по ISO 2178. Для расчета местной толщины слоя необходимо усреднить не менее пяти измеренных значений. В том случае, если геометрические размеры крепежного изделия не позволят выполнить пять измерений, необходимо провести измерения на пяти образцах и определить среднее значение исходя из полученных значений. В случае разногласий применяют гравиметрический метод по ISO 1460. Для расчета средней толщины в партии площадь поверхности изделия можно определять по приложению D.
8.4 Прочность сцепления цинкового покрытия
Цинковое покрытие должно прочно сцепляться с поверхностью основного металла. Метод испытания прочности сцепления установлен в приложении Е.
9 Смазка
Для улучшения характеристик затяжки болтового соединения гайки или болты должны смазываться.
10 Данные для заказа
При выдаче заказа на горячее цинкование крепежных изделий по данному стандарту изготовителю покрытия должны быть представлены следующие данные:
a) ссылка на данный стандарт и обозначение покрытия (см. раздел 11);
b) материал детали, номер производственной партии и состояние детали, например, термическая обработка, твердость или другие свойства, на которые может оказать влияние процесс нанесения покрытия;
c) конкретная толщина покрытия, при необходимости;
d) дополнительные испытания, при необходимости;
e) дополнительная обработка, например, смазка, хроматирование и т.д., при необходимости.
11 Обозначение
Крепежные изделия обозначают в соответствии со стандартами на изделия. Обозначение покрытия поверхности необходимо добавлять согласно ISO 8991 к обозначению изделия, используя символ tZn для процесса горячего цинкования.
Пример 1 касается сопряжения болт-гайка в соответствии с 6.2.2 с использованием гаек с завышенной резьбой.
Пример 2 касается сопряжения болт-гайка в соответствии с 6.2.3 с использованием болтов с заниженной резьбой.
Примеры
1 Шестигранная гайка по ГОСТ ISO 4032, размер М12, класс прочности 8, с покрытием, нанесенным методом горячего цинкования и с завышенной резьбой поля допуска 6AZ, обозначается следующим образом:
Гайка шестигранная ГОСТ ISO 4032 - М12 - 8Z - Zn
Примечание - Для поля допуска резьбы 6АХ необходимо заменять 8Z на 8Х.
Сопряженный болт с шестигранной головкой по ГОСТ ISO 4014, размер М12х80, класс прочности 8.8, поле допуска резьбы 6g, с покрытием, нанесенным методом горячего цинкования, обозначается следующим образом:
Болт с шестигранной головкой ГОСТ ISO 4014 - М12х80 - 8.8 - tZn
2 Болт с шестигранной головкой по ГОСТ ISO 4014, размер М12х80, класс прочности 8.8, поле допуска резьбы 6az с покрытием, нанесенным методом горячего цинкования, обозначается следующим образом:
Болт с шестигранной головкой ГОСТ ISO 4014 - М12х80 - 8.8U - tZn
Сопряженная шестигранная гайка по ГОСТ ISO 4032, размер М12, класс прочности 8, с покрытием, нанесенным методом горячего цинкования и полем допуска резьбы 6Н, обозначается следующим образом:
Гайка шестигранная ГОСТ ISO 4032 - М12 - 8 - tZn
Приложение А
(обязательное)
Особые требования к болтам и гайкам с резьбой размерами М8 и М10
А.1 Общие положения
В данном приложении установлены, с учетом относительно больших основных отклонений по 6.2.2 и 6.2.3 для резьбы М8 и М10, разрушающие и пробные нагрузки, которые ниже значений, приведенных в ISO 898-1 и ISO 898-2.
Для гаек с завышенной резьбой уменьшенная рабочая высота профиля резьбы М8 и М10 значительно снижает значения пробной нагрузки по сравнению с приведенными в ISO 898-2.
Для болтов с заниженной резьбой площадь расчетного сечения для М8 и М10 значительно меньше, чем площадь расчетного сечения по ISO 898-1.
А.2 Минимальные пробные нагрузки для шестигранных гаек с завышенной резьбой поля допуска 6AZ или 6АХ после нанесения покрытия
Гайки по 6.2.2 могут изготавливаться с завышенной резьбой поля допуска 6AZ или 6АХ по ISO 965-5 и приложению В. Для резьб М8 и М10 поле допуска 6AZ имеет самое большое основное отклонение. Поэтому для резьб М8 и М10 применяются основные отклонения поля допуска 6AZ, принятые для определения пробных нагрузок, заданных по таблице А.1. Напряжения от пробной нагрузки указаны в таблице А.2. Все другие требования к механическим свойствам являются действительными по ISO 898-2. Методы испытаний применяют по ISO 898-2.
Таблица А.1 - Пробные нагрузки для гаек с резьбами полей допусков 6AZ и 6АХ
Резьба ( | Шаг резьбы | Номинальная площадь расчетного сечения резьбы стандартной испытательной оправки | Класс прочности | ||||
5 | 6 | 8 | 9 | 10 | |||
Маркировка | |||||||
5Z/5X | 6Z/6X | 8Z/8X | 9Z/9X | 10Z/10X | |||
Пробная нагрузка, Н | |||||||
М8 | 1,25 | 36,6 | 17300 | 20000 | 25500 | 27600 | 30600 |
М10 | 1,5 | 58,0 | 28600 | 33000 | 42200 | 45600 | 50400 |
Таблица А.2 - Напряжения от пробной нагрузки для гаек с резьбой полей допусков 6AZ и 6АХ
Резьба ( | Класс прочности | ||||
5 | 6 | 8 | 9 | 10 | |
Маркировка | |||||
5Z/5X | 6Z/6X | 8Z/8X | 9Z/9X | 10Z/10X | |
Напряжение от пробной нагрузки, Н/мм | |||||
М8 | 473 | 546 | 698 | 754 | 835 |
М10 | 493 | 569 | 728 | 786 | 870 |
А.3 Минимальные разрушающие и пробные нагрузки болтов с уменьшенной резьбой поля допуска 6az до нанесения покрытия
Согласно 6.2.3 болты и наружные резьбы должны изготавливаться с уменьшенной резьбой поля допуска 6az по ISO 965-4 и приложения В. Для резьбы М8 и М10 поле допуска 6az дает в итоге большие основные отклонения, из-за чего уменьшается площадь расчетного сечения. Поэтому для резьбы М8 и М10 разрушающие и допустимые нагрузки меньше. Принципы расчетов изложены в приложении С. Уменьшенные значения нагрузок приведены в таблицах А.3 и А.4.
Все другие требования к механическим свойствам являются действительными по ISO 898-1. Методы испытаний по ISO 898-1.
Таблица А.3 - Минимальные разрушающие нагрузки для болтов с резьбой поля допуска 6az
Резьба ( | Площадь расчетного сечения резьбы | Класс прочности | |||
4.6 | 5.6 | 8.8 | 10.9 | ||
Маркировка | |||||
4.6U | 5.6U | 8.8U | 10.9U | ||
Минимальная разрушающая нагрузка ( | |||||
М8 | 33,2 | 13300 | 16600 | 26600 | 34500 |
М10 | 53,6 | 21400 | 26800 | 42900 | 55700 |
Таблица А.4 - Пробные нагрузки болтов с резьбой поля допуска 6az
Резьба ( | Площадь расчетного сечения резьбы | Класс прочности | |||
4.6 | 5.6 | 8.8 | 10.9 | ||
Маркировка | |||||
4.6U | 5.6U | 8.8U | 10.9U | ||
Допустимая нагрузка ( | |||||
М8 | 33,2 | 7470 | 9300 | 19300 | 27600 |
М10 | 53,6 | 12100 | 15000 | 31100 | 44500 |
Приложение В
(обязательное)
Предельные размеры горячеоцинкованной внутренней и наружной резьбы М8
В.1 Общие положения
Это приложение содержит данные по предельным отклонениям резьбы М8 для:
а) завышенной внутренней резьбы полей допусков 6AZ и 6АХ;
б) заниженной наружной резьбы поля допуска 6az.
В.2 Предельные размеры - внутренняя резьба М8
Предельные размеры резьбы М8 для полей допусков 6AZ и 6АХ установлены в таблице В.1.
Класс точности: средний.
Длина свинчивания: нормальная.
Поля допусков: 6AZ и 6АХ.
Таблица В.1 - Предельные размеры внутренней резьбы полей допусков 6AZ и 6АХ
Размеры в миллиметрах
Резьба | Длина свинчивания | Поле допуска | Наружный диаметр | Средний диаметр | Внутренний диаметр | |||
более | не более | не менее | не более | не менее | не более | не менее | ||
М8 | 4 | 12 | 6AZ | 8,325 | 7,673 | 7,513 | 7,237 | 6,972 |
6АХ | 8,255 | 7,603 | 7,443 | 7,167 | 6,902 | |||
| ||||||||
В.3 Предельные размеры - Наружная резьба М8
Предельные размеры наружной резьбы М8 поля допуска 6az установлены в таблице В.2.
Класс точности: средний.
Длина свинчивания: нормальная.
Поле допуска: 6az.
Фактический профиль впадины резьбы ни в одной точке не должен превышать базовый профиль.
Для горячеоцинкованной резьбы являются действительными допуски для деталей до нанесения покрытия.
После нанесения покрытия способом горячего цинкования фактический профиль резьбы не должен ни в одной точке превышать максимальные пределы материала для положения допуска h и предусмотрен только для сопряжения с внутренней резьбой с положениями допусков Н или G.
Таблица В.2 - Предельные размеры наружной резьбы поля допуска 6az
В миллиметрах
Резьба | Длина свинчивания | Наружный диаметр | Средний диаметр | Внутренний диаметр (для расчета напряжений) | Радиус впадины резьбы | |||
более | не более | не более | не менее | не более | не менее | не более | не менее | |
М8 | 4 | 12 | 7,675 | 7,463 | 6,863 | 6,745 | 6,142 | 0,156 |
Приложение С
(справочное)
Расчет разрушающих и пробных нагрузок болтов М8 и М10 с заниженной резьбой поля допуска 6az
Минимальные разрушающие нагрузки, приведенные в таблице А.3 и минимальные пробные нагрузки, приведенные в таблице А.4, рассчитывались исходя из минимального предела прочности на растяжение , и напряжений от пробной нагрузки
в соответствии с ISO 898-1. Эти значения умножаются на площадь расчетного сечения резьбы
, которая рассчитывается исходя из диаметров резьбы для М10 по ISO 965-4 и для М8 по приложению В по следующей формуле:
 ,
,
где - максимальный средний диаметр резьбы;
- максимальный внутренний диаметр резьбы.
Приложение D
(справочное)
Определение площади поверхности болтов и гаек
D.1 Общие положения
Это приложение служит руководством для определения площади поверхности болтов, винтов и гаек, которая требуется для определения средней толщины слоя в соответствии с 8.3.
Примечание - Указанные в таблицах D.1 и D.2 площади поверхности являются действительными только тогда, если они согласованы между участвующими сторонами.
D.2 Болты
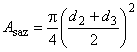
Чтобы рассчитать общую площадь поверхности болта, винта требуются следующие значения параметров (рисунок D.1):
- площадь поверхности резьбовой части болта на длине 1 мм;
- площадь поверхности гладкого стержня болта на длине 1 мм;
- площадь поверхности головки (включая поверхность торца).
Общую площадь поверхности вычисляют следующим образом:
![]() длину резьбы
длину резьбы![]() длину гладкого стержня
длину гладкого стержня
_______________
Площадь поверхности головки, включая площадь поверхности торца стержня, см. сноску
.
Площадь поверхности гладкого стержня на длине 1 мм.
Площадь поверхности резьбовой части на длине 1 мм.
Площадь поверхности торца стержня включена в площадь поверхности головки (
).
Рисунок D.1 - Площадь поверхности
Для нарезанной резьбы диаметр гладкого стержня приблизительно равен наружному диаметру резьбы (номинальному диаметру). Для накатанной резьбы диаметр гладкого стержня приблизительно равен или среднему диаметру резьбы (уменьшенный стержень), или наружному диаметру резьбы (нормальный стержень).
В таблице D.1 заданы площади поверхностей ,
и
для различных форм стержня и шестигранной головки.
Таблица D.1 - Площадь поверхности болтов
В миллиметрах
Размер резьбы (резьба с крупным шагом) | Площадь поверхности на длине 1 мм | Площадь поверхности головки, | ||
Резьбовая часть, | Гладкий стержень, | Шестигранная головка | ||
нормальный стержень | уменьшенный стержень (резьба с крупным шагом) | |||
М8 | 38,48 | 25,15 | 22,43 | 541,3 |
М10 | 48,31 | 31,42 | 28,17 | 905,8 |
М12 | 58,14 | 37,63 | 33,98 | 1151 |
М14 | 67,97 | 43,99 | 39,45 | 1523 |
М16 | 78,69 | 50,27 | 45,67 | 1830 |
М18 | 87,63 | 56,54 | 50,88 | 2385 |
Примечание - В настоящее время нет данных для болтов с размерами резьбы более М18 или с резьбой с мелким шагом и они должны рассчитываться соответствующим способом. | ||||
D.3 Гайки
В таблице D.2 заданы площади поверхности шестигранных гаек Тип 1.
Примечание - При определении площади поверхности горячеоцинкованных гаек площадь поверхности резьбы не учитывается, так как резьба нарезается после горячего цинкования.
Таблица D.2 - Площади поверхности шестигранных гаек Тип 1
В миллиметрах
Размер резьбы | Площадь поверхности, |
М8 | 536 |
М10 | 892 |
М12 | 1169 |
М14 | 1522 |
М16 | 1877 |
М18 | 2424 |
Примечание - В настоящее время нет данных для болтов и винтов с размерами резьбы более М18 и для гаек Тип 2 и они должны рассчитываться подходящим способом. | |
Приложение Е
(обязательное)
Прочность сцепления покрытия, нанесенного горячим цинкованием
Для определения прочности сцепления цинкового покрытия с поверхностью основного металла используют жесткий нож с острым концом. С существенным нажимом пытаются резать или скалывать часть покрытия.
Прочность сцепления недостаточна, если покрытие отслаивается в виде скорлупы или кожуры таким образом, что под острым концом ножа открывается основной металл.
Эта проверка по определению прочности сцепления не может проводиться на ребрах или в углах (места с наименьшей прочностью сцепления покрытия).
Отделение мелких частиц покрытия при зачистке или шабрении также не могут расцениваться как брак и поэтому не может быть причиной для возврата.
Приложение F
(справочное)
Прочность комплектов из болтов и гаек с покрытием, нанесенным горячим цинкованием
Комплекты из болтов и гаек, которые были изменены так, что либо на болтах изготовлена заниженная резьба по ISO 965-4, либо в гайках изготовлена завышенная резьба по ISO 965-5, могут не достигать ожидаемой прочности, когда болт, винт или гайка монтируются с соответствующим компонентом.
Уменьшение прочности комплекта является результатом уменьшения прочности на сдвиг измененной резьбы; см. публикацию Alexander о прочности болтовых соединений.
_______________
Е.М. Alexander, Analysis and design of threaded assemblies, SAE Transactions, Section 3 - Volume 86.
Следующие предложения показывают возможности достижения предельной допускаемой нагрузки болтового соединения с сочетанием допусков резьб 6g/6Н, если применяются измененные сочетания допусков резьб.
a) Болты с полем допуска резьбы 6az по ISO 965-4
Болты не должны изготавливаться на нижней границе предела прочности на растяжение по ISO 898-1.
Необходимо следить за тем, чтобы болты класса прочности 8.8 не превышали максимальную твердость для класса прочности 8.8 для того, чтобы избежать риск водородного охрупчивания.
b) Гайки с полем допуска резьбы 6AZ по ISO 965-5
Для полного достижения предельной допускаемой нагрузки соединения с гайками, имеющими поле допуска резьбы 6AZ, имеются 2 возможности:
1) сопряжение болтов с гайками, которые имеют более высокий класс прочности, т.е. болты класса прочности 8.8 с гайками класса прочности 10 и т.д.;
2) сопряжение болтов с гайками того же самого класса прочности, которые, тем не менее, имеют высоту, соответствующую Типу 2 вместо Типа 1.
c) Гайки с полем допуска резьбы 6АХ по ISO 965-5
Для диаметров выше М10 при применении гаек с полем допуска резьбы 6АХ для полного достижения предельной допускаемой нагрузки болтового соединения, класс прочности гаек должен быть еще выше, чем для случая поля допуска резьбы 6AZ. В некоторых странах, там где используют это поле допуска резьбы, национальные стандарты требуют использовать гайки на два класса прочности выше.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным межгосударственным стандартам
Таблица ДА.1 - Сведения о соответствии ссылочных международных стандартов ссылочным межгосударственным стандартам
Обозначение и наименование ссылочного международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 898-1 | IDT | ГОСТ ISO 898-1-2014 "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы" |
ISO 898-2 | IDT | ГОСТ ISO 898-2-2015 "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы" |
ISO 965-1 | MOD | ГОСТ 16093-2004 (ИСО 965-1:1998, ISO 965-3:1998)* "Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором" |
ISO 965-2 | - | * |
ISO 965-3 | MOD | ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) "Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором" |
ISO 965-4 | - | * |
ISO 965-5 | IDT | ГОСТ ISO 965-5-2015 ОНВ Резьбы метрические ИСО общего назначения. Допуски. Предельные размеры внутренних резьб, сопрягаемых с горячеоцинкованными наружными резьбами, соответствующими до нанесения покрытия полям допусков с основными отклонениями до h включительно |
ISO 1460 | - | * |
ISO 1461 | NEQ | ГОСТ 9.307-89 "Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля" |
ISO 2064 | MOD | ГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522/1-85, ИСО 4522/2-85, ИСО 4524/1-85, ИСО 4524/3-85, ИСО 4524/5-85, ИСО 8401-86) "Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля" |
ISO 2178 | MOD | ГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522/1-85, ИСО 4522/2-85, ИСО 4524/1-85, ИСО 4524/3-85, ИСО 4524/5-85, ИСО 8401-86) "Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля" |
ISO 8991 | NEQ | ГОСТ 1759.0-87 "Болты, винты, шпильки и гайки. Технические условия" |
* Соответствующий межгосударственный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
_______________
На территории Российской Федерации действует ГОСТ Р ИСО 8991-2011 (ISO 8991:1986, IDT ).
УДК 621.882.6:006.354 | МКС 21.060.01 | Г39 | ОКП 16 0000 |
Ключевые слова: горячее цинкование, допуски на резьбу, толщина покрытия, требования к болтам, винтам и гайкам, прочность гарнитуры оцинкованных болтов и гаек | |||
Электронный текст документа
и сверен по:
, 2016
{kind=link}