ГОСТ 25886-83
Группа Г22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ ИЗ ЛИСТОВОГО ПРОКАТА, ШТАМПУЕМЫЕ
С ПРИМЕНЕНИЕМ УНИВЕРСАЛЬНО-ПЕРЕНАЛАЖИВАЕМЫХ ШТАМПОВ
Типы, формы и размеры основных элементов
Elements made of rolled sheets to be stamped by means
of all-purpose readjustable dies. Types, forms and sizes of main parts
ОКСТУ 3963
Дата введения 1985-01-01
РАЗРАБОТАН
Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ:
Б.М.Шпаков (руководитель темы), Л.И.Рудман, Н.П.Ильичева, Ж.Н.Миняйло
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра В.Г.Скрябин
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25 июля 1983 г. N 3429
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 1984 год
Поправка внесена изготовителем базы данных
1. Настоящий стандарт распространяется на элементы деталей из черных и цветных металлов и сплавов, штампуемые из листового проката толщиной от 0,05 до 3,0 мм с применением разделительных операций на универсально-переналаживаемых штампах, конструкция и основные размеры которых установлены ГОСТ 23292-78 - ГОСТ 23297-78 и ГОСТ 23301-78.
Допускается применение в конструкциях деталей из листового проката других форм элементов, кроме приведенных в настоящем стандарте, которые могут быть отштампованы с использованием штампов по ГОСТ 23292-78 - ГОСТ 23297-78 и ГОСТ 23301-78.
2. Типы, формы и размеры основных элементов деталей должны соответствовать указанным в пп.3-15.
3. Прямоугольник
3.1. Размеры прямоугольника, отрезаемого от полосы, указаны на черт.1.
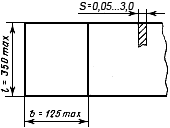
Черт.1
3.2. Соотношение размеров и
не ограничивается.
4. Параллелограмм
4.1. Размеры параллелограмма, отрезаемого от полосы, указаны на черт.2.
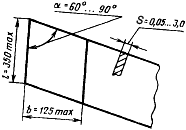
Черт.2
4.2. Соотношение размеров и
не ограничивается.
5. Скос
5.1. Длина скоса заготовки указана на черт.3.
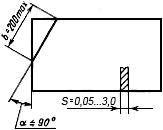
Черт.3
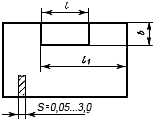
6. Прямоугольный вырез
6.1. Размеры прямоугольного выреза указаны на черт.4.
Черт.4
6.2. Закругление в углу выреза не допускается.
7. Прямоугольный паз
7.1. Размеры прямоугольного паза указаны на черт.5 и в табл.1.
Черт.5
Таблица 1
мм
Не более | |||
От 0,05 до 0,5 | 1,0; 1,2; 1,6; 2,0; 2,5; 3,2; 4,0; 5,0; 6,3; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0 | 63 | 130 |
От 0,5 до 3,0 | 2,5; 3,2; 4,0; 5,0; 6,3; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 | 120 | 400 |
7.2. Закругления в углах паза не допускаются.
7.3. Ширина паза должна приниматься из условия:
.
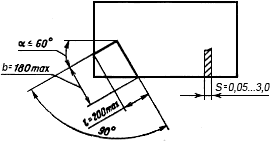
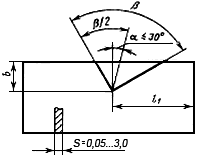
8. Угловой паз
8.1. Глубина углового паза и его угол
указаны на черт.6 и в табл.2.
Черт.6
Таблица 2
| ||||||||
15° | 2,5 | 4,0 | 6,3 | 10,0 | 16,0 | 25,0 | - | - |
30 | 2,5 | 4,0 | 6,3 | 10,0 | 16,0 | 25,0 | 40,0 | - |
45 | 2,5 | 4,0 | 6,3 | 10,0 | 16,0 | 25,0 | 40,0 | 63,0 |
60 | 2,5 | 4,0 | 6,3 | 10,0 | 16,0 | 25,0 | 40,0 | 63,0 |
75 | 2,5 | 4,0 | 6,3 | 10,0 | 16,0 | 25,0 | 40,0 | - |
90 | 2,5 | 4,0 | 6,3 | 10,0 | 16,0 | 25,0 | - | - |
8.2. Координата не должна превышать 120 мм при толщине материала от 0,05 до 0,5 мм и 340 мм - при толщине материала от 0,5 до 3,0 мм.
9. Угловой скругленный паз
9.1. Размеры углового скругленного паза должны соответствовать размерам углового паза (п.8), за исключением .
9.2. Радиус скругления должен соответствовать значениям, указанным на черт.7 и в табл.3.
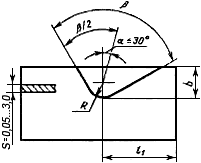
Черт.7
Таблица 3
мм
2,5 | 1,6; 2,5 |
4,0 | 1,6; 2,5; 4,0 |
6,3 | 1,6; 2,5; 4,0; 6,3 |
10,0 | 2,5; 4,0; 6,3; 10,0 |
16,0 | 4,0; 6,3; 10,0; 16,0 |
25,0 | 6,3; 10,0; 16,0; 25,0 |
40,0 | 10,0; 16,0; 25,0; 40,0 |
63,0 | 16,0; 25,0; 40,0; 63,0 |
10. Скругленный угол
10.1. Радиус скругления должен соответствовать значениям, указанным на черт.8 и в табл.4.
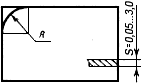
Черт.8
Таблица 4
мм
От 0,05 до 2,0 | 1,0; 1,5; 2,0; 2,5; 3,0; 3,6; 4,0; 4,5; 5,0; 5,6; 6,0; 7,1; 8,0; 9,0; 10,0; 11,0; 12,0; 14,0; 16,0 |
От 2,0 до 3,0 | 3,0; 3,6; 4,0; 4,5; 5,0; 5,6; 6,0; 7,1; 8,0; 9,0; 10,0; 11,0; 12,0; 14,0; 16,0 |
11. Скругленная сторона
11.1. Радиус скругления должен соответствовать значениям, указанным на черт.9 и в табл.5.
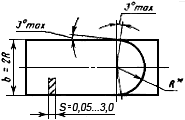
________________
* Размер для справок.
Черт.9
Таблица 5
мм
От 0,05 до 2,0 | 1,0; 1,5; 2,0; 2,5; 3,0; 3,6; 4,0; 4,5; 5,0; 5,6; 6,0; 7,1; 8,0; 9,0; 10,0; 11,0; 12,0; 14,0; 16,0 |
От 2,0 до 3,0 | 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0; 16,0 |
12. Круглое отверстие
12.1. Диаметр отверстия в заготовке и его координаты
,
должны соответствовать значениям, указанным на черт.10 и в табл.6.
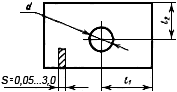
Черт.10
Таблица 6
мм
не более | |||
От 0,05 до 0,5 | 1,0; 1,1; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,4; 2,6; 2,8; 3,0; 3,2; 3,4; 3,6; 3,8; 4,0; 4,2; 4,5; 4,8; 5,0; 5,3; 5,6; 6,0; 6,3; 6,7; 7,1; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 22,0; 24,0; 25,0; 26,0; 28,0; 30,0 | 120 | 63 |
От 0,5 до 3,0 | 3,0; 3,2; 3,4; 3,6; 3,8; 4,0; 4,2; 4,5; 4,8; 5,0; 5,3; 5,6; 6,0; 6,3; 6,7; 7,1; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0; 20,0; 21,0; 22,0; 24,0; 25,0; 26,0; 28,0; 30,0; 32,0; 34,0; 36,0; 38,0; 40,0; 42,0; 45,0; 48,0; 50,0; 53,0; 56,0; 60,0; 63,0; 67,0 | 340 | 105 |
13. Прямоугольное отверстие
13.1. Размеры отверстия и его координаты должны соответствовать значениям, указанным на черт.11 и в табл.7.
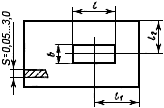
Черт.11
Таблица 7
мм
не более | ||||
От 0,05 до 0,5 | 3,2 | 3,2; 4,0; 5,0; 6,3; 8,0; 10,0; 12,0; 16,0; 20,0 | 120 | 63 |
4,0 | ||||
5,0 | ||||
6,3 | ||||
8,0 | ||||
10,0 | 4,0; 5,0; 6,3; 8,0; 10,0; 12,0; 16,0; 20,0 | |||
12,0 | 5,0; 6,3; 8,0; 10,0; 12,0; 16,0; 20,0 | |||
16,0 | 6,3; 8,0; 10,0; 12,0; 16,0; 20,0 | |||
20,0 | 8,0; 10,0; 12,0; 16,0; 20,0 | |||
25,0 | 10,0; 12,0; 16,0 | |||
От 0,5 до 3,0 | 3,2 | 3,2; 4,0; 5,0; 6,3; 8,0; 10,0 | 340 | 105 |
4,0 | 3,2; 4,0; 5,0; 6,3; 8,0; 10,0; 12,0 | |||
5,0 | 3,2; 4,0; 5,0; 6,3; 8,0; 10,0; 12,0; 16,0 | |||
6,3 | 3,2; 4,0; 5,0; 6,3; 8,0; 10,0; 12,0; 16,0; 20,0 | |||
8,0 | 3,2; 4,0; 5,0; 6,3; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0 | |||
10,0 | 4,0; 5,0; 6,3; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 32,0 | |||
12,0 | 5,0; 6,3; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 32,0; 40,0 | |||
16,0 | 6,3; 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0 | |||
20,0 | 8,0; 10,0; 12,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 | |||
25,0 | 10,0; 12,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 | |||
32,0 | 12,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0 | |||
40,0 | 12,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0 | |||
50,0 | 16,0; 20,0; 25,0; 32,0; 40,0 | |||
63,0 | 20,0; 25,0; 32,0 | |||
14. Овальное отверстие
14.1. Размеры овального отверстия и его координаты должны соответствовать значениям, указанным на черт.12 и в табл.7.
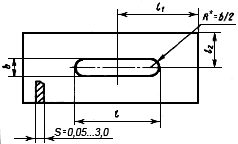
________________
* Размер для справок.
Черт.12
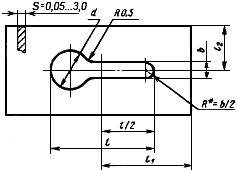
15. Фигурное отверстие
15.1. Размеры фигурного отверстия должны соответствовать значениям, указанным на черт.13 и в табл.8.
________________
* Размер для справок.
Черт.13
Таблица 8
мм
3,2 | 5,0 | 6,3 | 7,1 | 8,0 | 10,0 | 12,0 |
3,6 | 6,3 | 7,1 | 8,0 | 10,0 | 12,0 | 16,0 |
4,0 | 7,1 | 8,0 | 10,0 | 12,0 | 16,0 | - |
4,5 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | - |
5,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 |
5,6 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | - |
6,3 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | - |
7,1 | 12,0 | 16,0 | 20,0 | 25,0 | - | - |
8,0 | 12,0 | 16,0 | 20,0 | 25,0 | - | - |
10,0 | 16,0 | 20,0 | 25,0 | - | - | - |
12,0 | 20,0 | 25,0 | - | - | - | - |
15.2. Длина должна приниматься из ряда размеров: 9, 10, 11, 12, 14, 16, 18, 20, 22, 25, 28, 32 мм с соблюдением условия
![]() .
.
15.3. Координаты паза не должны превышать:
120 мм и
63 мм при толщине материала от 0,05 до 0,5 мм;
340 мм и
105 мм при толщине материала от 0,5 до 3,0 мм.
16. Допуски и шероховатость поверхности штампуемых элементов
16.1. Предельные отклонения линейных размеров штампуемых элементов - от Н11 до Н14 и от h11 до h14 по ГОСТ 25347-82.
16.2. Предельные отклонения угловых размеров - по 9-й степени точности по ГОСТ 8908-81.
16.3. Точность координат штампуемых элементов - не грубее ![]() .
.
16.4. Параметр шероховатости поверхности среза штампуемых элементов должен быть принят по ГОСТ 2789-73 в зависимости от :
для от 0,05 до 1,0 мм -
6,3 мкм;
для от 1,0 до 3,0 мм -
12,5 мкм.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1983
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}