ГОСТ 9222-87
(СТ СЭВ 1828-79,
СТ СЭВ 3863-82)
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРЕССЫ ДВУХКРИВОШИПНЫЕ ПРОСТОГО
ДЕЙСТВИЯ ОТКРЫТЫЕ
Параметры и размеры. Нормы точности
Single-action open two-crank presses. Parameters and dimensions.
Norms of accuracy
ОКП 38 2131
Дата введения 1989-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.А.Болотов (руководитель темы), С.И.Пятецкий, С.В.Демченко, А.Г.Матвеенко, Р.Е.Саратова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.08.87 N 3317
3. Срок первой проверки 1992 г., периодичность проверки 5 лет
4. Стандарт соответствует СТ СЭВ 1828-79 в части номинального усилия двухкривошипных открытых прессов простого действия.
Стандарт полностью соответствует СТ СЭВ 3863-82.
5. ВЗАМЕН ГОСТ 9222-79* ; ГОСТ 15476-79
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 9222-80. - .
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 577-68 | Приложение 2 |
ГОСТ 3749-77 | |
ГОСТ 8026-92 | |
ГОСТ 9696-82 | |
ГОСТ 11196-74 | |
ГОСТ 15961-89 | 2.6, приложение 2 |
7. Ограничение срока действия снято по решению Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
8. ПЕРЕИЗДАНИЕ (февраль 1996 г.) с Изменением N 1, утвержденным в ноябре 1991 г. (ИУС 2-92)
Настоящий стандарт распространяется на открытые простого действия двухкривошипные прессы для различных операций холодной штамповки, изготовляемые для нужд народного хозяйства и на экспорт.
Требования настоящего стандарта являются обязательными, за исключением п.1.1 в части расстояния от оси ползуна до станины, расстояния между стойками станины в свету, пути ползуна до его крайнего положения, на котором пресс развивает номинальное усилие, толщины подштамповой плиты, удельной массы, удельного расхода энергии главного привода, 1.5, 1.6.
(Измененная редакция, Изм. N 1).
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Параметры и размеры прессов должны соответствовать указанным в табл.1 и на черт.1.
Таблица 1
Размеры, мм
Наименование параметров и размеров | Нормы для исполнений | ||||||||||||||||||||||||
1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | ||||||||||||||
Номинальное усилие пресса, кН (тс) | 400 (40) | 630 (63) | 1000 (100) | 1600 (160) | 2500 (250) | 4000 (400) | |||||||||||||||||||
Ход ползуна | 80 | 160 | 100 | 160 | 100 | 200 | 125 | 250 | 160 | 320 | 160 | 320 | |||||||||||||
Частота непрерывных ходов ползуна, мин | 100 | 63 | 80 | 63 | 80 | 40 | 50 | 40 | 50 | 32 | 32 | 25 | |||||||||||||
Наибольшее расстояние между подштамповой плитой и ползуном в его нижнем положении при верхнем положении регулировки | 270 | 390 | 270 | 390 | 350 | 500 | 350 | 500 | 350 | 500 | 350 | 500 | 420 | 610 | 420 | 610 | 400 | 590 | 400 | 590 | 510 | 700 | 510 | 700 | |
Величина регулировки расстояния между подштамповой плитой и ползуном | 100 | 125 | 160 | 200 | 250 | ||||||||||||||||||||
Размеры стола | слева направо | 1250 | 1600 | 1250 | 1600 | 1250 | 1600 | 1250 | 1600 | 1250 | 2000 | 1250 | 2000 | 1250 | 2000 | 1250 | 2000 | 1600 | 2500 | 1600 | 2500 | 2500 | 4000 | 2500 | 4000 |
спереди назад | 530 | 600 | 670 | 750 | 850 | 950 | |||||||||||||||||||
Размеры ползуна | слева направо | 1120 | 1400 | 1120 | 1400 | 1120 | 1400 | 1120 | 1400 | 1120 | 1800 | 1120 | 1800 | 1120 | 1800 | 1120 | 1800 | 1400 | 2240 | 1400 | 2240 | 2240 | 3750 | 2240 | 3750 |
спереди назад | 500 | 560 | 630 | 710 | 800 | 900 | |||||||||||||||||||
Расстояние от оси ползуна до станины | 280 | 315 | 360 | 400 | 450 | 500 | |||||||||||||||||||
Расстояние между стойками станины в свету | 1000 | 1250 | 1000 | 1250 | 1000 | 1250 | 1000 | 1250 | 1000 | 1600 | 1000 | 1600 | 1000 | 1600 | 1000 | 1600 | 1250 | 2000 | 1250 | 2000 | 2000 | 3150 | 2000 | 3150 | |
Путь ползуна до его крайнего положения, на котором пресс развивает номинальное усилие | 6 | 12 | |||||||||||||||||||||||
Толщина подштамповой плиты | 90 | 100 | 140 | 160 | 200 | ||||||||||||||||||||
Удельная масса | 623 | 456 | 344 | 260 | 325 | 267 | 220 | 183 | 254 | 182 | 143 | 106 | 135 | 99 | 79 | 58 | 102 | 76 | 58 | 43 | 49 | 38 | 28 | 20 | |
Удельный расход энергии | 0,211 | 0,268 | 0,249 | 0,314 | 0,214 | 0,337 | 0,247 | 0,386 | 0,270 | 0,337 | 0,317 | 0,405 | |||||||||||||
________________
* ![]() ;
; ![]() ,
,
где - масса пресса без средств механизации и автоматизации, кг;
- номинальное усилие пресса, кН;
- ход ползуна, м;
- площадь стола, м
;
![]() - наибольшее расстояние между столом и ползуном в его нижнем положении при верхнем положении регулировки, м;
- наибольшее расстояние между столом и ползуном в его нижнем положении при верхнем положении регулировки, м;
- номинальная мощность электродвигателя главного привода, Вт (для асинхронных двигателей с повышенным скольжением принимается при продолжительности включения ПВ=100% и определяется в соответствии с приложением);
- частота непрерывных ходов ползуна в минуту.
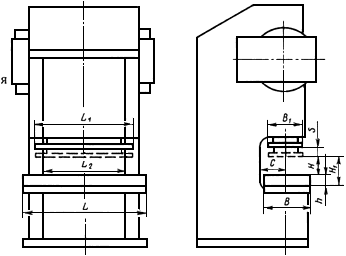
Черт.1
Примечание. Чертеж не определяет конструкцию прессов.
1.2. Прессы должны изготовляться исполнений:
1 - с уменьшенным ходом и увеличенным числом непрерывных ходов ползуна;
2 - с увеличенным ходом и уменьшенным числом непрерывных ходов ползуна.
1.3. Муфта, тормоз и система управления ими должны обеспечивать число одиночных включений не менее 75% непрерывных ходов, указанных в таблице.
1.4. Прессы должны изготовляться:
с выталкивателем в ползуне и усилием не менее 5% номинального усилия пресса;
с подушками в столе с суммарным усилием до 20% номинального усилия пресса и ходом не менее 25% хода ползуна.
1.5. По требованию потребителя прессы должны оснащаться:
средствами механизации и автоматизации для штамповки из ленточного материала и для штамповки из штучных заготовок;
прессы усилием более 1000 кН - средствами установки и съема инструмента; механизмом выгрузки для удаления отштампованных деталей.
1.6. Конструкция прессов должна предусматривать возможность встраивания их в комплексы кузнечно-прессового оборудования.
2. НОРМЫ ТОЧНОСТИ
2.1. (Исключен, Изм. N 1).
2.2. Измерения точности прессов должны проводиться при минимальных величинах зазоров в направляющих, обеспечивающих движение ползуна.
В случае, если конструктивные особенности пресса не позволяют произвести измерение на длине, к которой отнесен допуск, то последний должен быть пересчитан на наибольшую возможную длину измерения. Полученный при пересчете допуск менее 0,01 мм принимают равным 0,01 мм.
(Измененная редакция, Изм. N 1).
2.3, 2.4. (Исключены, Изм. N 1).
2.5. Устанавливаются следующие методы измерения и нормы геометрической точности прессов.
2.5.1. Плоскостность поверхности стола и нижней поверхности ползуна, верхней и нижней поверхностей подштамповой плиты
Допуск плоскостности 0,06 мм на длине 1000 мм. Выпуклость не допускается.
Допускается проводить измерение плоскостности нижней поверхности ползуна до установки его на пресс.
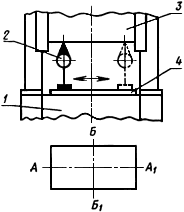
Измерение поверхностей длиной до 2500 мм проводят в соответствии со схемой, указанной на черт.2.
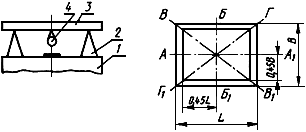
Черт.2
На измеренную поверхность 1 устанавливают призматические опоры 2 равной высоты, на которые кладут поверочную линейку 3. Под поверочную линейку помещают индикатор 4 на специальной стойке.
Измерения проводят по диагональным ( и
), крайним продольным
![]() и поперечным
и поперечным ![]() сечениям измерения.
сечениям измерения.
Отклонение от плоскостности равно наибольшей разности показаний индикатора.
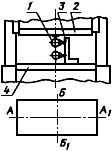
Поверхности длиной более 2500 мм контролируют при помощи оптико-механических или оптоэлектронных плоскомеров, содержащих: основание с регулируемыми опорами и визирным устройством, четыре юстировочные и одну измерительную марки с магнитными основаниями (черт.3).
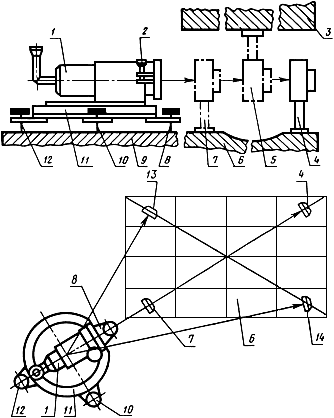
Черт.3
Плоскость сравнения создают вращением оси визирного устройства 1 по образцовой поверхности основания 11. Измерение отклонения от плоскостности опорной поверхности стола 6 производится после настройки плоскости сравнения параллельно диагоналям контролируемой поверхности 6 (стола или ползуна). Для этого плоскость сравнения вначале совмещают с одной диагональю при помощи двух регулируемых опор 8 и 12, размещенных в одной плоскости с осью визирного измерительного устройства 1 и этой диагональю, затем плоскость сравнения разворачивают параллельно другой диагонали при помощи третьей опоры 10, смещенной от оси измерительного устройства в плоскости, перпендикулярной первой диагонали. При установке плоскости сравнения ось визирного устройства 1 наводят на центры юстировочных марок 4, 7, 13, 14, расположенных в угловых точках - на концах диагоналей контролируемой поверхности. После установки плоскости сравнения, перемещая по контролируемой поверхности 6 измерительную марку и наводя на нее визирное устройство 1, снимают показания с отсчетного устройства 2 и записывают их на план контролируемой поверхности.
Отклонение от плоскостности равно разности наибольшего и наименьшего показателей отсчетного устройства 2 на всей площади измеряемой поверхности.
Аналогично контролируют плоскостность опорной поверхности 3 ползуна. При этом измерительную марку 5 перемещают по поверхности 3 и крепят перед снятием отсчета при помощи магнита, размещенного в основании измерительной марки 5.
При измерении подставка 9, на которой установлен плоскомер, и контролируемая машина должны находиться на одном основании во избежание нестабильности отсчетов от взаимного перемещения объекта измерения и плоскомера.
2.5, 2.5.1. (Измененная редакция, Изм. N 1).
2.5.1a. Параллельность верхней и нижней поверхностей подштамповой плиты
Допуск параллельности 0,06 мм на длине 1000 мм.
Измерение проводят в соответствии со схемой, указанной на черт.3а.
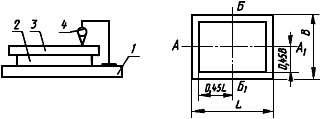
Черт.3а
На поверхность поверочной плиты 1 устанавливают подштамповую плиту 2. На подштамповую плиту устанавливают поверочную линейку 3. На поверочную плиту устанавливают стойку с индикатором 4 так, чтобы его измерительный наконечник касался измерительной поверхности поверочной линейки.
Измерения проводят в направлениях и
.
Отклонение от параллельности равно наибольшей разности показаний индикатора.
(Введен дополнительно, Изм. N 1).
2.5.2. Параллельность нижней поверхности ползуна верхней поверхности подштамповой плиты
На поверхность подштамповой плиты 4 (черт.4) устанавливают на специальной стойке индикатор 2 так, чтобы его измерительный наконечник касался нижней поверхности ползуна 3.
Черт.4
Таблица 2
Размеры в мм
Размер ползуна | Усилие пресса, кН | Допуск параллельности | ||
1120 | 500 | До 630 | 0,10 | 0,08 |
Св. 630 до 2500 | 0,16 | 0,12 | ||
1400 | 560 | До 630 | 0,14 | 0,09 |
Св. 630 до 2500 | 0,20 | 0,12 | ||
- | 630 | До 630 | - | 0,10 |
1800 | Св. 630 до 2500 | 0,25 | 0,12 | |
2240 | 710 | Св. 630 до 2500 | 0,28 | 0,14 |
- | 800 | - | 0,16 | |
2240 | 900 | Св. 2500 | 0,36 | 0,22 |
3750 | - | 0,60 | - | |
Примечание. В направлении, перпендикулярном фронту пресса ![]() , отклонения в передней части ползуна допускаются только вниз.
, отклонения в передней части ползуна допускаются только вниз.
Отклонение от параллельности измеряют при наибольшем и наименьшем расстояниях между подштамповой плитой и ползуном в его нижнем положении в двух взаимно перпендикулярных направлениях и
в четырех крайних точках.
Отклонение от параллельности равно разности показаний индикатора.
2.5.3. Перпендикулярность хода ползуна к верхней поверхности подштамповой плиты
Регулировку ползуна устанавливают в среднем положении. На верхнюю поверхность подштамповой плиты 4 (черт.5) устанавливают угольник 3. Индикатор крепят к ползуну 2 в любом месте так, чтобы его измерительный наконечник касался измерительной поверхности угольника.
Черт.5
Таблица 3
Размеры в мм
Ход ползуна | Усилие пресса, кН | Допуск перпендикулярности |
До 100 | До 630 | 0,03 |
Св. 630 до 2500 | 0,06 | |
Св. 100 до 160 | До 630 | 0,04 |
Св. 630 до 2500 | 0,06 | |
Св. 160 до 250 | Св. 630 до 2500 | 0,10 |
Св. 2500 | 0,12 | |
Св. 250 | Св. 630 до 2500 | 0,12 |
Св. 2500 | 0,16 |
Отклонение от перпендикулярности измеряют на всей длине хода ползуна в двух взаимно перпендикулярных направлениях и
в одной точке ползуна.
Отклонение от перпендикулярности равно наибольшей разности показаний индикатора на длине хода ползуна.
2.5.2, 2.5.3. (Измененная редакция, Изм. N 1).
2.5.4. Радиальное и торцовое биение маховика
Таблица 4
мм
Диаметр маховика | Допуск биения | |
радиального | торцового | |
До 1000 | 0,10 | 0,20 |
Св. 1000 | 0,16 | 0,30 |
Для маховиков, связанных с валом-муфтой, проверку проводят при выключенной муфте.
Индикатор 1 (черт.6) устанавливают так, чтобы его измерительный наконечник касался поверхности обода маховика 2 или его торцовой поверхности на расстоянии 10 мм от образующей поверхности обода.
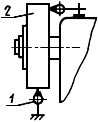
Черт.6
Биение равно наибольшей разности показаний индикатора за один оборот маховика 2.
Примечание. На динамически сбалансированном маховике данная проверка не проводится.
2.6. Общие требования при проведении проверок - по ГОСТ 15961.
2.7. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ
Обязательное
Таблица 5
Данные о мощности трехфазных асинхронных короткозамкнутых двигателей
серии 4А с повышенным скольжением
и синхронной частотой вращения 1500 мин при частоте тока 50 Гц
Обозначение двигателя | Номинальная мощность, кВт, при продолжительности | |
40% | 100% | |
4АС 132 S4 | 8,5 | 7,1 |
4АС 132 М4 | 11,8 | 9,0 |
4АС 160 S4 | 17,0 | 13,0 |
4АС 160 М4 | 20,0 | 17,0 |
4АС 180 S4 | 21,0 | 19,0 |
4АС 180 М4 | 26,5 | 24,0 |
4АС 200 М4 | 31,5 | 26,0 |
4АС 200 L4 | 40,0 | 35,0 |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
СРЕДСТВА ИЗМЕРЕНИЯ, ПРИМЕНЯЕМЫЕ ДНЯ ПРОВЕРКИ ТОЧНОСТИ ПРЕССОВ
1. Линейки поверочные типов ШМ и ШД классов точности 1 и 2 - по ГОСТ 8026.
2. Индикатор часового типа с ценой деления 0,01 мм - по ГОСТ 577.
3. Индикатор многооборотный с ценой деления 0,001 мм - по ГОСТ 9696.
4. Угольники поверочные 90° с широким основанием класса точности 1 - по ГОСТ 3749.
5. Призматические опоры - по ГОСТ 15961, приложение 2.
(Введено дополнительно, Изм. N 1).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1996
{kind=link}