ГОСТ 23409.12-78*
Группа А59
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СМЕСИ ФОРМОВОЧНЫЕ И СТЕРЖНЕВЫЕ
Метод определения газотворности
Moulding and core sand mixtures.
Method for determination of gas formation
ОКСТУ 4191
Дата введения 1980-01-01
Постановлением Государственного комитета СССР по стандартам от 27 декабря 1978 г. N 3489 срок введения установлен с 01.01.80
Проверен в 1984 г. Постановлением Госстандарта от 22.11.84 N 3954 срок действия продлен до 01.01.95**
_______________
** Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 4, 1994 год). - .
* ПЕРЕИЗДАНИЕ (декабрь 1985 г.) с Изменением N 1, утвержденным в ноябре 1984 г. (ИУС 2-85).
Настоящий стандарт распространяется на формовочные и стержневые смеси и устанавливает метод определения газотворности.
Метод основан на определении объема газов, выделяющихся из смеси при ее нагревании.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Общие требования к методу испытания - по ГОСТ 23409.0-78.
2. АППАРАТУРА
2.1. Для проведения испытания применяют:
печь трубчатую лабораторную с электрическим обогревом до 1250 °С; схема установки приведена на чертеже;
лодочки фарфоровые по ГОСТ 9147-80;
эксикатор по ГОСТ 25336-82;
секундомер по ГОСТ 5072-79;
весы лабораторные - по ГОСТ 24104-80*.
_______________
* На территории Российской Федерации действует ГОСТ 24104-2001. - .
(Измененная редакция, Изм. N 1).
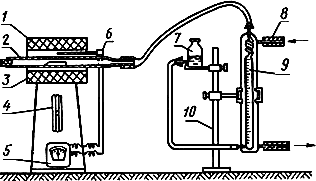
1 - трубчатая печь; 2 - кварцевая трубка; 3 - лодочка; 4 - реостат; 5 - гальванометр;
6 - термопара; 7 - уравнительный сосуд, заполненный подкрашенной водой;
8 - холодная вода; 9 - мерная бюретка; 10 - штатив
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Фарфоровые лодочки прокаливают в течение 1 ч при температуре 1000 °С, затем переносят в эксикатор для остывания и хранения. Влажную смесь перед испытанием высушивают при 105-110 °С до постоянной массы.
От смеси отбирают навеску массой не более 3 г и помещают в лодочку.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. Печь нагревают до заданной температуры. В трубку печи, один конец которой соединен с установкой, помещают лодочку с пробой и быстро закрывают ее пробкой, одновременно включая секундомер. Навеску выдерживают в печи в течение 10 мин.
Выделяющийся из смеси газ при этом поступает в мерную бюретку, в которой фиксируют его объем.
4.2. При оценке кинетики газовыделения измерение выделяющегося объема газа производят через каждые 5-15 с.
(Измененная редакция, Изм. N 1).
4.3. За результат испытания принимают среднее арифметическое результатов трех параллельных определений.
Если результаты одного испытания отличаются от среднего арифметического более чем на 15%, определение повторяют.
За окончательный результат испытания принимают среднее арифметическое результатов трех последних определений.
4.4. Испытание проводят на трех параллельных навесках.
(Введен дополнительно, Изм. N 1).
Электронный текст документа
и сверен по:
Пески формовочные,
смеси формовочные и стержневые.
Методы испытаний: Сб. ГОСТов. -
М.: Издательство стандартов, 1986
{kind=link}