ГОСТ 11647-75
Группа Г83
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРЕСС-НОЖНИЦЫ КОМБИНИРОВАННЫЕ И НОЖНИЦЫ КОМБИНИРОВАННЫЕ
Нормы точности
Combined press-shears and combined shears
Norms of accuracy
Дата введения 1976-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
Г.П.Большаков, Н.И.Кузнецов, М.Т.Фролов, Т.Л.Псарева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.06.75 N 1560
3. ВЗАМЕН ГОСТ 11647-65
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 427-75 | Приложение |
ГОСТ 577-68 | " |
ГОСТ 3749-77 | " |
ГОСТ 7661-67 | " |
ГОСТ 8026-92 | " |
ГОСТ 10197-70 | " |
ГОСТ 15961-89 | 4 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ (ноябрь 1998 г.) с Изменениями N 1, 2, утвержденными в феврале 1981 г., августе 1989 г. (ИУС 5-81, 12-89)
1. Настоящий стандарт распространяется на комбинированные пресс-ножницы, предназначенные для резки листового, полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, и комбинированные ножницы, предназначенные для резки листового, сортового и фасонного проката.
2. Если конструктивные особенности ножниц не позволяют произвести измерение допуска на длине, к которой он отнесен, то допуск должен быть пересчитан на наибольшую возможную длину, на которой измерение может быть произведено.
Полученные при пересчете допуска менее 0,01 мм принимают равными 0,01 мм.
3. Для проверок должны применяться средства измерения, указанные в приложении.
(Измененная редакция, Изм. N 2).
4. Общие требования при проведении проверок на точность пресс-ножниц и ножниц - по ГОСТ 15961.
5. Устанавливаются следующие проверки и нормы точности пресс-ножниц и ножниц.
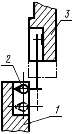
Проверка 5.1. Параллельность вертикальной опорной поверхности ползуна в месте прилегания верхнего ножа ходу ползуна листовых ножниц

Черт.1
Допуск - 0,2 мм на длине 100 мм.
Метод проверки
Индикатор 1 устанавливают на станине 3 в месте наибольшего раскрытия ножей так, чтобы его измерительный наконечник касался вертикальной опорной поверхности ползуна 2 в месте прилегания верхнего ножа.
Опускают ползун.
Отклонение от параллельности следует определять как разность показаний индикатора в крайних возможных для измерения точках по высоте опорной поверхности ползуна под верхний нож.
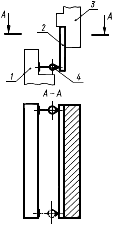
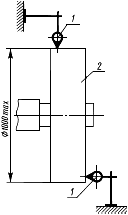
Проверка 5.2. Параллельность вертикальной опорной поверхности станины в месте прилегания нижнего ножа ходу ползуна листовых ножниц
Черт.2
Допуск - 0,2 мм на длине 100 мм.
Метод проверки
Индикатор 2 устанавливают на ползуне 3 в месте наибольшего раскрытия ножей так, чтобы его измерительный наконечник касался вертикальной опорной поверхности станины 1 в месте прилегания нижнего ножа.
Опускают ползун.
Отклонение от параллельности следует определять как разность показаний индикатора в крайних возможных для измерения точках по высоте опорной поверхности под нижний нож.
Примечание к проверкам 5.1 и 5.2.
Отклонение допускается только в сторону увеличения расстояния между вертикальными опорными поверхностями в ползуне и станине при движении ползуна листовых ножниц вниз.
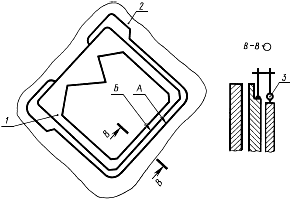
Проверка 5.3. Параллельность вертикальных опорных поверхностей ползуна и станины в месте прилегания верхнего и нижнего ножей листовых ножниц в горизонтальной плоскости
Черт. 3
Допуск - 0,05 мм на длине 100 мм.
Метод проверки
По длине вертикальной опорной поверхности ползуна 3 в месте прилегания верхнего ножа укрепляют поверочную линейку 2. Индикатор 4 устанавливают на вертикальной опорной поверхности станины 1 так, чтобы его измерительный наконечник касался рабочей грани линейки.
Подставку с индикатором перемещают вдоль опорных поверхностей ползуна и станины под ножи листовых ножниц.
Отклонение от параллельности следует определять как разность показаний индикатора в крайних возможных для измерения точках.
Проверка 5.4. Параллельность опорных поверхностей окон в ползуне и станине под ножевые плиты
Черт.4
Допуск параллельности поверхности относительно поверхности
- 0,2 мм на длине стороны окна.
Метод проверки
Ползун 1 устанавливают в верхнее положение.
Глубиномер 3 устанавливают на опорную поверхность окна в ползуне так, чтобы измерительный наконечник индикатора касался опорной поверхности
окна станины 2.
Глубиномер перемещают вдоль окна.
Отклонение от параллельности следует определять как разность показаний глубиномера в крайних возможных для измерения точках.
Проверка 5.5. Перпендикулярность хода ползуна относительно горизонтальной опорной поверхности станины прессов для пробивки отверстий
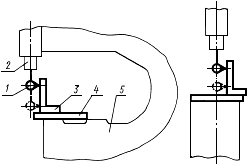
Черт.5
Допуск - 0,16 мм на длине 100 мм.
Метод проверки
На горизонтальную опорную поверхность станины 5 кладут поверочную линейку 4, на которую устанавливают угольник 3. Индикатор 1 крепят к ползуну 2 так, чтобы его измерительный наконечник касался измерительной поверхности угольника.
Опускают ползун в крайнее нижнее положение.
Отклонение от перпендикулярности следует определять как наибольшую разность показаний индикатора в крайних (верхнем и нижнем) положениях ползуна в двух взаимно перпендикулярных плоскостях.
Примечание. Отклонение в плоскости, перпендикулярной фронту пресса, допускается только в сторону станины.
Проверка 5.6. Радиальное и торцовое биение маховика
Черт.6
Допуск биения радиального - 0,1 мм, торцового - 0,2 мм.
Метод проверки
Индикатор 1 устанавливают так, чтобы его измерительный наконечник касался поверхности обода маховика 2 при измерении радиального биения и его торцовой поверхности на расстоянии 10 мм от образующей поверхности обода.
Биение следует определять как наибольшую разность показаний индикатора за один оборот маховика.
Примечание. На динамически сбалансированном маховике данная проверка не проводится.
(Измененная редакция, Изм. N 1).
Проверка 5.7. Точность отрезаемых заготовок по длине
мм
Толщина листа (главный параметр ножниц) | Допуск по длине |
10 | 2,0 |
13 | 2,5 |
16 | 3,0 |
20 | 4,0 |
25 | 5,0 |
32 | 6,3 |
Метод проверки
В режиме одиночных ходов отрезаются по упору 5 заготовок из угловой стали, длина которых должна быть наибольшей для соответствующего типоразмера ножниц.
Точность отрезаемых заготовок проверяется измерительной линейкой.
(Введена дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
Перечень средств измерений, применяемых для проверок норм точности
пресс-ножниц
1. Линейки поверочные типа ШП или ШД классов точности 2 - по ГОСТ 8026.
2. Угольники типа УШ - по ГОСТ 3749.
3. Индикаторы часового типа - по ГОСТ 577.
4. Штатив ШМ-ПН - по ГОСТ 10197.
5. Линейки измерительные металлические - по ГОСТ 427 с верхним пределом измерения 1000 мм.
6. Глубиномеры индикаторные - по ГОСТ 7661.
ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. N 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1999
{kind=link}