ГОСТ EN 13411-3-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНЦЕВАЯ ЗАДЕЛКА СТАЛЬНЫХ КАНАТОВ. БЕЗОПАСНОСТЬ
Часть 3
Зажимы стопорные и запрессовка
Terminations for steel wire ropes. Safety. Part 3. Ferrules and ferrule-securing
МКС 21.060.70 53.020.30
Дата введения 2021-12-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Республиканским государственным предприятием "Казахстанский институт стандартизации и сертификации" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Комитетом технического регулирования и метрологии Министерства по инвестициям и развитию Республики Казахстан
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 июня 2015 г. N 47)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Институт стандартизации Молдовы |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
(Поправка. ИУС N 8-2023).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 августа 2021 г. N 742-ст межгосударственный стандарт ГОСТ EN 13411-3-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2021 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 13411-3:2004* "Концевая заделка стальных канатов. Безопасность. Часть 3. Зажимы стопорные и запрессовка" ("Terminations for steel wire ropes. Safety - Part 3: Ferrules and ferrule-securing", IDT), включая поправку А1:2008.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский стандарт подготовлен Техническим комитетом CEN/TC 168 "Цепи, канаты, подъемные ленты, стропы и оснастка - Безопасность", секретариат которого находится при BSI (Британский институт стандартов).
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 8, 2023 год
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт представляет собой стандарт типа С, как приведено в EN 1070.
Настоящий стандарт был подготовлен с целью предоставления средств соответствия основным требованиям Директивы машинного оборудования и связанными с ними правилами ЕАСТ.
Покупателям, размещающим заказ согласно настоящему стандарту, рекомендуется указывать в договоре купли-продажи, что поставщик использует систему независимой проверки контроля качества для своего утверждения, что требуемые продукты имеют необходимый уровень качества.
Типовые испытания системы соединений кольца безопасности с проушиной являются ответственностью разработчика системы коуша с кольцом безопасности.
В этой связи поставщик втулок для кольцевых зажимов несет ответственность за обеспечение того, чтобы материал, конструкция и качество втулок соответствовали спецификации разработчика системы проушины с кольцом безопасности.
В соответствии с настоящим стандартом разрешено использование проушин с кольцом безопасности, изготовленных производителем концевого соединения проушин с кольцом безопасности, в качестве канатных концевых соединений в производстве строп из стальных проволочных канатов. Они также используются в качестве концевых соединений для сборки стальных проволочных канатов, предназначенных для подъема, опускания и поддержки грузов.
Рассматриваемые концевые соединения стальных канатов и степени, в которых охватываются риски, опасные ситуации и происшествия, указаны в рамках настоящего документа.
Если положения настоящего стандарта типа С отличаются от тех, которые указаны в стандартах типа А или В, положения настоящего стандарта типа С имеют приоритет над положениями других стандартов для концевых соединений стальных канатов, которые были спроектированы и изготовлены согласно положениям настоящего стандарта типа С.
1 Область применения
Настоящий стандарт устанавливает требования, предъявляемые к кольцевым зажимам проушин и бесконечных петель, а также втулкам, используемым для изготовления кольцевых зажимов.
Настоящий стандарт распространяется на кольцевые зажимы концевых проушин в виде голландского огона (фламандской проушины) или петли с обратным концом, а также на втулки из нелегированной углеродистой стали и алюминия.
Настоящий стандарт применим к стропам и устройствам, использующим грузоподъемные стальные проволочные канаты диаметром до 60 мм включительно согласно EN 12385-4, грузоподъемные канаты согласно EN 12385-5 и канаты из прядей спиральной свивки согласно EN 12385-10.
В настоящем стандарте рассматриваются типовые испытания систем с кольцевыми зажимами и требования контроля качества изготовления.
Настоящий стандарт охватывает все важнейшие опасности, опасные ситуации и происшествия, касающиеся заделки стальных проволочных канатов, используемых по назначению и в условиях, предусмотренных изготовителем.
Настоящий стандарт распространяется на заделки стальных проволочных канатов с использованием втулок и колец безопасности, изготовленных после даты публикации.
Примечание - Одна конструкция концевого соединения с обратным концом и кольцевым зажимом с использованием овальной алюминиевой втулки, отвечающей требованиям настоящего стандарта, приведено в справочной информации приложения А.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
EN 515:1993, Aluminium and aluminium alloys - Wrought products - Temper designations (Алюминий и сплавы алюминия. Деформированные изделия. Обозначение отпуска)
EN 1050:1996, Safety of machinery - Principles of risk assessment (Безопасность машин. Принципы оценки риска)
EN 12385-1:2002+А1:2008, Steel wire ropes - Safety - Part 1: General requirements (Канаты проволочные стальные. Безопасность. Часть 1. Общие требования)
EN 12385-2:2002, Steel wire ropes - Safety - Part 2: Definitions, designation and classification (Канаты проволочные стальные. Безопасность. Часть 2. Определения, обозначения и классификация)
EN 12385-4:2002+А1:2008, Steel wire ropes - Safety - Part 4: Stranded ropes for general lifting applications (Канаты проволочные стальные. Безопасность. Часть 4. Многопрядные подъемные канаты общего назначения)
EN 12385-5:2002, Steel wire ropes - Safety - Part 5: Stranded ropes for lifts (Канаты проволочные стальные. Безопасность. Часть 5. Многопрядные канаты для лифтов)
EN 12385-10:2003+А1:2008, Steel wire ropes - Safety - Part 10: Spiral ropes for general structural applications (Канаты проволочные стальные. Безопасность. Часть 10. Канаты спиральной свивки общего применения)
EN ISO 12100-2:2003, Safety of machinery - Basic concepts, general principles for design - Part 2: Technical principles (ISO 12100-2:2003) (Безопасность машин. Основные понятия, общие принципы проектирования. Часть 2. Технические принципы (ISO 12100-2:2003))
3 Термины и определения
В настоящем стандарте применены термины по EN 12385-2:2002, а также следующие термины с соответствующими определениями:
3.1 концевое соединение с кольцевым зажимом; FSET (ferrule-secured eye termination): Петля на конце каната, закрепленная с помощью кольцевого зажима.
3.2 концевое соединение в виде голландского огона с кольцевым зажимом (flemish eye ferrule-secures termination): Петля на конце каната, закрепленная с помощью обжимной втулки, запрессованного на основной части каната и концах прядей огона.
3.3 концевое соединение с обратным концом и кольцевым зажимом (tum-back eye ferrule secured termination): Петля на конце каната, закрепленная с помощью концевого зажима, запрессованного на основной части каната и концевой части каната.
3.4 бесконечная петля с кольцевым зажимом (ferrule-secured endless loop): Петля, закрепленная с помощью втулок, запрессованных на концах каната, расположенных внахлестку.
3.5 компетентный специалист (competent person): Назначенное лицо, с соответствующим образованием и опытом, способное контролировать правильность выполнения необходимых операций.
3.6 разработчик системы с кольцевым зажимом (ferrule-secured system designer): Лицо или организация, которые разрабатывают конструкцию концевого соединения с кольцевым зажимом или бесконечную петлю с кольцевым зажимом и которые принимают на себя ответственность за проведение типовых испытаний.
3.7 изготовитель колец (ferrule manufacture): Лицо или организация, которые изготавливают концевое соединение с кольцевым зажимом или бесконечную петлю с кольцевым зажимом.
3.8 изготовитель концевого соединения с кольцевым зажимом (ferrule-secured termination manufacturer): Лицо или организация, которые изготавливают FSET и/или бесконечную петлю с кольцевым зажимом в соответствии с инструкциями разработчика системы концевой заделки с помощью кольцевого зажима.
4 Перечень факторов риска
Данный раздел содержит все основные опасности, опасные ситуации и происшествия в рамках настоящего стандарта, идентифицированные в процессе оценки риска как существенные для данного типа заделки стальных канатов, требующие принятия соответствующих мер для устранения риска или его минимизации.
Неожиданное падение груза в результате разрушения концевого соединения с кольцевым зажимом (FSET) представляет собой прямую или косвенную опасность для безопасности или здоровья персонала, находящегося в опасной зоне.
В таблице 1 указаны опасности, которые требуют принятия определенных мер для минимизации риска, идентифицированного как специфический и важный для кольцевых зажимов и бесконечных петель.
Таблица 1 - Опасности и связанные с ними требования
Опасности, указанные в приложении A | Соответствующий раздел в приложении А | Соответствующий раздел/подраздел настоящего стандарта | |
1 | Механическая опасность | 1.3 | 5 |
1е | Неадекватная механическая прочность | 1.3 | 5 |
27 | Механические опасности и опасные события | ||
27.4 | Недостаточная механическая прочность частей | 4.1.2.3 | 5 |
27.6 | Неправильный выбор канатов и принадлежностей и их неадекватная интеграция в машину | 4.1.2.5, 4.3.1 | 5, 7 |
27.8 | Аномальные условия сборки/испытания/эксплуатации/ технического обслуживания | 4.2.4 | 6 |
1.7 | Опасность пробоя | 1.3 | 5.3.4, 5.3.5 |
5 Требования к безопасности и/или меры предосторожности
5.1 Системы с кольцевым зажимом
5.1.1 Общие требования
Система кольцевого зажима должна отвечать требованиям безопасности и/или мерам защиты в рамках настоящего раздела. Кроме этого, кольцевой зажим должен быть разработан в соответствии с EN ISO 12100 относительно опасностей, которые не являются существенными и которые не рассматриваются в настоящем стандарте.
Разработчик концевого соединения с кольцевым зажимом должен предоставить инструкции по изготовлению концевых соединений с кольцевым зажимом и/или бесконечной петли с кольцевым зажимом. Инструкции должны охватывать вопросы, рассматриваемые в 5.1.3, и должны сопровождаться письменной декларацией о том, что система успешно прошла типовые испытания по 5.1.2.
Если используются овальные втулки с коническими концами для обжима петли с обратным концом или бесконечной петли, где конец каната находится во втулке, разработчик кольцевого зажима должен предоставить средства, помогающие определить положение конца каната до и после запрессовки. Это не должно включать верификацию посредством маркировки каната. Только параллельная часть втулки должна рассматриваться как несущая.
5.1.2 Типовые испытания
5.1.2.1 Отбор образцов
Там, где конструкция втулки следует математической прогрессии в рамках данного диапазона размеров, диаметр каната для испытаний должен выбираться так, чтобы представлять и нижние, и верхние квартили этого диапазона.
Если же конструкция втулки не следует математической прогрессии в рамках данного диапазона размеров, для испытаний должен выбираться каждый диаметр канатов в пределах диапазона, на который рассчитана данная система.
Для каждого выбранного диаметра каната (см. выше) класс каната должен быть самым высоким, на который рассчитана система, и испытанию должны подвергаться три концевых соединения с кольцевым зажимом (FSET) или три бесконечные петли с кольцевыми зажимами в зависимости от ситуации.
Примечание - Если выбирается FSET, количество испытаний рассматривается как два, если участок для испытаний оснащен кольцевыми зажимами с обеих сторон.
Кроме этого, отбор образцов зависит также от типа концевого соединения, т.е. это петля с обратным концом, голландский огон или бесконечная петля.
a) Концевое соединение с обратным концом с кольцевым зажимом
Испытания должны проводиться для каждого базового типа канатов, на который рассчитана система. В рамках каждого базового типа канатов испытания должны проводиться на канатах, имеющих самые низкие и самые высокие коэффициенты площади металлического поперечного сечения, на которое рассчитана система.
Примечание - В настоящем стандарте существуют четыре базовых типа канатов: канат с однослойной свивкой, некрутящийся канат, канат параллельной свивки и канат с прядями спиральной свивки (см. EN 12385-2).
b) Концевое соединение типа "голландский огон" с кольцевым зажимом
Испытания должны проводиться на канатах с однослойной свивкой, имеющих самые низкие и самые высокие коэффициенты площади металлического поперечного сечения, на которое рассчитана система.
c) Бесконечная петля с кольцевым зажимом
Испытания должны проводиться на канатах с однослойной свивкой, имеющих самые низкие и самые высокие коэффициенты площади металлического поперечного сечения, на которое рассчитана система.
5.1.2.2 Испытание на растяжение
При испытаниях по 6.2 концевое соединение с кольцевым зажимом (FSET) должно выдерживать воздействие усилия, составляющего по крайней мере 90% минимального разрывного усилия каната.
Примечание - Сила соединения в 90% эквивалентна коэффициенту полезного действия 0,9, который используется при расчете WLL для строп.
В испытаниях по 6.2 бесконечная петля с кольцевым зажимом должна выдерживать воздействие усилия, составляющего по крайней мере 90% двойного минимального разрывного усилия каната.
5.1.2.3 Испытание на усталость
В испытании по 6.3, рассчитанных на 75000 циклов, за которыми следует испытание на растяжение по 6.2, концевое соединение с кольцевым зажимом (FSET) и бесконечная петля должны выдерживать воздействие усилия, составляющего по крайней мере 80% минимального разрывного усилия каната.
Кроме этого, для концевых соединений типа голландского огона с кольцевым зажимом грузоподъемных канатов крана требуется дополнительное испытание на усталость жесткого коуша, периферийная длина которого эквивалентна четырем значениям шага свивки каната. В испытании по 6.4 концевое соединение с кольцевым зажимом должно выдерживать минимум 1·10 циклов без проявления полного разрушения прядей.
5.1.3 Инструкции, которые должен предоставить разработчик системы с кольцевым зажимом
Разработчик системы с кольцевым зажимом должен предоставить инструкции, включающие как минимум следующее:
a) подготовка конца каната;
b) подробные данные каната, для которого разрабатывается система;
c) соответствие материала и размера втулки типу и диаметру каната;
d) расположение конца каната;
e) технология опрессовки втулки, т.е. запрессовки кольцевого зажима;
f) центровка, состояние и обслуживание оснастки;
g) технология удаления заусенцев;
h) размерные требования к опрессованной втулке;
i) маркировка втулки;
j) предельные значения температуры для системы кольцевым зажимом.
5.2 Втулки
5.2.1 Материал
Для изготовления втулок используется нелегированная углеродистая сталь или алюминий, которые должны соответствовать техническим условиям при проведении типовых испытаний. При этом в качестве нелегированной углеродистой стали должна использоваться полностью раскисленная нестареющая нормализованная сталь.
Алюминий должен быть в состоянии F согласно EN 515.
5.2.2 Размеры
Размеры втулки должны соответствовать размерам, которые использовались разработчиком системы кольцевого зажима при проведении типовых испытаний.
5.2.3 Изготовление колец и контроль качества
Труба, из которой изготавливаются втулки, не должна иметь трещин и дефектов поверхности.
За исключением стальных втулок для петель типа голландского огона, втулки должны изготавливаться таким образом, чтобы на выходе получался бесшовный полый профиль. Прессование через оправку с мостиком не допускается. Контактная сварка стальных труб может применяться только для голландских огонов и должна выполняться до волочения и нормализации труб.
Для каждой партии стальных втулок, изготовленных из одной* и того же сплава стали с термообработкой, должна отбираться втулка-образец и сплющиваться при температуре окружающего воздуха (см. рисунок 1). Если втулка-образец не пройдет такое испытание, необходимо отобрать по случайному принципу еще 10 втулок или 3% от всей партии в зависимости от того, что из них больше, и подвергнуть их испытанию на расплющивание; в противном случае вся партия должна браковаться.
________________
* Текст документа соответствует оригиналу. - .
5.2.4 Сертификат
|
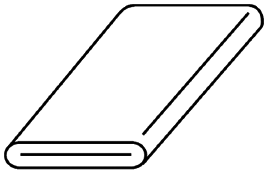
Рисунок 1 - Сплющенная втулка
Изготовитель должен представить сертификат, подтверждающий, что вся партия втулок соответствует техническим условиям разработчика.
5.2.5 Маркировка
На каждой втулке должна быть соответствующая маркировка, включающая размер и торговую марку/название изготовителя; исключение составляют втулки, предназначенные для использования с канатами диаметром менее 8 мм, для которых маркировка может указываться на упаковке.
5.3 Опрессовка втулок
5.3.1 Общие положения
Технология, используемая изготовителем концевых соединений с кольцевым зажимом или бесконечных петель, должна отвечать требованиям 5.3.2-5.3.5 и инструкциям, предоставленным разработчиком системы кольцевого зажима.
Опрессовка втулок должна проводиться компетентным лицом, прошедшим обучение опрессовке втулок.
5.3.2 Подгонка втулок к проволочному канату
Определить характеристики каната по документации, прилагаемой к нему (см. EN 12385-1) и убедиться, что канат принадлежит к системе с кольцевым зажимом согласно описанию разработчика данной системы. В некоторых случаях потребуется также определение номинального коэффициента площади металлического поперечного сечения каната (см. EN 12385, части 4, 5 и 10).
Используя инструкции разработчика системы кольцевого зажима, выбрать подходящий размер втулки с учетом номинального или измеренного диаметра каната в зависимости от того, что подходит в данной ситуации.
5.3.3 Подготовка проушин
5.3.3.1 Голландский огон (фламандская проушина)
Наружные пряди каната необходимо разделить на две равные группы. Сердечник должен быть включен в одну из данных групп. Распущенная длина каната зависит от размера подготавливаемой проушины. Уложить обе группы распущенных прядей в противоположном направлении (см. рисунок 2).
При этом отдельные пряди не должны выступать из каната в проушину.
Выбор положения концов прядей и сердечника должен производиться в соответствии с инструкциями разработчика системы кольцевого зажима (см. 5.1.3). При этом пряди не должны смещаться из своего положения во время установки втулки. Концы прядей должны быть равномерно распределены вокруг нетронутого каната в пределах втулки.
Перед опрессовкой втулка должна быть установлена в такое положение, чтобы расстояние между ним и основанием коуша примерно в два раза превышало номинальный диаметр каната после запрессовки. Если используется коуш с острым концом, данное расстояние должно примерно в 1,5 раза превышать номинальный диаметр каната после опрессовки.
Периферийная длина мягкой проушины для строп должна превышать шаг свивки каната по крайней мере в четыре раза.
Периферийная длина мягкой проушины для грузоподъемного каната крана должна превышать шаг свивки каната по крайней мере в шесть раз.
|
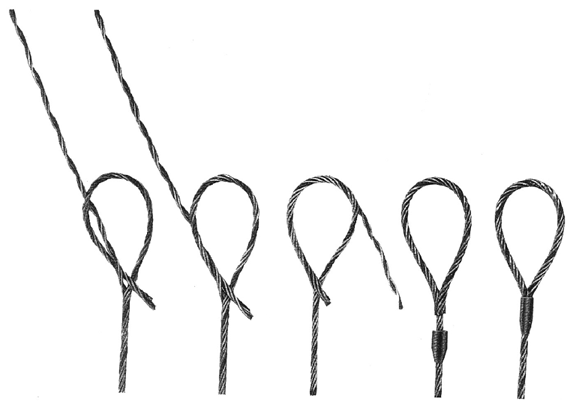
Рисунок 2 - Подготовка голландского огона (фламандской проушины)
5.3.3.2 Проушина с обратным концом
Если канат обрезается с помощью тепловой резки, длина отпущенной части каната не должна превышать один диаметр каната. Применение тепловой резки не допускается для каната, обжатого с помощью втулки с коническим концом.
Если во втулке необходимо запрессовать бандажный конец каната, бандаж должен состоять только из пряди или проволоки. В качестве бандажного материала должен использоваться алюминий или отпущенная сталь; при этом его прочность на растяжение не должна превышать 400 Н/мм. Диаметр бандажа не должен превышать 5% номинального диаметра каната. Любой бандаж в пределах втулки перед опрессовкой не должен быть длиннее половины номинального диаметра каната, а общая длина бандажа не должна выступать более чем на один диаметр каната от конца.
Для формирования проушины конец каната необходимо пропустить через втулку для образования петли нужного размера, а затем пропустить конец каната обратно через втулку.
Если канат обрезается с помощью тепловой резки, отпущенная часть каната не должна размещаться во втулке.
Длина (h) мягкой петли от втулки до несущей точки проушины должна составлять расстояние, превышающее в 15 раз номинальный диаметр каната.
Примечание - Ширина (h/2) проушины каната под нагрузкой должна равняться примерно половине ее длины (см. рисунок 3).
В остальных случаях конец каната не должен выступать не более чем на половину диаметра каната. Если канат был обрезан с помощью тепловой резки, втулка должна находиться в таком положении, чтобы конец каната после опрессовки выступал из втулки на длину не более одного диаметра каната, т.е. выступать должна только отпущенная часть.
Положение втулки перед опрессовкой должно быть таким, чтобы расстояние после опрессовки обеспечивало:
a) зазор между коушем и втулкой;
b) крепление коуша в петле (крепление, исключающее возможность вращения в петле или выпадение из нее).
Примечание - После запрессовки, как правило, зазор между основанием коуша и втулкой должен составлять примерно 1,5 номинального диаметра каната для коуша без наконечника и 1 номинальный диаметр коуша с наконечником, если иное не оговорено компетентным лицом. Технические условия одной конструкции концевого соединения с обратным концом и кольцевым зажимом приводятся в приложении А.
|
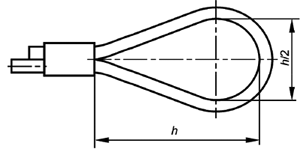
Рисунок 3 - Пример петли с обратным концом
5.3.4 Опрессовка втулки
Опрессовка втулки и удаление заусенец должны производиться в соответствии с инструкциями разработчика системы кольцевого зажима.
Рабочие и внутренние поверхности прессового инструмента должны быть чистыми и смазанными. Не допускается нарушение центровки прессового инструмента.
Необходимо проверить положение конца каната, которое должно выбираться согласно инструкциям разработчика системы кольцевого зажима с учетом требований, предъявляемых к цилиндрическим втулкам с конусными концами (см. 5.1).
Все заусенцы, появляющиеся во время обжатия втулки, должны быть удалены. При этом не допускается их запрессовка обратно во втулку.
Примечание - Любые трудности, возникающие при удалении заусенцев, указывают на избыточный износ инструмента; в этом случае необходимо произвести осмотр и оценку инструмента.
5.3.5 Контроль качества после опрессовки втулки
Во время каждой настройки прессового инструмента опрессованная втулка должна подвергаться размерной проверке для того, чтобы убедиться, что оно находится в пределах диаметра и длины, указанной разработчиком системы кольцевого зажима.
Каждая опрессованная втулка должна проверяться на отсутствие трещин и поверхностных дефектов.
В петлях с обратным концом расположение хвостовой части должно соответствовать инструкциям разработчика системы концевого соединения с кольцевым зажимом (FSET).
6 Верификация требований к безопасности и/или мер предосторожности
6.1 Квалификация персонала
Лицо, проводящее типовые испытания втулки, концевого соединения или бесконечной петли с кольцевым зажимом, должно быть компетентным.
6.2 Типовые испытания на растяжение (разработчик системы FSET)
Воздействующее усилие должно передаваться через круглые шпонки, диаметр которых для концевых соединений с кольцевым зажимом (FSET) должен выбираться так, чтобы внутренний угол конуса между 25° и 35° стягивался мягкой проушиной на втулке, а для бесконечной петли с кольцевым зажимом данный диаметр должен составлять не менее четырех номинальных диаметров каната.
Что касается бесконечных петель с кольцевыми зажимами, данные кольцевые зажимы должны размещаться на половине расстояния между шпонками.
После приложения усилия, равного 50% минимального разрывного усилия каната, дополнительное усилие должно быть приложено со скоростью не более 0,5% минимального разрывного усилия каната в секунду.
Минимальная длина свободного каната между соединениями должна в 30 раз превышать номинальный диаметр каната.
6.3 Типовые испытания на усталость (разработчик системы FSET)
Для испытаний должна использоваться машина для испытания на усталость при растяжении. Концевые соединения не должны вращаться, а во время испытаний должно прилагаться цикличное усилие, равное от 15% до 30% минимального разрывного усилия каната вдоль его оси в течение 74000 циклов.
Частота цикличных испытаний не должна превышать 5 Гц при температуре окружающей среды от 10°С до 40°С.
6.4 Типовые испытания на усталость концевой петли типа "голландской огон" с кольцевым зажимом подъемного каната крана (разработчик системы FSET)
При испытаниях должна использоваться машина для испытания на усталость при растяжении. Концевые соединения не должны вращаться, а во время испытаний должно прилагаться цикличное усилие, равное от 2,5% до 20% минимального разрывного усилия каната вдоль его оси.
Частота цикличных испытаний не должна превышать 5 Гц при температуре окружающей среды от 10°С до 40°С.
6.5 Размеры втулки перед опрессовкой (изготовитель втулки)
Требования 5.2.2 должны подтверждаться измерениями.
6.6 Изготовление втулки и контроль качества (изготовитель втулки)
Требования к материалу согласно 5.2.1 должны подтверждаться визуальной проверкой контрольных документов. Требования к штамповке труб и колец согласно 5.2.3 должны подтверждаться визуальным контролем.
6.7 Втулки (изготовитель бесконечной петли с кольцевым зажимом или FSET)
Соответствие требованиям, предъявляемым к втулке, должно проверяться посредством визуальной верификации контрольных документов, прилагаемых к втулке.
6.8 Подгонка втулки к проволочному канату (изготовитель бесконечной петли с кольцевым зажимом или FSET)
Требования 5.3.2 должны подтверждаться визуальной проверкой документации каната и инструкциями, предоставленными разработчиком системы кольцевого зажима и/или измерениями.
6.9 Подготовка проушины (изготовитель бесконечной петли с кольцевым зажимом или FSET)
Соответствие требованиям 5.3.3 должны быть подтверждены визуальным контролем.
6.10 Опрессовка втулки (изготовитель бесконечной петли с кольцевым зажимом или FSET)
Требования 5.3.4 должны быть подтверждены визуальным контролем.
6.11 Контроль качества после опрессовки втулки (изготовитель бесконечной петли с кольцевым зажимом или FSET)
Требования к настройке прессового инструмента должны подтверждаться измерениями.
Требования к рабочему диаметру должны подтверждаться с помощью измерений или проходных/непроходных калибров.
Требования к отсутствию трещин, дефектов и положению концевой части каната в петле с обратным концом должны подтверждаться визуальным контролем.
7 Информация по эксплуатации
7.1 Маркировка
Если концевое соединение с кольцевым зажимом составляет часть проволочного каната (кроме стропов):
a) втулка должна иметь четкую маркировку, включая название изготовителя концевого соединения с кольцевым зажимом, символ или маркировку;
b) изделие должно иметь четкую и долговечную маркировку, включая код прослеживаемости, идентифицирующий изделие согласно 7.2.
Примечание - Требования к маркировке строп указаны в 7.1 EN 13414-1.
7.2 Сертификат
Если концевое соединение с кольцевым зажимом составляет часть проволочного каната (кроме строп), в сертификате должны быть указаны следующие данные:
a) название и адрес изготовителя концевого соединения с кольцевым зажимом (FSET) или авторизованного представителя, включая дату выдачи сертификата и аутентификацию;
b) номер и соответствующая часть настоящего стандарта;
c) описание изделия;
d) код прослеживаемости согласно маркировке.
Примечание - Требования сертификата к стропам указаны в 7.2 EN 13414-1.
Приложение А
(справочное)
Спецификация для одной конструкции концевой петли с обратным концом и кольцевым зажимом
А.1 Общие положения
В данном приложении указаны требования к материалу, размерам и изготовлению концевого соединения с обратным концом и овальным алюминиевым кольцевым зажимом согласно данной части EN 13411 со стропами класса до 1 960 включительно.
Примечание - Другие концевые соединения с обратным концом и кольцевым зажимом могут соответствовать данному стандарту при условии выполнения всех указанных требований.
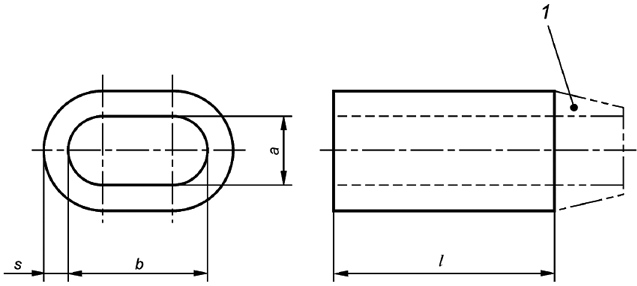
|
а) Концевые соединения с коушем
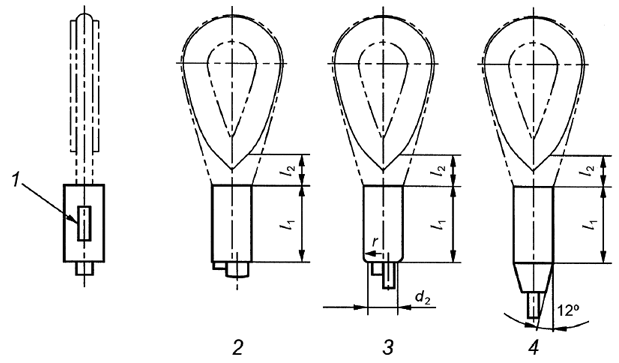
1 - место идентификационной маркировки; 2 - тип A: цилиндрический; 3 - тип B: закругленный цилиндрический; 4 - тип C: цилиндрическо-конический
|
b) Поперечное сечение втулки
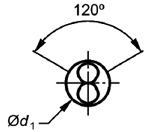
- внешний размер опрессовки; диаметр
применяется только при угле 120°
Рисунок А.1 - Типы запрессованных концевых соединений (размеры см. в таблице А.3)
А.2 Типы концевых соединений
Концевые соединения с коушами показаны на рисунке A.1 a). Размер распространяется в пределах области, показанной (120°) на рисунке A1 b). Скругление или конусность на конце запрессованной втулки не допускаются.
А.3 Канаты для данной конструкции втулки
А.3.1 Общие положения
Втулки, соответствующие требованиям данного приложения, могут использоваться для изготовления концевых соединений с кольцевым зажимом на канатах по А.3.2, А.3.3 и А.3.4.
А.3.2 Типы канатов
Однослойные канаты с параллельными прядями и устойчивые к распусканию по EN 12385-4, многопрядные канаты по EN 12385-5, многопрядные канаты спиральной свивки по EN 12385-10 и канаты кабельной свивки по EN 13414-3.
А.3.3 Коэффициент площади металлического поперечного сечения
Минимальный коэффициент площади металлического поперечного сечения должен составлять 0,283.
А.3.4 Класс каната
Максимальный класс каната должен равняться 1960.
А.3.5 Типы свивки каната
Обычная свивка или свивка Ланга.
А.4 Трубы
А.4.1 Общие положения
Трубные заготовки должны иметь овальное поперечное сечение и постоянную толщину стенок при соблюдении допусков А.4.3 и А.4.4.
А.4.2 Материал
Материал должен соответствовать EN AW-AIMg2 (В) (EN AW-5051A) по EN 573-3 и иметь следующие характеристики:
- твердость по Бринеллю от 38 до 45 по 2,5/31,25.
- прочность на растяжение: 145 Н/мм
.
- условный предел текучести 0,2%: ![]() 50 Н/мм
50 Н/мм;
- относительное удлинение: 20%.
А.4.3 Прямолинейность
Длина трубы (), превышающая 300 мм, не должна отклоняться (
) от прямой более чем на 4 мм/м (
). При любой другой длине (
) и длине (
) менее 300 мм отклонение не должно превышать (
) более чем на 2,5 мм (см. рисунок А.2).
Скручивание труб для канатов диаметром 14 мм и больше не должно превышать 2,5 мм/м.
Скручивание по всей длине трубы не должно превышать 5 мм (см. рисунок А.3).
Размеры в миллиметрах |
|
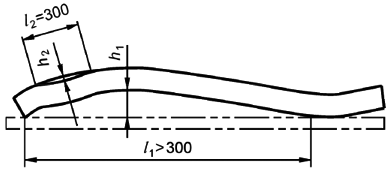
- длина втулки;
- зазор между основанием коуша и втулкой
Рисунок А.2 - Прямолинейность трубы
|
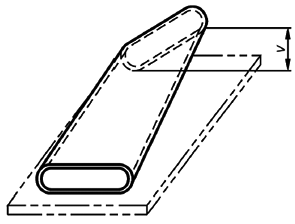
Рисунок А.3 - Скручивание трубы
А.4.4 Толщина стенки
Средняя действительная толщина определяется следующим образом:
![]() . (А.1)
. (А.1)
Отклонение толщины стенки, определяемой по следующей формуле, должно соответствовать таблице А.1
![]() . (А.2)
. (А.2)
А.5 Идентификация и размеры втулок до опрессовки
Идентификация втулок производится по номеру размера (см. таблицу А.1).
Втулки для цилиндрических концевых соединений (тип A) и закругленных цилиндрических концевых соединений (тип B) должны соответствовать, показанным на рисунке А.4, а). При этом размеры должны соответствовать размерам, указанным в таблице А.1.
Втулки для цилиндрическо-конических концевых соединений (тип C) должны соответствовать, показанным на рисунке А.4, b). Размеры должны соответствовать значениям, указанным в таблице А.1.
Точная форма втулок с коническим концом типа C выбирается изготовителем.
Примечание - Конический конец должен иметь конструкцию, которая не нарушала бы устойчивое, горизонтальное положение втулки в прессовом оборудовании перед запрессовкой и во время ее. На стенке втулки должно быть предусмотрено отверстие, определяющее положение заглушенной части каната в завершенном концевом соединении.
|
a) Втулка для концевых соединений типов A и B
|
b) Втулка для концевых соединений типа C с коническим концом
1 - конический конец по выбору изготовителей
Рисунок А.4 - Размеры втулок (см. таблицу А.1)
А.6 Подгонка проволочного каната к втулке
При выборе втулки необходимо учитывать следующее:
- диаметр каната;
- тип каната (и сердечника);
- номинальный коэффициент площади поперечного сечения каната.
Вариант 1
Для однослойных канатов с круглыми прядями и волоконным сердечником, а также для канатов кабельной свивки с коэффициентом площади металлического поперечного сечения C, составляющего не менее 0,283, из таблицы А.2 должна выбираться втулка с размером, эквивалентным номинальному диаметру каната.
Вариант 2
Для однослойных канатов с круглыми прядями и металлическим сердечником, а также для некрутящихся канатов, с коэффициентом площади металлического поперечного сечения до 0,487 из таблицы А.2 должна выбираться втулка с размером, следующим за номинальным диаметром каната.
Вариант 3
Для однослойных канатов с круглыми прядями и металлическим сердечником, а также для некрутящихся канатов, с круглыми и параллельными прядями с коэффициентом площади металлического поперечного сечения от 0,487 до 0,613 втулка должна выбираться из таблицы А.2.
Вариант 4
Для канатов спиральной свивки с коэффициентом площади металлического поперечного сечения C не более 0,613 должны выбираться втулки, на два размера превышающие номинальный диаметр каната (см. таблицу А.2). При этом для заделки должны использоваться две втулки, расположенные друг от друга на расстоянии, равном двум диаметрам каната. Данное расстояние должно сохраняться и после запрессовки.
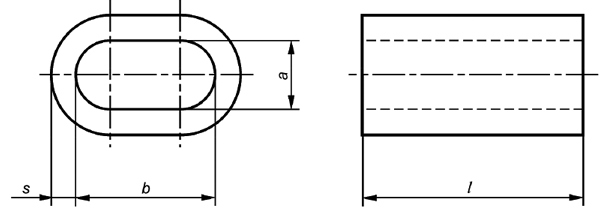
Таблица А.1 - Размеры втулки перед запрессовкой (см. рисунок А.4)
Втулка | Внутренний размер, мм | Толщина стенки, мм | ||||||||
Размер | Номи- | Откло- | Допусти- | Длина | Ном. масса 1000 шт. | |||||
а | До- | b | До- | S | u | До- | кг | |||
2,5 | 2,7 | +0,2 | 5,4 | +0,2 | 1,05 | ±0,04 | 0,09 | 9 | +0,2 | 0,499 |
3 | 3,3 | 0 | 6,6 | 0 | 1,25 | ±0,04 | 0,12 | 11 | -0,5 | 0,843 |
3,5 | 3,8 | 7,6 | 1,5 | ±0,05 | 0,13 | 13 | 1,32 | |||
4 | 4,4 | +0,2 | 8,8 | +0,2 | 1,7 | ±0,05 | 0,15 | 14 | +0,2 | 1,81 |
4,5 | 4,9 | 0 | 9,8 | 0 | 1,9 | ±0,06 | 0,17 | 16 | -0,5 | 2,61 |
5 | 5,5 | 11,0 | 2,1 | ±0,06 | 0,19 | 18 | 3,57 | |||
6 | 6,6 | ±0,15 | 13,2 | ±0,15 | 2,5 | ±0,08 | 0,22 | 21 | +0,2 | 5,86 |
6,5 | 7,2 | 14,4 | 2,7 | ±0,08 | 0,24 | 23 | -0,5 | 7,55 | ||
7 | 7,8 | 15,6 | 2,9 | ±0,09 | 0,26 | 25 | 9,53 | |||
8 | 8,8 | ±0,2 | 17,6 | ±0,2 | 3,3 | ±0,10 | 0,29 | 28 | +0,5 | 13,7 |
9 | 9,9 | 19,8 | 3,7 | ±0,11 | 0,33 | 32 | -1 | 19,8 | ||
10 | 10,9 | 21,8 | 4,1 | ±0,12 | 0,37 | 35 | 26,4 | |||
11 | 12,1 | 24,2 | 4,5 | ±0,13 | 0,41 | 39 | +0,5 | 35,8 | ||
12 | 13,2 | ±0,3 | 26,4 | ±0,3 | 4,9 | ±0,15 | 0,44 | 42 | -1 | 45,8 |
13 | 14,2 | 28,4 | 5,4 | ±0,16 | 0,48 | 46 | 59,7 | |||
14 | 15,3 | ±0,3 | 30,6 | ±0,3 | 5,8 | ±0,17 | 0,52 | 49 | +0,5 | 73,5 |
16 | 17,5 | 35 | 6,7 | ±0,20 | 0,57 | 56 | -1 | 111 | ||
18 | 19,6 | 39,2 | 7,6 | ±0,23 | 0,61 | 63 | 159 | |||
20 | 21,7 | ±0,3 | 43,4 | ±0,3 | 8,4 | ±0,25 | 0,64 | 70 | +0,7 | 217 |
22 | 24,3 | ±0,4 | 48,6 | ±0,4 | 9,2 | ±0,28 | 0,67 | 77 | 292 | |
24 | 26,4 | 52,8 | 10 | ±0,30 | 0,70 | 84 | -1,5 | 376 | ||
26 | 28,5 | ±0,4 | 57 | ±0,4 | 10,9 | ±0,32 | 0,74 | 91 | +0,7 | 481 |
28 | 24,3 | 62 | 11,7 | ±0,33 | 0,77 | 98 | -1,5 | 603 | ||
30 | 26,4 | 66,2 | 12,5 | ±0,35 | 0,82 | 105 | 739 | |||
32 | 35,2 | ±0,4 | 70,4 | ±0,4 | 13,4 | ±0,37 | 0,87 | 112 | +0,7 | 897 |
34 | 37,8 | 75,6 | 14,2 | ±0,38 | 0,92 | 119 | -1,5 | 1077 | ||
36 | 39,8 | 79,6 | 15 | ±0,40 | 0,98 | 126 | 1275 | |||
38 | 41,9 | ±0,4 | 83,8 | ±0,4 | 15,8 | ±0,41 | 1,03 | 133 | +0,7 | 1503 |
40 | 44 | 88 | 16,6 | ±0,43 | 1,08 | 140 | -1,5 | 1734 | ||
44 | 48,4 | 96,8 | ±0,5 | 18,3 | ±0,46 | 1,19 | 154 | 2314 | ||
48 | 52,8 | ±0,4 | 105,6 | ±0,5 | 20,0 | ±0,5 | 1,3 | 168 | +0,7 -1,5 | 3010 |
52 | 57,2 | ±0,5 | 114,4 | ±0,5 | 21,6 | ±0,54 | 1,4 | 182 | 3813 | |
56 | 61,6 | 123,2 | 23,3 | ±0,58 | 1,5 | 196 | 4772 | |||
60 | 66 | ±0,5 | 132 | ±0,6 | 25 | ±0,63 | 1,6 | 210 | ±0,7 | 5880 |
| ||||||||||
Таблица А.2 - Размеры втулок
Номер размера втулки (см. А.6) | ||||||
Вариант 1 | Вариант 2 | Вариант 3 | Вариант 4 | |||
Однослойный канат с круглыми прядями и волоконным сердечником, канаты кабельной свивки | Однослойный канат с круглыми прядями (IWRC) и некрутящиеся канаты с круглыми прядями, | Однослойный канат с круглыми прядями (IWRC) и некрутящиеся канаты с параллельными прядями | Пряди спиральной свивки 2 | |||
Номи- | Измеренный | |||||
d | от | до | ||||
мм | мм | мм | C>0,283 | C<0,487 | 0,487< C < 0,613 | С < 0,613 |
2,5 | 2,5 | 2,7 | 2,5 | 3 | - | - |
3 | 2,8 | 3,2 | 3 | 3,5 | - | - |
3,5 | 3,3 | 3,7 | 3,5 | 4 | - | - |
4 | 3,8 | 4,3 | 4 | 4,5 | - | 5 |
4,5 | 4,4 | 4,8 | 4,5 | 5 | - | 6 |
5 | 4,9 | 5,4 | 5 | 6 | - | 6,5 |
6 | 5,5 | 5,9 | 6 | 6,5 | - | 7 |
6 | 6,4 | 7 | ||||
6,5 | 6,5 | 6,9 | 6,5 | 7 | 8 | 8 |
7 | 7 | 7,4 | 7 | 8 | 9 | 8 |
8 | 7,5 | 7,9 | 8 | 9 | 9 | 10 |
8 | 8,4 | 10 | ||||
9 | 8,5 | 8,9 | 9 | 10 | 10 | 11 |
9 | 9,5 | 11 | ||||
10 | 9,6 | 9,9 | 10 | 11 | 11 | 12 |
10 | 10,5 | 12 | ||||
11 | 10,6 | 10,9 | 11 | 12 | 12 | 13 |
11 | 11,6 | 13 | ||||
12 | 11,7 | 11,9 | 12 | 13 | 13 | 14 |
12 | 12,6 | 14 | ||||
13 | 12,7 | 12,9 | 13 | 14 | 14 | 16 |
13 | 13,7 | 16 | ||||
14 | 13,8 | 13,9 | 14 | 16 | 16 | 18 |
14 | 14,7 | 18 | ||||
16 | 14,8 | 15,9 | 16 | 18 | 18 | 20 |
16 | 16,8 | 20 | ||||
18 | 16,9 | 17,9 | 18 | 20 | 20 | 22 |
18 | 18,9 | 22 | ||||
20 | 19 | 19,9 | 20 | 22 | 22 | 24 |
20 | 21 | 24 | ||||
22 | 21,1 | 21,9 | 22 | 24 | 24 | 26 |
22 | 23,1 | 26 | ||||
24 | 23,2 | 23,9 | 24 | 26 | 26 | 28 |
24 | 25,2 | 28 | ||||
26 | 25,3 | 25,9 | 26 | 28 | 28 | 30 |
26 | 27,3 | 30 | ||||
28 | 27,4 | 27,9 | 28 | 30 | 30 | 32 |
28 | 29,4 | 32 | ||||
30 | 29,5 | 29,9 | 30 | 32 | 32 | 34 |
30 | 31,5 | 34 | ||||
32 | 31,6 | 31,9 | 32 | 34 | 34 | 36 |
32 | 33,6 | 36 | ||||
34 | 33,7 | 33,9 | 34 | 36 | 36 | 38 |
34 | 35,7 | 38 | ||||
36 | 35,8 | 35,9 | 36 | 38 | 38 | 40 |
36 | 37,8 | 40 | ||||
38 | 37,9 | 37,9 | 38 | 40 | 40 | 44 |
38 | 39,9 | 44 | ||||
40 | 40 | 42 | 40 | 44 | 48 | 48 |
44 | 42,1 | 43,9 | 44 | 48 | 48 | 48 |
44 | 46,2 | 52 | 52 | |||
48 | 46,3 | 47,9 | 48 | 52 | 52 | 56 |
48 | 50,4 | 56 | 60 | |||
52 | 50,5 | 51,9 | 52 | 56 | 56 | 60 |
60 | ||||||
56 | 54,7 | 55,9 | 56 | 60 | - | - |
56 | 58,8 | - | - | |||
60 | 58,9 | 59,9 | 60 | - | - | - |
60 | 63 | - | - | |||
А.7 Заделка петли концевого соединения
А.7.1 Размещение втулки (типы A и B)
Втулка должна размещаться таким образом, чтобы после запрессовки конец каната выступал из втулки. Для канатов, отрезанных тепловой резкой выступ должен быть до одного диаметр каната. Для других вариантов канатов выступ должен составлять половину диаметра каната.
Положение каната должно выбираться таким образом, чтобы после запресссовки расстояние от втулки до основания коуша составляло 1,5 номинального диаметра каната (см. рисунок А.1). Для коуша с острым выступом расстояние должно составлять 2 номинальных диаметра каната.
Примечание - Перед запрессовкой втулка должна быть немного обжата вокруг каната. Во время опрессовки необходимо обратить внимание на то, чтобы не деформировать втулку, например, ударами молотка или в тисках так, чтобы она не разрушилась во время последующего обжатия (см. рисунок А.5).
|
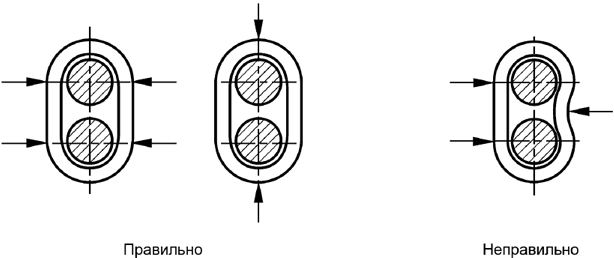
Рисунок А.5 - Крепление втулки на канате
А.7.2 Запрессовка втулки
Втулка должна обжиматься на гидравлическом или пневматическом прессе только посредством холодной обработки.
Примечание - Втулки размером от 2,5 до 5 могут опрессовываться с помощью ручного инструмента.
В прессовом инструменте втулка должна находиться в устойчивом горизонтальном положении.
Главная ось овального поперечного сечения должна совпадать с направлением опрессовки. По окончании обжимки рабочие плоскости двух частей прессового оборудовании должны "встретиться" друг с другом. Опрессовка втулки должна производиться в одном направлении без поворота. Любые заусенцы на втулке должны быть удалены без повреждения втулки или каната (см. 5.3.4).
А.7.3 Втулки после опрессовки
Размеры после опрессовки должны соответствовать таблице А.3.
А.8 Информация по эксплуатации
А.8.1 Идентификационная маркировка
Втулка должна быть промаркирована маркироваться* как показано на рисунке А.1, а), с использованием размеров, указанных в таблице А.4.
________________
* Текст документа соответствует оригиналу. - .
Таблица А.3 - Размеры опрессованных втулок (см. рисунок А.1)
Размер втулки | Внешний размер обжатой втулки |
| Параллельная длина |
|
| |
номинальный, мм | допуск, мм | |||||
2,5 | 5 | +0,2 | - | 12 | 3,75 | - |
3 | 6 | 0 | - | 14 | 4,5 | - |
3,5 | 7 | - | 16 | 5,25 | - | |
4 | 8 | - | 18 | 6 | - | |
4,5 | 9 | 8 | 20 | 6,75 | 4,5 | |
5 | 10 | 9 | 23 | 7,5 | 5 | |
6 | 12 | +0,4 | 11 | 27 | 9 | 6 |
6,5 | 13 | 0 | 12 | 29 | 9,75 | 6,5 |
7 | 14 | 13 | 32 | 10,5 | 7 | |
8 | 16 | 14,5 | 36 | 12 | 8 | |
9 | 18 | 16,5 | 40 | 13,5 | 9 | |
10 | 20 | +0,5 | 18 | 45 | 15 | 10 |
11 | 22 | 0 | 20 | 50 | 16,5 | 11 |
12 | 24 | 22 | 54 | 18 | 12 | |
13 | 26 | 24 | 59 | 19,5 | 13 | |
14 | 28 | +0,7 | 25 | 63 | 21 | 14 |
16 | 32 | 0 | 29 | 72 | 24 | 16 |
18 | 36 | +0,9 | 32 | 81 | 27 | 18 |
20 | 40 | 0 | 36 | 90 | 30 | 20 |
22 | 44 | 39 | 99 | 33 | 22 | |
24 | 48 | +1,1 | 43 | 108 | 36 | 24 |
26 | 52 | 0 | 46 | 117 | 39 | 26 |
28 | 56 | 50 | 126 | 42 | 28 | |
30 | 60 | +1,4 | 53 | 135 | 45 | 30 |
32 | 64 | 0 | 56 | 144 | 48 | 32 |
34 | 68 | 59 | 153 | 51 | 34 | |
36 | 72 | +1,6 | 63 | 162 | 54 | 36 |
38 | 76 | 0 | 66 | 171 | 57 | 38 |
40 | 80 | 69 | 180 | 60 | 40 | |
44 | 88 | +1,9 | 75 | 198 | 66 | 44 |
48 | 96 | 0 | 81 | 216 | 72 | 48 |
52 | 104 | +2,1 | 87 | 234 | 78 | 52 |
56 | 112 | +2,3 | 93 | 252 | 84 | 56 |
60 | 120 | +2,4 | 99 | 270 | 90 | 60 |
| ||||||
Таблица А.4 - Размеры маркировочного штампа
Размер втулки | Размер буквы, мм | Глубина вдавливания, мм |
От 8 до 24 | 3 | 0,5 |
Свыше 24 и до 60 | 5 | 1 |
А.8.2 Предельные значения температуры
Температурные пределы для каната с волоконным сердечником: от -40°С до +100°С. Температурные пределы для каната со стальным сердечником: от -40°С до +150°С.
Приложение ZA
(справочное)
Взаимосвязь между EN 13411-3:2004 и важнейшими требованиями Директивы ЕС 98/37/ЕС
EN 13411-3:2004 подготовлен в соответствии с мандатом, выданным Европейскому комитету по стандартизации Европейской комиссией и Европейской ассоциацией свободной торговли как средство подтверждения соответствия важнейшим требованиям Директивы Нового подхода 97/23/ЕС с поправкой, внесенной Директивой по машиностроению 98/79/СЕ.
После того как EN 13411-3:2004 будет опубликован в официальном журнале Европейского сообщества в рамках данной директивы и внедрен как национальный стандарт хотя бы в одной стране-участнице, соответствие нормативным положениям EN 13411-3:2004 подтверждает в пределах EN 13411-3:2004 соответствие важнейшим требованиям директивы и нормативов Европейской ассоциации свободной торговли.
ПРЕДУПРЕЖДЕНИЕ - Другие требования и директивы ЕС могут применяться к продукции в рамках данного стандарта.
Приложение ZB
(справочное)
Взаимосвязь между EN 13411-3:2004 и важнейшими требованиями Директивы ЕС 2006/42/ЕС
EN 13411-3:2004 подготовлен в рамках мандата, выданного Европейскому комитету по стандартизации Европейской комиссией и Европейской ассоциацией свободной торговли как средство подтверждения соответствия важнейшим требованиям Директивы Нового подхода 2006/42/ЕС по машиностроению.
После того как EN 13411-3:2004 будет приведен в официальном журнале Европейского сообщества в рамках данной директивы и внедрен как национальный стандарт хотя бы в одной стране-участнице, соответствие нормативным положениям EN 13411-3:2004 подтверждает в пределах EN 13411-3:2004 соответствие важнейшим требованиям директивы и нормативов Европейской ассоциации свободной торговли.
ПРЕДУПРЕЖДЕНИЕ - Другие требования и директивы ЕС могут применяться к продукции в рамках данного стандарта
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица Д.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение ссылочного межгосударственного стандарта |
EN 515:1993 | - | * |
EN 1050:1996 | IDT | ГОСТ ЕН 1050-2002 (EN 1050:1996) |
EN 12385-1-2002+А1:2008 | IDT | ГОСТ EN 12385-1-2015 (EN 12385-1-2002+A1:2008) |
EN 12385-2:2002+A1:2008 | IDT | ГОСТ EN 12385-2-2015 (EN 12385-2:2002+A1:2008) |
EN 12385-4:2002+A1:2008 | IDT | ГОСТ EN 12385-4-2015 (EN 12385-4:2002+A1:2008) |
EN 12385-5:2002 | IDT | ГОСТ EN 12385-5-2014 (EN 12385-5:2002) |
EN 12385-10:2003+A1:2008 | IDT | ГОСТ EN 12385-10-2015 (EN 12385-10:2003+A1:2008) |
EN ISO 12100-2:2003 | IDT | ГОСТ ISO 12100-2013 |
* Соответствующий межгосударственный стандарт отсутствует. Примечание - В настоящей таблице использовано следующее условное обоснование степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | EN 573-3:2013 | Aluminium and aluminium alloys - Chemical composition and form of wrought products - Part 3: Chemical composition and form of products (Алюминий и алюминиевые сплавы. Химический состав и форма деформированной продукции. Часть 3. Химический состав) |
[2] | EN 1070:1998 | Safety of machinery - Terminology (Безопасность машин. Терминология) |
[3] | EN 13414-1:2003+A2:2008 | Steel wire rope slings - Safety - Part 1: Slings for general lifting service (Стропы из стальных канатов. Безопасность. Часть 1. Грузоподъемные стропы общего назначения) |
УДК 669.14-427.4(083.74):658.345 | МКС 21.060.70 53.020.30 | IDT |
Ключевые слова: заделка концевая, стальные проволочные канаты, втулки, кольца безопасности, коуш фламандская проушина, многопрядные канаты спиральной свивки, типовые испытания | ||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}