ГОСТ 16345-70*
Группа Г22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИСПОСОБЛЕНИЯ ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ ДЕТАЛЕЙ
ОДНОРОЛИКОВЫЕ УНИВЕРСАЛЬНЫЕ
Типы. Технические требования
Universal single-rolled devices for a surface hardening of machine parts by rolling.
Types. Technical requirements
Дата введения 1971-07-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 28 августа 1970 г. N 1351 срок введения установлен с 01.07 1971 г.
ВЗАМЕН MH 5842-65
* ПЕРЕИЗДАНИЕ (июнь 1982 г.) с Изменением N 1, утвержденным в декабре 1981 г.; Пост. N 5179 от 01.12 1981 г. (ИУС 2-82)
Настоящий стандарт распространяется на однороликовые универсальные приспособления к токарным станкам, предназначенные для обкатки деталей различных форм и размеров с целью повышения прочности поверхностного слоя.
Стандарт не распространяется на обкаточные приспособления, предназначенные для повышения класса чистоты поверхности.
1. ТИПЫ
1.1. Приспособления для упрочняющей обкатки должны изготовляться следующих типов:
I - на усилия 250 и 500 кгс (черт.1);
II - на усилия 1000 и 2000 кгс (черт.2);
III - на усилие 4000 кгс (черт.3).
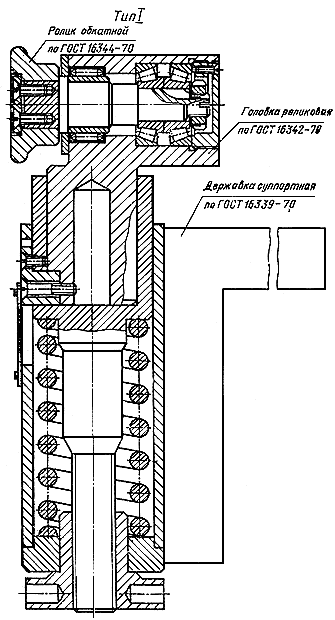
Черт.1
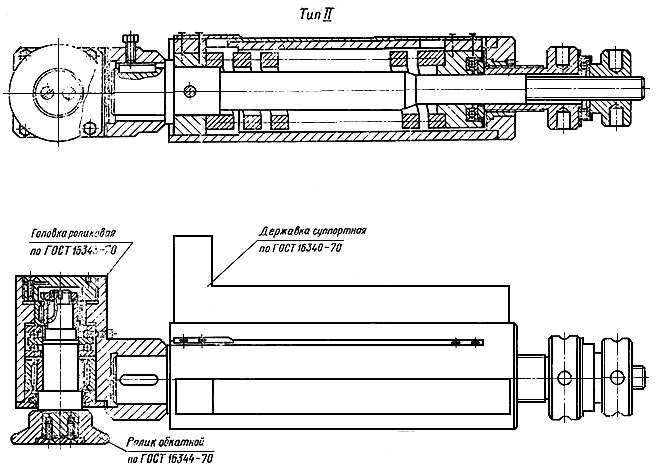
Черт.2
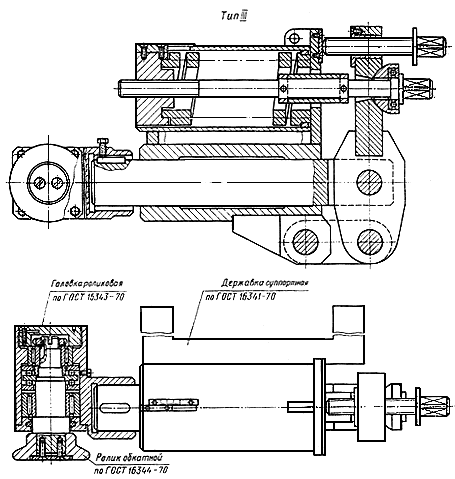
Черт.3
1.2. Краткие сведения по применению приспособлений приведены в справочном приложении 1 к настоящему стандарту.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Однороликовые универсальные приспособления для упрочняющей обкатки деталей должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Неуказанные поля допусков размеров: отверстий Н14, валов h14, остальных ±![]() . Допускается при необходимости обеспечения взаимозаменяемости для применения в изделиях, спроектированных до 1 января 1980 г., изготавливать по согласованию с потребителем однороликовые универсальные приспособления для упрочняющей обкатки деталей с допусками по справочному приложению 2 к настоящему стандарту.
. Допускается при необходимости обеспечения взаимозаменяемости для применения в изделиях, спроектированных до 1 января 1980 г., изготавливать по согласованию с потребителем однороликовые универсальные приспособления для упрочняющей обкатки деталей с допусками по справочному приложению 2 к настоящему стандарту.
(Измененная редакция, Изм. N 1).
2.3. Допускается для изготовления деталей приспособлений применение других марок сталей по механическим свойствам не ниже указанных в соответствующих стандартах и не снижающих работоспособность обкаточных приспособлений.
2.4. Резьба метрическая - по ГОСТ 24705-81* и ГОСТ 9150-81**. Поля допусков резьб: болтов - 8g, гаек - 7Н по ГОСТ 16093-81***. Резьба трапецеидальная - по ГОСТ 9484-81. Поля допусков резьб трапецеидальных: винтов - 7q, гаек - 7Н по ГОСТ 9562-81.
______________
* На территории Российской Федерации действует ГОСТ 24705-2004;
** На территории Российской Федерации действует ГОСТ 9150-2002;
*** На территории Российской Федерации действует ГОСТ 16093-2004. - .
(Измененная редакция, Изм. N 1).
2.5. Острые кромки должны быть притуплены.
2.6. Сварные швы должны быть зачищены.
2.7. На поверхности деталей не должно быть трещин, заусенцев, забоин и следов коррозии, снижающих качество или ухудшающих товарный вид изделия.
2.8. Смазка подшипниковых узлов и других трущихся деталей 1-13 жировая по технической документации, утвержденной в установленном порядке.
2.9. Вал роликовой головки должен поворачиваться от руки свободно без заеданий.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Все предъявленные к испытанию державки, роликовые головки и обкатные ролики должны быть приняты техническим контролем предприятия-изготовителя.
Изготовитель должен гарантировать соответствие всех выпускаемых державок, роликовых головок и обкатных роликов требованиям настоящего стандарта и сопровождать каждую партию документом, удостоверяющим их качество.
3.2. Вся предъявленная к испытаниям партия изделий подвергается внешнему осмотру и проверке точности создаваемых при заданных осадках пружин усилий.
3.3. Испытание должно производиться путем сплошной обкатки с максимальным расчетным усилием ступенчатого вала (цилиндрических, торцовых поверхностей и галтелей).
3.4. Не допускается заклинивание ролика при обкатке и перегрев подшипникового узла роликовой головки.
3.5. Испытаниям должны подвергаться не менее 30% изделий от партии.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Все державки, роликовые головки и обкатные ролики должны иметь четкую маркировку на местах, указанных в стандартах на конструкцию и размеры.
4.2. Упаковка изделий должна обеспечивать полную сохранность их от механических повреждений.
4.3. Перед упаковкой изделия должны быть подвергнуты консервации по ГОСТ 9.014-78. Методы и условия консервации должны обеспечивать сохранность изделий в течение одного года.
4.4. Упакованные изделия должны быть приспособлены для погрузки и транспортирования железнодорожным или водным транспортом.
4.5. В тару должны быть вложены документы с указанием:
а) товарного знака предприятия-изготовителя;
б) наименования изделий;
в) обозначения изделий;
г) даты выпуска;
д) количества изделий;
е) результатов приемки техническим контролем предприятия-изготовителя;
ж) номера соответствующего стандарта.
4.6. На каждом ящике должны быть указаны: наименование изделий, обозначения изделий и номера стандартов.
4.7. Условия хранения и транспортирования изделий должны обеспечить их сохранность от механических повреждений и коррозии.
ПРИЛОЖЕНИЕ 1
Справочное
КРАТКИЕ СВЕДЕНИЯ ПО ПРИМЕНЕНИЮ ОДНОРОЛИКОВЫХ УНИВЕРСАЛЬНЫХ ПРИСПОСОБЛЕНИЙ ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ ДЕТАЛЕЙ
Для упрочняющей обкатки наружных поверхностей тел вращения на токарных станках применяется как метод обкатки одним роликом, так и метод одновременной обкатки двумя или тремя роликами.
Вопрос о применении однороликового или многороликового приспособления для упрочняющей обкатки решается в зависимости от конструкции детали и условий производства.
Метод обкатки одним роликом наиболее часто оказывается предпочтительным в индивидуальном или мелкосерийном производстве крупных деталей и при осуществлении разнохарактерных ремонтных работ.
В крупносерийном и массовом производстве, как правило, целесообразнее применение метода обкатки несколькими роликами, особенно для деталей удлиненной формы.
Однороликовые приспособления имеют преимущества: простоту конструкции, возможность быстрой установки их на суппорте станка взамен резца.
Универсальные однороликовые приспособления имеют дополнительные преимущества:
пригодность одного и того же приспособления для обработки широкой номенклатуры деталей, различающихся по форме и размерам;
возможность обработки деталей, имеющих значительное биение или огранку;
хорошую маневренность, выражающуюся в возможности обработки самых различных поверхностей одной и той же детали без ее перестановки на станке;
возможность непрерывной обкатки поверхностей переменного диаметра без поперечной подачи тяжело нагруженного суппорта;
возможность быстрой и легкой замены обкатного ролика и др.
Для обкатки же несколькими роликами нужны более громоздкие конструкции устройств, нередко требующих для своей установки частичной разборки или полного удаления суппорта станка, съема обрабатываемой детали.
ГОСТ 16339-70 - ГОСТ 16345-70 разработаны на универсальные однороликовые приспособления, устанавливающие конструкцию и размеры державок, роликовых головок и обкатных роликов.
Такое разделение позволяет создавать при необходимости специальные конструкции приспособлений с использованием стандартизованных изделий.
Универсальные однороликовые приспособления не исключают возможности применения специальных однороликовых приспособлений.
Приспособления для работы устанавливают в резцедержательной головке станка так, чтобы ось ролика была на высоте линии центров станка и параллельна ей.
Перед осуществлением процесса обкатки производят предварительное сжатие пружины приспособления.
При работе с приспособлениями типа I (державка суппортная по ГОСТ 16339-70) предварительное сжатие пружины осуществляется с помощью гайки (дет.4) так, чтобы ее осадка на 1-2 мм не достигала величины, соответствующей заданному усилию. Осадка пружины контролируется по шкале (дет.6) с делениями в миллиметрах.
Для выполнения процесса обкатки деталь приводят во вращение, включают продольную подачу суппорта и, используя поперечный ход суппорта станка, вручную приводят ролик в соприкосновение с изделием.
Поперечную подачу приспособления продолжают несколько дальше до тех пор, пока не будет достигнуто заданное усилие обкатки. При этом между гайкой (дет.4) и корпусом (дет.1) должен образоваться зазор в 1-2 мм и все усилие пружины будет передаваться на обкатной ролик. После обкатки заданного участка поверхности приспособление отводят от детали и выключают станок. Пружина остается сжатой на большую часть заданной осадки для облегчения обкатки следующей детали.
При работе с приспособлениями типа II (державка суппортная по ГОСТ 16340-70) предварительное сжатие пружины осуществляется с помощью гайки (дет.7). Величину осадки отсчитывают по шкале (дет.11) в соответствии с положением указателя (дет.12). Порядок действий при обкатке остается принципиально таким же, как при работе с приспособлением типа I.
При работе со значительными усилиями обкатки перемещение нагруженного суппорта с помощью винта поперечных подач уже может быть физически затруднительно и опасно с точки зрения прочности деталей станка. В этом случае поперечное перемещение суппорта станка используется лишь для приведения обкатного ролика в соприкосновение с изделием для отвода приспособления в нерабочее положение. Включение, выключение и поддерживание нагрузки при обкатке цилиндрических деталей осуществляется путем вращения регулятора (дет.6).
В процессе обкатки важно следить за тем, чтобы гайка (дет.7) была немного отвернута и все усилие обкатки передавалось на обкатной ролик.
Положение силовой части приспособления (дет.1, 3, 4, 13 и 14) вместе с роликовой головкой относительно корпуса регулируется вращением регулятора (дет.6). В исходном положении перед обкаткой цилиндрических поверхностей регулятор должен быть ввинчен в корпус на половину его хода.
При обкатке нецилиндрических (конических) поверхностей положение приспособления в ходе процесса меняют с помощью регулятора (дет.6) таким образом, чтобы поддерживалось заданное усилие обкатки. Перед обкаткой конических поверхностей регулятор должен занимать одно из крайних положений с таким расчетом, чтобы при обкатке имелась возможность перемещения в нужном направлении силовой части приспособления вместе с роликовой головкой относительно корпуса.
При работе с приспособлением типа III (державка суппортная по ГОСТ 16341-70) предварительное сжатие пружины (дет.5) осуществляют путем вращения винта (дет.2), при этом винт (дет.12) должен упираться в корпус.
Приступая к обкатке, включают станок с поперечным ходом суппорта вручную подводят обкатной ролик в соприкосновение с изделием. После этого, отвертывая винт (дет.12), включают нагрузку. Закончив обкатку, действуют в обратном порядке.
Корректирование нагрузки при обкатке нецилиндрических поверхностей осуществляется путем вращения винта (дет.2). Для облегчения этого вращения между головкой винта (дет.2) и опорой (дет.13) предусмотрен упорный шарикоподшипник (дет.21).
В исходном положении перед обкаткой цилиндрических поверхностей положение рычага (дет.11) должно быть вертикальным, а перед обкаткой конических поверхностей - наклонным. Направление наклона должно быть к корпусу приспособления при обкатке конических поверхностей с подачей в сторону увеличения диаметра, и от корпуса приспособления - при обкатке с подачей в сторону уменьшения диаметра.
Все приспособления могут работать в диапазоне 50-100% максимального усилия обкатки. Таким образом, стандартизованные приспособления рассчитаны на весь диапазон усилий обкатки от 125 до 4000 кгс. Приспособления допускают кратковременную работу с целью подбора режима обкатки при нагрузках, на 20% превышающих максимальное усилие обкатки.
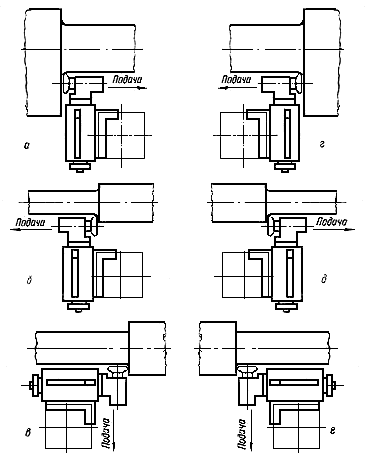
Консольное расположение обкатного ролика в роликовой головке, возможность ее поворота относительно державки, а также наличие на корпусе державки в приспособлениях типа I и типа II двух угольников для установки приспособлений на станке позволяют производить обкатку галтелей как слева (чертеж, поз.а и чертеж, поз.д), так и справа (чертеж, поз.б и чертеж, поз.г), а также и торцовые поверхности уступов (чертеж, поз.в и чертеж, поз.е).
В процессе обкатки на обкатной ролик и деталь периодически или непрерывной струей подается минеральное масло.
При продолжительных перерывах в использовании приспособления его пружину следует полностью освободить от нагрузки.
Рациональный режим упрочняющей обкатки зависит от конструкции детали, рода материала, условий охлаждения обкатного ролика в процессе обкатки, требований к чистоте поверхности и пр.
Режим выбирается в соответствии с данными, имеющимися в литературе по вопросам упрочнения деталей путем поверхностного наклепа.
ПРИЛОЖЕНИЕ 2
Справочное
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ОДНОРОЛИКОВЫХ УНИВЕРСАЛЬНЫХ
ПРИСПОСОБЛЕНИЙ ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ
ПО СИСТЕМАМ ОСТ И ЕСДП СЭВ
Поля допусков | |
по системе ОСТ | по ЕСДП СЭВ |
А | Н7 |
А | Н9 |
А | Н11 |
A | Н12 |
А | Н14 |
В | h6 |
В | h11 |
В | h14 |
СМ | ± |
С | h6 |
С | h8 |
С | h11 |
С | h12 |
X | f7 |
Х | e8 |
Х | b12 |
H | k6 |
Ш | a11 |
Пр2 | u8 |
(Введено дополнительно, Изм. N 1).
Электронный текст документа
и сверен по:
Приспособления для упрочняющей обкатки деталей
однороликовые универсальные. Конструкция и размеры:
Сб. ГОСТов. ГОСТ 16339-70-ГОСТ 16345-70. -
М.: Издательство стандартов, 1982
{kind=link}