ГОСТ 15864-81*
Группа Г22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВТУЛКИ НАПРАВЛЯЮЩИЕ ДЛЯ ШТАМПОВ ЛИСТОВОЙ ШТАМПОВКИ
Конструкция и размеры
Guide bushes for sheet stamping dies. Construction and dimensions
ОКП 39 6330
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 25 марта 1981 г. N 1565 дата введения 01.01.82
ПРОВЕРЕН в 1986 г. Ограничение срока действия снято Постановлением Госстандарта от 09.09.86 N 2634
ВЗАМЕН ГОСТ 15864-70
* ПЕРЕИЗДАНИЕ (май 1999 г.) с Изменением N 1, утвержденным в марте 1983 г. (ИУС 7-83)
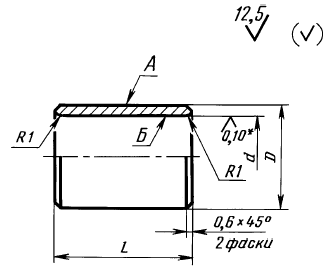
1. Конструкция и размеры направляющих втулок должны соответствовать указанным на чертеже и в таблице.
______________
* Для втулок с предельным отклонением диаметра по Н7 - параметр шероховатости поверхности
0,40 мкм.
Размеры, мм
Обозначение втулки | Применяемость втулок с полем допуска диаметра |
|
| Масса, кг | ||
H6 | H7 | |||||
1032-1226 | 12 | 17,5 | 16 | 0,014 | ||
1032-1227 | 20 | 0,018 | ||||
1032-1228 | 25 | 0,022 | ||||
1032-1229 | 16 | 23,5 | 20 | 0,034 | ||
1032-1230 | 25 | 0,042 | ||||
1032-1231 | 32 | 0,054 | ||||
1032-1232 | 20 | 27,5 | 20 | 0,042 | ||
1032-1233 | 25 | 0,052 | ||||
1032-1234 | 32 | 0,067 | ||||
1032-1235 | 25 | 33,5 | 25 | 0,072 | ||
1032-1236 | 32 | 0,081 | ||||
Пример условного обозначения направляющей втулки размерами 12 мм,
16 мм из стали марки У10А с полем допуска Н6:
Втулка 1032-1226-У10А-Н6 ГОСТ 15864-81
То же, с полем допуска Н7:
Втулка 1032-1226-У10А-Н7 ГОСТ 15864-81
2. Материал - сталь марки У10А по ГОСТ 1435-90*. Допускается изготовлять втулки из стали марки У10 по ГОСТ 1435-90*.
______________
* На территории Российской Федерации действует ГОСТ 1435-99. - .
3. На поверхности должна быть винтовая канавка глубиной 0,2-0,3 мм и шагом 1,0-1,6 мм. Угол профиля канавки - 60-90°.
4. Твердость - HRC 58…62. После термической обработки с поверхности удалить окисную пленку.
5. Допуск цилиндричности поверхности для втулок с предельным отклонением диаметра
по Н6 - не выше 5-й степени точности, для втулок с предельным отклонением диаметра
по Н7 - не выше 6-й степени точности по ГОСТ 24643-81.
6. Методы контроля, упаковка, транспортирование и хранение - по ГОСТ 13130-83.
7. Маркировать: условное обозначение без наименования и товарный знак предприятия-изготовителя на бирке к упаковке или таре.
8. Пример применения направляющих втулок в штампах для разделительных операций приведен в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
ПРИМЕР ПРИМЕНЕНИЯ НАПРАВЛЯЮЩИХ ВТУЛОК
В ШТАМПАХ ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ
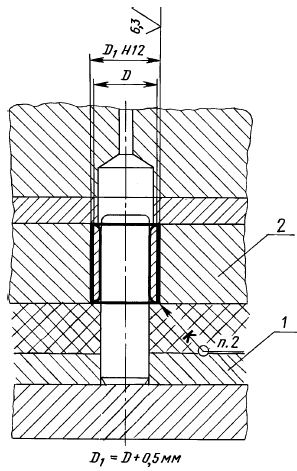
1 - верхний прижим; 2 - пуансонодержатель
1. На поверхности отверстия должна быть винтовая канавка глубиной 0,2-0,3 мм и шагом 1,0-1,6 мм.
Угол профиля канавки - 60-90°.
2. Направляющие втулки в плитах следует устанавливать на эпоксидном клее по ГОСТ 13130-83.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1999
{kind=link}