ГОСТ 15961-89
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАШИНЫ КУЗНЕЧНО-ПРЕССОВЫЕ
Общие требования к условиям и методам
измерения точности
Metal forging machines. General requirements
for conditions and methods of accuracy measuring
ОКП 38 2000
Дата введения 1991-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
И.С.Калениченко, канд. техн. наук; В.К.Белильцев; Ю.И.Беленцов; В.И.Ткаченко; Т.Л.Псарева; В.П.Жуков
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 20.11.89 N 3000
3. Срок проверки - 1999 г.,
периодичность проверки - 10 лет.
4. ВЗАМЕН ГОСТ 15961-80
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ:
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.601-68 | 2.2 |
ГОСТ 16263-70 | 4.7 |
ГОСТ 24642-81 | 3.1 |
ГОСТ 24643-81 | 3.3 |
Настоящий стандарт распространяется на кузнечно-прессовые машины (далее в тексте - КПМ) всех видов и устанавливает общие требования к условиям, методам и средствам измерения точности КПМ.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Измерение точности КПМ проводится с целью контроля соответствия действительных отклонений параметров КПМ нормам точности, предусмотренным стандартами на нормы точности, техническими условиями (ТУ) или другими заменяющими их нормативно-техническими документами (НТД).
Нормы точности КПМ должны обеспечивать получение изделий заданной формы и размеров, а также создание оптимальных условий для работы инструмента и самих КПМ.
1.2. Точность КПМ характеризуется следующими показателями:
1) геометрическая точность базовых поверхностей под заготовку и инструмент;
2) геометрическая точность траекторий движения рабочих органов, несущих заготовку и инструмент;
3) точность взаимосвязанных относительных движений рабочих органов, несущих заготовку и инструмент;
4) точность позиционирования рабочих органов, несущих заготовку и инструмент;
5) точность геометрических форм и расположения поверхностей готовых деталей;
6) точность геометрических форм и размеров заготовок (изделий), получаемых при выполнении технологических операций.
В стандарты допускается включать контроль других показателей, способствующих получению изделий заданной точности и улучшению условий работы инструмента и КПМ, в том числе требования по балансировке рабочих органов.
Номенклатура и количество показателей точности КПМ, включаемых в стандарты, определяется в зависимости от конкретного вида КПМ и ее технологического назначения.
1.3. Условия и методы измерения точности КПМ должны быть введены в стандарты с указанием:
1) базы для проведения измерения точности;
2) специфики отсчета отклонений (если такая имеется);
3) требований к точности сборочных единиц и деталей, которые при проведении измерений не устанавливаются на КПМ, но влияют на точность ее работы;
4) конкретных требований к точности КПМ (параметры, методы измерения точности, нормируемые участки, их допеки или предельные отклонения по ним);
5) наименований используемых средств измерения, типы, классы точности средств измерения и соответствующие стандарты.
1.4. Значения регулируемых зазоров в направляющих подвижных органов КПМ в стандартах не регламентируются (кроме машин ударного действия).
1.5. Измерения точности должны проводиться после сборки и обкатки путем контроля параметров с помощью соответствующих средств измерения. При этом допускается снятие кожухов, щитков и других съемных частей и приспособлений, не влияющих на точность КПМ, при соблюдении всех требований безопасности.
1.6. Измерения, которые нельзя или нецелесообразно осуществлять на собранной КПМ, проводятся в процессе изготовления КПМ, результаты измерений должны вноситься в свидетельство о приемке.
1.7. Измерения точности КПМ, собираемых на месте эксплуатации или действующие в составе автоматических линий, гибких производственных модулей и т.п., необходимо проводить у потребителя после их окончательной сборки, выверки и регулировки. Допускается при этом измерения точности у изготовителя не проводить.
2. ТРЕБОВАНИЯ К УСЛОВИЯМ ИЗМЕРЕНИЙ ТОЧНОСТИ КПМ
2.1. Измерения точности КПМ должны проводиться при единых минимальных величинах зазоров в направляющих, установленных при испытаниях на холостом ходу или под нагрузкой, если в стандартах и ТУ на конкретные виды КПМ не указаны другие условия. Регулировка величин зазоров допускается, если это указано в ТУ. Величины зазоров должны обеспечивать требуемую точность КПМ.
2.2. Измерения точности КПМ должны проводиться после их установки в соответствии с указаниями, приведенными в разработанных по ГОСТ 2.601* эксплуатационных документах и обеспечивающими безопасность работ и достоверность результатов измерений.
______________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - .
Допускаемое отклонение при выверке КПМ по уровню не должно превышать 0,2 мм/м, если условия установки не указаны особо в стандартах на конкретные виды КПМ (при установке на виброопоры; под наклоном и т.п.).
2.3. С целью сокращения погрешностей измерений перед проведением измерений должны быть приняты меры по выравниванию температур КПМ и средств измерений.
3. ДОПУСКИ И ОТКЛОНЕНИЯ
3.1. Термины и определения допусков формы и расположения поверхностей машин - по ГОСТ 24642.
3.2. Нормы точности после капитального ремонта КПМ должны соответствовать требованиям стандартов, использовавшихся при изготовлении КПМ.
3.3. Если конструктивные особенности КПМ не позволяют произвести измерения на длине, к которой отнесен допуск, то последний должен быть пересчитан на наибольшую возможную длину измерения или определен по ГОСТ 24643. При пересчете допуск менее 0,01 мм округляют до 0,01 мм.
4. ТРЕБОВАНИЯ К МЕТОДАМ И СРЕДСТВАМ ИЗМЕРЕНИЙ
4.1. Методы измерений точности кузнечно-прессовых машин указаны в приложении 1.
4.2. Допускается применять методы и средства измерений, не предусмотренные стандартами на нормы точности при условии, что они отвечают назначению и обеспечивают необходимую точность.
При необходимости результаты этих измерений должны проверяться только с помощью методов, предусмотренных стандартами.
4.3. При установке в горизонтальной плоскости поверочной линейки на две равновысокие опоры, последние должны располагаться в точках наименьшего прогиба.
4.4. При контроле плоскостности и прямолинейности расстояние от края поверхности до крайних, расположенных по периметру, сечений не должно превышать 5% от длины указанных сечений, но быть не более 50 мм, если в стандартах не указаны другие значения.
По краям измеряемой поверхности на расстоянии ![]() от ее края допускаются только отклонения вглубь материала (завалы), если в стандартах не указаны другие величины.
от ее края допускаются только отклонения вглубь материала (завалы), если в стандартах не указаны другие величины.
4.5. При оценке результатов измерений должны вноситься поправки, учитывающие систематические погрешности применяемых средств измерений.
4.6. Суммарная погрешность каждого метода измерения не должна превышать 25% допуска на изготовление по данному параметру точности.
4.7. Термины и определения основных метрологических понятий - по ГОСТ 16263*.
______________
* На территории Российской Федерации действуют РМГ 29-99. - .
ПРИЛОЖЕНИЕ 1
Рекомендуемое
МЕТОДЫ ИЗМЕРЕНИЯ ТОЧНОСТИ КУЗНЕЧНО-ПРЕССОВЫХ МАШИН
1. Плоскостность поверхностей, базирующих заготовку и инструмент
1.1. Шаброванные поверхности контролируют при помощи поверочных плит - "на краску". Если на собранной машине невозможно осуществить контроль данным способом, его проводят при помощи методов, изложенных в пп.1.2-1.6.
1.2. Контроль горизонтальных поверхностей размером до 1600х2500 мм
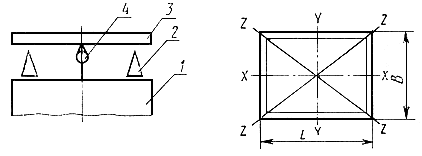
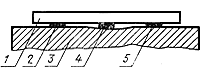
Черт.1
На контролируемую поверхность 1 (черт.1) устанавливают призматические опоры 2, равной высоты (приложение 2), на которые устанавливают поверочную линейку 3. Под поверочную линейку помещают индикатор 4 на специальной стойке, у которой основание соосно с измерительным наконечником, с предварительно установленным в средней части шкалы нулевым показанием в соответствии с высотой призматических опор.
Перемещая индикатор вдоль среднего сечения поверочной линейки, измеряют отклонения по диагональным (![]() ), крайним продольным (
), крайним продольным (![]() ) и поперечным (
) и поперечным () сечениям и записывают на план поверхности стола с учетом знаков относительно прямых, соединяющих концы указанных сечений.
За допуск плоскостности принимают наибольшее из двух абсолютных значений: расстояние между диагональными сечениями или алгебраическую разность наибольшего и наименьшего отклонений относительно прямых, соединяющих концы измеряемых сечений.
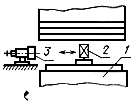
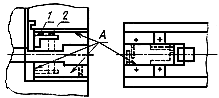
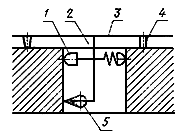
1.3. Контроль вертикальных рабочих поверхностей размером 1600x1600 мм
На станине машины, в пространстве между подвижной и неподвижной плитами, закрепляют специальное контрольное устройство 6 (черт.2), несущее образцовые цилиндры 5, образующие которых расположены в одной плоскости. При помощи регулировочных винтов 7 устанавливают плоскость сравнения, проходящую через образующие цилиндров 5 параллельно контролируемой поверхности 1, добиваясь одинаковых показаний индикатора в противолежащих углах () и (
).
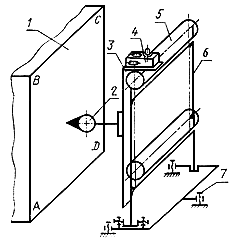
Черт.2
Перемещая специальный угольник 3 вдоль образующих валиков 5 и ползунку с индикатором 2 по рабочей грани угольника 3, снимают показания индикатора в продольных и поперечных направлениях и наносят их на план контролируемой поверхности.
Допуск плоскостности равен сумме наибольших по абсолютному значению отклонений: положительного и отрицательного значений от плоскости сравнения, проходящей по одной диагонали, параллельно другой диагонали контролируемой поверхности.
Образующие цилиндров 5 устанавливают перед измерением в одной плоскости при помощи уровня 4, расположенного на угольнике 3.
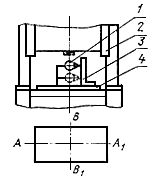
1.4. Контроль поверхностей размером более 1600x1600 мм
Плоскость сравнения создают вращением оси визирного устройства 1 (черт.3) по образцовой поверхности основания 11. Отклонение от плоскостности опорной поверхности 6 стола производят после настройки плоскости сравнения параллельно диагоналям контролируемой поверхности 6. Для этого плоскость сравнения вначале совмещают с одной диагональю при помощи двух регулируемых опор 8 и 12, размещенных в одной плоскости с осью визирного измерительного устройства 1 и этой диагональю, затем плоскость сравнения разворачивают параллельно другой диагонали при помощи третьей поры 10, смещенной от оси измерительного устройства в плоскости, перпендикулярной к первой диагонали.
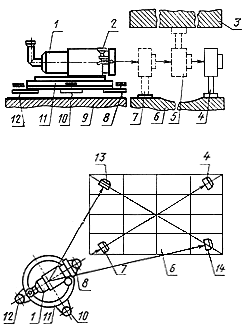
Черт.3
При установке плоскости сравнения ось визирного устройства 1 наводят на центры юстировочных марок 4, 7, 13 и 14, расположенных в угловых точках - на концах диагоналей контролируемой поверхности. После установки плоскости сравнения, перемещая по контролируемой поверхности 6 измерительную марку и наводя на нее визирное устройство 1, снимают показания с отсчетного устройства 2 и записывают их на план контролируемой поверхности.
Аналогично контролируют плоскостность опорной поверхности 3 ползуна. При этом измерительную марку 5 перемещают по поверхности 3 и крепят перед снятием отсчета при помощи магнита, размещенного в основании измерительной марки 5.
При измерении подставка 9, на которой установлен плоскомер, и контролируемая машина должны находиться на одном основании во избежание нестабильности отсчетов от взаимного перемещения объекта измерения и плоскомера.
Допуск плоскостности равен сумме наибольших по абсолютному значений отклонений: положительного и отрицательного значений от плоскости сравнения, проходящей по одной диагонали параллельно другой диагонали контролируемой поверхности.
1.5. Контроль узких поверхностей (отношение ширины к длине составляет менее 1:5)
Контроль прямолинейности поверхностей и их отдельных сечений длиной до 2500 мм может осуществляться сличением с поверочной линейкой при помощи индикатора (черт.4) и при помощи концевых мер или щупов (черт.5).
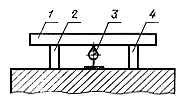
Черт.4
Черт.5
На контролируемую поверхность (черт.4) устанавливают поверочную линейку 1 на опорах 2, 4 равной высоты и расположенных в точках наименьшего прогиба. Поместив индикатор 3 под линейку в крайнюю левую точку проверяемой поверхности, устанавливают на его шкале нулевой отсчет. Затем индикатор последовательно помещают во все контролируемые точки и производят отсчеты по его шкале.
Аналогично контролируют отклонения от прямолинейности сличением с поверочной линейкой при помощи концевых мер или щупов 4, при этом вместо подставок на контролируемую поверхность 3 устанавливают концевые меры или щупы 2, 5, на которые опирается поверочная линейка точками наименьшего прогиба.
Допуск плоскостности определяют как сумму двух значений: отклонения от прямолинейности на всей длине (по продольному среднему сечению) и одной четвертой части извернутости.
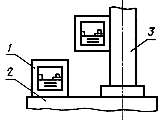
1.6. Контроль прямолинейности поверхностей длиной более 2500 мм
На контролируемую поверхность 1 (черт.6) устанавливают марку 2 (стеклянная пластина с нанесенной на ней меткой в виде креста, закрепленная на подставке). Визирную трубу 3 устанавливают рядом с проверяемой поверхностью так, чтобы оптическая ось совмещалась с центром метки при крайних положениях марки на проверяемой поверхности. Измерения производят последовательно по всем контрольным точкам поверхности.
Черт.6
Допуск прямолинейности определяют как сумму наибольших по абсолютному значению отклонений: положительного и отрицательного значений относительно линии, соединяющей концы контролируемого сечения.
Извернутость узких рабочих поверхностей измеряют уровнем на двух опорах. Уровень устанавливают по концам контролируемой поверхности перпендикулярно ее длинному ребру таким образом, чтобы его опоры располагались на краях поверхности, и производят отсчеты по шкале. По их алгебраической разности, отнесенной к ширине контролируемой поверхности, определяют величину извернутости.
Прямолинейность отдельных сечений и плоскостность рабочих поверхностей может также быть измерена при помощи уровня на опорах.
2. Взаимное расположение направляющих опор и поверхностей, базирующих заготовку и инструмент
2.1. Параллельность прерывистых опорных поверхностей
На одну из рабочих поверхностей (черт.7) кладут поверочную линейку 1, на которую устанавливают на специальной стойке индикатор 2 так, чтобы его измерительный наконечник касался противолежащей поверхности 3. При наличии подштамповой плиты применение поверочной линейки 1 не требуется.
Черт.7
Параллельность контролируют при наибольшем и наименьшем расстояниях между поверхностями в двух взаимно перпендикулярных направлениях ,
.
Отклонение от параллельности определяют как разность показаний индикатора в крайних точках измерения.
Аналогичные измерения могут проводиться при помощи микрометрического нутромера.
2.2. Параллельность сплошных поверхностей (черт.8)
Черт.8
По одной из опорных поверхностей 2, 4 перемещают индикатор 1 на стойке так, чтобы его измерительный наконечник касался другой контролируемой поверхности 3. Отклонение от параллельности определяют как наибольшую разность показаний индикатора в крайних (угловых точках измерения).
2.3. Параллельность опорных поверхностей повышенной точности
Когда допуски на параллельность не превышают значений допусков на плоскостность более чем в 1,6 раза, оценку параллельности опорных поверхностей (пп.2.1; 2.2) производят по прилегающим
или
средним - аппроксимирующим (ГОСТ 24642) плоскостям.
Значение отклонения от параллельности определяют по коэффициентам уравнений исходных плоскостей или графически после измерения отклонения от плоскостности от общей базы при помощи измерительных средств, приведенных в пп.1.2-1.4. При этом точность метода измерения должна соответствовать установленной в п.4.6.
2.4. Перекос горизонтальных рабочих поверхностей (черт.9)
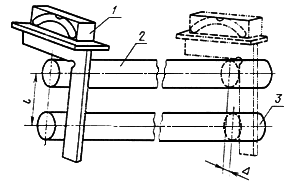
Черт.9
На рабочую поверхность верхнего вала 2 устанавливают устройство 1, состоящее из специального угольника и уровня с микрометрической подачей ампулы, таким образом, чтобы угольник образцовой поверхностью касался боковых образующих контролируемых валов 2 и 3.
Отсчеты по уровню производят, располагая устройство 1 по концам валов 2 и 3 - при минимальном и максимальном расстояниях между ними.
Значение смещения подсчитывают по формуле
![]() ,
,
где ![]() - алгебраическая разность показаний уровня на концах валов, отнесенная к длине 1000 мм;
- алгебраическая разность показаний уровня на концах валов, отнесенная к длине 1000 мм;
- расстояние между осями валов, мм.
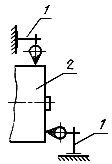
2.5. Параллельность опорных поверхностей траектории движения
На одной из опорных поверхностей 1 (черт.10, 11) крепят штатив 2 с индикатором так, чтобы его измерительный наконечник касался другой опорной поверхности 3.
Черт.10
Черт.11
Отклонение от параллельности равно показанию индикатора на длине хода или длине (, черт.11) опорной поверхности 3.
2.6. Совпадение базирующих поверхностей (черт.12)
Черт.12
К боковым поверхностям пазов прикладывают калиброванные валики 2 одинакового диаметра. На опорную поверхность паза устанавливают поверочный угольник 3.
Отклонение от совпадения базирующих поверхностей определяют с двух сторон пазов щупом 1 между угольником и образующими валиков.
2.7. Перпендикулярность опорных и направляющих поверхностей
К опорным поверхностям прикладывают угольник 2 (черт.13). Щупом 1 измеряют просвет между измерительной поверхностью угольника и контролируемой поверхностью
.
Черт.13
Перпендикулярность опорных и направляющих поверхностей в вертикальной плоскости измеряют при помощи широкопредельного рамного уровня с магнитным креплением и микрометрической подачей ампулы (черт.14).
Черт.14
Прибор устанавливают на опорную поверхность 2 в одном из контролируемых направлений (например, вдоль фронта машины или перпендикулярно к нему), поворачивают маховичок его микрометрического винта до совмещения изображений концов пузырька ампулы, после чего снимают отсчет. Затем прибор закрепляют в том же направлении к поверхности направляющей 3 и таким же образом совмещают изображения концов пузырька ампулы и снимают отсчет. Значение отклонения от перпендикулярности в контролируемом направлении определяют как разность отсчетов по шкале прибора 1.
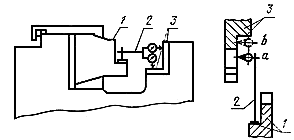
2.8. Перпендикулярность осей отверстий к опорным поверхностям
Когда размеры опорной (торцовой) поверхности ограничены, в качестве установочной базы используют отверстие. Измерение отклонения от перпендикулярности производят по схеме черт.15.
Черт.15
Специальное измерительное устройство (черт.15) состоит из корпуса 4 с двумя базирующими мостиками 1 и поперечиной 3 с жестким упором 2 и индикатором (либо индуктивным преобразователем) 5.
Базирующий мостик (черт.16) состоит из двух жестких штырей 1 и одного подпружиненного штыря 2. Это обеспечивает постоянный прижим жестких штырей к поверхности отверстия в зоне измерения.
Черт.16
Измерение производят при вращении измерительного устройства (черт.15) вокруг его продольной оси. При этом индикатор контактирует с торцем опорной поверхности. Отклонение от перпендикулярности, отнесенное к расстоянию между осями жесткого упора 2 и индикатора 5, определяют как полуразность наибольшего и наименьшего показаний индикатора 5 при развороте устройства на 360°.
Измерение перпендикулярности небольших по длине отверстий и достаточно больших опорных поверхностей следует производить по схеме, представленной на черт.17.
Черт.17
Контроль осуществляют специальным измерительным устройством, состоящим из базирующего мостика 1, корпуса 2 с жестко закрепленной на нем поперечной планкой 3 с тремя опорными штырями 4 и индикатором (или индуктивным преобразователем) 5. Базирующий мостик располагают вблизи проверяемого торца, а контактирующий с образующей отверстия измерительный наконечник - в противоположном конце отверстия.
Измерение проводят при вращении измерительного устройства вокруг оси отверстия. При этом измерительный наконечник индикатора 5 контактирует с образующими отверстиями, а опорные штыри 4 - с проверяемой опорной поверхностью.
Отклонение от перпендикулярности, отнесенное к расстоянию между осями индикатора и базирующего мостика, определяют как полуразность наибольшего и наименьшего показаний индикатора 5 при развороте устройства на 360°.
При контроле поверхностей с допусками, превышающими 0,1 мм/м и малых диаметрах отверстий, применяют контрольные оправки (черт.18). В отверстие для крепления инструмента плотно вставляют образцовую оправку 1, к которой прикладывают угольник 2.

Черт.18
Отклонение от перпендикулярности измеряют щупом 3 при перемещении угольника вокруг оправки.
2.9. Перпендикулярность траектории движения рабочего органа к опорной поверхности
На опорную поверхность кладут поверочную линейку 4 (черт.19), на которую устанавливают угольник 3. Индикатор 1 крепят к перемещающемуся рабочему органу 2 так, чтобы его измерительный наконечник касался измерительной поверхности угольника.
Черт.19
Перпендикулярность измеряют в двух взаимно перпендикулярных плоскостях ,
.
Отклонение от перпендикулярности определяют разностью наибольшего и наименьшего показаний индикатора на всей длине хода рабочего органа 2.
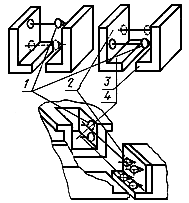
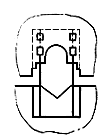
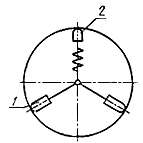
2.10. Зазоры между направляющими рабочих органов машин измеряют щупом в крайних положениях подвижного органа машины в направлениях:
1-4, 8-5, 2-7, 3-6 (черт.20а);
1-3, 4-2 (черт.20b);
1-3, 4-2 (черт.20с);
1-2, 4-3 (черт.20d);
1-2, 4-3 (черт.20е);
1-2, 3-1, 4-2 (черт.20f);
4-2, 1-3 (черт.20g).
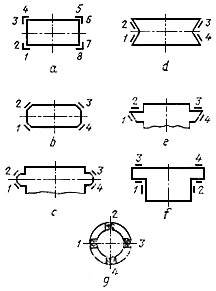
Черт.20
Зазор определяют как сумму значений, полученных при измерении в каждом из указанных направлений.
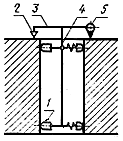
2.11. Соосность осей базирующих отверстий (черт.21)
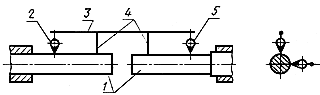
Черт.21
В отверстия проверяемых узлов машины плотно вставляют образцовые оправки 1, внешние цилиндрические рабочие части которых имеют равные диаметры.
Измерения производят в горизонтальной и вертикальной плоскостях при помощи специального индикаторного устройства, состоящего из корпуса 3, двух расположенных в одной плоскости опор 4 и двух индикаторов 2 и 5, имеющих нулевые показания в средней части шкалы и настроенных предварительно на эти показания относительно линии, проходящей в плоскости опор 4. Настройку индикаторов 2 и 5 осуществляют при установке устройства на образцовые поверхности линеек, плит и т.п.
Для измерения отклонений от соосности индикаторное устройство устанавливают опорами 4 на внешние части оправок 1 таким образом, чтобы измерительные наконечники индикаторов 2 и 5 расположились на вершинах оправок 1, и делают отсчеты по индикаторам.
Отклонения от соосности, отнесенные к расстоянию между осями опор 4 и индикаторов 2 и 5, определяют для каждого из отверстий как корень квадратный из суммы квадратов проекции отклонений, полученных при измерении соответствующим индикатором в двух указанных взаимно перпендикулярных плоскостях.
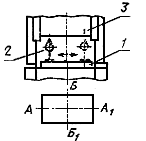
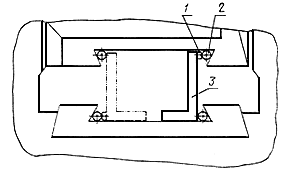
2.12. Радиальное и торцовое биение рабочих органов машин (черт.22)
Черт.22
Индикатор 1 устанавливают на неподвижных частях машины так, чтобы его измерительный наконечник касался образующей цилиндрической или торцовой контролируемых поверхностей и был направлен перпендикулярно к ней.
Биение равно наибольшей разности показаний индикатора за один оборот рабочего органа.
На динамически сбалансированных рабочих органах данные измерения не проводят.
Допускается не проводить контроль радиального и торцового биения маховиков статически сбалансированных с частотой вращения до 120 мин.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ РЕКОМЕНДУЕМЫХ СПЕЦИАЛЬНЫХ СРЕДСТВ КОНТРОЛЯ
И ВСПОМОГАТЕЛЬНОЙ ОСНАСТКИ
1. Призматические опоры
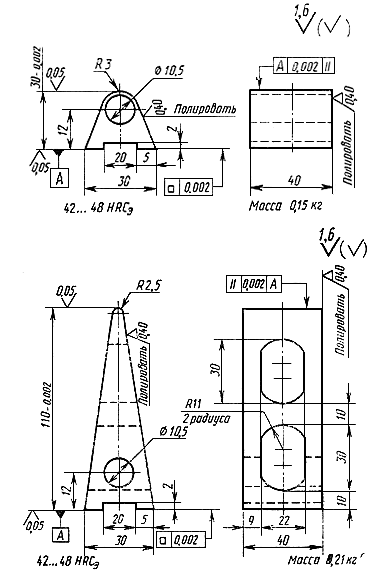
Черт.23
2. Индикаторная стойка
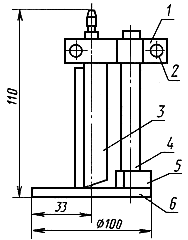
1 - хомутик; 2, 5 - винты; 3 - индикатор; 4 - стойка; 6 - основание
Черт.24
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1990
{kind=link}