ГОСТ Р 58046-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Системы менеджмента качества предприятий авиационной, космической и оборонной отраслей промышленности
ПЕРСПЕКТИВНОЕ ПЛАНИРОВАНИЕ КАЧЕСТВА ПРОДУКЦИИ
Руководство по анализу процессов измерений
Quality management systems for aviation, space and defense organizations. Advanced product quality planning. Guide to analysis of measurement processes
ОКС 03.100.01
Дата введения 2018-06-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением "Национальный исследовательский центр "Институт имени Н.Е.Жуковского" (ФГБУ "НИЦ "Институт имени Н.Е.Жуковского"), ООО "Центр "Приоритет"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 323 "Авиационная техника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 декабря 2017 г. N 2126-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Измерения при разработке и производстве продукции, как правило, проводят для:
- получения уверенности в том, что характеристики продукции соответствуют установленным требованиям;
- управления процессом производства и получения уверенности в его стабильности и возможностях (в соответствии с ГОСТ Р 56176, [1]*);
________________
* Поз.[1], [3]-[6], [9]-[11] см. раздел Библиография. - .
- предоставления заинтересованным сторонам гарантий качества продукции.
На результаты измерений оказывает влияние совокупность таких факторов, как измерительное оборудование (далее - ИО), фиксирующие устройства, методики измерений, программное обеспечение, изменчивость в измеряемой характеристике, персонал, окружающая среда, место проведения измерений, и другие факторы - то есть процесс измерений (далее - ПИ).
При проведении измерений существует риск принятия ошибочных решений в отношении продукции или процесса производства, связанный с изменчивостью в ПИ. При исследовании и обосновании разработки, разработке и производстве продукции такой риск имеет значимые последствия: ошибочные решения могут повлечь за собой нарушения безопасности при эксплуатации продукции, а также существенные затраты, связанные с последующими отказами, необходимостью коррекций, корректирующих действий, претензионной работы и др.
Для снижения риска принятия ошибочных решений следует провести анализ и обеспечить приемлемость ПИ в соответствии с руководящими указаниями и критериями, приведенными в настоящем стандарте.
Требования и рекомендации, приведенные в настоящем стандарте, применяют наряду с метрологическими правилами и нормами, которые имеют обязательную силу на территории Российской Федерации и содержатся в нормативных документах по обеспечению единства измерений, утверждаемых Федеральным агентством по техническому регулированию и метрологии в соответствии с [2]. Эти правила распространяются на ИО, методики проведения измерений, квалификацию персонала, но не затрагивают другие факторы, влияющие на ПИ.
Приемлемость ПИ зависит от целей проведения измерений. Так, если ПИ используют для оценки соответствия продукции установленным требованиям, то при оценке приемлемости статистические характеристики ПИ сравнивают с требованиями к продукции (допуском). Если ПИ используют для управления процессом производства (в том числе с использованием статистических методов), то при оценке приемлемости статистические характеристики ПИ сравнивают с изменчивостью процесса производства. Вследствие этого один и тот же ПИ может оказаться приемлемым для одних целей и неприемлемым для других.
Настоящий стандарт разработан с учетом положений [1], [3].
Необходимость применения настоящего стандарта может быть определена:
- потребителем в договоре на поставку продукции в качестве специальных требований к одобрению производства (в соответствии с ГОСТ Р 56173);
- организацией при разработке и постановке продукции на производство в соответствии с ГОСТ Р 15.301 или при перспективном планировании качества продукции в соответствии с ГОСТ Р ЕН 9100, [1], [4], [5].
Статистические характеристики ПИ, рассмотренные в настоящем стандарте, могут быть использованы в качестве показателей точности измерений в соответствии с ГОСТ 8.563. Методы исследования могут быть применены для подтверждения реализуемости методики измерений в лаборатории или производственных условиях. Требования и рекомендации стандарта могут быть применены для выполнения требований [6] в отношении линейности и стабильности. Методология анализа ПИ является одним из методов улучшений, применяемых в подходе "Шесть Сигма" (ГОСТ Р ИСО 13053-1, ГОСТ Р ИСО 13053-2).
Потенциальными преимуществами для организации при проведении анализа ПИ являются:
- достижение установленных целей по качеству продукции и стабильности производственных процессов;
- повышение достоверности результатов измерений и снижение риска принятия ошибочного решения о качестве продукции и стабильности процессов производства на основе полученных данных;
- повышение результативности системы менеджмента качества;
- снижение вероятности поставки продукции, несоответствующей требованиям потребителя;
- эффективное предупреждение проблем, предотвращение неблагоприятных последствий;
- сокращение потерь;
- улучшение подходов к определению потребности для подготовки персонала в области качества и т.д.
1 Область применения
Настоящий стандарт устанавливает требования к проведению анализа ПИ и содержит рекомендации по выбору и применению методов исследования и критерии приемлемости ПИ.
Требования и рекомендации настоящего стандарта предназначены для организаций авиационной, космической и оборонной отраслей промышленности, участвующих в исследовании и обосновании разработки, разработке и производстве продукции независимо от вида и размера организаций.
В настоящем стандарте приведены методы исследования и критерии приемлемости для ПИ, результатами измерений в которых являются количественные и альтернативные данные.
Методы исследования и критерии приемлемости ПИ, приведенные в настоящем стандарте, не применимы для ПИ с невозможностью повтора измерений.
Настоящий стандарт не устанавливает требования к измерительному оборудованию.
Методы анализа и критерии приемлемости ПИ, приведенные в настоящем стандарте, не ограничивают организации авиационной, космической и оборонной отраслей промышленности в использовании иных методов и критериев.
Примечание - В контрактных ситуациях потребитель может потребовать использования других методов анализа и критериев приемлемости ПИ.
Применение настоящего стандарта не ограничено организациями авиационной, космической и оборонной отраслей промышленности. Методы, приведенные в настоящем стандарте, применимы для любых организаций, заинтересованных в развитии и непрерывном совершенствовании всех процессов системы менеджмента качества.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 15467 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ Р ЕН 9100 Системы менеджмента качества. Организации авиационной, космической и оборонных отраслей промышленности. Требования
ГОСТ Р ИСО 5725-1 Точность (правильность и прецизионность) методов и результатов измерений. Часть 1. Основные положения и определения
ГОСТ Р ИСО 5725-2 Точность (правильность и прецизионность) методов и результатов измерений. Часть 2. Основной метод определения повторяемости и воспроизводимости стандартного метода измерений
ГОСТ Р ИСО 5725-3 Точность (правильность и прецизионность) методов и результатов измерений. Часть 3. Промежуточные показатели прецизионности стандартного метода измерений
ГОСТ Р ИСО 7870-1 Статистические методы. Контрольные карты. Часть 1. Общие принципы
ГОСТ Р ИСО 7870-2 Статистические методы. Контрольные карты. Часть 2. Контрольные карты Шухарта
ГОСТ Р ИСО 9000 Системы менеджмента качества. Основные положения и словарь
ГОСТ Р ИСО 9001 Системы менеджмента качества. Требования
ГОСТ Р ИСО 10012 Менеджмент организации. Системы менеджмента измерений. Требования к процессам измерений и измерительному оборудованию
ГОСТ Р ИСО 13053-1 Статистические методы. Количественные методы улучшения процессов Шесть сигм. Часть 1. Методология DMAIC
ГОСТ Р ИСО 13053-2 Статистические методы. Количественные методы улучшения процессов Шесть сигм. Часть 2. Методы
ГОСТ Р ИСО 22514-7 Статистические методы. Управление процессами. Часть 7. Воспроизводимость процессов измерений
ГОСТ Р 8.563 Государственная система обеспечения единства измерений. Методики (методы) измерений
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 50779.11 Статистические методы. Статистическое управление качеством. Термины и определения
ГОСТ Р 50779.80 Статистические методы. Анализ совпадения результатов проверок по альтернативному признаку
ГОСТ Р 56173 Системы менеджмента качества организаций авиационной, космической и оборонных отраслей промышленности. Требования к контролю первого изделия продукции авиационно-космического назначения
ГОСТ Р 56176 Системы менеджмента качества организаций авиационной, космической и оборонных отраслей промышленности. Управление стабильностью ключевых характеристик
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана недатированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 В настоящем стандарте применены термины в соответствии с ГОСТ Р ЕН 9100, ГОСТ Р ИСО 5725-1, ГОСТ Р ИСО 9000, ГОСТ Р ИСО 10012, ГОСТ Р ИСО 22514-7, ГОСТ 15467, [7], [9], а также следующие термины с соответствующими определениями:
3.1.1
аналитическая контрольная карта (контрольная карта Шухарта): Контрольная карта, показывающая, находится ли процесс в состоянии статистической управляемости. Примечание - Это может быть карта, использующая альтернативный признак (например, р-карта), или карта, использующая количественный признак (например, среднее арифметическое и размах) для оценки процесса. [ГОСТ Р 50779.11, статья 3.3.3] |
3.1.2 воспроизводимость ПИ: Статистическая характеристика ПИ, отражающая близость друг к другу результатов измерений, выполняемых в различных условиях (в разное время, в разных местах проведения измерений, разными ИО, методиками, операторами и др.).
3.1.3 заинтересованная сторона: Лицо или организация, которые могут воздействовать на осуществление деятельности или принятие решения, быть подверженными их воздействию или воспринимать себя в качестве последних.
Примечание - Термин является одним из числа общих терминов и определений для стандартов на системы менеджмента. Для ПИ основными заинтересованными сторонами являются:
- разработчики продукции;
- изготовители продукции;
- эксплуатанты;
- организации, осуществляющие техническое обслуживание и ремонт продукции;
- вышестоящие организации;
- государственные органы (министерства, агентства, ведомства) и др.
3.1.4 изменчивость: Свойство характеристики принимать различные значения.
3.1.5 линейность ПИ: Статистическая характеристика ПИ, отражающая изменение смещения ПИ в пределах рабочего диапазона; систематический компонент ошибки ПИ.
Примечание - Рабочий диапазон - диапазон измерений для рассматриваемого ПИ. В зависимости от целей проведения измерений в качестве рабочего диапазона рассматривают ширину поля допуска или полную изменчивость измеряемого процесса производства.
3.1.6 образец: Единица продукции, отобранная для проведения эксперимента по анализу ПИ.
3.1.7 опорное значение: Принятое значение характеристики.
Примечание - Опорное значение используется в качестве замены истинного значения.
3.1.8
особая (неслучайная) причина: Фактор, обычно систематический, который можно обнаружить и идентифицировать как влияющий на изменение характеристики. Примечание - Особые причины иногда называют неслучайными причинами вариаций. [ГОСТ Р 50779.11, статья 3.1.8] |
3.1.9 приемлемость ПИ: Соответствие статистических характеристик ПИ критериям приемлемости.
3.1.10 процесс измерений: Совокупность операций, необходимых для определения значения физической величины и совокупность факторов, влияющих на результат измерений, таких как измерительное оборудование, фиксирующие устройства, методики проведения измерений, программное обеспечение, изменчивость в измеряемой характеристике, персонал, окружающая среда, место проведения измерений и др.
Примечания
1 Определение термина из ГОСТ Р ИСО 9000, ГОСТ Р ИСО 10012 было модифицировано посредством дополнения факторов, влияющих на результат измерений.
2 Термин "процесс измерений" использован вместо термина "измерительная система" (measurement system), применяемого, например, в ГОСТ Р 56176, [3] и [10], с целью исключения ситуаций применения одного термина с разными определениями.
3.1.11 репрезентативность: Соответствие характеристик, полученных в результате выборочного наблюдения, показателям, характеризующим всю генеральную совокупность.
3.1.12 смещение ПИ: Статистическая характеристика ПИ, отражающая разность между наблюдаемым средним и опорным значением; систематический компонент ошибки ПИ.
3.1.13 стабильность ПИ: Статистическая характеристика ПИ, отражающая изменение смещения ПИ во времени.
Примечание - ПИ стабильный, если в отношении смещения нет признаков влияния особых причин на аналитической контрольной карте (контрольной карте Шухарта).
3.1.14 сходимость и воспроизводимость ПИ: Объединенная оценка сходимости ПИ и воспроизводимости ПИ.
3.1.15 сходимость ПИ: Статистическая характеристика ПИ, отражающая близость друг к другу результатов измерений, выполняемых в одинаковых условиях (в короткий промежуток времени, в одном месте проведения измерений, одним ИО, по одной методике проведения измерений, одним оператором и др.).
Примечание - Наряду с термином "сходимость" используется термин "повторяемость".
3.2 В настоящем стандарте использованы следующие обозначения:
- Каппа, Каппа Флейса - статистическая характеристика ПИ при получении альтернативных данных, используемая для проверки совпадения и согласованности решений;
- - количество образцов, для которых принято решение "соответствует" и в первом, и во втором измерении;
- - количество образцов, для которых принято решение "не соответствует" и в первом, и во втором измерении;
- - количество образцов, для которых решение "соответствует" принято в первом измерении и решение "не соответствует" принято во втором измерении;
- - количество образцов, для которых решение "не соответствует" принято в первом измерении и решение "не соответствует" принято во втором измерении;
- - вероятность принятия решений "соответствует" и в первом, и во втором измерении;
- - вероятность принятия решений "не соответствует" и в первом, и во втором измерении;
- - вероятность принятия решения "соответствует" в первом измерении и решения "не соответствует" - во втором;
- - вероятность принятия решения "не соответствует" в первом измерении и решения "соответствует" - во втором;
- - наблюдаемая вероятность совпадения решений по образцам;
- - вероятность случайных совпадений при принятии решения;
- - размах;
- - средний размах;
- - ширина поля допуска;
- - среднее значение;
- - среднее средних значений;
- (,
) - контрольная карта средних и размахов.
3.3 В настоящем стандарте использованы следующие сокращения:
- ИО - измерительное оборудование;
- ПИ - процесс измерений;
- СМК - система менеджмента качества;
- ANOVA (Analysis of Variance) - дисперсионный анализ;
- FAI (First Article Inspection) - контроль первого изделия;
- GR&R (Gage Repeatability and Reproducibility) - сходимость и воспроизводимость ПИ;
- LCL (Low Control Limit) - нижняя контрольная граница аналитической контрольной карты (контрольной карты Шухарта);
- ndc (number of distinct categories) - число различимых категорий;
- UCL (Upper Control Limit) - верхняя контрольная граница аналитической контрольной карты (контрольной карты Шухарта).
4 Основные положения
4.1 Анализ данных и принятие решений в отношении продукции и процессов ее создания проводят на основе результатов измерений. Эффективность анализа данных зависит от качества используемых результатов измерений (статистических свойств ПИ).
Анализ ПИ проводят с целью определения их статистических характеристик и принятия решения о приемлемости ПИ путем сравнения полученных характеристик с критериями.
4.2 Для проведения анализа ПИ необходимы результаты повторных измерений одних и тех же образцов, проведенных при управляемых факторах, влияющих на ПИ.
Для получения результатов повторных измерений планируют и проводят эксперимент в условиях, максимально приближенных к использованию ПИ (включая место проведения измерений, персонал и условия окружающей среды). Требования к планированию эксперимента приведены в 8.1.
4.3 Анализ ПИ выполняют:
- для первоначального оценивания и определения приемлемости ПИ для конкретного применения при исследовании и обосновании разработки продукции, разработке и модификации продукции до проведения FAI, в соответствии с ГОСТ Р ЕН 9100, ГОСТ Р 56173 и [1];
- периодического подтверждения приемлемости ПИ при производстве продукции, управлении стабильностью ключевых характеристик в соответствии с ГОСТ Р 56176 и [1];
- внеочередного оценивания ПИ в случае изменений, связанных как с ПИ, так и с процессом производства, увеличения количества несоответствий измеряемой характеристики продукции, предположений неправомочности предыдущих результатов измерений и в других случаях;
- внеочередного оценивания ПИ по требованию заинтересованных сторон.
Примечание - Изменения, связанные с ПИ, включают восстановление, ремонт, модернизацию ИО, изменение методик проведения измерений, условий окружающей среды, установленного места проведения измерений, технических требований к продукции и т.п.
В таблице 1 приведены ситуации, при которых следует проводить анализ ПИ.
Таблица 1 - Ситуации проведения анализа ПИ
Описание ситуации | Действия |
1 Применение нового ИО или методики проведения измерений | Проводят эксперимент по анализу ПИ |
2 Разработка нового/изменение существующего процесса производства продукции в рамках перспективного планирования качества продукции | 1 Используют данные предыдущего эксперимента по анализу ПИ для оценки приемлемости (при сохранении факторов, влияющих на существующий ПИ). |
3 Запланирован анализ возможностей процесса производства с использованием методов статистического управления процессами (в соответствии с ГОСТ Р 56176, [1]) | Проводят эксперимент по анализу ПИ, если ранее анализ не проводился. |
4 Существующий ПИ используется для оценки соответствия характеристик продукции установленным требованиям, но ранее анализ ПИ не проводился (из-за отсутствия требований заинтересованных сторон) | Проводят эксперимент по анализу ПИ, используют критерии приемлемости в соответствии с требованиями заинтересованных сторон |
5 В рамках проведения FAI в случае, когда ПИ не использовался более 24 мес | Анализируют изменения в факторах, влияющих на ПИ (с момента проведения последнего анализа). В случае значимых изменений проводят новый эксперимент |
6 Запланировано периодическое подтверждение приемлемости ПИ (подтверждение того, что ПИ статистически не изменился) | Проводят новый эксперимент по анализу ПИ |
7 Значимые изменения в существующем ПИ (например, изменения в ИО, методиках, персонале, условиях окружающей среды, месте проведения измерений, в стандартах по калибровке, в программном обеспечении и т.п.) | Анализируют изменения в факторах, влияющих на ПИ. В случае значимых изменений проводят новый эксперимент |
8 Внесены изменения в методики проведения измерений (например, переход от простой геометрии к более сложной, от визуального контроля целостности изделия к визуальному контролю качества поверхности изделия) | Проводят новый эксперимент по анализу ПИ |
9 Изменены требования к измеряемой характеристике продукции (ужесточение требований) | Используют данные предыдущего эксперимента, сравнивают с новыми критериями. Анализируют изменения в факторах, влияющих на ПИ. В случае значимых изменений проводят новый эксперимент |
10 Поставка несоответствующей продукции, возможная причина - неприемлемый ПИ | Анализируют изменения в факторах, влияющих на ПИ (с момента проведения последнего анализа). В случае значимых изменений проводят новый эксперимент |
11 Выявлено несоответствие при аудите СМК, аудите второй стороной или контроле продукции, возможная причина несоответствия - неприемлемый ПИ | Анализируют изменения в факторах, влияющих на ПИ (с момента проведения последнего анализа). В случае значимых изменений проводят новый эксперимент |
4.4 Методы анализа ПИ приведены в разделе 8, критерии приемлемости ПИ - в разделе 7. Использование других методов анализа и критериев приемлемости ПИ необходимо согласовать с заинтересованными сторонами.
5 Процесс анализа процессов измерений
5.1 Организация должна определить деятельность по анализу ПИ как процесс СМК, который соответствует требованиям настоящего стандарта, ГОСТ Р ИСО 9001, ГОСТ Р ЕН 9100 и ГОСТ Р ИСО 10012.
Примечание - Деятельность по анализу ПИ может быть определена как часть деятельности в рамках другого процесса СМК.
Процесс анализа ПИ должен:
- учитывать риски и возможности, связанные с использованием ПИ;
- соответствовать специальным требованиям заинтересованных сторон при их наличии;
- быть согласованным с другими процессами СМК;
- устанавливать требования к подготовке (обучению) и компетентности персонала;
- управлять документированной информацией (например, записями);
- быть объектом внутреннего аудита.
5.2 Требования к компетентности персонала, участвующего в процессе анализа ПИ, приведены в разделе 6.
5.3 Требования и рекомендации по планированию процесса анализа ПИ приведены в разделе 7.
5.4 Требования и рекомендации по выполнению процесса анализа ПИ (то есть проведению анализа для конкретного ПИ) приведены в разделе 8.
5.5 Для анализа (в том числе в рамках внутреннего аудита) и улучшения деятельности процесса анализа ПИ может быть применен чек-лист, приведенный в приложении А.
6 Компетентность персонала
6.1 Персонал, участвующий в процессе анализа ПИ:
- осуществляет планирование и выполнение процесса анализа ПИ;
- вовлечен в эксперимент по анализу ПИ (проводит измерения).
6.2 Планирование и выполнение процесса анализа ПИ в организации должны осуществлять специалисты:
- понимающие цели и задачи проведения эксперимента и анализа ПИ;
- обладающие знаниями и навыками по применению методов, рассмотренных в настоящем стандарте.
Примечание - Для планирования и выполнения процесса анализа ПИ следует сформировать межфункциональную группу специалистов, состоящую из метрологов, технологов, специалистов по качеству, представителей производства и т.д.
6.3 Персонал, вовлеченный в эксперимент по анализу ПИ и проводящий измерения, должен:
- быть пользователем ПИ;
- понимать цели и задачи проведения эксперимента и анализа ПИ.
Примечание - Пользователями ПИ могут быть операторы, контролеры, лаборанты, проводящие измерения в соответствии с должностными обязанностями. Далее по тексту стандарта использован термин "операторы".
7 Планирование процесса анализа процессов измерений
7.1 Общие положения
Планирование процесса анализа ПИ включает:
- определение перечня ПИ, подлежащих анализу;
- анализ требований заинтересованных сторон в отношении ПИ;
- определение последовательности проведения анализа ПИ;
- определение критериев приемлемости ПИ;
- составление плана проведения анализа и распределение ответственности.
7.2 Определение перечня процессов измерений, подлежащих анализу
7.2.1 Анализ необходимо проводить для ПИ, измеряющих критические (ключевые)* характеристики продукции и процессов производства.
_______________
* Определение категорий характеристик по ГОСТ 15467 и ГОСТ Р ЕН 9100.
7.2.2 Анализ следует проводить для ПИ, не измеряющих ключевые характеристики, учитывая при этом:
- значимость последствий от использования неприемлемого ПИ;
- тип, сложность ПИ;
- возможность проведения повторных измерений;
- затраты и продолжительность проведения анализа ПИ.
Перечень ПИ, подлежащих анализу, может быть включен в требования заинтересованных сторон.
7.3 Определение последовательности проведения анализа процессов измерений
Последовательность проведения анализа ПИ и применения методов исследований приведена на рисунке 1. Описание методов приведено в разделе 8.
Примечания
1 Различают два типа данных:
- количественные - представлены в виде численных значений, как правило, с единицей измерения;
- альтернативные - представлены в виде категорий, например "соответствует" и "не соответствует".
2 Для анализа ПИ по согласованию с заинтересованными сторонами могут быть применены и другие методы, например рассмотренные в ГОСТ Р ИСО 5725-1, ГОСТ Р ИСО 5725-2, ГОСТ Р ИСО 5725-3, ГОСТ Р ИСО 22514-7.
7.4 Определение критериев приемлемости процессов измерений
В зависимости от целей проведения измерений ПИ можно разделить на две группы:
- применяемые для оценки соответствия характеристик продукции установленным требованиям;
- применяемые для управления процессом производства продукции (управления стабильностью ключевых характеристик, анализа возможностей) в соответствии с ГОСТ Р 56176, [1].
Примечание - Один и тот же ПИ может быть приемлем для контроля продукции на соответствие конкретным техническим требованиям, но быть неприемлем (иметь высокий риск ошибочных решений) для управления процессом производства продукции.
От цели проведения измерений зависит опорный интервал, используемый в критериях приемлемости ПИ. Для ПИ, применяемых для оценки соответствия характеристик продукции установленным требованиям, опорный интервал равен ширине поля допуска характеристики (установленных требований). Для ПИ, применяемых для управления процессом производства, опорный интервал равен полной изменчивости процесса производства (по измеряемой характеристике).
Критерии приемлемости ПИ приведены в таблице 2.
Примечание - В случае одностороннего допуска для ПИ, применяемых для оценки соответствия характеристик продукции установленным требованиям, критерии приемлемости должны быть согласованы с заинтересованными сторонами.
|

_______________
* Решение принимается, исходя из наличия значимого влияния изменчивости, вызываемой условиями (разными операторами, разным ИО, разными факторами окружающей среды и др.).
** По требованию заинтересованных сторон.
*** Если отсутствуют требования заинтересованных сторон по применению дополнительных методов.
Рисунок 1 - Последовательность проведения анализа ПИ
Таблица 2 - Критерии приемлемости ПИ
Метод | Пункт стандарта | Критерии приемлемости ПИ для категорий характеристик* | Комментарии | |||
Критическая | Значительная | Малозначительная | ||||
Исследование разрешения ИО | 8.3.2 |
| Иные требования возможны при приемлемом GR&R | |||
Исследование сходимости ПИ | 8.3.3 |
|
|
| Иные требования могут быть согласованы с заинтересованными сторонами (например, в случае изменчивости в измеряемой характеристике) | |
Исследование сходимости и воспроизводимости ПИ и ndc | 8.3.4 |
|
|
| Иные требования могут быть согласованы с заинтересованными сторонами (например, в случае изменчивости в измеряемой характеристике) | |
Исследование смещения ПИ | 8.3.5 |
| Необходимость проведения исследования должна быть согласована с заинтересованными сторонами | |||
Исследование линейности ПИ** | 8.3.6 | Уровень доверия | Не требуется | Необходимость проведения исследования должна быть согласована с заинтересованными сторонами | ||
Исследование стабильности ПИ** | 8.3.7 | Не должно быть признаков влияния особых причин на контрольной карте | Не требуется | Необходимость проведения исследования должна быть согласована с заинтересованными сторонами | ||
Исследование ПИ при получении альтернативных данных | 8.3.8 | Каппа | Не требуется | Требуется только в случае зависимости результатов измерений от интерпретации оператором | ||
* Определение категорий характеристик по ГОСТ 15467 и ГОСТ Р ЕН 9100. | ||||||
7.5 Составление плана проведения анализа процессов измерений и распределение ответственности
Анализ ПИ требует долгосрочного и оперативного планирования в зависимости от конкретной ситуации с продукцией и производственным процессом (см. таблицу 1).
План проведения анализа ПИ должен учитывать последовательность проведения анализа в соответствии с рисунком 1. При определении ответственности при проведении работ необходимо учитывать требования к компетентности персонала, изложенные в разделе 6.
План проведения анализа при необходимости согласуется с заинтересованными сторонами.
8 Выполнение процесса анализа процессов измерений
8.1 Планирование эксперимента по анализу процессов измерений
8.1.1 Эксперимент по анализу ПИ необходимо планировать таким образом, чтобы изучить характер и степень влияния всех факторов, которые потенциально могут повлиять на результат измерений, таких как:
- ИО (приспособления, фиксирующие устройства, датчики, дополнительные элементы);
- изменчивость в измеряемой характеристике, влияющая на результат измерения (овальность, конусность, разнотолщинность, гибкость и т.д.);
- персонал (смена персонала, время суток, уровень подготовки);
- месторасположение (предприятие, цех, производственная линия);
- окружающая среда (температура, влажность, загрязнение, вибрация и т.д.) и др.
Примечания
1 При рассмотрении факторов, влияющих на ПИ, полезно использовать наглядные формы их представления в виде диаграммы Исикавы (причинно-следственной диаграммы).
2 Примеры факторов, влияющих на ПИ, приведены в приложении Б.
3 Рекомендуется применять метод планирования экспериментов [8].
4 Обычно в рамках одного эксперимента изучают влияние одного из факторов (или двух при проведении исследования сходимости и воспроизводимости ПИ) и применяют одно ИО. Описанные в данном разделе подходы по планированию и выполнению эксперимента по анализу ПИ направлены на изучение изменчивости, вносимой ИО и персоналом, поэтому большое внимание уделяется отбору операторов для эксперимента. При необходимости изучения других факторов, таких как влияние факторов окружающей среды, месторасположение, а также для сравнения разного ИО, методик проведения эксперимента и т.п. в эксперименте принимает участие только один оператор, и в применяемых методах под измерениями разными операторами понимают измерения при разных значениях изучаемого фактора окружающей среды, в разных местах, разным ИО или применение разных методик. За один раз изучают влияние только одного фактора.
8.1.2 Отбор операторов
При проведении эксперимента по анализу ПИ измерения проводят несколько операторов*, обычно проводящих измерения в рассматриваемом ПИ. При этом должно быть выполнено условие репрезентативности. Если это невозможно, следует выбрать минимум двух операторов. При этом в эксперименте должны участвовать:
_______________
* Кроме случаев, когда влияние операторов на результаты измерений незначительно и его можно не учитывать, например для автоматизированного ИО (контрольно-измерительные машины и др.).
- наиболее и наименее опытные операторы;
- операторы, работающие в разных сменах, на различных рабочих местах.
Следует учитывать любые физиологические факторы, которые могут повлиять на ПИ, например острота зрения, вес, сила, преобладающая рука (левша/правша) и т.д.
Требования к компетентности операторов приведены в разделе 6.
8.1.3 Отбор образцов
Для проведения эксперимента должны быть отобраны образцы единиц продукции. При необходимости образцы могу включать несоответствующие единицы продукции (см. 8.1.5).
Примечание - В случае невозможности получить образцы, представляющие опорный интервал, возможна замена образцов или измеряемых характеристик продукции на подобные (см. 8.6), что требует документирования и одобрения заинтересованными сторонами.
Количество образцов, необходимых для анализа ПИ при получении количественных данных, приведено в описаниях методов исследований (см. 8.3).
При проведении эксперимента для исследования ПИ при получении альтернативных данных требуется не менее 30 образцов.
8.1.4 Общее количество повторных измерений
В рамках проведения эксперимента должны быть проведены повторные измерения каждого образца.
Общее количество повторных измерений зависит от количества образцов, количества операторов и количества повторных измерений каждого образца каждым оператором. Достоверность результатов анализа ПИ тем выше, чем больше общее количество повторных измерений.
При определении количества повторных измерений принимают во внимание следующие факторы:
- критичность характеристик (для критических/ключевых характеристик продукции необходимо большее количество повторных измерений);
- конфигурация образцов (крупные образцы, неудобство при проведении измерений и др. могут приводить к обоснованному снижению количества повторных измерений);
- влияние операторов на повторные измерения ПИ, в которых влияние операторов на результаты измерений значительно, требуют большего числа повторных измерений для каждого оператора и участия в эксперименте большего количества операторов. Для ПИ, в которых влияние оператора незначительно, общее количество повторных измерений может быть сокращено;
- требования потребителя (в отношении количества повторных измерений), если установлены и другие факторы.
Количество повторных измерений, необходимых для анализа ПИ, приведено в описаниях методов исследований (см. 8.3).
8.1.5 Если количество образцов или общее количество повторных измерений недостаточно, то для обеспечения достоверности результатов анализа ПИ может быть применен один из следующих подходов:
- увеличение длительности проведения эксперимента (в том числе проведение измерений по мере появления доступных образцов);
- использование нескольких измеряемых характеристик для одного образца.
Пример - Диск с несколькими пазами может иметь несколько идентичных характеристик, которые могут быть определены и использованы в качестве отдельных образцов для проведения исследования;
- использование несоответствующих единиц продукции в качестве образцов со следующим ограничением: использовать измеряемые характеристики продукции, которые являются соответствующими.
Если данные подходы неприменимы, возможно использование меньшего количества повторных измерений. Документированную информацию об этом необходимо сохранять, так как недостаточное количество повторных измерений может быть причиной нерепрезентативности выборки и привести увеличению риска неправильного решения о приемлемости ПИ.
8.1.6 Изменчивость в измеряемой характеристике
Для многих ПИ результаты измерений характеристики зависят от точки, в которой проводят измерения, то есть существует проблема значительной изменчивости в измеряемой характеристике.
Пример - Овальность, конусность диаметра вала, разнотолщинность.
Если изменчивость в измеряемой характеристике значима, то результаты анализа ПИ будут содержать как изменчивость ПИ, так и изменчивость образца, что может повлиять на принятие правильного решения о приемлемости ПИ.
Для того чтобы значительная изменчивость в измеряемой характеристике не влияла на результаты анализа ПИ, при проведении эксперимента образцы маркируют (определяют точку для проведения повторных измерений).
8.2 Проведение эксперимента по анализу процессов измерений
8.2.1 Перед проведением эксперимента проверяют выполнение следующих условий:
- ИО должно быть откалибровано и поверено (если требуется);
- ИО должно быть в рабочем состоянии, необходимо проверить его на наличие повреждений или признаков износа, которые могут повлиять на возможность проведения измерений;
- образцы должны быть чистыми, без заусенцев (требования к образцам в эксперименте совпадают с требованиями к продукции);
- условия окружающей среды при проведении эксперимента должны соответствовать условиям при измерениях в процессе производства;
- при проведении эксперимента должна быть применена методика измерений, применяемая в ПИ при измерениях в обычных условиях.
8.2.2 При проведении эксперимента по анализу ПИ важно обеспечить статистическую независимость повторных измерений.
Примечание - Невозможность идентификации образцов операторами и проведение повторных измерений в случайном порядке обеспечивают статистическую независимость повторных измерений.
8.3 Анализ результатов эксперимента
8.3.1 Методы исследования применяют в соответствии со схемой, приведенной на рисунке 1. Описание методов приведено в 8.3.2-8.3.8.
В случае неприемлемости ПИ необходимо определить причины этого и привести ПИ в приемлемое состояние. При невозможности привести ПИ в приемлемое состояние применяют подходы, описанные в 8.4.
8.3.2 Исследование разрешения ИО
Разрешение ИО является конструктивной особенностью ИО. На разрешение могут влиять такие факторы, как электромагнитное излучение, вибрация, трение, физиологические ограничения персонала, использующего ИО (например, острота зрения), и др. Критерий приемлемости разрешения ИО приведен в таблице 2.
Пример - Глубиномер используется для измерения глубины отверстия на отливке. Допуск на характеристику "глубина отверстия" установлен на чертеже, опорный интервал (то есть ширина поля допуска) равен 0,1 мм. ИО может считывать показания до 0,01 мм. Таким образом, оценка разрешения составляет 0,01/0,1·100=10%, что является приемлемым значением.
Если разрешение ИО является неприемлемым, то необходимо выбрать другое ИО с приемлемым разрешением либо согласовать применение данного с заинтересованными сторонами.
8.3.3 Исследование сходимости ПИ
При исследовании сходимости оценивают изменчивость ПИ при выполнении повторных измерений одного образца одним оператором с использованием одного и того же ИО. При этом все факторы, влияющие на ПИ, такие как ИО, оператор, методика проведения измерений, окружающая среда, место проведения измерений и т.д., остаются неизменными при проведении эксперимента.
Примечания
1 Рекомендуется применять графические методы анализа.
2 Другие методы анализа сходимости приведены в ГОСТ Р ИСО 5725-1, ГОСТ Р ИСО 22514-7, [10], [11].
Рекомендуемые параметры эксперимента: один образец, один оператор, 50 повторных измерений.
Для определения приемлемости сходимости ПИ величину сходимости оценивают как стандартное отклонение результатов повторных измерений, умноженное на 6. Далее оценивают процент сходимости от опорного интервала и сравнивают его с критериями, приведенными в таблице 2.
Неприемлемая сходимость ПИ может быть связана:
- с ошибками при применении методики проведения измерений;
- оператором (позиционирование, недостаток опыта, самочувствие, утомляемость);
- износом ИО;
- изменчивостью в измеряемой характеристике (форма, позиционирование);
- деформацией образца;
- краткосрочными изменениями условий окружающей среды - температуры, влажности, вибрации, освещенности и др.
Для снижения сходимости ПИ может быть применен подход, описанный в 8.4.3.
Пример исследования сходимости приведен в приложении В.
8.3.4 Исследование сходимости и воспроизводимости ПИ и числа различимых категорий
8.3.4.1 Исследование сходимости и воспроизводимости ПИ
При исследовании сходимости и воспроизводимости ПИ (GR&R) оценивают изменчивость ПИ при выполнении повторных измерений нескольких образцов несколькими операторами с использованием одного и того же ИО.
Примечания
1 Целесообразно использовать программное обеспечение для статического анализа (следует обратиться к заинтересованным сторонам за информацией об одобренном программном обеспечении).
2 Рекомендуется применять графические методы анализа.
Рекомендуемые параметры эксперимента: 10 образцов, три оператора, два повторных измерения, выполненных каждым оператором; общее количество повторных измерений - 60.
Примечание - При ожидаемом значительном влиянии операторов количество повторных измерений, выполненных каждым оператором, принимают равным трем.
Рекомендуемые методы обработки полученных результатов эксперимента:
- ANOVA- предпочтителен;
- метод средних значений и размахов, включая применение (, R)-карты, - проще для применения и понимания.
Примечание - Подробное рассмотрение приведенных методов и других методов анализа GR&R приведено в ГОСТ Р ИСО 22514-7, [10], [11].
Для определения приемлемости сходимости и воспроизводимости ПИ величину GR&R оценивают как стандартное отклонение результатов повторных измерений, умноженное на 6. Далее оценивают процент GR&R от опорного интервала и сравнивают его с критериями, приведенными в таблице 2.
По результатам обработки полученных данных выделяют отдельные компоненты изменчивости: сходимость ПИ, воспроизводимость ПИ, изменчивость в измеряемой характеристике, взаимодействие вида "оператор - образец". При неприемлемой величине GR&R анализируют наиболее значимый компонент (сходимость ПИ или воспроизводимость ПИ).
Большое значение сходимости ПИ может быть связано:
- с ошибками при применении методики проведения измерений;
- оператором (позиционирование, недостаток опыта, самочувствие, утомляемость);
- износом ИО;
- изменчивостью в измеряемой характеристике (форма, позиционирование);
- деформацией образца;
- краткосрочными изменениями условий окружающей среды - температуры, влажности, вибрации, освещенности и др.
Для снижения сходимости ПИ может быть применен подход, описанный в 8.4.3.
Большое значение воспроизводимости ПИ может быть связано:
- с различием между операторами (в навыках, опыте, понимании, усталости);
- различием между ИО в различных экспериментах;
- различием между условиями окружающей среды при проведении повторных измерений разными операторами и др.
Пример исследования сходимости и воспроизводимости ПИ приведен в приложении Г.
8.3.4.2 Исследование числа различимых категорий ПИ (ndc)
Если число различимых категорий ПИ (число групп данных из процесса производства, которые ПИ может различить) недостаточно, то результаты измерений характеристик продукции и оценка их изменчивости не обладают достаточной точностью (далеки от истинных значений), что увеличивает риск принятия неверных решений при управлении процессом производства. В таблице 3 приведена интерпретация различных значений числа различимых категорий (ndc).
Примечания
1 Значение ndc<5 может означать, что образцы, отобранные для эксперимента, не представляют весь диапазон изменчивости процесса производства (нерепрезентативны).
2 Подробное рассмотрение исследования ndc приведено в [10], [11].
Таблица 3 - Интерпретация числа различимых категорий
Число различимых категорий, ndc | Интерпретация |
1 | Недостаточно информации для оценки изменчивости процесса производства, ПИ может только разделять продукцию на соответствующую/несоответствующую |
2 | Данные из процесса производства ПИ может разделить на две подгруппы. ПИ неприемлем для управления процессом производства |
3, 4 | Данные из процесса производства ПИ может разделить на три или четыре группы. ПИ может быть применен для управления процессом производства с ограничениями |
5 и более | Данные из процесса производства ПИ может разделить на пять и более групп. ПИ рекомендуется использовать для управления процессом производства |
8.3.5 Исследование смещения ПИ
При исследовании смещения ПИ результаты повторных измерений образца сравнивают с опорным значением.
Примечание - Для получения опорного значения проводят измерения образца лучшим ИО, в лучших условиях, измеряют многократно (не менее 10 раз) и усредняют результаты. Также для исследования смещения ПИ может быть использован эталон (если его значение попадает в опорный интервал).
Рекомендуемые параметры эксперимента: один образец, один оператор, не менее 10 повторных измерений.
Величину смещения определяют как разницу между наблюдаемым средним значением результатов повторных измерений образца и опорным значением образца. Для определения приемлемости смещения ПИ оценивают процент величины смещения от опорного интервала и сравнивают его с критериями, приведенными в таблице 2.
Примечание - Подробное рассмотрение исследования смещения ПИ приведено в [10], [11].
Неприемлемое смещение ПИ может быть связано:
- с необходимостью калибровки ИО;
- износом ИО;
- неправильным применением ИО;
- условиями окружающей среды;
- применением методики проведения измерений (позиционирование образца, квалификация оператора, утомляемость, ошибка считывания) и др.
Пример исследования смещения ПИ приведен в приложении Д.
8.3.6 Исследование линейности ПИ
При исследовании линейности ПИ анализируют различия величин смещений, полученных по нескольким образцам. Используют не менее трех образцов, значения измеряемой характеристики которых равномерно распределены по всему опорному интервалу. Для каждого образца необходимо наличие опорного значения.
Примечания
1 Если опорный интервал равен ширине поля допуска, то образцы выбирают со значениями на нижней границе поля допуска, в центре и на верхней границе поля допуска.
2 Для получения опорного значения проводят измерения образца лучшим ИО, в лучших условиях, измеряют многократно (не менее 10 раз) и усредняют результаты. Также для исследования смещения ПИ могут быть использованы эталоны (если их значения попадают в опорный интервал).
Рекомендуемые параметры эксперимента: три образца, один оператор, не менее 10 повторных измерений каждого образца.
Примечания
1 Подробное рассмотрение исследования линейности приведено в ГОСТ Р ИСО 22514-7, [10], [11].
2 Целесообразно использовать программное обеспечение для статического анализа (следует обратиться к заинтересованным сторонам за информацией об одобренном программном обеспечении).
Пример исследования линейности ПИ приведен в приложении Е.
8.3.7 Исследование стабильности ПИ
При исследовании стабильности ПИ анализируют изменение смещения ПИ во времени.
Рекомендуемые параметры эксперимента: один образец, повторные измерения проводят через установленные промежутки времени (каждую смену/день/неделю).
Для определения приемлемости стабильности ПИ результаты повторных измерений наносят на аналитическую контрольную карту (ГОСТ Р ИСО 7870-1, ГОСТ Р ИСО 7870-2, [10], [11]). На контрольной карте не должно быть трендов и других признаков влияния особых причин изменчивости.
Неприемлемая стабильность ПИ может быть связана:
- с изменениями в ИО во времени (например, износ механических компонентов ИО);
- изменениями в действиях оператора (например, несоблюдение методики измерений для сокращения времени);
- сменой операторов и т.д.
Пример исследования стабильности приведен в приложении Ж.
8.3.8 Исследование ПИ при получении альтернативных данных
При исследовании ПИ при получении альтернативных данных сравнивают между собой результаты повторных измерений и анализируют:
- совпадения решений оператора при повторных измерениях;
- согласованность решений операторов друг с другом;
- согласованность решений операторов с опорными решениями.
Примечание - Опорное решение - принятое в качестве замены истинного решение о соответствии или несоответствии характеристики продукции требованиям. Опорное решение можно получить, проведя измерения в лучших условиях; операторами - признанными экспертами; лучшей/количественной ПИ.
Для оценки приемлемости ПИ при получении альтернативных данных используют показатель Каппа Флейса.
Примечание - Подробное рассмотрение исследования ПИ при получении альтернативных данных приведено в ГОСТ Р 50779.80, [10] и [11].
Пример исследования ПИ при получении альтернативных данных приведен в приложении И.
8.4 Подходы, применяемые в случае невозможности привести процессы измерений в приемлемое состояние
8.4.1 Если ПИ не соответствует критериям приемлемости (см. таблицу 2), возможно его применение по согласованию с заинтересованными сторонами.
Примеры таких ситуаций:
- требуются значительные инвестиции для приведения в приемлемое состояние (например, приобретение нового ИО, совершенствование условий окружающей среды и т.д.);
- размер образца и требования к характеристике продукции не позволяют достичь приемлемости;
- неприемлемость ПИ связана со свойствами образца (например, изменчивость в измеряемой характеристике, гибкость, влияние теплового расширения и др.).
Для того чтобы получить согласование использования неприемлемого ПИ, необходимо предоставить заинтересованным сторонам подробную информацию по проведенному анализу и реализованным действиям по улучшению ПИ.
Примечания
1 Предполагается, что организация предпримет все возможные усилия, чтобы привести ПИ в приемлемое состояние.
2 Организация может использовать результаты предыдущих анализов ПИ для демонстрации невозможности выполнения критериев приемлемости ПИ и обсуждения изменения технических требований к продукции или критериев приемлемости (см. таблицу 2).
8.4.2 Использование повторных измерений для улучшения сходимости ПИ
Неприемлемую сходимость возможно снизить за счет повторных измерений, проводимых в процессе производства.
Примечание - Эту процедуру не следует путать с повторными измерениями в эксперименте по анализу ПИ.
За результат измерений принимают среднее значение повторных измерений. Это позволяет получить результаты с лучшей сходимостью и привести ПИ в приемлемое состояние, но требует больше времени и ресурсов при измерениях в процессе производства.
Пример - Характеристика была измерена 20 раз. 20 результатов измерений находятся в диапазоне от 1,6 до 2,3. Среднее значение равно 1,91. Любое измеренное значение в этом диапазоне может быть получено в ходе единичного измерения, но среднее значение повторных измерений будет лучшей оценкой истинного значения измеряемой характеристики (см. рисунок 2).
Примечания
1 Изменение ПИ при использовании повторных измерений должно быть документировано и одобрено заинтересованными сторонами до его применения.
2 Подходы по определению количества повторных измерений для улучшения сходимости ПИ приведены в [10], [11].
8.4.3 Фиксирующие устройства и изменчивость в измеряемой характеристике
Если изменчивость в измеряемой характеристике значима, то возможно использование различных фиксирующих устройств для проведения измерений.
Если фиксирующие устройства влияют на форму или размер измеряемого образца, то управление ими должно быть частью работ по калибровке. Это гарантирует, что любой износ, повреждение или смещение фиксирующего устройства происходит в допустимых пределах.
Для ПИ с фиксирующими устройствами и изменчивостью в измеряемой характеристике анализ может быть ограничен исследованиями сходимости ПИ и смещения ПИ.
|

Рисунок 2 - Распределение результатов повторных измерений
8.5 Факторы окружающей среды
Окружающая среда влияет на приемлемость ПИ. Примеры изменчивости результатов измерений из-за факторов окружающей среды:
- тепловое расширение образцов;
- изменение геометрии образцов из-за влажности;
- различия в оценке цвета/покрытия при разном освещении (флуоресцентном, лампой накаливания, дневным светом и др.);
- различия в результатах измерений из-за пыли, загрязнений на ИО или поверхности образца.
Для полной оценки влияния окружающей среды анализ ПИ следует проводить в течение длительного периода времени. Для этого следует:
а) определить факторы окружающей среды, которые могут оказать влияние на ПИ;
б) оценить и/или измерить диапазон значений всех факторов окружающей среды;
в) спланировать эксперимент по анализу ПИ с учетом изменчивости факторов окружающей среды;
г) оценить влияние факторов окружающей среды на ПИ.
Пример - Ранее при проведении анализа ПИ эксперименты проводили при температуре от 18 до 22°С. Но температура в месте проведения контроля (в цеху) в течение года может изменяться от 16 до 26°С, поэтому был запланирован эксперимент по анализу влияния температуры. Для этого отобрали 10 образцов, и один оператор измерил каждый образец по два раза при следующих значения температуры: 16, 21 и 26°С. Далее было проведено исследование сходимости и воспроизводимости ПИ. Величина воспроизводимости ПИ отражает влияние температуры на результаты измерений.
Критерии приемлемости ПИ (см. таблицу 2) должны быть выполнены во всех случаях, в том числе когда анализ учитывает влияние факторов окружающей среды.
8.6 Использование результатов анализа аналогичных процессов измерений
Вместо проведения нового анализа возможно применение результатов, полученных на аналогичных ПИ/характеристиках/образцах/процессах. Возможность замены на аналогичные объекты и приемлемость ПИ по данным аналогичного ПИ должны быть документированы и одобрены заинтересованными сторонами.
Условия применимости результатов аналогичных исследований приведены в таблице 4.
Таблица 4 - Условия применимости результатов анализа аналогичных ПИ
Ключевые вопросы | Условия применимости для характеристик | ||
критических | значительных | малозначительных | |
Тип ИО | ИО должно быть идентичным | ИО не должно добавлять дополнительной изменчивости | |
Разрешение ИО | Должно быть такое же или лучше | ||
Допуск характеристики продукции | Пересчитать результаты для новой ширины поля допуска (опорного интервала) | ||
Тип характеристики | Идентичные процесс и форма образца | Схожие процесс и форма образца | |
Параметры, связанные с формой, покрытием, гибкостью | Те же покрытие, форма и гибкость | Похожие покрытие и форма, та же или лучшая гибкость | Гибкость должна быть аналогичной |
Окружающая среда | Должны быть те же факторы окружающей среды | Должны быть схожие факторы окружающей среды | |
Компетентность оператора | Должны участвовать операторы с одинаковой компетентностью | ||
Доступность измерения характеристики | Одинаковая доступность | ||
Приложение А
(справочное)
Чек-лист для анализа и улучшения процесса анализа процессов измерений
Чек-лист для анализа и улучшения процесса анализа процессов измерений приведен в таблице А.1.
Таблица А.1
ПИ: | |
Дата: | Ф.И.О. проверяющего: |
Вопрос | Ссылка на документированную информацию | Комментарии | Несоответствие/ область для улучшений |
Выполнены ли исходные требования исследования: | |||
Причина проведения анализа ПИ? | |||
Назначен ли ответственный за планирование и выполнение процесса анализа ПИ? | |||
Процесс анализа ПИ документирован, внедрен и проверен в ходе аудита? | |||
Все ли участники анализа ПИ подготовлены, подтверждена ли их компетентность? | |||
Представляют ли выбранные для эксперимента образцы опорный интервал? | |||
Достаточно ли образцов/операторов/повторных измерений? | |||
Измерения проведены в случайном порядке? | |||
Были использованы подходящие методы исследования? | |||
Были использованы соответствующие критерии приемлемости ПИ? | |||
Было принято правильное решение о приемлемости ПИ? | |||
Были спланированы мероприятия в случае, если ПИ неприемлем? | |||
Хранится ли документированная информация по всем результатам анализа ПИ в течение требуемого срока? |
Приложение Б
(справочное)
Пример факторов, влияющих на процессы измерений
Пример факторов, влияющих на процессы измерений, приведен на рисунке Б.1.
|
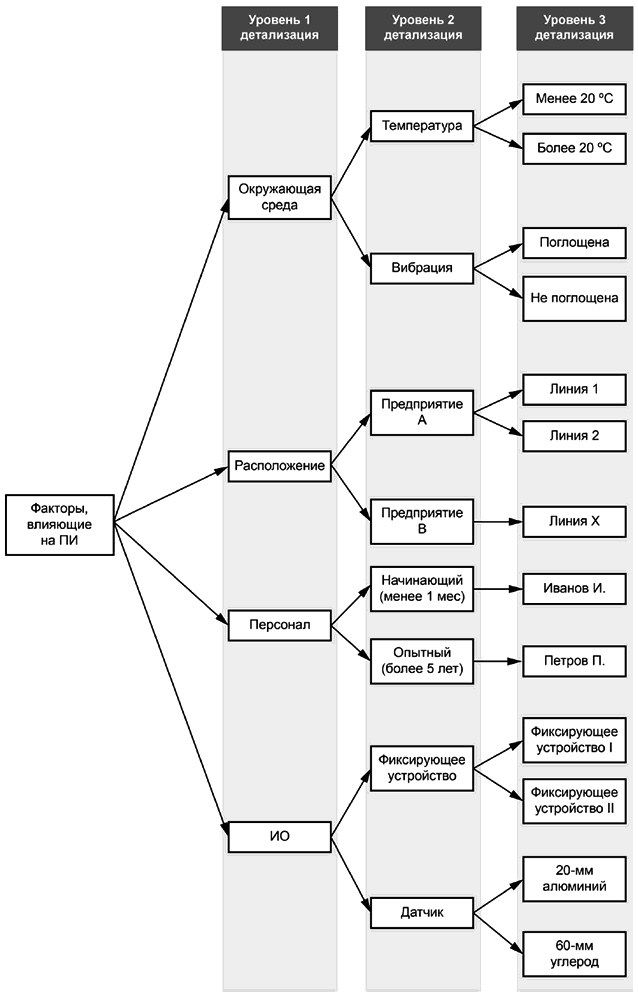
Рисунок Б.1 - Пример факторов, влияющих на ПИ
Приложение В
(справочное)
Пример исследования сходимости процесса измерений
Характеристика определена потребителем как значительная (см. таблицу 2).
Опорный интервал равен ширине поля допуска (0,15 мм). Для эксперимента был отобран образец, опорное значение характеристики которого равно 42,0 мм (данная информация может быть использована для оценки смещения ПИ).
Характеристика образца была измерена 50 раз. Результаты представлены на рисунке В.1 в виде графика.
|

Рисунок В.1 - Анализ сходимости ПИ
Так как требования к сходимости ПИ для значительной характеристики 20% опорного интервала (таблица 2), на график нанесены следующие границы: опорное значение ±0,1
. Таким образом, расстояние между границами равно 20% опорного интервала.
Для того чтобы признать сходимость ПИ приемлемой, все результаты измерений должны лежать внутри построенных границ. Так как в рассмотренном примере четыре точки выходят за границы, сходимость ПИ нельзя признать приемлемой. Необходимо определить и устранить причину неприемлемости. В данном случае причиной могут быть методика проведения измерений, квалификация оператора, ИО.
Приложение Г
(справочное)
Пример исследования сходимости и воспроизводимости процесса измерений
Г.1 Для значительной характеристики "выступ оси" установлен допуск - от 1,00 до 9,50 мм (ширина поля допуска - 8,50 мм).
В эксперименте участвовали три оператора, которые провели по три повторных измерения для 10 образцов. Результаты повторных измерений приведены в таблице Г.1.
Таблица Г.1 - Результаты повторных измерений
Оператор | Повторные измерения | Образец | Среднее значение | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
Оператор 1 | 1 | 0,29 | -0,56 | 1,34 | 0,47 | -0,80 | 0,02 | 0,59 | -0,31 | 2,26 | -1,36 | 0,194 |
2 | 0,41 | -0,68 | 1,17 | 0,50 | -0,92 | -0,11 | 0,75 | -0,20 | 1,99 | -1,25 | 0,166 | |
3 | 0,64 | -0,58 | 1,27 | 0,64 | -0,84 | -0,21 | 0,66 | -0,17 | 2,01 | -1,31 | 0,211 | |
Оператор 2 | 1 | 0,08 | -0,47 | 1,19 | 0,01 | -0,56 | -0,20 | 0,47 | -0,63 | 1,80 | -1,68 | 0,001 |
2 | 0,25 | -1,22 | 0,94 | 1,03 | -1,20 | 0,22 | 0,55 | 0,08 | 2,12 | -1,62 | 0,115 | |
3 | 0,07 | -0,68 | 1,34 | 0,20 | -1,28 | 0,06 | 0,83 | -0,34 | 2,19 | -1,50 | 0,089 | |
Оператор 3 | 1 | 0,04 | -1,38 | 0,88 | 0,14 | -1,46 | -0,29 | 0,02 | -0,46 | 1,77 | -1,49 | -0,223 |
2 | -0,11 | -1,13 | 1,09 | 0,20 | -1,07 | -0,67 | 0,01 | -0,56 | 1,45 | -1,77 | -0,256 | |
3 | -0,15 | -0,96 | 0,67 | 0,11 | -1,45 | -0,49 | 0,21 | -0,49 | 1,87 | -2,16 | -0,284 | |
Результаты применения метода ANOVA (расчет проведен с помощью программного обеспечения) представлены в таблице Г.2.
Таблица Г.2 - Результаты применения метода ANOVA
Источник изменчивости | Стандартное отклонение | Стандартное отклонение, умноженное на шесть | % к опорному интервалу |
ИО (сходимость ПИ) | 0,1999 | 1,1994 | 14,11 |
Оператор (воспроизводимость ПИ) | 0,2268 | 1,3608 | 16,01 |
Взаимодействие | 0,0000 | 0 | 0 |
GR&R | 0,3024 | 1,8144 | 21,34 |
Технологический процесс | 1,0423 | 6,2538 | 73,58 |
Всего | 1,4167 | 8,5002 | 100 |
Количество различимых категорий (округлено до меньшего целого): ndc=4,861~4. | |||
Значение GR&R=21,34% является неприемлемым. ПИ требует улучшения. Для определения направления для улучшения необходимо сравнить сходимость ПИ и воспроизводимость ПИ. В рассмотренном примере и воспроизводимость ПИ (16,01%), и сходимость ПИ (14,11%) значительно влияют на изменчивость результатов повторных измерений. Следует разработать мероприятия для снижения обеих составляющих изменчивости.
Г.2 Для получения дополнительных выводов о сходимости и воспроизводимости ПИ была использована (,
)-карта, построенная по результатам двух повторных измерений десяти образцов тремя операторами (см. рисунок Г.1).
|

Рисунок Г.1 - (,
)-карты
Более половины точек на -карте должно быть за контрольными границами (LCL и UCL), так как образцы для эксперимента должны представлять весь диапазон возможных значений (от нижней до верхней границы поля допуска), то есть изменчивость образцов в эксперименте должна значительно превышать изменчивость ПИ. На рисунке Г.1 это условие не выполнено, требуется дополнительное численное исследование. ПИ требует улучшения.
Также (,
)-карта может быть использована для сравнения операторов и оценки влияния воспроизводимости (см. рисунок 1).
По расположению точек на карте размахов можно сделать выводы о значимо большей изменчивости повторных измерений у второго оператора. А на карте средних значений в результатах повторных измерений второго оператора присутствует серия точек ниже центральной линии (результаты измерений "занижены" относительно других операторов). Аналогичные выводы можно сделать и по другим графикам: на рисунке Г.2 все точки второго оператора расположены не выше, чем для других операторов.
|
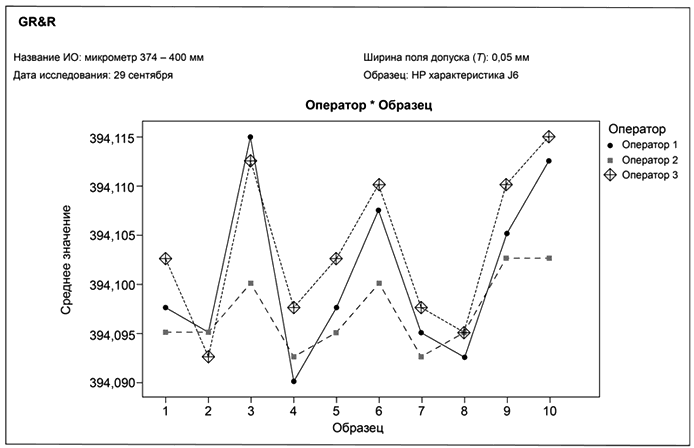
Рисунок Г.2 - Сравнение операторов
Таким образом, влияние воспроизводимости значимо. Для уменьшения воспроизводимости следует провести обучение операторов, нацеленное на уменьшение различий в средних значениях измерений. Для уменьшения сходимости следует провести обучение второго оператора, направленное на снижение изменчивости в его результатах измерений.
Приложение Д
(справочное)
Пример исследования смещения процесса измерений
Д.1 Характеристика "диаметр корпуса камеры" определена как критическая. Опорный интервал равен 0,04 мм (ширина поля допуска).
Для эксперимента отобран образец продукции с опорным значением около середины поля допуска с опорным значением 167,144 мм.
Примечание - В некоторых случаях целесообразно брать дополнительно еще два образца, опорные значения которых находятся близко к нижней и верхней границам поля допуска, и проводить три эксперимента по оценке смещения ПИ.
Д.2 Результаты 10 измерений образца приведены в таблице Д.1.
Таблица Д.1 - Результаты измерений
Повторное измерение | Результат измерений, мм |
1 | 167,143 |
2 | 167,146 |
3 | 167,141 |
4 | 167,142 |
5 | 167,143 |
6 | 167,144 |
7 | 167,142 |
8 | 167,143 |
9 | 167,144 |
10 | 167,143 |
Среднее значение повторных измерений равно 167,1431 мм.
Таким образом, смещение ПИ будет равно:
|Опорное значение - среднее значение повторных измерений|=
|167,144-167,1431|=0,0009 (мм).
Оценка смещения в процентах от опорного интервала:
![]() .
.
Таким образом, смещение ПИ приемлемо (см. таблицу 2).
Приложение Е
(справочное)
Пример исследования линейности процесса измерений
Е.1 Измеряемая характеристика - температура. Диапазон измерений: от 25 до 45°С. Эксперимент был проведен при 25, 30, 35, 40 и 45°С (опорные значения температуры).
Е.2 Результаты эксперимента по оценке линейности ПИ приведены на рисунке Е.1 (расчеты выполнены с помощью программного обеспечения).
|

Рисунок Е.1 - Линейность ПИ
В данном случае влияние линейности ПИ значимо (линия "смещение = 0" не находится внутри 95%-ного доверительного интервала), что может говорить о необходимости дополнительной калибровки ИО.
Приложение Ж
(справочное)
Пример исследования стабильности процессов измерений
Ж.1 Для эксперимента по исследованию стабильности ПИ был взят один образец и измерен 50 раз (по одному измерению каждые 4 ч).
Ж.2 Для анализа стабильности ПИ была построена аналитическая контрольная карта (см. рисунок Ж.1). Условием приемлемости является отсутствие признаков влияния особых причин на контрольной карте.
|

Рисунок Ж.1 - Контрольная карта для исследования стабильности ПИ
В данном случае стабильность ПИ неприемлема, так как на контрольной карте присутствует серия точек выше центральной линии, что говорит о значимом смещении результатов измерений "в большую сторону". Причиной этого могут быть:
- изменившиеся условия окружающей среды (температура, влажность);
- износ ИО;
- изменчивость в действиях оператора (например, усталость) и др.
Приложение И
(справочное)
Пример исследования процесса измерений при получении альтернативных данных
И.1 В сборочном цеху было выявлено неприемлемое количество несоответствий из-за проблем установки фиксатора.
Инженер, ответственный за продукцию, решил провести анализ ПИ.
Для эксперимента были отобраны 20 образцов: 10 - соответствующих требованиям и 10 - не соответствующих. Меньшее, чем требуется, количество образцов для эксперимента было согласовано с потребителем. Опорные решения по каждому образцу приведены в таблице И.1.
Таблица И.1 - Опорные решения
N образца | Решение |
1 | Соответствует |
2 | Соответствует |
3 | Соответствует |
4 | Соответствует |
5 | Соответствует |
6 | Соответствует |
7 | Соответствует |
8 | Соответствует |
9 | Соответствует |
10 | Соответствует |
11 | Не соответствует |
12 | Не соответствует |
13 | Не соответствует |
14 | Не соответствует |
15 | Не соответствует |
16 | Не соответствует |
17 | Не соответствует |
18 | Не соответствует |
19 | Не соответствует |
20 | Не соответствует |
Один оператор провел два повторных измерения в случайном порядке. Результаты приведены в таблице И.2.
Таблица И.2 - Результаты повторных измерений оператором А
Оператор | N образца | Измерение 1 | Измерение 2 |
А | 20 | Не соответствует | Не соответствует |
А | 3 | Соответствует | Соответствует |
А | 1 | Соответствует | Соответствует |
А | 6 | Соответствует | Соответствует |
А | 18 | Не соответствует | Не соответствует |
А | 9 | Соответствует | Соответствует |
А | 12 | Не соответствует | Не соответствует |
А | 14 | Не соответствует | Не соответствует |
А | 15 | Не соответствует | Не соответствует |
А | 4 | Соответствует | Не соответствует |
А | 11 | Не соответствует | Не соответствует |
А | 7 | Соответствует | Соответствует |
А | 17 | Соответствует | Не соответствует |
А | 13 | Соответствует | Соответствует |
А | 10 | Соответствует | Не соответствует |
А | 16 | Не соответствует | Не соответствует |
А | 8 | Не соответствует | Соответствует |
А | 5 | Не соответствует | Не соответствует |
А | 19 | Не соответствует | Не соответствует |
А | 2 | Соответствует | Соответствует |
Для оценки совпадения решений были заполнены таблицы согласованности, по правилам, приведенным в таблице И.3.
Таблица И.3 - Таблица согласованности. Правила заполнения
Измерение 1 | Измерение 2 | Сумма | ||
Соответствует | Не соответствует | |||
Соответствует | Количество |
| ||
Вероятность |
| |||
Не соответствует | Количество |
| ||
Вероятность |
| |||
Сумма | Количество |
|
| - |
Вероятность |
|
| ||
Пояснение используемых сокращений: | ||||
Результаты заполнения приведены в таблице И.4.
Таблица И.4 - Заполненная таблица согласованности
Измерение 1 | Измерение 2 | Сумма | ||
Соответствует | Не соответствует | |||
Соответствует | Количество | 9 | 2 | 11 |
Вероятность | 0,45 | 0,1 | 0,55 | |
Не соответствует | Количество | 1 | 8 | 9 |
Вероятность | 0,05 | 0,4 | 0,45 | |
Сумма | Количество | 10 | 10 | - |
Вероятность | 0,5 | 0,5 | ||
Далее была рассчитана наблюдаемая вероятность совпадения решений по образцам:
![]() .
.
Вероятность случайного совпадения при принятии решения рассчитывают по формуле
![]()
Каппа рассчитана по формуле
 .
.
Каппа для данного примера:
![]() .
.
Промежуточный вывод: Каппа для проверки совпадения решений оператора А неприемлема. Необходим дополнительный анализ.
Инженер выбрал двух операторов, которые устанавливают фиксатор и проводят измерения. Для того чтобы обеспечить независимость повторных измерений при проведении эксперимента, каждый оператор измерял одновременно только один образец за раз, все остальные образцы при этом были скрыты. Также оператор не видел проведения измерений другим оператором. Инженер представлял образцы для измерений в случайном порядке.
После измерения каждого образца два раза каждым оператором инженер проанализировал результаты. Сначала было проанализировано совпадение решений операторов (согласованность "внутри оператора"). Результаты измерений и результаты анализа приведены в таблицах И.5-И.8.
Таблица И.5 - Результаты повторных измерений оператором А (отсортированные по номеру образца)
N образца | Измерение 1 | Измерение 2 |
1 | Соответствует | Соответствует |
2 | Соответствует | Соответствует |
3 | Соответствует | Соответствует |
4 | Соответствует | Не соответствует |
5 | Не соответствует | Не соответствует |
6 | Соответствует | Соответствует |
7 | Соответствует | Соответствует |
8 | Не соответствует | Соответствует |
9 | Соответствует | Соответствует |
10 | Соответствует | Не соответствует |
11 | Не соответствует | Не соответствует |
12 | Не соответствует | Соответствует |
13 | Соответствует | Соответствует |
14 | Не соответствует | Не соответствует |
15 | Не соответствует | Не соответствует |
16 | Не соответствует | Не соответствует |
17 | Соответствует | Не соответствует |
18 | Не соответствует | Не соответствует |
19 | Не соответствует | Соответствует |
20 | Не соответствует | Не соответствует |
Таблица И.6 - Таблица согласованности для оператора А
Измерение 1 | Измерение 2 | Сумма | ||
Соответствует | Не соответствует | |||
Соответствует | Количество | 7 | 3 | 10 |
Вероятность | 0,35 | 0,15 | 0,5 | |
Не соответствует | Количество | 3 | 7 | 10 |
Вероятность | 0,15 | 0,35 | 0,5 | |
Сумма | Количество | 10 | 10 | - |
Вероятность | 0,5 | 0,5 | ||
![]() 0,7,
0,7,
![]() 0,5.
0,5.
![]() .
.
Промежуточный вывод: Каппа для проверки совпадения решений оператора А неприемлема.
Таблица И.7 - Результаты повторных измерений оператором Б (отсортированные по номеру образца)
N образца | Измерение 1 | Измерение 2 |
1 | Соответствует | Соответствует |
2 | Соответствует | Не соответствует |
3 | Соответствует | Соответствует |
4 | Соответствует | Соответствует |
5 | Не соответствует | Не соответствует |
6 | Соответствует | Соответствует |
7 | Соответствует | Соответствует |
8 | Соответствует | Не соответствует |
9 | Соответствует | Соответствует |
10 | Не соответствует | Соответствует |
11 | Не соответствует | Не соответствует |
12 | Не соответствует | Не соответствует |
13 | Соответствует | Соответствует |
14 | Не соответствует | Не соответствует |
15 | Не соответствует | Не соответствует |
16 | Не соответствует | Не соответствует |
17 | Соответствует | Соответствует |
18 | Не соответствует | Не соответствует |
19 | Не соответствует | Не соответствует |
20 | Не соответствует | Не соответствует |
Таблица И.8 - Таблица согласованности для оператора Б
Измерение 1 | Измерение 2 | Сумма | ||
Соответствует | Не соответствует | |||
Соответствует | Количество | 8 | 2 | 10 |
Вероятность | 0,4 | 0,1 | 0,5 | |
Не соответствует | Количество | 1 | 9 | 10 |
Вероятность | 0,05 | 0,45 | 0,5 | |
Сумма | Количество | 9 | 11 | - |
Вероятность | 0,45 | 0,55 | ||
![]() 0,85,
0,85,
![]() 0,5.
0,5.
![]() .
.
Промежуточный вывод: Каппа для проверки совпадения решений оператора Б неприемлема.
Далее была проанализирована согласованность решений операторов друг с другом и согласованности решений оператора Б с опорным решением. Для этого было использовано первое повторное измерение каждого оператора. Данные для анализа и результаты анализа приведены в таблицах И.9-И.12.
Таблица И.9 - Данные для анализа согласованности решений операторов А и Б друг с другом, отсортированные по номеру образца
N образца | Оператор А/измерение 1 | Оператор Б/измерение 1 |
1 | Соответствует | Соответствует |
2 | Соответствует | Соответствует |
3 | Соответствует | Соответствует |
4 | Соответствует | Соответствует |
5 | Не соответствует | Не соответствует |
6 | Соответствует | Соответствует |
7 | Соответствует | Соответствует |
8 | Не соответствует | Соответствует |
9 | Соответствует | Соответствует |
10 | Соответствует | Не соответствует |
11 | Не соответствует | Не соответствует |
12 | Не соответствует | Не соответствует |
13 | Соответствует | Соответствует |
14 | Не соответствует | Не соответствует |
15 | Не соответствует | Не соответствует |
16 | Не соответствует | Не соответствует |
17 | Соответствует | Соответствует |
18 | Не соответствует | Не соответствует |
19 | Не соответствует | Не соответствует |
20 | Не соответствует | Не соответствует |
Таблица И.10 - Таблица согласованности операторов А и Б
Оператор А | Оператор Б | Сумма | ||
Соответствует | Не соответствует | |||
Соответствует | Количество | 9 | 1 | 10 |
Вероятность | 0,45 | 0,05 | 0,5 | |
Не соответствует | Количество | 1 | 9 | 10 |
Вероятность | 0,05 | 0,45 | 0,5 | |
Сумма | Количество | 10 | 10 | - |
Вероятность | 0,5 | 0,5 | ||
![]() 0,9,
0,9,
![]() 0,5.
0,5.
![]() .
.
Промежуточный вывод: Каппа для проверки согласованности решений А и Б приемлема.
Таблица И.11 - Данные для анализа согласованности оператора Б с опорным решением, отсортированные по номеру образца
N образца | Оператор Б/измерение 1 | Опорное решение |
1 | Соответствует | Соответствует |
2 | Соответствует | Соответствует |
3 | Соответствует | Соответствует |
4 | Соответствует | Соответствует |
5 | Не соответствует | Соответствует |
6 | Соответствует | Соответствует |
7 | Соответствует | Соответствует |
8 | Соответствует | Соответствует |
9 | Соответствует | Соответствует |
10 | Не соответствует | Соответствует |
11 | Не соответствует | Не соответствует |
12 | Не соответствует | Не соответствует |
13 | Соответствует | Не соответствует |
14 | Не соответствует | Не соответствует |
15 | Не соответствует | Не соответствует |
16 | Не соответствует | Не соответствует |
17 | Соответствует | Не соответствует |
18 | Не соответствует | Не соответствует |
19 | Не соответствует | Не соответствует |
20 | Не соответствует | Не соответствует |
Таблица И.12 - Таблица согласованности оператора Б с опорным решением
Оператор А | Опорное решение | Сумма | ||
Соответствует | Не соответствует | |||
Соответствует | Количество | 8 | 2 | 10 |
Вероятность | 0,4 | 0,1 | 0,5 | |
Не соответствует | Количество | 2 | 8 | 10 |
Вероятность | 0,1 | 0,4 | 0,5 | |
Сумма | Количество | 10 | 10 | - |
Вероятность | 0,5 | 0,5 | ||
![]() 0,8,
0,8,
![]() 0,5.
0,5.
![]() *.
*.
_______________
* Формула соответствует оригиналу. - .
Промежуточный вывод: Каппа для проверки согласованности оператора Б с опорным решением приемлема.
Общий вывод: согласованность решений операторов А и Б приемлемая (Каппа=0,8), но так как по совпадению решений оператора А получено неприемлемое значение Каппа (0,4), можно сделать вывод о случайности получения такого высокого значения Каппа для операторов А и Б.
По оператору Б (по совпадению решений) было получено самое высокое значение Каппа (0,7), но при этом из 20 образцов по трем он дал различные решения в повторных измерениях, а при оценке согласованности его решений с опорным решением было получено неприемлемое значение Каппа (0,6).
Таким образом, ПИ неприемлем; необходимо дополнительное обучение операторов, а также необходимо разработать дополнительные меры для наглядной демонстрации различий соответствующей и несоответствующей продукции.
Библиография
[1] | [Электронный ресурс] Руководство по управлению цепочками поставок/Международная группа по качеству аэрокосмической техники (Supply Chain Management Handbook (SCMH)/The International Aerospace Quality Group (IAQG) - Режим доступа http://www.sae.org/servlets/registration?PORTAL_CODE=IAQG&OBJECT_PKG=iaqg. businessClasses&OBJECT_TYPE=SCMHGeneral&PAGE=getSCMHBOOK (дата обращения: 01.05.2017), свободный | |
[2] | Федеральный закон от 26 июня 2008 г. N 102-ФЗ "Об обеспечении единства измерений" | |
[3] | AS 13003:2015* | Требования к анализу систем измерения для цепочки поставок авиационной техники (Measurement Systems Analysis Requirements for the Aero Engine Supply Chain) |
________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - . | ||
[4] | AS 9100D:2016 | Требования к авиационным, космическим и оборонным организациям (Requirements for Aviation, Space and Defense Organizations) |
[5] | AS 9145:2016 | Требования к расширенному планированию качества продукции и процессу утверждения части продукции (Requirements to Advanced Product Quality Planning and Production Part Approval Process) |
[6] | Авиационные правила. Часть 34* | Охрана окружающей среды. Эмиссия загрязняющих веществ авиационными двигателями. Нормы и испытания |
________________ * Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - . | ||
[7] | РМГ 29 | Государственная система обеспечения единства измерений. Метрология. Основные термины и определения |
[8] | Р 50.1.040-2002 | Статистические методы. Планирование экспериментов. Термины и определения |
[9] | ISO/IEC GUIDE | Международный словарь по метрологии. Основные и общие понятия и соответствующие термины (VIM) |
[10] | Анализ измерительных систем. MSA. Ссылочное руководство/Пер. с англ. четвертого издания от июня 2010 г. - Н. Новгород: ООО СМЦ "Приоритет", 2012. - 452 с. (двуязычное) | |
[11] | ASTM Е2782:2017 | Стандартное руководство по анализу системы измерения (Standard Guide for Measurement System Analysis) |
УДК 629.735:006.354 | ОКС 03.100.01 |
Ключевые слова: процесс измерений, анализ процесса измерений, критерии приемлемости процесса измерений, разрешение измерительного оборудования, сходимость, воспроизводимость, смещение, линейность, стабильность, согласованность результатов измерений | |
Электронный текст документа
и сверен по:
, 2018
{kind=link}