
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
БОЛТЫ И ГАЙКИ С ДИАМЕТРОМ РЕЗЬБЫ СВЫШЕ 48 мм
ГОСТ 10602—72, ГОСТ 10605-72-ГОСТ 10610-72, ГОСТ 18125-72, ГОСТ 18126-72
Издание официальное
Цена 19 коп.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР
Москва
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ
СОЮЗА ССР
БОЛТЫ И ГАЙКИ С ДИАМЕТРОМ РЕЗЬБЫ СВЫШЕ 48 мм
ГОСТ 10602-72, ГОСТ 10605-72—10610-72, ГОСТ 18125-72, ГОСТ 18126-72
Издание официальное
СОДЕРЖАНИЕ
ГОСТ 10602—72 Болты с шестигранной головкой с диаметром резьбы свыше 48 мм (нормальной точности). Конструкция и размеры.............
ГОСТ 18125—72 Болты с шестигранной уменьшенной головкой с диаметром резьбы свыше 48 мм (нормальной н повышенной точности). Конструкция и размеры......
ГОСТ 10605—72 Ганки шестигранные с диаметром резьбы свыше 48 мм (нормальной точности). Конструкция и размеры
ГОСТ 10606—72 Гайки шестигранные корончатые с диаметром резьбы свыше 48 мм (нормальной точности). Конструкция и размеры .............
ГОСТ 10607—72 Гайки шестигранные низкие с диаметром резьбы свыше 48 мм (нормальной точности). Конструкция и размеры
ГОСТ 10608—72 Гайки шестигранные с уменьшенным размером «под ключ» с диаметром резьбы свыше 48 мм (повышенной точности). Конструкция и размеры......
ГОСТ 10609—72 Гайки шестигранные корончатые с уменьшенным размером «под ключ» с диаметром резьбы свыше 48 мм (повышенном точности). Конструкция и размеры ....
ГОСТ 10610—72 Гайки шестигранные низкие с уменьшенным размером «под ключ» с диаметром резьбы свыше 48 мм (повышенной точности). Конструкция и размеры
ГОСТ 18126—72 Болты, шпильки и ганки с диаметром резьбы свыше 48 мм. Технические требования.......
3
12
22
26
31
35
39
43
47
© Издательство стандартов, 1976
УДК 621.88(083.74] Группа Г31
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БОЛТЫ, ШПИЛЬКИ И ГАЙКИ С ДИАМЕТРОМ РЕЗЬБЫ СВЫШЕ 48 мм
ГОСТ
18126—72
Технические требования
Bolts, studs and nuts with thread diameter over 48 mm.
Technical requirements
Постановлением Государственного комитета стандартов Совета Министров
СССР от 12 сентября 1972 г. Ms 1709 срок действия установлен
с 01.01. 74
до 01X1. 79
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на болты, шпильки и гайки с диаметром резьбы свыше 48 мм по ГОСТ 10602—72, ГОСТ 18125—72, ГОСТ 10605—72, ГОСТ 10606—72, ГОСТ 10607—72, ГОСТ 10608—72, ГОСТ 10609—72, ГОСТ 10610—72, ГОСТ 11767—66, ГОСТ 11768—66.
Стандарт соответствует рекомендациям СЭВ по стандартизации PC 309—65, PC 310—65 и PC 792—67.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Болты, шпильки и гайки должны изготовляться в соответствии с требованиями, установленными в стандартах на размеры.
1.2. Марки материалов и их условные обозначения должны соответствовать указанным в табл. 1. Примеры условного обозначения болтов, шпилек и гаек указаны в приложении.
1.3. Не допускается изготавливать болты и шпильки из кипящих сталей, если это оговорено в заказе потребителя.
1.4. При изготовлении изделий из стали групп 04, 11 и 21 должна быть оговорена марка стали.
1.5. Допускается для изготовления болтов, шпилек и гаек применять не указанные в табл. 1 марки материала, обеспечивающие механические свойства не ниже указанных.
Допускается применять марки материалов с механическими свойствами, отличными от указанных в табл. 1.
Издание официальное Перепечатка воспрещена
Переиздание. Июнь 1975 г.
Таблица I
Наименование мигепиала | & sfi § = а. сз > С | Марка материала | Номер стандарта | Временное сопротивление Q , в кге мм2 | Твердость по Брнне-лю НВ | gff я х 3 с, С <- X с х. п 5 «: •*» С «с « |
не менее | ||||||
Углеродистые стали | 0 | СтЗсп | ГОСТ 380-71 | 38 | 90 | 02 |
СтЗкп | 37 | |||||
20 | ГОСТ 1050 -74 | 42 | ПО | 04 | ||
25Л-П | ГОСТ 977—65 | 45 | 124 | |||
35 | ГОСТ 1050— 74 | 54 | 140 | 05 | ||
45 | 61 | 170 | 06 | |||
35 | 80 | 225 (в закаленном состоянии) | 07 | |||
Легирован ные стали | 1 | 35Х | ГОСТ 4543 - 71 | 95 | 197 | 11 |
40ХН | 100 | 217 | ||||
Коррозионностойкие стали | 2 | 12X18H9T 12Х18Н10Т | ГОСТ 5632 -72 | 52 | — | 21 |
14Х17Н2 | 70 | — | 23 | |||
Жаростойкие и жаропрочные стали | 25X1 МФ | ГОСТ 10500—63 | 90 | — | 25 |
Примечания:
1. Для изготовления изделий из материала групп 02, 04, 05 и 06 допускается применение автоматной стали.
2. Для изготовления гаек из материалов групп 02, 04, 05 и 06 допускается применять фосфористую сталь.
3. Применение бессемеровских сталей для изготовления болтов, шпилек и гаек не допускается.
1.6. ho заказу потребителя болты, шпильки и гайки должны изготовляться с покрытием. Изделия имеют следующие виды покрытий:
без покрытия;
цинковое с хроматированием;
кадмиевое с хроматированием;
окисное;
фосфатное с промасливанием.
Условное обозначение покрытий — по ГОСТ 1759—70.
1.7. По заказу потребителя могут применяться покрытия, не указанные в п. 1.6.
Выбор покрытия для определенного материала — по ГОСТ 14623—69.
1.8. Размеры сбегов резьбы, недорезов (недокатов) и фасок на конце резьбы болтов и шпилек — по ГОСТ 10549—63.
1.9. У болтов, шпилек и гаек не допускаются:
а) трещины;
б) риски, выводящие размеры изделий за предельные откло* нения;
в) фаски на опорной поверхности болтов под углом более 15°;
г) скругление ребер шестигранника, выводящее диаметр опи* санной окружности за предельное отклонение;
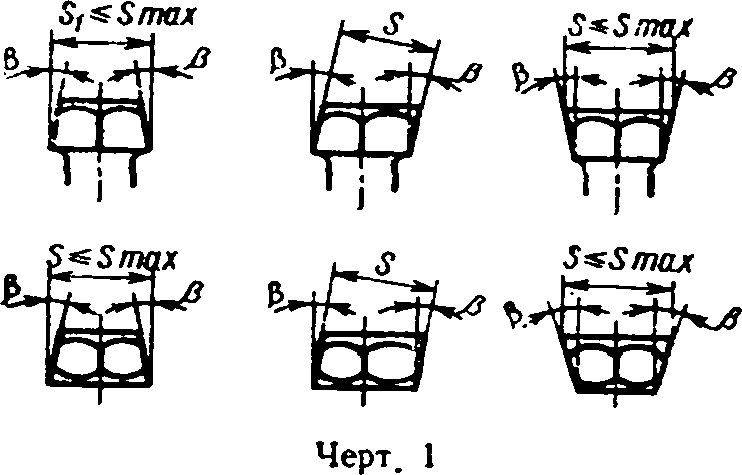
д) уклон граней (угол 0 на черт. 1) более:
1° — для изделии нормальной степени точности;
30' — для изделий повышенной степени точности.
Примечание. Уклон граней не должен выводить размер «под ключ» за предельные отклонения.
е) отклонение от перпендикулярности опорной поверхности го* ловки болтов относительно оси стержня более 15';
ж) отклонение от перпендикулярности опорной поверхности га* ек относительно оси резьбы более 30';
з) выпуклость опорных поверхностей;
и) вогнутость опорных поверхностей величиной более поло* вины допуска на высоту головки или высоту гайки;
к) для изделий нормальной степени точности — швы в местах разъема штампа, увеличивающие фактический диаметр стержня более чем на величину допусков 5-го класса точности;
л) для изделий повышенной степени точности — швы в местах разъема штампа;
м) следы от режущего инструмента, выводящие диаметр стержня или головки за предельные отклонения;
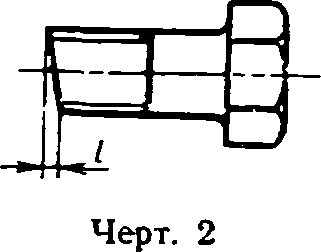
и) косой срез стержня (Z на черт. 2) более величины фаски с по ГОСТ 10549—63;
o) заусенцы и острые кромки в отверстиях под шплинт;
п) заусенцы и вмятины на резьбе, препятствующие навинчиванию проходного калибра;
p) рванины и выкрашивания ниток резьбы стержневых изделий, если они по глубине выходят за пределы среднего диаметра резьбы или их длина превышает:
для изделий нормальной степени точности — 5% общей длины резьбы по винтовой линии, а в одном витке его длины;
для изделий повышенной степени точности — 2% общей длины резьбы по винтовой линии, а в одном витке Ve его длины;
с) рванины и выкрашивания ниток резьбы гаек, если они по глубине выходят за пределы среднего диаметра резьбы или их длина превышает половину витка;
т) уменьшение высоты профиля резьбы стержневых изделий с уменьшением наружного диаметра резьбы более чем на двух концевых витках;
у) закругление вершин профиля накатанной резьбы, выводящее наружный диаметр резьбы за предельное отклонение.
ф) смещение оси резьбы относительно оси гладкой части стержня, превышающее поле допуска 5-го класса точности.
Базовый размер для вычисления допуска — наружный диаметр резьбы.
1.10. Допускаются:
а) поверхностные дефекты, предусмотренные техническими требованиями на проволоку и прутки, из которых изготавливаются изделия;
б) для изделий нормальной степени точности — следы от зажимов, следы от механизмов подачи, следы закатов, неотделяе-мая окалина и легко смываемая керосином ржавчина на изделиях, поставляемых без покрытия;
для изделий повышенной степени точности — следы от разъема штампов;
в) центровое отверстие на торцовой части головки и стержня;
г) уменьшение высоты профиля резьбы с увеличением внутреннего диаметра резьбы в последнем витке резьбы гайки;
д) фаска под углом 90° в отверстиях гаек, имеющих покрытие;
е) следы от зачистки швов;
ж) отсутствие концевой фаски на стержнях накатанных изделий;
з) уменьшение профиля резьбы у отверстия под шплинт.
2. ПРАВИЛА ПРИЕМКИ
2.1. Правила приемки изделий — по ГОСТ 17769—72.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Внешний вид изделий проверяется визуально без применения увеличительных приборов.
Примечания:
1. Шероховатость поверхностей должна проверяться путем сравнения с эталонными образцами.
2. Допускается проверка наличия трещин специальными методами, шероховатости поверхности — приборами.
3. Допускается в спорных случаях использовать лупу с трехкратным увеличением.
3.2. Размеры изделий должны проверяться предельными калибрами, шаблонами, универсальными измерительными инструментами, контрольными матрицами и др.
3.3. Резьба должна проверяться предельными калибрами. Для болтов и шпилек с отверстиями под шплинты допускается навинчивание непроходного резьбового калибра до полного прохождения отверстия.
3.4. Толщина слоя покрытия должна проверяться на головке болтов, на гранях или торцах гаек, на стержне шпилек. Выбор метода проверки толщины покрытий — по усмотрению изготовителя. Контроль качества покрытия — по ГОСТ 16875—71.
3.5. Перпендикулярность опорной поверхности головки болта к оси стержня должна измеряться угловым шаблоном или щупом по просвету между опорной поверхностью головки и торцовой поверхностью контрольной матрицы. Диаметр отверстия в матрице должен соответствовать указанному в табл. 2.
Перпендикулярность опорной поверхности гайки к оси резьбы должна проверяться щупом по просвету между торцовыми поверхностями гайки и контрольного кольца, навинченных до соприкосновения между собой на резьбовую оправку.
Допускается проверка перпендикулярности опорной поверхности изделий контролем торцового биения.
3.6. Прямолинейность стержня болтов и шпилек должна проверяться по свободному вхождению стержня в контрольную матрицу. Диаметр отверстия в матрице должен соответствовать указанному в табл. 2. Глубина отверстия в матрице должна быть не менее длины проверяемого изделия.
Таблица 2
мм
Номинальный диаметр резьбы | Диаметр отверстий матриц | |
нормальной точности | повышенной точности | |
(52) | 56 | 54 |
56 | 62 | 58 |
64 | 70 | 66 |
72 | 78 | 74 |
(76) | 82 | 78 |
80 | 86 | 82 |
90 | 96 | 93 |
100 | 107 | 104 |
110 | 117 | 114 |
125 | 132 | 129 |
140 | 147 | 144 |
160 | 168 | 165 |
Примечание Предельные отклонения диаметров отверстий — по ОСТ 1015.
3.7. Уклон граней головки должен проверяться угловым шаблоном.
3.8. Длина болта и шпильки, если срез стержня косой, должна проверяться по его длинной стороне.
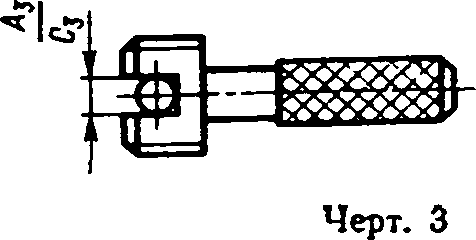
3.9. Расположение шлицев корончатых н прорезных гаек должно контролироваться калибром, резьба которого выполнена по размерам проходного резьбового калирба проверяемой гайки, а диаметр штифта равен диаметру шплинта (черт. 3).
Форма основания шлица не проверяется.
Допускаются другие методы контроля.
3.10. Диаметр описанной окружности шестигранных гаек и болтов с шестигранной головкой проверяют в средней части высоты гайки или головки болта на участке, равном половине их высоты.
3.11. Шероховатость резьбы должна проверяться на боковых поверхностях профиля.
3.12. Шероховатость торца стержней не контролируется.
3.13. Размеры, не ограниченные предельными отклонениями, не контролируются. Выполнение их должно гарантироваться технологическим процессом изготовления.
3.14. Твердость должна определяться по ГОСТ 9012—59 или ГОСТ 9013—59. При этом числа твердости должны находиться в пределах, указанных в табл. 1.
Твердость болтов должна проверяться на головке, у шпилек— на гладкой части, у гаек — на торцовой поверхности или гранях. Метод измерения твердости выбирает предприятие-изготовитель.
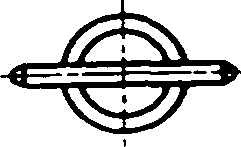
3.15. Измерение глубины обезуглероженного слоя производится на микрошлифе. При этом общая величина обезуглероживания не должна превышать 7з высоты номинального профиля резьбы на вершине и Чю высоты номинального профиля резьбы во впадине (черт. 4).
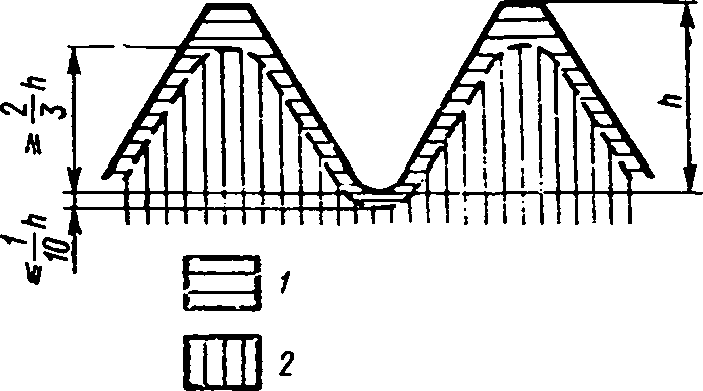
/—полностью или частично обезуглероженная зона; 2—необезуглерожекная зона
Черт. 4
3.16. Механические свойства заготовок болтов, шпилек и гаек должны соответствовать техническим требованиям на материал, из которого изготавливается изделие.
Контроль заготовок, изготовленных методом свободной ковки, производится по ГОСТ 8479—70.
Механические свойства изделий должны гарантироваться материалом и технологическим процессом изготовления.
4. МАРКИРОВКА И УПАКОВКА
4.1. Болты, шпильки и гайки должны иметь товарный знак предприятия-изготовителя и условное обозначение группы в соответствии с указанными в табл. 1.
На изделия повышенной точности должен быть нанесен знак <П>.
Размеры знаков маркировки устанавливает предприятие-изготовитель.
4.2. Знаки маркировки должны наноситься на головку болта на боковую или опорную поверхность гайки и на торец гаечного конца шпилек.
4.3. Маркировка изделий может быть выпуклой или углубленной.
При выпуклой маркировке допускается увеличение максимально допустимой высоты гайки или головки болта до 0,3 мм.
4.4. Знаки маркировки должны быть отчетливо видны невооруженным глазом независимо от качества обработки поверхно-ти изделия.
4.5. Допускается вместо маркировки каждого изделия (кроме знака «П») наносить маркировку на тару, в которой упакованы изделия.
4.6. Метки на изделиях с левой резьбой — по ГОСТ 2904—45.
4.7. Упаковка изделий и маркировка тары — по ГОСТ 18160—72.
Замена
ГОСТ 1050—74 введен взамен ГОСТ *1050—60 в части углеродистых сталей группы 1 и сталей марок 60Г, 65Г и 70Г группы 2.
ГОСТ 5632—72 введен взамен ГОСТ 5632—61.
ГОСТ 18160—72 введен взамен ГОСТ 1471—54 в части упаковки к маркировки.
ПРИЛОЖЕНИЕ к ГОСТ 18126—72 Рекомендуемое
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ БОЛТОВ, ШПИЛЕК И ГАЕК ДИАМЕТРОМ РЕЗЬБЫ СВЫШЕ 48 мм
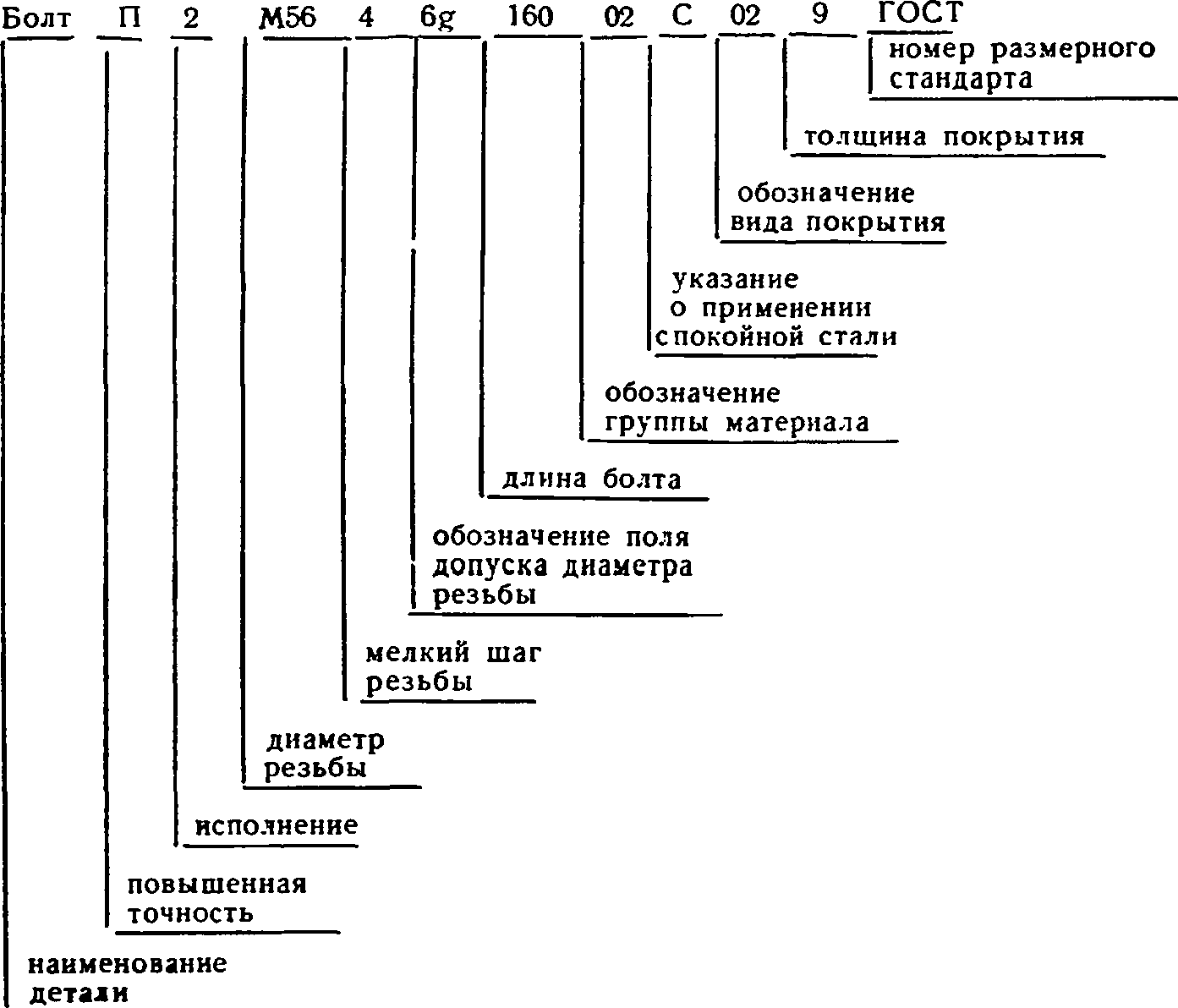
1. Болты, шпильки и гайки следует обозначать по следующей схеме:
Болт П2М56Х4.6 gX160.02.C.029 ГОСТ 18126—72
Примечание. При обозначении изделия, изготовленного из автоматной стали, «осле числа, обозначающего группу материала, указывается буква А.
Стр. 10
2. Изделия, изготовленные из материалов групп 21, 23, 25, а также изделия материал или покрытие которых не предусмотрены настоящим стандартом, следует обозначать по следующей схеме:
Болт П2М56Х4Б gxl6O.0X18H12T.M6 ГОСТ 18126—72
Болт П 2 М56 4 6g 160 0Х18Н12Т М 6 ГОСТ
номер размерного стандарта | |||
толщина покрытия | |||
обозначение вида | |||
марка ста- | покрытия1 |
ли
длина болта
обозначение поля допуска диаметра резьбы
мелкий шаг
резьбы
Диаметр резьбы
исполнение
повышенная точность
наименование детали
Ордена «Знак Почета» Издательство стандартов. Москва, Д-22, Новооресжежскя* пер., 3
Калужская типография стандартов, ул. Московская, 256. Зак. 2155
1
Обозначение — по ГОСТ 9791—68.
3. Исполнение /, крупный шаг резьбы, поле допуска 8g, вид покрытая 00 (без покрытия) в обозначении не указывают.
Редактор Р. Г. Говердовская
Технический редактор А. Л1. Шкодина Корректор М. А. Онопченко
Сдано в набор 29.09.75 Подо, в печ. 14.01.76 3,5 п. л. Тир. 20000 Цена 19 кож.
{kind=link}