ГОСТ 11284-75
Группа Г30
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
Размеры
Through holes for fasteners.
Dimensions
МКС 21.060.01
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 3134 дата введения установлена 01.01.77
Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
ВЗАМЕН ГОСТ 11284-65
ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1981 г. (ИУС 2-82)
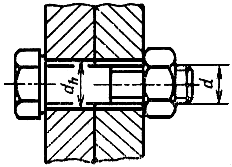
1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и в таблице.
мм
Диаметры стержня крепежных деталей | Диаметр сквозного отверстия | ||
1-й ряд | 2-й ряд | 3-й ряд | |
1,0 | 1,1 | 1,2 | 1,3 |
1,2 | 1,3 | 1,4 | 1,5 |
1,4 | 1,5 | 1,6 | 1,8 |
1,6 | 1,7 | 1,8 | 2,0 |
1,8 | 2,0 | 2,1 | 2,2 |
2,0 | 2,2 | 2,4 | 2,6 |
2,5 | 2,7 | 2,9 | 3,1 |
3,0 | 3,2 | 3,4 | 3,6 |
3,5 | 3,7 | 3,9 | 4,2 |
4,0 | 4,3 | 4,5 | 4,8 |
4,5 | 4,8 | 5,0 | 5,3 |
5,0 | 5,3 | 5,5 | 5,8 |
6,0 | 6,4 | 6,6 | 7,0 |
7,0 | 7,4 | 7,6 | 8,0 |
8,0 | 8,4 | 9,0 | 10,0 |
10,0 | 10,5 | 11,0 | 12,0 |
12,0 | 13,0 | 14,0 (13,5) | 15,0 (14,5) |
14,0 | 15,0 | 16,0 (15,5) | 17,0 (16,5) |
16,0 | 17,0 | 18,0 (17,5) | 19,0 (18,5) |
18,0 | 19,0 | 20,0 | 21,0 |
20,0 | 21,0 | 22,0 | 24,0 |
22,0 | 23,0 | 24,0 | 26,0 |
24,0 | 25,0 | 26,0 | 28,0 |
27,0 | 28,0 | 30,0 | 32,0 |
30,0 | 31,0 | 33,0 | 35,0 |
33,0 | 34,0 | 36,0 | 38,0 |
36,0 | 37,0 | 39,0 | 42,0 |
39,0 | 40,0 | 42,0 | 45,0 |
42,0 | 43,0 | 45,0 | 48,0 |
45,0 | 46,0 | 48,0 | 52,0 |
48,0 | 50,0 | 52,0 | 56,0 |
52,0 | 54,0 | 56,0 | 62,0 |
56 | 58 | 62 | 66 |
60 | 62 | 66 | 70 |
64 | 66 | 70 | 74 |
68 | 70 | 74 | 78 |
72 | 74 | 78 | 82 |
76 | 78 | 82 | 86 |
80 | 82 | 86 | 91 |
85 | 87 | 91 | 96 |
90 | 93 | 96 | 101 |
95 | 98 | 101 | 107 |
100 | 104 | 107 | 112 |
105 | 109 | 112 | 117 |
110 | 114 | 117 | 122 |
115 | 119 | 122 | 127 |
120 | 124 | 127 | 132 |
125 | 129 | 132 | 137 |
130 | 134 | 137 | 144 |
140 | 144 | 147 | 155 |
150 | 155 | 158 | 165 |
160 | 165 | 168 | 175 |
Примечания:
1. 3-й ряд отверстий не допускается применять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении.
3. Размеры в скобках применять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
для 1-го ряда - Н12;
для 2-го ряда - Н13;
для 3-го ряда - Н14.
1-3. (Измененная редакция, Изм. N 1).
4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
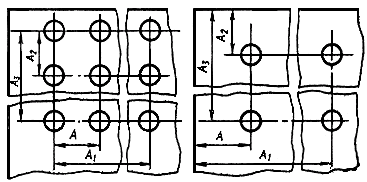
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
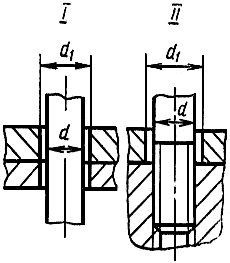
Количество и расположение отверстий | Способ образования отверстий | Тип соеди- нения | Рекомендуемый ряд сквозных отверстий |
Любое количество отверстий и любое их расположение | Обработка отверстий по кондукторам | I и II | 1-й ряд |
| Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I | |
II | 2-й ряд | ||
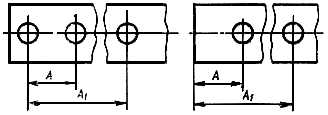
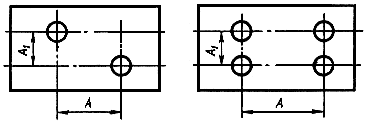
б - отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей
| Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 2-й ряд |
II | 3-й ряд | ||
| Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I и II | 2-й ряд |
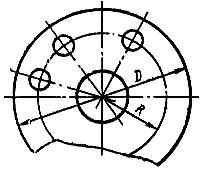
б - отверстия расположены по окружности
| Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 3-й ряд |
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
Электронный текст документа
и сверен по:
Изделия крепежные.
Основные требования: Сб. стандартов. -
, 2006
{kind=link}