ГОСТ 20131-80
Группа Г21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ МОДЕЛЬНЫЕ
Типы. Основные размеры. Технические условия
Pattern plates. Types.
Basic dimensions. Specifications*
______________
* Наименование стандарта. Измененная редакция, Изм. N 1.
ОКП 39 6190
Срок действия с 01.01.1982
до 01.01.1987*
_________________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР
от 17.03.1986 N 545 (ИУС N 6, 1986 год). -
.
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
С.И.Фомченко, канд. техн. наук; Б.Г.Химчук; Л.В.Григорьева
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е.Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29 декабря 1980 г. N 6042
ВЗАМЕН ГОСТ 20131-74
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 17.03.86 N 545 с 01.09.86
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 6, 1986 год
Настоящий стандарт распространяется на модельные плиты, предназначенные для изготовления песчаных форм ручной, пескометной и машинной формовкой.
Стандарт не распространяется на модельные плиты для автоматических линий, на модельные плиты для формовки методом прессования при давлении свыше 5·10 Па (5,1 кгс/см
), а также модельные плиты с подогревом, применяемые для литья в оболочковые формы.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Модельные плиты должны изготавливаться следующих типов:
1 - литые из стали, чугуна и легких цветных сплавов;
2 - сварные из проката;
3 - деревянные;
4 - пластмассовые.
1.2. По конструкции различают модельные плиты:
без вкладышей и координатных отверстий (черт.1, 4);
со сменными вкладышами (черт.2, 3, 5);
координатные.
1.3. По форме модельные плиты подразделяются на:
прямоугольные;
круглые;
фасонные.
1.4. Основные размеры модельных плит должны соответствовать указанным на черт.1-5 и в таблице.
Плиты модельные прямоугольные без вкладышей и координатных отверстий
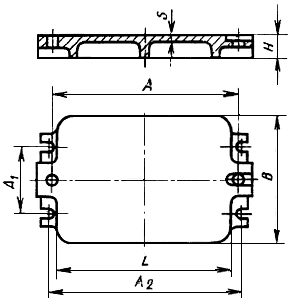
Черт.1
Примечание. Размеры и расположение крепежных пазов (размеры и
) должны соответствовать пазам стола формовочной машины.
Плиты модельные прямоугольные с мелкими сменными вкладышами
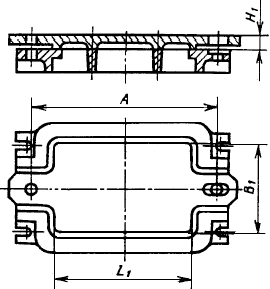
Черт.2
Плиты модельные прямоугольные с глубокими сменными вкладышами
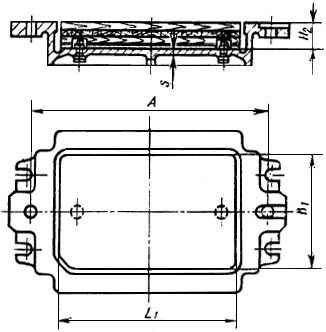
Черт.3
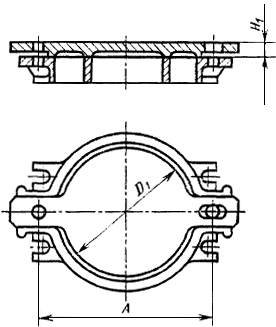
Плиты модельные круглые без вкладышей и координатных отверстий
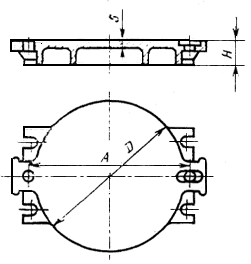
Черт.4
Плиты модельные круглые с мелкими сменными вкладышами
Черт.5
мм
Средний размер опоки в свету | |||||||
чугун | сталь | ||||||
До 500 | 50 | 12 | 8 | 45 | 25 | 50-100 | По ГОСТ 2133-75 |
500-755 | 80 | 10 | 100 | 30 | 50-300 | ||
35 | |||||||
755-1050 | 120 | 14 | 12 | 40 | 100-300 | ||
1050-1500 | 150 | 16 | 14 | 120 | |||
1500-2500 | 220 | 18 | 16 | 150 | 150-300 | ||
2500-3500 | 280 | 20 | 20 | ||||
200 | |||||||
3500-5000 | 380 | 300 | - | ||||
- длина опоки в свету,
- ширина опоки в свету,
- диаметр круглой опоки в свету;
- ширина буртов опоки по разъему;
- толщина стенки плиты;
- высота модельной плиты без сменного вкладыша;
- высота сменного мелкого вкладыша;
- высота сменного глубокого вкладыша.
(Измененная редакция, Изм. N 1
).
1.5. Габаритные размеры модельных плит следует определять по формулам:
![]() - для прямоугольных плит;
- для прямоугольных плит;
![]() - для круглых плит;
- для круглых плит;
где - размер опоки в свету (длина, ширина или диаметр), мм.
1.6. Габаритные размеры модельных плит по ширине формовочных машин без поворота полуформ следует определять с учетом механизма съема опок.
1.7. Габаритные размеры сменных вкладышей следует определять по формулам:
![]() мм - для прямоугольных вкладышей;
мм - для прямоугольных вкладышей;
![]() мм - для круглых вкладышей.
мм - для круглых вкладышей.
Примечание. Указанные формулы не распространяются для определения габаритных размеров вкладышей для кассетных модельных плит.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Плиты и рамы для сменных вкладышей должны изготовляться:
стальные - из стали марок 25Л-1, 30Л-1, 35Л-1, 45Л-1 по ГОСТ 977-75, Ст3, Ст5 по ГОСТ 380-71. Допускается изготовление плит и рам из других марок стали с механическими свойствами не ниже, чем у перечисленных выше;
чугунные - из чугуна не ниже марки СЧ 20 по ГОСТ 1412-85. Допускается изготовление плит и рам из высокопрочного чугуна по ГОСТ 7293-79.
2.2. Сменные вкладыши для модельных плит должны изготовляться:
металлические - из алюминиевых сплавов марок АЛ3В, АЛ4В, АЛ7В, АЛ9В, АЛ10В, АЛ14В по ГОСТ 2685-75; из магниевых сплавов марок Мл5, Мл6 по ГОСТ 2856-79;
деревянные - из пиломатериалов 1-го или 2-го сорта: сосны по ГОСТ 8486-66*, ольхи, ясеня по ГОСТ 2695-83; фанеры марок ПФ-А и ПФ-Б по ГОСТ 8673-82**;
______________
* Действует ГОСТ 8486-86;
** Действует ГОСТ 8673-93. - .
пластмассовые по ГОСТ 19505-74*.
______________
* На территории Российской Федерации действует ГОСТ 19505-86. - .
2.1, 2.2. (Измененная редакция, Изм. N 1).
2.3. Предельные отклонения размеров, массы и припусков на механическую обработку отливок деталей модельных плит должны соответствовать:
3-му классу точности по ГОСТ 2009-55 - для стальных плит;
3-му классу точности по ГОСТ 1855-55 - для чугунных плит.
2.4. Неуказанные предельные отклонения размеров модельных плит и их деталей механически обработанных: Н14, h14, ![]() .
.
Допускается при необходимости обеспечения взаимозаменяемости для применения в деталях, спроектированных до 1 января 1980 г., изготавливать по согласованию с потребителем модельные плиты с допусками по справочному приложению к настоящему стандарту.
2.5. Формовочные уклоны - по ГОСТ 3212-80*.
______________
* На территории Российской Федерации действует ГОСТ 3212-92. - .
2.6. Параметр шероховатости поверхностей отливок деталей модельных плит по ГОСТ 2789-73 должен быть не более 100 мкм. Параметр шероховатости
обработанных поверхностей деталей металлических модельных плит должен быть не более, мкм:
рабочих поверхностей | 3,2 | |||
поверхностей сопряжения | 3,2 | |||
установочных поверхностей | 6,3 | |||
установочных поверхностей под отверстия центрирующих втулок | 1,25 | |||
Параметр шероховатости обработанных поверхностей деревянных модельных плит по ГОСТ 7016-82 должен быть не более, мкм:
рабочих поверхностей | 200 | |||
установочных поверхностей | 320 | |||
установочных поверхностей под отверстия центрирующих и направляющих втулок | 100 | |||
2.4-2.6. (Измененная редакция, Изм. N 1).
2.7. Отливки деталей модельных плит не должны иметь трещин, сквозных спаек, усадочных раковин и других дефектов, снижающих прочность. Допускается исправление дефектов заваркой, пайкой и другими способами, обеспечивающими эксплуатационные качества и товарный вид модельных плит.
2.8. Поверхности отливок должны быть очищены от пригара и формовочной смеси. Заливы, места литников и другие неровности должны быть обрублены и зачищены.
2.9. Отливки модельных плит должны быть термически обработаны для снятия внутренних напряжений.
2.10. Типы и конструктивные элементы швов сварных соединений - по ГОСТ 14771-76.
2.11. Швы сварных соединений должны быть непрерывными. Наросты, раковины и трещины не допускаются.
2.12. После сварки рамы должны быть подвергнуты отжигу с последующей рихтовкой. Механическая обработка рам должна производиться после отжига и рихтовки.
2.13. Допуск плоскостности рабочей поверхности плит и сменных металлических вкладышей не должно превышать:
0,3 мм на длине до 1000 мм;
0,5 мм на длине св. 1000 до 1500 мм;
1,6 мм на длине св. 1500 мм.
2.14. Допуск параллельности рабочей и установочной (на стол формовочной машины) поверхностей плит и рам не должно превышать:
0,16 мм на длине до 500 мм;
0,30 мм на длине св. 500 до 1000 мм.
2.15. Допуск перпендикулярности осей центрирующих и направляющих штырей относительно рабочей поверхности плит и рам не должно превышать 0,1 мм на длине 200 мм (допуск зависимый).
2.16. Допуск симметричности направляющих поверхностей, направляющих штырей и втулок относительно продольной оси плиты, рамы или сменного вкладыша не должно превышать 0,1 мм на длине 100 мм.
2.17. Резьба - по ГОСТ 24705-81*, поле допуска 8g и 7Н по ГОСТ 16093-81**.
_________________
* На территории Российской Федерации действует ГОСТ 24705-2004;
** На территории Российской Федерации действует ГОСТ 16093-2004. - .
2.18. Деревянные плиты и вкладыши - по 2 классу прочности ГОСТ 13354-81*.
______________
* На территории Российской Федерации действует ГОСТ 13354-91. - .
2.19. Неуказанные предельные отклонения размеров деревянных плит и вкладышей ![]() - по ГОСТ 6449.5-82.
- по ГОСТ 6449.5-82.
2.13-2.19. (Измененная редакция, Изм. N 1).
2.20. Допуск на размер между осями фиксирующих отверстий кассетных деревянных вкладышей с габаритными размерами до 1200х1000 не должен быть более ±0,2 мм.
2.21. Допуск плоскостности рабочих поверхностей деревянных вкладышей не должно превышать:
0,6 мм на длине до 1000 мм;
1,0 мм на длине св. 1000 до 1500 мм;
1,6 мм на длине св. 1500 мм.
(Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия модельных плит требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.
Для проведения приемо-сдаточных испытаний от партии отбирают 1% модельных плит, но не менее 10 шт.
Партия должна состоять из модельных плит, одновременно прошедших производственный процесс и одновременно предъявленных техническому контролю.
3.2. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенном количестве модельных плит из той же партии. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Модельные плиты должны подвергаться внешнему осмотру и проверке на соответствие требованиям пп.1.4-1.7, 2.1-2.21.
4.2. Размеры, отклонение от формы и расположение поверхностей модельных плит следует проверять универсальными инструментами и приборами по ГОСТ 427-75, ГОСТ 882-75, ГОСТ 5378-66**, ГОСТ 8026-75*, ГОСТ 577-68.
________________
* Действует ГОСТ 5378-88;
** Действует ГОСТ 8026-92. - .
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. К каждой модельной плите должна быть прикреплена табличка, на которой должно быть указано:
наименование и обозначение модельной плиты;
масса в кг;
товарный знак предприятия-изготовителя;
клеймо отдела технического контроля предприятия-изготовителя;
дата выпуска.
5.2. Консервация - по группе 1 ГОСТ 9.014-78. Категория условий хранения и транспортирования - С.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Справочное
Допуски и посадки для модельных плит
и их деталей по системам ОСТ И ЕСДП СЭВ
Поля допусков | |
По системе ОСТ | По ЕСДП СЭВ |
Н7 | |
Н9 | |
Н11 | |
Н12 | |
s6 | |
h8 | |
h11 | |
h12 | |
d9 | |
H14 | |
h14 | |
| |
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1981
Редакция документа с учетом
изменений и дополнений
подготовлена З
{kind=link}