ГОСТ 24016-80
Группа Г44
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАШИНЫ ЛИТЕЙНЫЕ
Общие требования к методам и средствам контроля точности
Foundry machines. General requirements fo methods and means of control accuracy
ОКП 38 4100
Дата введения 1981-07-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
В.Д.Богашев, канд. техн. наук; Т.М.Мореева
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е.Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 февраля 1980 г. N 941
Настоящий стандарт распространяется на литейные машины и сборочные единицы (агрегаты и механизмы) автоматических линий, изготовляемые для нужд народного хозяйства и для экспорта.
Стандарт устанавливает общие требования к номенклатуре проверок, условиям, методам и средствам контроля точности, а также требования безопасности при проверках точности.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Проверки машин на точность должны предусматриваться в тех случаях, когда точность геометрической формы, взаимного расположения и перемещения исполнительных поверхностей машин и элементов оснащения отражается на качестве получаемого с их помощью изделия, полуфабриката, материала.
1.2. Объем проверки машин на точность должен быть минимальным, но обеспечивающим получение изделий заданной точности, материалов обусловленного качества, оптимальные условия работы элементов машин (линий), оснастки и приспособлений.
Подлежащие проверке показатели точности машин и элементов линий должны быть установлены в стандартах или технических условиях на конкретный тип или модель изделия. Последовательность проверок должна обеспечивать наименьшее количество перестановок средств измерения.
1.3. Проверке на точность должна подвергаться на предприятии-изготовителе каждая машина (линия), попадающая по своему наименованию, назначению и основным характеристикам под действие соответствующего стандарта на нормы точности.
1.4. Проверка машин (линий) на точность должна проводиться после испытаний на холостом ходу и под нагрузкой, если последнее предусмотрено, и регулировки. Необходимость дополнительной регулировки перед отдельными проверками должна быть установлена в технических условиях на конкретные модели машин.
1.5. Испытания на точность должны проводиться на собранной машине (линии). Допускается снятие кожухов, щитков и других съемных принадлежностей.
Проверки точности сборочных единиц и деталей, которые не могут быть выполнены без разборки машин (линий), должны быть проведены после их изготовления и сборки, а результаты проверок - занесены в эксплуатационную документацию по ГОСТ 2.601-68*.
______________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - .
1.6. Перед проверкой точности машина должна быть установлена по уровню на горизонтальной плоскости. Если точность установки по уровню не указана в стандарте или технических условиях, отклонение не должно быть более 1 мм на длине 1000 мм.
1.7. Выверку положения машины по уровню, а также проверки точности формы базовых поверхностей допускается проводить без затяжки фундаментных болтов. Необходимость затяжки при проведении указанных проверок должна быть специально предусмотрена в стандартах или технических условиях.
1.8. Проверки на точность должны обеспечить контроль:
точности геометрических форм исполнительных поверхностей, базирующих оснастку (модельную плиту, пресс-форму, кокиль и т.д.) на машине или элементе линии;
точности относительного расположения и перемещения исполнительных поверхностей;
точности расположения рабочих органов или принадлежностей по отношению к исполнительным или базовым поверхностям.
1.9. При проведении проверок с интервалами (шагами), их длины выбираются в зависимости от размеров и точности в пределах от 0,1 до 0,3 размера проверяемой поверхности, но не более 1000 мм.
При проверках плоскостности поверхностей размером до 1250х1000 мм проверка должна проводиться в двух средних и двух диагональных сечениях.
1.10. Точность перемещения исполнительных поверхностей должна контролироваться в пределах той длины рабочего хода, которая влияет на качество получаемого на машине изделия или материала. Отклонения, возникающие за пределами этой длины не учитывают.
1.11. Для машин (линий), снабженных устройствами автоматической компенсации отклонений или самоустановки поверхностей или осей, нормы точности по компенсируемым параметрам не устанавливают.
Необходимость и методы проверки достаточности компенсации путем контроля точности конечных положений или эффективного значения компенсации должны быть установлены в стандартах или технических условиях.
2. ТРЕБОВАНИЯ К МЕТОДАМ ПРОВЕРКИ И СРЕДСТВАМ ИЗМЕРЕНИЯ
2.1. Применение методов и средств контроля, не приведенных в настоящем стандарте, допускается при условии обеспечения заданной точности машин (линий) и допустимой погрешности метода измерения, не превышающей установленной в п.2.11.
2.2. Взаимное расположение и перемещение исполнительных поверхностей машин (линий) при проверке должно воспроизводить их положение и перемещение при работе.
2.3. Все необходимые перемещения исполнительных поверхностей должны осуществляться механически на минимальной скорости или вручную с соблюдением необходимых мер безопасности.
2.4. Измерение отклонений форм плоских поверхностей должно проводиться по всей их плоскости или шагами согласно п.1.9, кроме мест установки крышек, заглушек и других деталей, а также участков шириной до 5 мм, прилегающих к кромкам проверяемой поверхности, заглубление которых от прилегающей плоскости на значение, превышающее предельное отклонение, при условии соблюдения размеров, установленных чертежом, не является нарушением стандарта.
2.5. Измерение параллельности плоских исполнительных поверхностей должно проводиться вдоль их внешнего контура по всей его длине на таком расстоянии от кромок меньшей поверхности, которое исключает влияние установленных чертежами, стандартами или техническими условиями фасок или заваленных кромок.
2.6. Проверка перпендикулярности относительного перемещения исполнительных поверхностей должна проводиться не менее чем в двух взаимно перпендикулярных направлениях.
2.7. При измерении отклонений от поверочной линейки длиной более 500 мм, установленной на двух концевых мерах длины одинаковой высоты, концевые меры должны быть удалены от концов линейки приблизительно на ее длины.
2.8. Для контроля норм точности, если нет других указаний, должны применяться средства измерения 2-го класса точности, соответствующие требованиям действующих стандартов и технических условий.
2.9. Применяемые для проверки норм точности средства измерения должны быть аттестованы или поверены в установленном порядке и иметь паспорт, либо свидетельство о поверке или заменяющий его документ.
2.10. Предпочтительны средства измерения, отсчитывающие отклонения в тех же единицах, в которых задан допуск проверяемого параметра.
2.11. Предельная погрешность применяемого метода измерения не должна превышать 20% значения отклонения по данному параметру точности.
3. ТРЕБОВАНИЯ К ПРЕДЕЛЬНЫМ ОТКЛОНЕНИЯМ
И УСТАНОВЛЕНИЮ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
3.1. Измеренные отклонения должны сравниваться со значением допуска по абсолютному значению, если нет указаний о его направленности в графе "предельное отклонение".
3.2. Значение отклонения определяют по наибольшей разнице показаний средства измерения, кроме случаев, оговоренных в Методе проверки. Установленная величина предельного отклонения должна проверяться по всей длине или ширине измерения, определяемой наибольшими рабочими размерами поверхностей или длинами ходов проверяемого объекта или на установленных стандартами или техническими условиями длинах измерения, соответствующих размерам поверхностей и рабочих ходов, влияющих на качество изделия.
3.3. Если конструктивные особенности машин (линий) не позволяют измерить отклонение на длине, к которой отнесен допуск, он должен быть пересчитан на наибольшую длину, на которой может быть выполнено измерение. Пересчитанное значение допуска должно быть из того же квалитета по СТ СЭВ 145-75, что и исходное. Полученные при пересчете предельные отклонения менее 0,01 принимаются равными 0,01 мм.
3.4. Точность вновь изготовленных машин (линий) должна быть выше норм, установленных стандартами или техническими условиями, по параметрам, точность которых в процессе эксплуатации снижается. Нормы точности на сдачу вновь изготовленных машин (линий) должны быть установлены в стандартах или технических условиях.
Нормы точности после капитального ремонта машин должны соответствовать требованиям стандартов и ТУ, действовавших в период изготовления машин.
Показатели точности, не изменяющиеся в процессе эксплуатации, допускающие регулирование и восстанавливаемые заменой быстроизнашиваемых деталей, ужесточению не подлежат.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. Проверка точности геометрической формы и взаимного расположения исполнительных поверхностей должна проводиться при отключенных от электро-, гидро- и пневмосети приводах, когда это позволяет конструкция и принцип действия машины (линии).
4.2. При проверках точности формы и расположения, которые могут быть осуществлены только после поворота, подъема или другого смещения проверяемой либо сопрягающейся с ней поверхности, должна быть обеспечена невозможность самопроизвольного или вызванного случайным переключением поворота, сближения или другого перемещения поверхностей.
4.3. При проверке точности перемещения исполнительных поверхностей должна быть обеспечена невозможность случайного включения или самопроизвольного перемещения каких-либо механизмов, кроме проверяемого.
4.4. Расположение средств измерения должно обеспечивать возможность считывания показаний проверяющим, располагающимся вне зоны перемещений рабочих органов проверяемого механизма или других механизмов, возможность случайного или самопроизвольного срабатывания которых не может быть полностью исключена.
4.5. Проверки точности перемещений, связанные с подъемом, поворотом или горизонтальным перемещением масс, создающими опрокидывающие моменты, должны проводиться на машинах, укрепленных на фундаменте или испытательной площадке.
4.6. Знаки безопасности и сигнальные цвета, применяемые при проведении проверок - по ГОСТ 12.4.026-76*.
______________
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001. - .
5. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ТОЧНОСТИ
5.1. Плоскостность и прямолинейность исполнительных поверхностей, базирующих оснастку
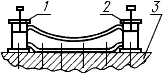
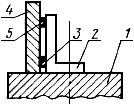
5.1.1. Проверка с помощью поверочной плиты ("на краску") (черт.1)
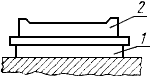
Черт.1
Метод проверки
На проверяемую поверхность 1 кладут поверочную плиту 2, предварительно покрытую тонким равномерным слоем краски, и придают ей возвратно-поступательные движения.
Удалив плиту, определяют отклонение от плоскостности по минимальному числу пятен на площадке 25х25 мм в любом месте проверяемой поверхности.
5.1.2. Проверка при помощи поверочной линейки, плоскопараллельных концевых мер длины или щупов (черт.2).
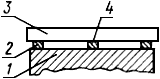
Черт.2
Метод проверки
На проверяемую поверхность 1 устанавливают две концевые меры 2 одинаковой высоты, на которые кладут поверочную линейку 3. Концевыми мерами длины или щупами 4 измеряют расстояние между линейкой и проверяемой поверхностью с шагом согласно п.1.9.
Отклонение от плоскостности определяют по наибольшему из полученных результатов.
Допускается не применять концевые меры 2. Линейку 3 при этом устанавливают непосредственно на проверяемую поверхность.
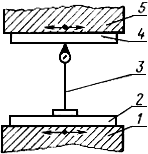
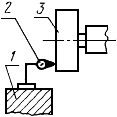
5.1.3. Проверка при помощи поверочной линейки, концевых мер длины и индикатора на стойке (черт.3).
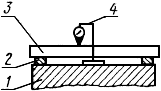
Черт.3.
Метод проверки
На проверяемую поверхность 1 ставят две концевые меры 2 одинаковой высоты, на которые рабочей поверхностью кладут поверочную линейку 3. Индикатор 4 на стойке устанавливают на проверяемую поверхность так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был к ней перпендикулярен. Индикатор перемещают по проверяемой поверхности параллельно линейке. Проверку проводят шагами по п.1.9.
Отклонение от плоскостности определяют по наибольшей алгебраической разности показаний индикатора.
5.1.4. Проверка при помощи уровня (черт.4)
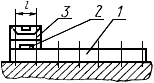
Черт.4
Метод проверки
По сечениям проверяемой поверхности 1 перемещают последовательными шагами согласно п.1.9 мостик 2 с уровнем 3. Отклонение определяют с учетом длины
базы мостика 2 по формуле
![]() ,
,
где ![]() - цена деления уровня,
- цена деления уровня, - число делений уровня, отсчитанных при каждом измерении.
По результатам измерений строят графики профилей сечений. На оси абсцисс в масштабе откладывают длину и делят ее на равные отрезки соответственно количеству шагов. На каждой из полученных точек строят ординату, равную в масштабе алгебраической сумме показания уровня и предыдущей ординаты. Концы ординат соединяют отрезками и проводят прямую, соединяющую начало и конец графика. Отклонение от плоскостности определяют по наибольшей алгебраической разности ординат, отсчитанных от этой прямой.
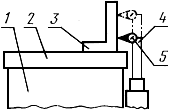
5.1.5. Проверка при помощи гидростатического уровня (черт.5).
Черт.5
Метод проверки
Первую головку 1 устанавливают в начальную, а вторую 2 - в последующую точку выбранного сечения проверяемой поверхности 3. Головку 2 переставляют последовательно по всем точкам сечения, определяя для каждого положения ординату, равную разности показаний головок.
При использовании головки с баком его ставят на место головки 1 и определяют алгебраическую разность показаний головки, принимая за начало отсчета показание головки в первой точке.
Шланги должны быть размещены не ниже 100 мм от основания головки.
Проверки проводят через интервалы согласно п.1.9.
Построение графиков профиля сечений и определение отклонения от плоскостности - согласно п.5.1.4.
5.2. Перпендикулярность относительного перемещения исполнительных поверхностей.
5.2.1. Проверка при помощи поверочных угольника и линейки и индикатора (черт.6).
Черт.6
Метод проверки
На неподвижную исполнительную поверхность 1 кладут поверочную линейку 2, а на нее устанавливают поверочный угольник 3. На подвижной исполнительной поверхности 4 закрепляют индикатор 5 так, чтобы его измерительный наконечник касался рабочей грани угольника.
Отклонение от перпендикулярности определяют в направлениях продольной и поперечной осей неподвижной поверхности по наибольшему из показаний индикатора.
Примечание. При рабочей длине неподвижной поверхности свыше 800 мм и применении поверочного угольника с длиной основания более 400 мм угольник допускается устанавливать непосредственно на неподвижную поверхность.
5.3. Параллельность относительного перемещения исполнительных поверхностей.
5.3.1. Проверка при помощи индикатора или индикаторного нутромера и поверочных линеек (черт.7).
Черт.7
Метод проверки
На подвижную поверхность 1 кладут поверочную линейку 2, на которую устанавливают индикатор 3 на стойке так, чтобы его измерительный наконечник касался измерительной поверхности поверочной линейки 4, укрепленной параллельно линейке 2 на неподвижной поверхности 5, относительно которой проводят измерения.
Отклонение от параллельности определяют как наибольшую разность показаний индикатора на длине рабочего хода подвижной поверхности.
Примечания.
1. Допускается не применять поверочную линейку, помещаемую под индикатор.
2. Метод проверки не изменяется, если подвижной будет поверхность 4.
5.4. Параллельность взаимного расположения исполнительных поверхностей
Черт.8
Метод проверки
На одну из поверхностей 1 устанавливают на поверочной плите или линейке 2 индикатор 3 так, чтобы его измерительный наконечник касался измерительной поверхности поверочной линейки 4, укрепленной параллельно линейке 2 на противолежащей поверхности 5. Индикатор перемещают параллельно линейке 4.
Отклонение от параллельности определяют по наибольшей разности показаний индикатора.
Примечания.
1. Допускается не применять поверочную линейку, помещаемую под индикатор.
2. Если одна из поверхностей подвижная, то проверки параллельности проводят при положениях этой поверхности, указанных в стандарте или технических условиях на конкретный тип или модель машины.
5.5. Перпендикулярность взаимного расположения исполнительных поверхностей.
Черт.9
Метод проверки
На горизонтальную поверхность 1 устанавливают поверочный угольник 2. Концевую меру длины 3 прижимают угольником к вертикальной поверхности 4. Зазор между верхней частью рабочей грани угольника и вертикальной поверхностью измеряют набором концевых мер или щупом 5.
Отклонение от перпендикулярности на расстоянии между концевыми мерами 3 и 5 определяют по разности толщин наборов концевых мер в этих точках.
Примечание. Если одна из поверхностей подвижная, то проверки параллельности проводят при положениях этой поверхности, указанных в стандарте или технических условиях, на конкретный тип или модель машины.
5.6. Соосность
5.6.1. Проверка при помощи индикаторного приспособления (черт.10).
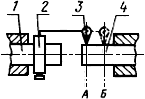
Черт.10
Метод проверки
На один из валов или заменяющих их оправок 1 надевают приспособление 2 с индикатором 3 так, чтобы его измерительный наконечник касался образующей другого вала или оправки 4 в положении А. Вал или оправку 1 поворачивают на 360°, затем переставляют приспособление так, чтобы наконечник индикатора занял положение Б на заданном расстоянии от положения А и повторяют поворот. Для каждого положения определяют наибольшую алгебраическую разность показаний индикатора.
Отклонение от соосности определяют половиной наибольшего результата измерения.
Для исключения из результата измерения отклонения от соосности оправки 4 измерения должны быть повторены с предварительным поворотом ее на 180° вокруг проверяемой оси. Отклонение от соосности для каждого положения равно полусумме результатов двух измерений. Отклонение от соосности определяют как наибольшее из этих полусумм.
5.6.2. Проверка при помощи поверочной линейки и щупов (черт.11).
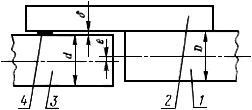
Черт.11
Метод проверки
На один из валов или заменяющих их оправок 1 устанавливают параллельно оси поверочную линейку 2. Зазор между поверочной линейкой и другим валом (оправкой) 3 измеряют щупом 4. Проверку осуществляют в вертикальной и горизонтальной плоскостях.
Отклонение от соосности определяют как наибольший результат измерения.
Если валы (оправки) имеют различные диаметры, отклонение от соосности определяют по формуле
![]() ,
,
где - измеренный щупами зазор между валом и линейкой;
- диаметр меньшего вала;
- диаметр большего вала.
За базовую поверхность принимают вал большего диаметра.
5.7. Радиальное биение поверхности
5.7.1. Проверка при помощи индикатора (черт.12).
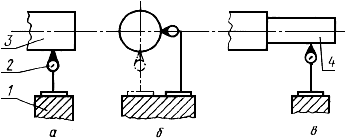
Черт.12
Метод проверки
Индикатор 2 на стойке устанавливают на неподвижной поверхности машины 1 так, чтобы его измерительный наконечник касался образующей проверяемой поверхности 3, и поворачивают последнюю на 360°.
Радиальное биение определяют как наибольшую алгебраическую разность показаний индикатора. При проверке в двух взаимно перпендикулярных направлениях за радиальное биение принимают наибольший из результатов измерений (черт. 12б)
При невозможности непосредственного измерения радиального биения внутренней поверхности его определяют с применением контрольной оправки (черт.12в). Для исключения из результата измерения отклонений оправки проверку проводят четыре раза с поворотом оправки перед каждым последующим измерением на 90°. Радиальное биение определяют как среднее арифметическое результатов четырех измерений.
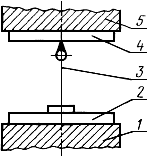
5.8. Торцевое биение
Черт.13
Метод проверки
Индикатор 1 на стойке устанавливают на неподвижную поверхность машины так, чтобы его измерительный наконечник касался на заданном радиусе проверяемой поверхности 3 и был к ней перпендикулярен. Проверяемую поверхность поворачивают на 360° и определяют наибольшую алгебраическую разность показаний индикатора. Измерение повторяют.
Торцевое биение определяют как наибольший результат двух измерений.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1980
{kind=link}