ГОСТ Р 59091-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Автомобильные транспортные средства
ИЗДЕЛИЯ КРЕПЕЖНЫЕ
Определение сопротивления крутящему моменту анаэробных клеев на резьбовых крепежных соединениях
Motor vehicles. Fasteners. Determination of resistance to torque of anaerobic adhesives on threaded fasteners
ОКС 21.060.01
ОКПД2 25.94.1
Дата введения 2021-06-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт" (ФГУП "НАМИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 056 "Дорожный транспорт"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 октября 2020 г. N 783-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на крепежные изделия и устанавливает метод испытаний, используемый для сравнения стопорящего или контрящего действия анаэробных клеев в резьбовых соединениях. Данный метод может быть также использован для других типов клеев, если они для этого подходят.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12423 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ ISO 898-1 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 898-2 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 крутящий момент завинчивания ![]() : Наибольший крутящий момент, необходимый для завинчивания гайки на болт с предварительно нанесенным клеевым покрытием.
: Наибольший крутящий момент, необходимый для завинчивания гайки на болт с предварительно нанесенным клеевым покрытием.
3.2 крутящий момент затяжки ![]() : Крутящий момент, требуемый для создания или увеличения силы предварительной затяжки.
: Крутящий момент, требуемый для создания или увеличения силы предварительной затяжки.
Примечание - При приложении крутящего момента затяжки преодолевается трение в резьбе и под головкой болта.
3.3 крутящий момент отрыва ![]() : Начальный крутящий момент, измеренный во время первого относительного движения гайки и болта при откручивании ненагруженного соединения (без зажимной гильзы).
: Начальный крутящий момент, измеренный во время первого относительного движения гайки и болта при откручивании ненагруженного соединения (без зажимной гильзы).
Примечание - См. рисунок 1.
|
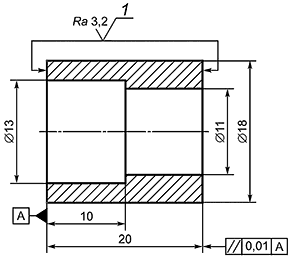
Примечание - Зажимная гильза из углеродистой стали, HRC 47...50. Поверхности трения должны быть без коррозии и жировых загрязнений.
1 - поверхности трения скольжения
Рисунок 1 - Зажимная гильза
3.4 крутящий момент страгивания ![]() : Начальный крутящий момент, необходимый для уменьшения или снятия осевой нагрузки в предварительно нагруженном соединении.
: Начальный крутящий момент, необходимый для уменьшения или снятия осевой нагрузки в предварительно нагруженном соединении.
3.5 дополнительный крутящий момент ![]() : Крутящий момент, измеренный после начального отрыва клеевого соединения при заданном угле поворота гайки, который, в соответствии со спецификациями, должен составлять 180°.
: Крутящий момент, измеренный после начального отрыва клеевого соединения при заданном угле поворота гайки, который, в соответствии со спецификациями, должен составлять 180°.
Примечания
1 Сравнительные испытания не выявили существенной разницы между дополнительным крутящим моментом, измеренным при 180°, и дополнительным крутящим моментом, который был усреднен из четырех измерений крутящего момента при 90°, 180°, 270° и 360°.
2 В целях контроля качества или для других целей, отличных от испытания клея на соответствие спецификации, между производителем клея и пользователем могут быть согласованы другие углы.
3 Дополнительный крутящий момент Т может быть определен как ![]() , если не проверяется по спецификации, где
, если не проверяется по спецификации, где ![]() - это наибольший измеренный момент отвинчивания после отрыва клеевого соединения в течение первого оборота гайки на 360°.
- это наибольший измеренный момент отвинчивания после отрыва клеевого соединения в течение первого оборота гайки на 360°.
4 Общие положения
Метод испытания состоит в определении крутящих моментов, необходимых для разъединения гайки и болта, включая начальный момент разрыва клеевого соединения и крутящий момент, измеренный после откручивания на 180°. Крутящие моменты определяют для предварительно ненагруженных и предварительно нагруженных, с регламентированным моментом затяжки, соединений.
5 Испытательное оборудование
5.1 Испытательное оборудование с графической записью, состоящее из зажимного устройства для головки болта и устройства для вращения гайки с постоянной скоростью, датчика измерителя крутящего момента (см. рисунок 2) и самописца с временем срабатывания не более 1 мс. Если самописец не используется, необходимо использовать систему хранения данных, которая является более поздним представлением параметров крутящего момента в зависимости от угла поворота.
|
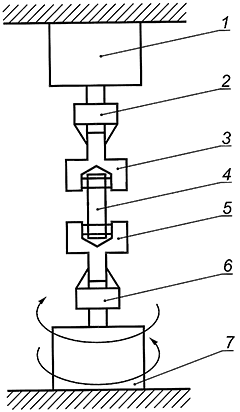
1 - измеритель крутящего момента; 2 - зажимное устройство; 3 - зажимное и крепежное устройство для гайки; 4 - испытуемый образец; 5 - зажимное и крепежное устройство для болта; 6 - зажимное устройство; 7 - поворотное устройство
Рисунок 2 - Пример испытательного оборудования с графической записью
5.2 Испытательное оборудование с прямым считыванием, состоящее из зажимного устройства для головки болта и индикаторного динамометрического ключа (ключ для измерения крутящего момента) с пределом допускаемой погрешности ±5% (см. рисунок 3).
|
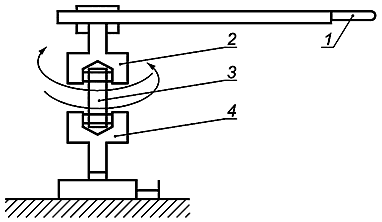
1 - индикаторный динамометрический ключ; 2 - зажимное и крепежное устройство для гайки; 3 - испытуемый образец; 4 - зажимное и крепежное устройство для болта
Рисунок 3 - Пример испытательного оборудования с прямым считыванием
6 Испытуемый образец
6.1 При испытании по спецификации испытуемые образцы должны состоять из стального болта с нанесенным цинк-фосфатным покрытием, М1038, класс прочности 8.8 и аналогичной гайки М10, соответствующими ГОСТ ISO 898-1 и ГОСТ ISO 898-2.
Примечание - Другие размеры, а также покрытия поверхности могут быть согласованы между сторонами.
Все крепежные изделия, используемые в предварительно ненагруженных соединениях, должны иметь радиальный зазор от 0,1 до 0,2 мм по внутреннему диаметру. Смазочно-охлаждающая жидкость, применяемая при их изготовлении, должна быть без ланолина.
6.2 Все болты и гайки следует обезжирить в разрешенном моющем средстве, хранить в эксикаторе при (23±2)°С и содержать в чистоте. Обезжиренные образцы должны быть использованы в течение четырех дней или утилизированы.
6.3 Образцы для испытаний следует хранить и испытывать в лабораторной стандартной среде, указанной в ГОСТ 12423, что должно быть отмечено в протоколе испытаний.
7 Нанесение клея
7.1 Гайки и болты должны быть предварительно соединены вместе до нанесения клея. Все пары, которые застряли из-за заусенцев или повреждения резьбы, должны быть выброшены. Части должны быть снова разъединены.
7.2 Клей следует наносить по всей поверхности на область болта, равную высоте гайки плюс два шага резьбы. Клей следует наносить также на резьбу гайки.
8 Соединение
8.1 Для каждого испытания должно быть подготовлено не менее пяти образцов согласно 8.2 или 8.3.
8.2 Для соединений без предварительного нагружения необходимо навинтить вручную гайку на болт так, чтобы выступали две нитки резьбы. При предварительно нанесенном клеевом покрытии гайку следует навинтить на покрытый болт с помощью устройства, описанного в 5.1 или 5.2, и записать момент завинчивания. Две нитки резьбы должны выступать (см. рисунок 4).
|
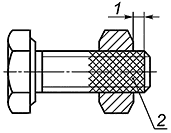
1 - две выступающие нитки резьбы; 2 - деталь с клеевым покрытием
Рисунок 4 - Предварительно ненагруженное соединение
8.3 Для соединений с предварительным натяжением гайку необходимо навинтить на болт от руки до упора гайки на зажимной гильзе. Момент затяжки необходимо прикладывать с помощью устройства, описанного в 5.1 или 5.2, для предварительного натяжения соединения (см. рисунок 5).
Примечание - Предпочтительный момент затяжки составляет 40 Н·м.
|
1 - деталь с клеевым покрытием
Рисунок 5 - Предварительно нагруженное соединение
8.4 Отверждение клея должно проводиться в соответствии с инструкциями производителя, при этом образцы для испытаний должны быть перпендикулярны к головкам болтов.
9 Проведение испытаний
9.1 Головка болта должна быть закреплена в зажимном приспособлении, а гайка откручена с постоянной скоростью. Скорость должна быть указана в протоколе испытаний.
Примечание - Предпочтительные скорости составляют 2 или 5, или 10 мин. Несмотря на то, что невозможно достигнуть постоянной скорости вращения при использовании динамометрического ключа в соответствии с 5.2, опыт показывает, что при аккуратной работе возможно хорошее приближение к назначенной скорости испытания.
9.2 Крутящий момент отрыва или крутящий момент страгивания и дополнительный крутящий момент должны регистрироваться записывающим устройством или непосредственно измеряться с помощью индикаторного динамометрического ключа с записью крутящего момента в Н·м. Если используется самописец, крутящий момент отрыва и крутящий момент страгивания должны измеряться в точке кривой, где она отклоняется от прямой линии.
10 Точность
Точность данного метода испытаний не определена, поскольку отсутствуют данные сравнительных испытаний. После получения данных сравнительных испытаний определение точности будет добавлено к требованиям настоящего стандарта при следующей проверке.
11 Протокол испытаний
Протокол испытаний должен содержать следующую информацию:
а) ссылку на настоящий стандарт;
б) всю информацию, необходимую для полной идентификации тестируемого клея, включая тип, происхождение, дату изготовления, идентификационный номер производителя, номер серии или партии и форму;
в) размер использованных образцов;
г) метод очистки и предварительной обработки поверхности перед нанесением клея;
д) условия нанесения клея, использованные при изготовлении образцов;
е) способ кондиционирования воздуха и климат перед испытанием образцов;
ж) количество испытанных образцов;
и) скорость испытания;
к) момент затяжки;
л) испытательное оборудование и вид записи;
м) средние значения и стандартные отклонения для момента отрыва, момента страгивания и момента отвинчивания.
УДК 621.562.47:006.354 | ОКС 21.060.01 ОКПД2 25.94.1 |
Ключевые слова: резьбовые крепежные соединения, анаэробный клей, крутящий момент | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}