ГОСТ 16379-70
Группа Г22
1025-0600
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗАГОТОВКИ ДЕТАЛЕЙ ПАКЕТОВ КАЛИБРОВОЧНЫХ ШТАМПОВ
Конструкция и размеры
Blanks of details of sizing dies inserts.
Construction and dimensions
ОКП 39 6323
Дата введения 1972-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
ИСПОЛНИТЕЛИ:
Г.А.Яновский (руководитель темы); Н.Н.Герасимов; М.А.Нестеров; В.П.Курганов; К.Н.Воронцова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 08.10.70 N 1463
3. Срок проверки - 1991 г., периодичность проверки - 5 лет.
4. ВЗАМЕН МН 4574-63, МН 4575-63.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 1050-74 | 2; 4 |
ГОСТ 1435-74 | 2; 4 |
ГОСТ 2789-73 | 6 |
ГОСТ 5950-73 | 2; 4 |
ГОСТ 16376-70 | 1 |
ГОСТ 16377-70 | 1 |
ГОСТ 16378-70 | 1 |
ГОСТ 16380-70 | 7 |
6. ПЕРЕИЗДАНИЕ (февраль 1988 г.) с Изменениями N 1, 2, утвержденными в июле 1980 г., июле 1987 г. (ИУС 10-80, 12-87).
1. Настоящий стандарт распространяется на заготовки плит, предназначенных для изготовления калибровочных и промежуточных плит пакетов, устанавливаемых на блоки по ГОСТ 16376-70-ГОСТ 16378-70.
2. Конструкция и размеры заготовок деталей пакетов должны соответствовать чертежу и таблице.
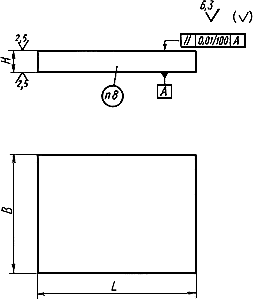
Размеры в мм
Обозначения заготовок плит | Применяемость | Масса, кг, | |||
1025-0601 | 250 | 160 | 32 | 10,05 | |
1025-0602 | 36 | 11,30 | |||
1025-0603 | 40 | 12,56 | |||
1025-0604 | 320 | 220 | 22,10 | ||
1025-0605 | 50 | 27,64 | |||
1025-0606 | 56 | 31,96 | |||
1025-0607 | 63 | 34,82 | |||
1025-0608 | 400 | 300 | 40 | 37,68 | |
1025-0609 | 50 | 47,10 | |||
1025-0610 | 56 | 52,75 | |||
1025-0611 | 63 | 59,33 | |||
1025-0612 | 500 | 380 | 40 | 59,66 | |
1025-0613 | 50 | 74,58 | |||
1025-0614 | 56 | 83,53 | |||
1025-0615 | 63 | 93,97 | |||
1025-0616 | 630 | 500 | 40 | 98,91 | |
1025-0617 | 50 | 123,64 | |||
1025-0618 | 56 | 144,47 | |||
1025-0619 | 63 | 155,78 | |||
1025-0620 | 71 | 175,52 |
Пример условного обозначения заготовки детали пакета: 400 мм,
40 мм, из стали марки 45 по ГОСТ 1050-74*:
_______________
* На территории Российской Федерации действует ГОСТ 1050-88, здесь и далее по тексту. - .
Плита 1025-0608-45 ГОСТ 16379-70
То же, из стали марки У10А по ГОСТ 1435-74*:
_______________
* На территории Российской Федерации действует ГОСТ 1435-99, здесь и далее по тексту. - .
Плита 1025-0608-У10А ГОСТ 16379-70
То же, из стали марки Х12М по ГОСТ 5950-73*:
_______________
* На территории Российской Федерации действует ГОСТ 5950-2000, здесь и далее по тексту. - .
Плита 1025-0608-X12М ГОСТ 16379-70
(Измененная редакция, Изм. N 1, 2).
3. Пример применения заготовок деталей пакетов калибровочных штампов приведен в справочном приложении к настоящему стандарту.
4. Материал: для заготовок деталей пакетов, предназначенных для изготовления калибровочных плит, - сталь марки Х12М по ГОСТ 5950-73 или сталь марки У10А по ГОСТ 1435-74. Материал должен быть тщательно прокован. Допускается по особому требованию заказчика изготовление калибровочных плит из сталей с более высокими механическими свойствами. В этом случае марка стали оговаривается особо; для заготовок деталей пакетов, предназначенных для изготовления промежуточных плит, - сталь марки 45 по ГОСТ 1050-74.
5. Твердость калибровочных плит - 52...59 HRC, твердость промежуточных плит - НВ 300…360.
6. Шероховатость рабочей поверхности калибровочных плит должна быть не грубее 0,63 мкм по ГОСТ 2789-73. Допускается в технически обоснованных случаях снижение шероховатости до
0,32 мкм.
(Измененная редакция, Изм. N 1).
7. Остальные технические требования - по ГОСТ 16380-70.
8. Маркировать: условное обозначение без наименования и товарный знак.
ПРИЛОЖЕНИЕ
Справочное
Пример применения заготовок деталей пакетов калибровочных штампов
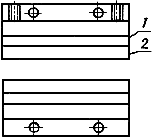
1 - плита промежуточная; 2 - плита калибровочная
Электронный текст документа
и сверен по:
Блоки и заготовки деталей
пакетов калибровочных штампов.
Конструкция и размеры:
Сб. ГОСТов. ГОСТ 16376-70-ГОСТ 16380-70. -
М.: Издательство стандартов, 1988
{kind=link}