ГОСТ 21885-83
(СТ СЭВ 3324-81)
Группа Г22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮ3А ССР
Штампы для листовой штамповки
ПЛИТЫ-ЗАГОТОВКИ ПРОМЕЖУТОЧНЫЕ ДЛЯ ШТАМПОВ С ОСЕВЫМ РАСПОЛОЖЕНИЕМ
НАПРАВЛЯЮЩИХ УЗЛОВ СКОЛЬЖЕНИЯ
Конструкция и размеры
Sheet stamping dies. Intermediate plates-blanks for dies with axially
positioned guide sliding assemblies.
Design and dimensions
ОКП 39 6330
Дата введения 1984-07-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
3.Л.Федерас, В.А.Бугайлишкис, Е.И.Соловей, И.С.Маркус, Ч.И.Дуко, 3.А.Ицкович, Л.Э.Байко, С.Г.Жеймо, 3.М.Рыбакова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А.Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22 сентября 1983 г. N 4504
Взамен ГОСТ 21885-76
1. Настоящий стандарт распространяется на заготовки промежуточных плит из чугунного и стального литья для штампов с осевым расположением направляющих узлов скольжения.
Стандарт полностью соответствует СТ СЭВ 3324-81.
2. Конструкция и размеры заготовок плит должны соответствовать указанным на чертеже и в таблице.
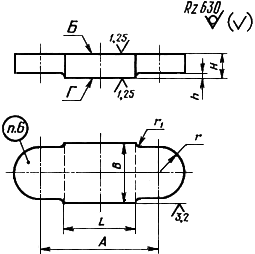
Размеры, мм
Обозначение промежуточной плиты | Приме- няемость | Размеры рабочей плоскости | Масса, кг, не более | ||||||
1022-5161 | 80 | 50 | 20 | 8 | 150 | 28 | 10 | 1,20 | |
1022-5162 | 63 | 1,40 | |||||||
1022-5163 | 100 | 170 | 36 | 1,85 | |||||
1022-5164 | 125 | 200 | 2,10 | ||||||
1022-5165 | 80 | 80 | 150 | 1,36 | |||||
1022-5166 | 100 | 170 | 2,08 | ||||||
1022-5167 | 125 | 200 | 2,45 | ||||||
1022-5168 | 160 | 250 | 45 | 16 | 3,30 | ||||
1022-5169 | 200 | 300 | 3,90 | ||||||
1022-5171 | 100 | 100 | 200 | 2,93 | |||||
1022-5172 | 125 | 220 | 3,27 | ||||||
1022-5173 | 160 | 25 | 9 | 250 | 3,50 | ||||
1022-5174 | 200 | 300 | 4,15 | ||||||
1022-5175 | 250 | 340 | 6,50 | ||||||
1022-5176 | 125 | 125 | 220 | 4,76 | |||||
1022-5177 | 160 | 250 | 5,50 | ||||||
1022-5178 | 200 | 300 | 6,60 | ||||||
1022-5179 | 250 | 340 | 7,65 | ||||||
1022-5181 | 320 | 420 | 9,40 | ||||||
1022-5182 | 160 | 160 | 250 | 6,55 | |||||
1022-5183 | 200 | 300 | 7,85 | ||||||
1022-5184 | 250 | 32 | 12 | 360 | 56 | 25 | 12,95 | ||
1022-5185 | 320 | 440 | 15,80 | ||||||
1022-5186 | 400 | 530 | 19,00 | ||||||
1022-5187 | 200 | 200 | 320 | 13,07 | |||||
1022-5188 | 250 | 360 | 15,30 | ||||||
1022-5189 | 320 | 440 | 18,80 | ||||||
1022-5191 | 400 | 530 | 65 | 40 | 23,74 | ||||
1022-5192 | 250 | 250 | 380 | 19,50 | |||||
1022-5193 | 320 | 440 | 23,50 | ||||||
1022-5194 | 400 | 40 | 15 | 530 | 35,50 | ||||
1022-5195 | 320 | 320 | 440 | 35,88 | |||||
Пример условного обозначения плиты размерами 80 мм,
50 мм, из чугуна:
Плита 1022-5161-1 ГОСТ 21885-83
То же, из стали:
Плита 1022-5161-2 ГОСТ 21885-83
3. Материал-чугун марки СЧ 25 по ГОСТ 1412-79 или сталь марки 45 Л по ГОСТ 977-75*.
________________
* Действует ГОСТ 977-88. - Примечание "КОДЕКС".
Допускается применение серого чугуна с минимальным временным сопротивлением разрыву 240 МПа.
4. Допуск параллельности плоскостей Б и Г - по 7-й степени точности ГОСТ 24643-81.
5. Технические условия - по ГОСТ 13130-83.
6. Маркировать: условное обозначение плиты без наименования и товарный знак предприятия-изготовителя. Маркировку наносить электрохимическим или электроискровым способом. Допускается маркировать на бирке для партии.
Текст документа сверен по:
Штампы для листовой штамповки.
Блоки с промежуточной плитой и
направляющими скольжения: Сб. ГОСТов. -
М.: Издательство стандартов, 1983
{kind=link}